Изобретение касается соединительных элементов для электродов из углеродного материалов, в частности оно касается соединительных элементов, которые изготовляются смешиванием кокса, пека и углеродных волокон в одну массу и формованием этой массы, и используются для соединения электродов из углеродных материалов, в частности, графитовых электродов.
Электроды из углеродных материалов, в частности графитовые электроды, используются в черной металлургии в дуговых электропечах. Эти электроды состоят из отдельных связанных друг с другом цилиндрических элементов, причем при соответствующем расходе приводятся в действие соответственно следующие элементы. Как правило, электроды механически и электропроводно соединяются друг с другом соединительными элементами (ниппелями, по-английски "connecting pins"). При этом соединительные элементы имеют форму двойного конуса (две скрепленные основаниями усеченные пирамиды) с резьбой на боковых поверхностях, которая входит в соответствующие центрально расположенные на торцевых поверхностях углубления цилиндрических электродов.
Из-за термической нагрузки требуется такое соответствие термического расширения соединительных элементов и электродов, чтобы не возникало напряжений, которые могут приводить к излому или другим повреждениям на соединительном участке. В прошлом предлагалось использование соединительных элементов, усиленных углеродными волокнами. В документе US-A 4998709 описаны графитовые соединительные элементы, которые усиливаются посредством получаемых из мезофазного пека углеродных волокон с массовой долей от 8 до 20% в используемой для изготовления формовочной массе. В публикации WO 01/62667 описан аналогичный способ, причем полученные также из мезофазного пека волокна имеют меньший модуль упругости и используются с меньшей массовой долей (0,5-5% в формовочной массе). Этот способ приводит к уменьшению коэффициента термического расширения в направлении экструзии или, соответственно, главной оси соединительного элемента.
Обычно возникающие в усиленном волокнами материале напряжения обусловлены различными коэффициентами термического расширения волокон и матрицы. Углеродные волокна практически стабильны (т.е. коэффициент термического расширения незначительно отрицательный) в направлении волокна, в то время как, например, у стекловидного углерода этот коэффициент составляет порядка 3×10-6 К-1.
В исследованиях, которые легли в основу настоящего изобретения, было установлено, что можно достичь дополнительного улучшения по отношению к вышеописанным известным способам (US 4998709, WO 01/62667), если в формовочную массу для изготовления соединительных элементов вводить такие углеродные волокна, поверхность которых перед примешиванием к формовочной массе была подвергнута обработке и снабжена полимерным покрытием. Соответствующие изобретению соединительные элементы имеют уменьшенные в продольном направлении (т.е. в направлении оси цилиндрического электрода и соединительного элемента) коэффициенты термического расширения и повышенную прочность. Соответствующие изобретению соединительные элементы выдерживают благодаря этим свойствам не только температуру науглероживания ниже 1000°С, но и последующую графитизирующую обработку при температуре выше 3000°С.
Известно, что углеродные волокна окисляются на аноде в растворе электролита (J.B.Donnet, R.C.Bansal, Carbon Fiber, Marcel Dekker Inc. New York (1990)). При этой обработке поверхности на поверхности волокон возникают кислородсодержащие группы, как правило, сильно или слабокислые карбоксильные группы и гидроксильные группы, активированные посредством карбонильных групп С-Н-группы (С-Н-кислота), а также основные, пиритобразные поверхностные группы (H.P.Boehm, E.Diehl, W.Heck, R.Sappok, Angew.Chem. 76 (1964), 742; B.P.Puri, in Walker: Chemistry and Physics of Carbon, Vol.6, Marcel Dekker, New York (1971), 191).
Кроме того, посредством термического окисления можно получить кислородные группы на поверхности волокон без необходимости последующей промывки для удавления электролита. В качестве окисляющей среды описаны кислород в различных концентрациях, кислородгалогенные смеси, озон, диоксид углерода или оксид азота. Подробно эта тема рассмотрена в работе J.Cziollek, "Studien zur Beeinflussung des Verstärkungsverhaltens von Kohlenstoffasern durch Oberflächenbehandlung der Fasern und durch Verwendung eines Kohlenstoff/Kohlenstoff-Skeletts als Verstärkungskomponente", Dissertation Universität Karlsruhe (1983), S.40 ff.
У усиленного углеродными волокнами углерода ("CFC") уменьшенная реактивность поверхности волокна рассматривается в качестве основной предпосылки для положительного использования свойств волокна. Уменьшенная реактивность должна обеспечивать матрице возможность отходить от поверхности волокна. Затем усадочные трещины заполняются посредством повторных этапов реимпрегнирования-рекарбонизации (пропитка, например, пеком, и обжиг при исключении окисляющих средств). Тем самым образуются углеродные связывающие мостики между поверхностью волокна и матрицей (J.Cziollek, цитируемый документ). Кроме того, обсуждалось, что посредством этапа повторной пропитки заново созданные поверхностные группы восстанавливают ослабленное сцепление волокно/матрица (K.H.Geigl: "Studien zur Oberflächenchemie von Kohlenstoffasern und zur Entwicklung von Kohlenstoff-Hohlfasern", Dissertation Universität Karlsruhe (1979)).
В противоположность этим экспериментальным данным при CFC-соединениях окислительная обработка поверхности волокон в данном изобретении неожиданно оказалась благоприятной для свойств изготовленного соответствующим способом соединения.
Поэтому предметом данного изобретения являются соединительные элементы для электродов из углеродного материала, причем соединительные элементы содержат углеродные волокна, поверхность которых активируется окислением и которые дополнительно имеют науглероженное покрытие. Это нанесенное на поверхность покрытие является продуктом науглероживания покрывающего средства (обмазки), выбранного из группы: воск, пек, природные смолы, термопластичные и термореактивные полимеры.
Изобретение касается также способа изготовления соединительных элементов, которые содержат обработанные в соответствии с изобретением волокна.
При соответствующем изобретению способе на первом этапе посредством окисления активируется поверхность углеродных волокон; затем на втором этапе волокна снабжаются наносимым на поверхность покрытием с покрывающим средством, выбранным из группы: воск, пек, природные смолы или термопластичные или термореактивные полимеры; в случае необходимости снабженные покрытием волокна на третьем этапе подвергаются обработке при температуре 750-1300°С для науглероживания покрытия; на четвертом этапе они смешиваются с коксом со средней величиной частиц в диапазоне 0,05-4 мм, пеком с температурой размягчения в диапазоне 70-150°С, и при необходимости с дополнительными наполнителями и формуются в цилиндрические тела; на пятом этапе цилиндрические формованные тела науглероживаются, а затем графитизируются; и на шестом этапе графитизированные формованные тела обтачиваются в соединительные элементы с резьбой.
При этом предпочтительно использовать углеродные волокна в форме жгутовых волокон, содержащих от 1000 до 60000 отдельных филаментов, которые на третьем этапе способа разрезаются на короткие волокна со средней длиной 0,5-40 мм.
Дополнительно предпочтительно использовать углеродные волокна в форме большого жгута-жгутовых волокон, содержащих от 40000 до 2000000 отдельных филаментов, которые на третьем этапе способа разрезаются на короткие волокна со средней длиной 0,5-40 мм.
Дополнительно предпочтительно, что на активированные углеродные волокна на втором этапе наносится покрытие в водяной ванне или ванне с растворителем, содержащей дисперсионную систему или раствор покрывающего средства, выбранного из группы: воск, пек, природные смолы или термопластичные или термореактивные полимеры.
Дополнительно предпочтительно, что снабженные покрытием углеродные волокна на третьем этапе подвергаются обработке при температуре 900-1200°С для науглероживания покрытия.
Дополнительно предпочтительно изготавливать на четвертом этапе смесь, содержащую 100 кг кокса, 10-40 кг пека и 0,2-20 кг углеродных волокон.
Дополнительно предпочтительно в качестве дополнительного наполнителя добавлять 0,1-1 кг оксиджелезного пигмента со средним размером частиц 0,1-2 мкм.
Нанесение на поверхность покрытия осуществляется, в частности, с использованием полимеров, которые имеют достаточную степень использования углерода при температуре науглероживания предпочтительно от приблизительно 750 до приблизительно 1300°С. В частности, пригодны полиуретановые смолы, фенольные смолы и пек с остаточным углеродом не менее 40% массы используемого покрывающего средства.
Науглероживание покрывающего средства может осуществляться на этапе температурной обработки перед примешиванием к формовочной массе или предпочтительно одновременно с обжигом после сырого изготовления.
Предпочтительно использовать углеродные волокна, которые могут быть получены известным способом путем науглероживания стабилизированных окислением полиакрилнитриловых волокон. От температурной обработки волокон в диапазоне от 1500°С до температуры графитизации (от 1800° до приблизительно 3000°С, частично даже выше 3000°С) перед примешиванием можно отказаться. Модуль упругости этих волокон предпочтительно составляет 200-250 ГПа.
Поверхностное активирование углеродных волокон осуществляется посредством окисления в водяной ванне или посредством обогащенного кислородом газового потока при температуре 400-600°С, причем газовый поток служит также для развертывания жгутового волокна. Кроме того, предпочтительным образом возможно электрохимическое, то есть анодное, окисление углеродных волокон в водяных ваннах.
В качестве окислительных ванн подходят водные растворы окисляющих соли кислот, такие как нитраты, сульфаты, хлораты, броматы и йодаты, и собственно упомянутые кислоты; предпочтительно растворы содержат летучие окислители, причем предпочтительно продукты реакции этих окислителей также летучи. В качестве летучих здесь называются вещества, которые удаляются без остатка или, по существу, без остатка (с остатками пара, которые составляют максимум 0,5% массы обработанных волокон) при сушке обработанных волокон, например, в потоке воздуха или на галетах. Особенно предпочтительны окислители, являющиеся окисляющими кислотами, например, азотная кислота, соляная кислота или содержащие их смеси с нейтральными или подобными солям неорганическими окислителями, например, перекись водорода, хроматы, перманганаты и гипохлориты (KMnO4/H2SO4, K2Cr2O7/H2SO4, HOCl/H2O2/NaOCl). Кроме того, пригодны смеси неокисляющих кислот с подобными солям окислителями, например, известные как эухлорин смеси соляной кислоты и хлоратов. При электрохимическом (анодном) окислении достаточно создать удовлетворительную электропроводность растворением кислот, оснований или солей в воде.
После электрохимической обработки (анодного окисления) и при использовании окисляющих растворов (в частности, растворов солей) необходимо промывать жгутовое волокно деионизированной водой, причем предпочтительно располагать последовательно, по меньшей мере, две ванны. Обработанные кислотой волокна также могут промываться, причем при необходимости этап сушки может быть исключен.
После этого активированные подобным образом кислородсодержащими группами углеродные волокна снабжаются вышеупомянутым покрытием, нанесенным на поверхность, причем высушенные или только промытые волокна проводятся через водную пропиточную ванну; избыточный содержащий покрывающее средство раствор отжимается известным способом, и жгутовое волокно высушивается, например, на нагреваемых галетах.
Пропиточная ванна предпочтительно является водной подготовкой названных покрывающих средств, например, водной дисперсионной системой воска, в частности, полиолефинового воска на основе полиэтилена или полипропилена, а также горного воска или воска, который синтетически изготовлен посредством сложных эфиров жирных спиртов с длинноцепочными жирными кислотами с 12-40 атомами углерода. Дополнительно можно использовать дисперсионные системы из полиуретановых смол, активированных (например, прививкой ангидридом малеиновой кислоты) полиолифинов или их сополимеров (например, винилового спирта или винилацетата) или из феноловых смол. Кроме того, возможна обработка активированных углеродных волокон растворенными в органических растворителях органическими соединениями, например, на основе пека. Также для нанесения покрытия может использоваться чистый пек в подходящей маловязкой форме.
Как правило, концентрация подготовок покрывающих средств является такой, что происходящая из покрытия массовая доля твердой фазы на поверхности волокна составляет 0,5-30%. Предпочтительным является диапазон от 3 до 15%. Отсюда, массовая доля науглероженного покрытия на волокнах составляет предпочтительно от 0,2 до 15%.
Предпочтительно используются углеродные волокна на основе (науглероженного) полиаркилнитрила, так как оказалось, что при смешивании с соответствующими изобретению формовочными массами они меньше всего повреждаются в процессах смешивания и формования. Как правило, их модуль упругости не такой высокий, как у углеродных волокон на основе мезофазного пека. Это означает меньшую жесткость, а, следовательно, также меньшую чувствительность к срезу. Как дополнительно нанесенное покрытие, так и преобразование этого покрытия в углеродный слой приводит к дополнительной механической защите.
Было отмечено заметное уменьшение измельчения этих волокон при примешивании по сравнению с чувствительными к срезу НМ-волокнами (волокнами с высоким модулем упругости). Степень использования применяемого количества волокон благодаря этому повышается, это дополнительно приводит к меньшей стоимости НТ-волокон ("high tenacity", высокопрочные волокна) и к дальнейшему снижению затрат.
Также благодаря нанесенной обмазке улучшается дозируемость разрезанного на короткие волокна (предпочтительно со средней длиной 0,5-40 мм) пучка волокон. Отдельные филаменты с длиной более 2 мм без покрытия имеют склонность к агломерации и поэтому не могут дозироваться контролируемым образом.
Используемые жгутовые волокна предпочтительно имеют от 1000 до 60000 отдельных филаментов, также предпочтительны многофиламентные жгуты на основе больших жгутов с количеством филаментов от 40000 до 2000000.
Также возможно существование углеродных волокон в форме параллельно расположенных нитей (так называемых "UD-Tapes"), тканей, формованных свободнолежащих волокон, трикотажа, трикотажных изделий и/или нетканого материала.
Соответствующие изобретению соединительные элементы предпочтительно имеют коэффициент линейного термического расширения в направлении экструзии от -0,5 до +0,1 мкм/(К·м). Направление экструзии является направлением, параллельным боковой поверхности чаще всего цилиндрически сформированных заготовок, которые после науглероживания и обжига подвергаются обтачиванию и фрезерованию и на которых нарезается необходимая резьба. Перпендикулярно направлению экструзии коэффициент линейного термического расширения предпочтительно составляет от 1,7 до 2,1 мкм/(К·м).
Массовая доля углеродного волокна в соединительных элементах предпочтительно составляет 0,2-10%.
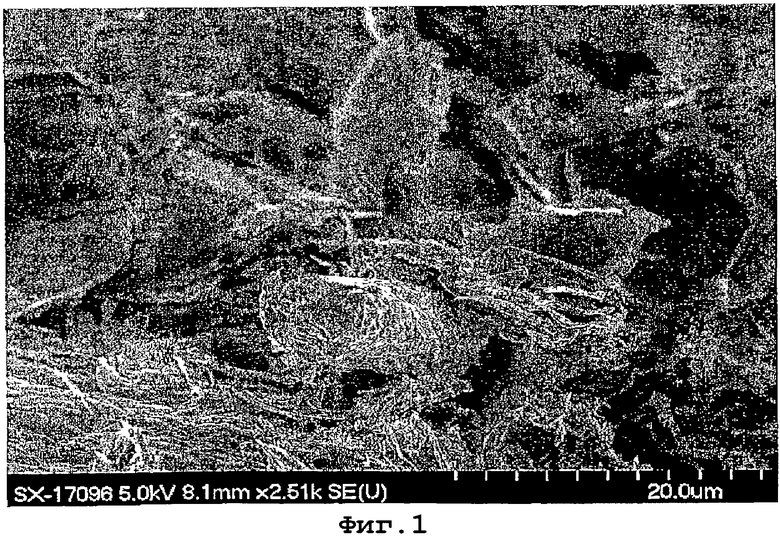
Неожиданно оказалось, что соединительные элементы, которые изготовлены с подобного рода углеродными волокнами, не только отличаются желаемым низким значением коэффициента термического расширения, но и имеют повышенную прочность. И то и другое говорит о хорошем сцеплении волокно-матрица. Это может быть установлено, например, благодаря тому, что на электронном микроскопе выполняется снимок поверхности излома разрушенных при испытаниях на разрыв или на изгиб соединительных элементов и сравнивается с поверхностью излома соединительных элементов, которые содержат волокна, не обработанные подобным образом.
Результаты этого анализа поясняются микрофотографиями, на которых показано:
Фиг.1 - снимок, полученный с помощью электронного микроскопа, поверхности излома соединительного элемента (ниппеля), в котором используются углеродные волокна в соответствии с изобретением,
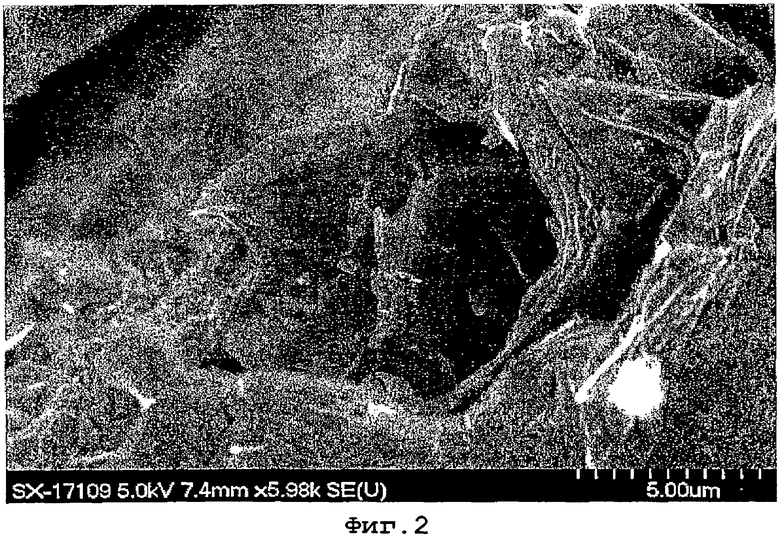
Фиг.2 - снимок, полученный с помощью электронного микроскопа, поверхности излома соединительного элемента (ниппеля), в котором для усиления используются углеродные волокна из мезофазного пека. Из сравнения обоих снимков становится понятно, что в случае волокон из мезофазного пека, без соответствующей изобретению обработки (фиг.2), они при изломе просто вытягиваются из матрицы и оставляют после себя отверстие, в то время как у соединительной детали с волокнами, активированными и покрытыми в соответствии с изобретением, они прочно сцеплены с матрицей и при изломе не вытягиваются из нее (фиг.1).
На поверхности излома у соединительного элемента, изготовленного в соответствии с изобретением, наблюдают разрывы матрицы и разрывы волокна в плоскости излома. При этом отверстия в матрице, из которых вытянуты усиливающие волокна при выходе из строя, не обнаружены. Сцепление волокон с матрицей очевидно велико настолько, что необходимое для вытягивания волокон из матрицы ("Pull-out") усилие больше, чем предел прочности волокон при растяжении. При сравнении с соединительным элементом, который согласно уровню техники был изготовлен с полученными из мазофазного пека углеродными волокнами без соответствующей изобретению обработки, отчетливо видны отверстия после вырыва волокон из поверхности излома.
Неожиданным является также то, что, как объяснялось сначала, несмотря на предполагаемое улучшенное связывание волокон с матрицей вследствие обработки поверхности, не происходит разрушения волокон вследствие внутренних напряжений.
Графитизированные тела, которые изготовлены из соответствующих изобретению масс, имеют следующие свойства:
Соединительные элементы из этих графитизированных тел приводят в практическом эксперименте к заметному сокращению склонности к образованию трещин при термических напряжениях.
Изобретение поясняется нижеследующими примерами.
Пример 1
Жгутовое волокно (7×60000 филаментов с диаметром 7 мкм) из науглероженных полиакрилнитриловых волокон подвергалось анодному окислению. Для этого жгутовое волокно проводилось, соответственно указанному в документе US 4704196 (пример 3) способу, со скоростью 1 м/мин через ванну с рабочей протяженностью около 1 м, содержащую водный раствор натрового щелока (5 г на 100 г раствора), причем ванна непрерывно переворачивалась. При этом прикладывалось синусоидальное напряжение в 5 В, сила тока составляла около 70 А.
После этого жгутовое волокно промывалось в двухступенчатой промывочной ванне с деионизированной водой и отжималось. Затем жгутовое волокно проводилось через обмазочную ванну, содержащую 10 г диспергированной в воде полиуретановой смолы на 100 г дисперсной системы, с рабочей протяженностью 0,5 м, отжималось и высушивалось на галетах при температуре 120°С. Жгутовое волокно разрезалось на штапельное волокно длиной около 6 мм.
Пример 2
Формовочная масса приготавливалась из 100 кг игольчатого кокса со средним размером частиц 0,5 мм, 26 кг каменноугольного пека с температурой размягчения (SPM) 110°С, и 3 кг науглероженных углеродистых волокон на основе PAN (полиакрилнитрила) с диаметром 7 мкм и средней длиной 6 мм, которые согласно примеру 1 анодно окислялись и снабжались полиуретановым покрытием, а также 0,5 кг оксида железа в качестве пигмента (диапазон размера частиц от 0,1 до 2 мкм).
Масса смешивалась в течение 0,5 часа в смесителе при температуре 160°С, экструдировалась при температуре 120°С в цилиндрический жгут, а после резки на части длиной около 3000 мм подвергались обжигу при температуре 800°С в течение 500 часов. Затем подвергнутые обжигу цилиндрические углеродные тела трижды пропитывались пропиточным пеком (температура размягчения 80°С) и повторно подвергались обжигу при температуре 800°С. Пропитанные и повторно подвергнутые обжигу углеродные тела графитизировались традиционным способом при температуре около 3000°С.
На цилиндрических графитизированных телах с диаметром 305 мм и длиной 2300 мм были измерены следующие значения (для сравнения были изготовлены соответствующие смеси без волоконной добавки, измеренные значения на полученных из них графитизированных телах указаны в скобках):
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКС, АРМИРОВАННЫЙ УГЛЕРОДНЫМ ВОЛОКНОМ, ПОЛУЧЕННЫЙ НА УСТАНОВКЕ ЗАМЕДЛЕННОГО КОКСОВАНИЯ | 2004 |
|
RU2343133C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ ИЗ УГЛЕРОДНОГО МАТЕРИАЛА С ПРИМЕНЕНИЕМ ПОВТОРНО ПЕРЕРАБОТАННЫХ КАРБОНОВЫХ ВОЛОКОН | 2011 |
|
RU2547184C2 |
| Войлочный мат и способ его получения | 1988 |
|
SU1834924A3 |
| Способ упрочнения композиционных материалов на основе углеродного волокна | 2019 |
|
RU2714650C1 |
| БИПОЛЯРНЫЕ ПЛАСТМАССОВЫЕ ПЛАСТИНЫ, АРМИРОВАННЫЕ УГЛЕРОДНЫМ ВОЛОКНОМ, С НЕПРЕРЫВНЫМИ ТОКОПРОВОДЯЩИМИ КАНАЛАМИ | 2003 |
|
RU2316851C2 |
| УГЛЕРОД-УГЛЕРОДНЫЙ КОМПОЗИТНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2193542C2 |
| СВЯЗУЮЩЕЕ ДЛЯ ПРОИЗВОДСТВА ФРИКЦИОННЫХ КОМПОЗИЦИОННЫХ УГЛЕРОД-УГЛЕРОДНЫХ МАТЕРИАЛОВ, СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА И МАТЕРИАЛ | 2012 |
|
RU2484035C1 |
| ГРАФИТИЗИРУЕМАЯ ВСПЕНЕННАЯ ЗАГОТОВКА | 1999 |
|
RU2225873C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНЫХ ЭЛЕКТРОДОВ | 2003 |
|
RU2315133C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2324646C2 |
Изобретение относится к области электротехники, а именно к соединительным элементам для электродов. Соединительные элементы для электродов из углеродных материалов содержат углеродные волокна с активированной окислением поверхностью и дополнительно науглероженным покрытием. Это покрытие является продуктом науглероживания покрывающего средства - воска, пека, природной смолы, термопластичного или термореактивного полимера. Способ этих соединительных элементов включает активацию поверхности углеродных волокон окислением, нанесение покрытия из покрывающего средства, обработку при температуре 750-1300°С для науглероживания покрытия, формирование цилиндрических тел из смеси кокса, пека и дополнительных наполнителей. Цилиндрические формованные тела науглероживают, графитизируют и обтачивают в соединительные элементы с резьбой. Изобретение позволяет повысить прочность соединительных элементов, уменьшить вероятности образования изломов или других повреждений на соединительном участке. 2 н. и 16 з.п. ф-лы, 2 ил.
| US 4998709 А, 12.03.1991 | |||
| 0 |
|
SU162667A1 | |
| Способ получения синтетического моющего средства | 1972 |
|
SU453073A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ВОЛОКНИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА | 1994 |
|
RU2080427C1 |
| ПОЛИАМФОЛИТНЫЙ ВОЛОКНИСТЫЙ УГЛЕРОДНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО АКТИВИРОВАНИЯ ВОЛОКНИСТОГО УГЛЕРОДНОГО МАТЕРИАЛА | 1993 |
|
RU2070436C1 |

