Изобретение имеет отношение к созданию фрикционных материалов за счет использования пенопластовой (вспененной) заготовки с открытыми ячейками и уплотнения заготовки углеродным материалом, и связано, в частности, с изготовлением фрикционных материалов для авиатормозов.
В качестве фрикционных материалов для авиатормозов широко используют углерод-углеродные композитные материалы. Такие композитные материалы являются привлекательными потому, что они имеют малый вес и могут работать при очень высоких температурах, а также потому, что они могут поглощать энергию и преобразовывать ее в теплоту. Существенным недостатком таких композитных материалов является высокая стоимость исходных материалов, из которых изготавливают узлы авиатормозов. Особенно важна стоимость углеродного волокна, так как в композитном материале иногда используется до 45% такого волокна. Часто стоимость волокна является определяющей в стоимости фрикционного материала. Другим недостатком является то, что процесс изготовления композитного материала на основе углеродного волокна является длительным. Полный процесс изготовления углеродного диска тормоза может потребовать недель, а иногда и месяцев, что неприемлемо в современном производстве. В высшей степени желательно уменьшить стоимость и сократить время изготовления углерод-углеродного композитного материала.
В соответствии с настоящим изобретением предлагается устранение указанных основных недостатков изготовления углерод-углеродного композитного материала, а именно, высокой стоимости и длительного цикла изготовления. Как указывалось Хэджером и Лэйком (Hager and Lake "Novel Hybrid Composites Based on Carbon Foams" ("Новые гибридные композитные материалы на базе углеродных пенопластов"), Mat. Res. Soc. Symp. Proc., Vol. 270, (1992), pp. 2933), существует возможность создания сетчатой углеродной пенопластовой структуры из мезофазного пека. Такая структура имеет свойства, главным образом соответствующие свойствам волокна. После получения такого пенопласта он может быть использован для образования композитного материала, который будет вести себя во многих отношениях аналогично упрочненному углеродным волокном композитному материалу. За счет использования пенопластовой заготовки вместо углеродного волокна может быть создан волокнистый предшественник с малой стоимостью, причем заготовка может быть создана при помощи единственной операции вспенивания вместо использования трудоемкого процесса изготовления игольного углеродного тканого материала со сшиванием заготовки или с изготовлением волокнистых препрегов, которые уплотняются при последующем формовании.
Использование пенопластовых заготовок для изготовления фрикционного материала раскрыто в патенте США No. 4,537,823. В отличие от него в настоящем изобретении является предпочтительным: 1) использование типично графитизируемого углеродного пенопласта из мезофазного пека, а не стекловидного углеродного пенопласта, 2) заполнение пустот углеродным материалом, а не полимерным материалом или суспензией, и 3) создание пенопластов с размерами пор менее 500 мкм для облегчения последующего уплотнения.
Углеродные пенопласты из мезофазного пека раскрыты Мета и др. и публикации Mehta et al. "Graphitic Carbon Foams" ("Графитовые углеродные пенопласты"), American Carbon Society. 21-я Конференция по применению углерода, Буффало, США, 13-18 июня 1993 г. Указанные пенопласты не подвергались уплотнению, так как они были предназначены для легких конструкционных применений, где уплотнение не требуется.
Таким образом, известны пенопласты из углеродных материалов и известны также способы их изготовления для применения в качестве средств абсорбции или фильтрации, а также в качестве подложек для катализаторов, причем такие пенопласты главным образом изготавливают из полимерных предшественников (термореактивных и термопластичных), обычно с получением аморфных или некристаллических углеродных материалов.
В настоящем изобретении предлагается использование таких предшественников, которые позволяют получать углеродные пенопластовые заготовки с сетчатой структурой, имеющей стойки (связи) и обладающей свойствами, подобными свойствам волокна. Стойки могут быть образованы кристаллическим, анизотропным или графитизируемым углеродом, так что в области стоек (определение которым дается ниже) материал из углеродного пенопласта или изотропного неграфитизируемого углерода имеет высокую прочность, соответствующую волокнам на базе пека. Твердые области стоек в пенопласте могут иметь длину от десятых до тысячных долей микрона и диаметр размером в десятые доли микрона, что позволяет иметь пустоты размерами от десятых до сотых долей микрона, так что могут быть обеспечены высокие конечные объемные плотности после CVD (осаждения из газовой фазы) или уплотнения из жидкой фазы. Тонкие характеристики областей стоек в пенопласте позволяют иметь предпочтительную ориентацию кристаллитов в мезофазном углеродном предшественнике вдоль оси стойки, имитируя микроструктуры углеродного волокна. Материал пенопластовой основы может контролироваться для получения либо объемных изотропных, либо объемных анизотропных свойств. Среди предшественников можно указать мезофазный пек, полиакрилонитрил ("PAN") и поливинилхлорид ("PVC"), а также некоторые полимеры, такие как фенольные смолы и фуриловый спирт. Пековые предшественники подвергаются жидкокристаллическому (мезофазному) формованию в ходе пиролиза, что приводит к получению углерода с кристаллическим порядком. В настоящее время имеются мезофазные пеки, которые уже имеют жидкокристаллические свойства и являются идеальным предшественником для пенопластов. Термин "полимер" включает в себя пек, в том случае, когда пек или полимер используют как предшественник для углеродных материалов. Желательно получать пенопласты с контролируемой пористой структурой, которая является связанной (сетчатой), так что она может быть уплотнена при помощи осаждения из газовой фазы (CVD) или при помощи процессов уплотнения жидкой фазы, таких как горячее изостатическое прессование (НIР), карбонизация пропиткой под давлением (PIC), вакуумная инфильтрация под давлением (VPI), а также при помощи инжекции пека или полимера или же комбинации указанных процессов уплотнения.
Задачами настоящего изобретения являются:
(1) Получение графитизируемой сетчатой пенопластовой заготовки, в которой структура "стоек" имитирует свойства углеродных волокон (для получения прямой замены заготовок из углеродных волокон). Подобные волокнам свойства получают при помощи стоечных элементов за счет использования жидкокристаллического предшественника (такого как мезофазный пек) и действия деформации (как продольной, так и сдвига), происходящего в процессе пенообразования (выстраивание жидких кристаллов вдоль стоек, созданных в ходе пенообразования и усиленных в ходе последующей тепловой обработки).
(2) Получение неграфитизируемой сетчатой пенопластовой структуры заготовки и последующее нанесение графитизируемого материала вокруг стоечных элементов, чтобы имитировать свойства волокна. Графитизируемый материал может быть нанесен при помощи CVD или за счет смачивания поверхностей стоек жидкокристаллическим материалом.
(3) Получение пенопластовой заготовки с сетчатой структурой, которая может быть дополнительно уплотнена за счет указанных выше известных процессов. Пористость, созданная сетчатой структурой, позволяет произвести диффузию газов или ввод жидкостей внутрь структуры.
(4) Получение пенопластовых заготовок, которые подходят для изготовления углерод-углеродных композитных материалов, используемых как фрикционные материалы для авиатормозов, а также как материалы для теплового регулирования или для конструкционных применений. Пенопластовую заготовку затем уплотняют при помощи углерода или углеродного материала, а также при помощи иных наполнителей, чтобы усилить конструкционные, тепловые или трибологические (фрикционные) свойства, чтобы в результате получить фрикционный материал, материал для теплового регулирования или конструкционный материал. Комбинированный композитный материал должен обладать структурными, термическими и/или трибологическими свойствами, которые необходимы для применения в качестве фрикционных материалов, материалов для теплового регулирования или конструкционных материалов.
Настоящее изобретение обеспечивает следующие преимущества по сравнению с известными способами изготовления углерод-углеродных композитных материалов:
(1) Мезофазный пек, а также другие выбранные термопластичные предшественники позволяют получать кристаллические графитизируемые углеродные материалы высокого качества. В дополнение к этому, области стоек углеродного пенопласта создают непрерывную сеть волокнистого упрочнения в отличие от разрывного упрочнения, имеющегося в композитных материалах, упрочненных волокном. Поэтому пенопластовые заготовки обеспечивают лучшую теплопередачу. Теплопередача представляет собой важный фактор при поглощении тепла в авиатормозах и в материалах для теплового регулирования.
(2) Можно полагать, что подход с применением пенопластовой заготовки по самой природе окажется менее дорогостоящим, чем применение углеродных волокон для композитных материалов на основе углеродного волокна и карбонизованной матрицы, так как при этом требуется меньшая обработка.
(3) Возможно получение конечной детали с размерами, близкими к окончательным, при использовании пенопластов, так как легко произвести их формование или экструзию.
(4) Объемные свойства пенопластовой заготовки являются контролируемыми и однородно изотропными или анизотропными. Кроме того, анизотропные свойства материала могут контролироваться с использованием переменных параметров обработки или дополнительных процессов после пенообразования.
В соответствии с настоящим изобретением предлагается способ изготовления композитного материала, который включает в себя операции создания углеродной пенопластовой заготовки с открытыми ячейками и уплотнения заготовки с использованием углеродного материала для получения углерод-углеродного композитного материала.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи.
На фиг. 1 показана фотография шлифа отвержденного пека после термообработки, имеющего частично мезофазное состояние.
На фиг. 2 схематично показано выстраивание (выравнивание) мезофазных кристаллов в ходе экструзии через головку экструдера.
На фиг. 3 показана фотография мезофазного пенопласта, где можно видеть полосчатость или выравнивание пенопластового материала.
На фиг. 4 схематично показана система экструзии для пенопластов на базе пека.
На фиг. 5 приведен график цикла температура/давление для пенообразования.
На фиг. 6 приведен график, иллюстрирующий гипотетическое соотношение вязкость/температура для пенообразования.
На фиг. 7 приведен график, иллюстрирующий различие в выигрыше по весу после окисления, когда поры пенопласта открыты.
На фиг. 8 схематично показана система для стабилизации пекового пенопласта.
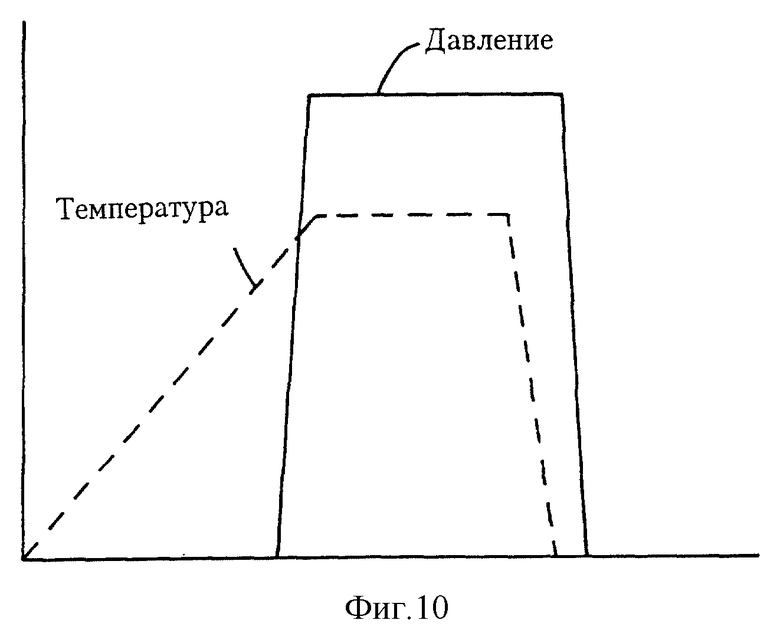
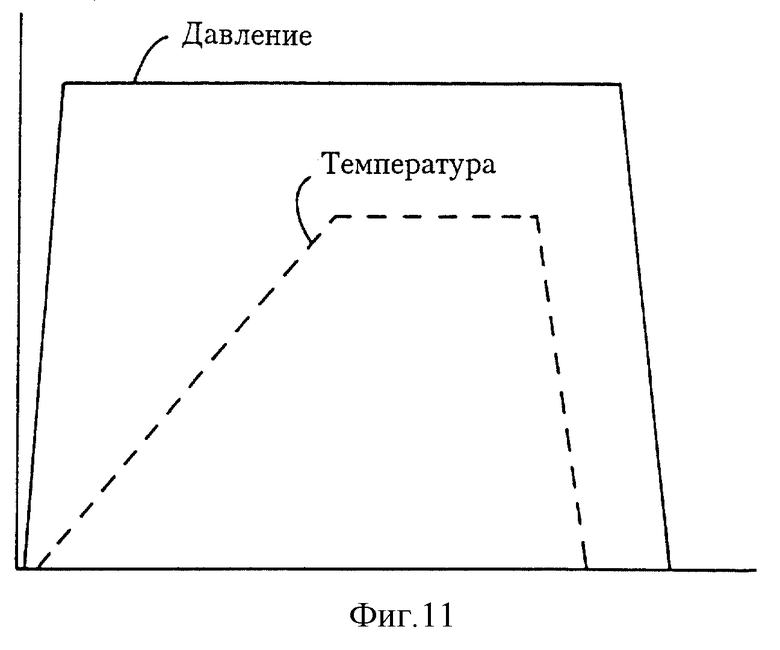
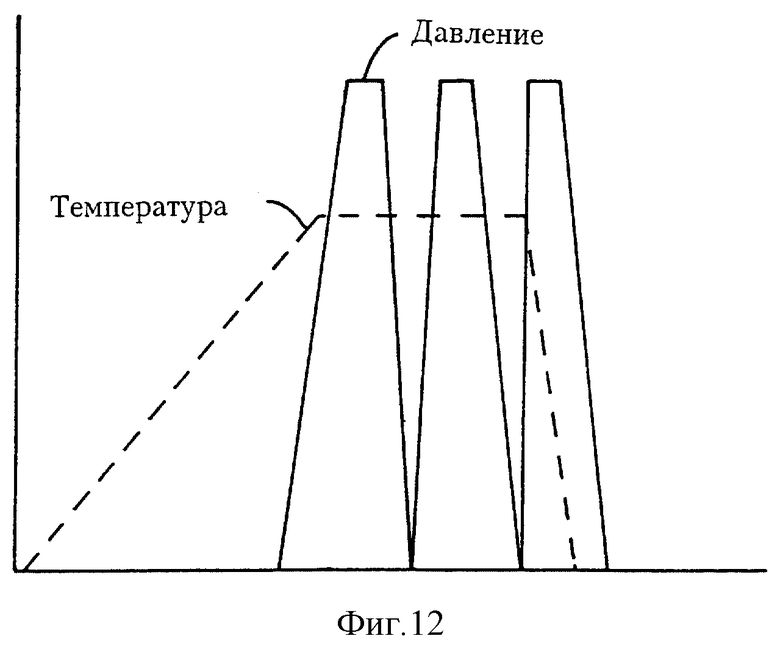
На фиг. 9-12 приведены графики, иллюстрирующие циклы давления и температуры для стабилизации пекового пенопласта.
На фиг. 13 схематично показана камера вакуума/давления для усиления потока кислорода в ходе стабилизации пекового пенопласта.
На фиг. 14 приведен график давления и времени, а также частичного выигрыша по весу в результате усиления потока кислорода в ходе стабилизации.
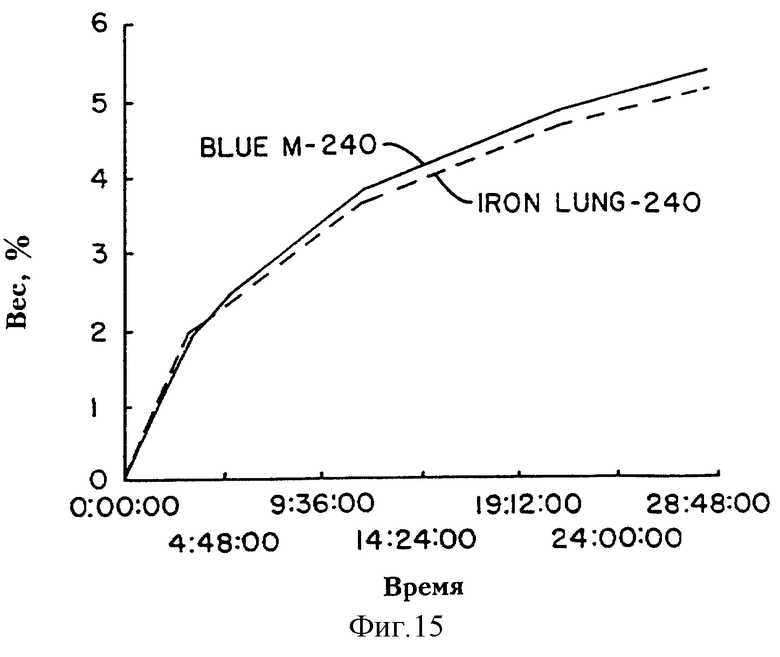
На фиг. 15 приведен график, иллюстрирующий выигрыш по весу, обеспечиваемый камерой вакуума/давления фиг. 13 и печью с циркуляцией воздуха.
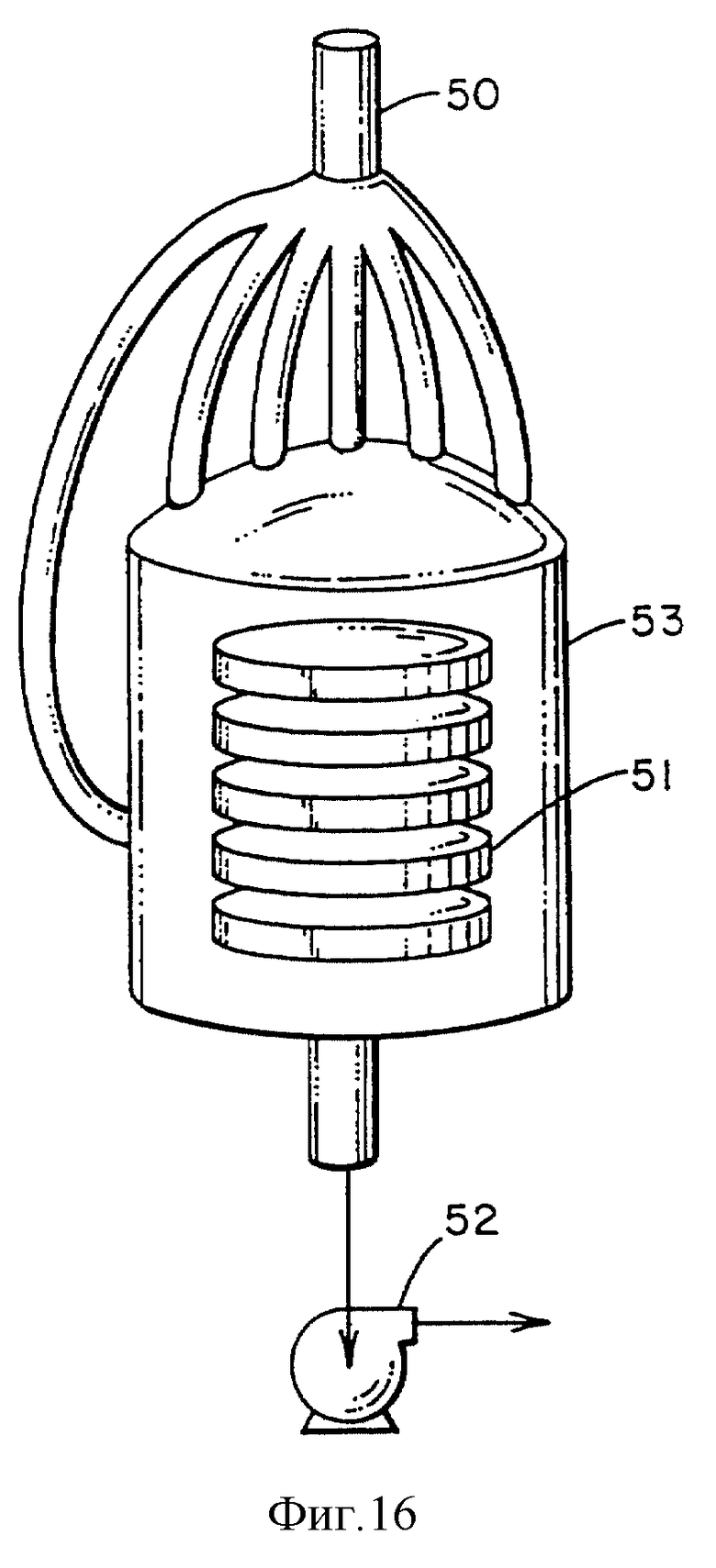
На фиг. 16 схематично показано устройство с непрерывным потоком для усиления потока кислорода в ходе стабилизации пекового пенопласта.
На фиг. 17 приведен график, иллюстрирующий выигрыш по весу, обеспечиваемый за счет усиления потока кислорода в устройстве фиг. 16.
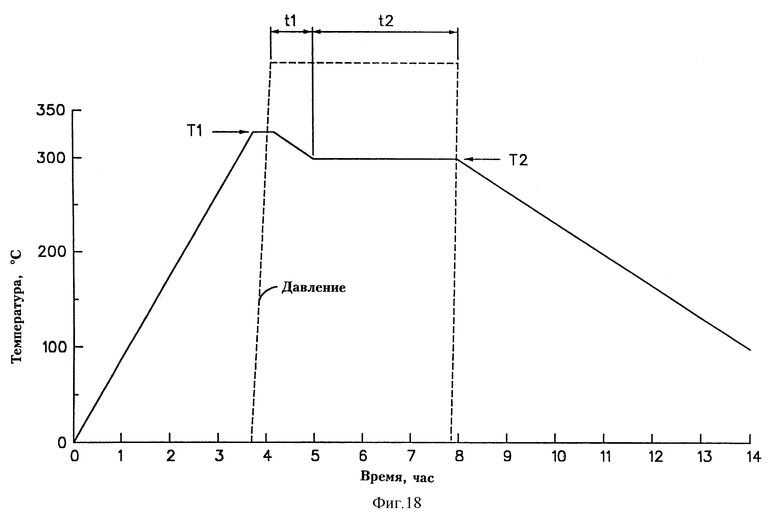
На фиг. 18 приведен график, иллюстрирующий цикл давление/температура при изготовлении пековой пенопластовой заготовки в соответствии с настоящим изобретением.
На фиг. 19 приведен график увеличения плотности при уплотнении материала в соответствии с настоящим изобретением.
На фиг. 20 приведен график, иллюстрирующий эффективность авиатормоза в соответствии с коэффициентом трения фрикционного материала, изготовленного в соответствии с настоящим изобретением.
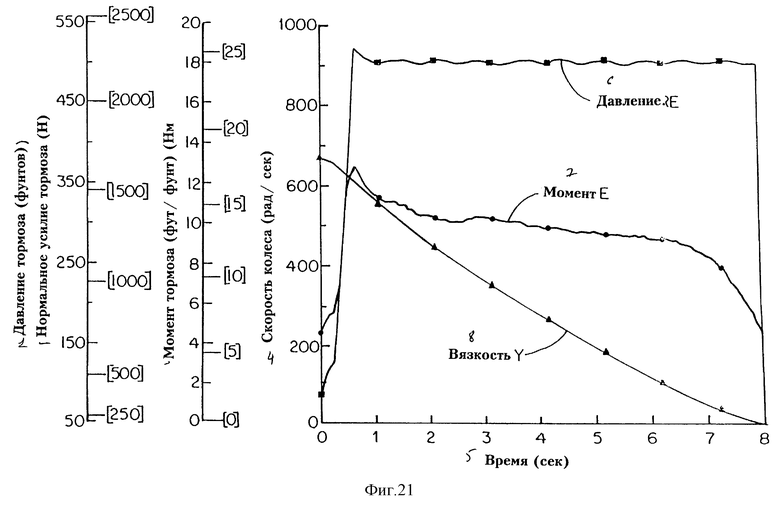
На фиг. 21 приведен график, на котором показана кривая тормозного момента фрикционного материала, изготовленного в соответствии с настоящим изобретением.
Способы получения углеродных пенопластовых заготовок, подходящих для применения в авиатормозах, предусматривают повышение давления и резкое снятие давления, а также добавление порообразователей или иных подобных веществ в термореактивный или термопластичный материал предшественника, такого как PVC (поливинилхлорид) или мезофазный пек. В соответствии с настоящим изобретением при формовании пенопласта предусматривается создание структуры с открытыми ячейками, имеющей твердые области стоек длиной в десятые и тысячные доли микрона и шириной или диаметром 10-20 мкм, а также имеющей взаимосвязанные поры или пустоты с управляемым размером, с диаметром от десятых до сотых долей микрона, а для некоторых применений, с диаметром 10-30 мкм. Если вспененный материал является термопластичным, то он становится термореактивным за счет проведения окислительной стабилизации, которая главным образом делает его неплавким и менее летучим, что позволяет поддерживать вспененную структуру без ее разрушения в ходе последующих процессов карбонизации, термообработки и уплотнения. Для некоторых высокотемпературных термопластиков стабилизация может быть сокращена или полностью исключена. Для термопластичных материалов стабилизацию пенопластовой (вспененной) заготовки проводят на воздухе при температуре от 150 до 300oС. Стабилизированный пенопласт затем карбонизуют за счет медленного нагревания до 900-1600oС с получением карбонизованной заготовки. Вслед за карбонизацией опционно может быть проведен процесс графитизации или термообработки для создания дополнительной пористости, используемой при последующем уплотнении и/или модификации свойств стоек. После этого производят уплотнение заготовки при помощи CVD, HIP, PIС, VPI, инжекции пека или полимера, или же за счет комбинации указанных процессов, с промежуточной или окончательной графитизацией, для преобразования уплотненной матрицы углерода в графитную форму.
Способ может быть описан в общем виде при помощи следующих операций:
Предшественник: термореактивный (потенциально графитизируемый) или термопластичный (типично графитизируемый).
Пенообразование: супернасыщение газом или химическими порообразователями.
Стабилизация: кислородная стабилизация для пенопластов, полученных из термопластиков.
Карбонизация: преобразование углерода при 900-1800oС.
Опционная термообработка: графитизация при 1600-2800oС пенопласта для модификации свойств стоек и/или объемной пористости ранее уплотненных заготовок.
Уплотнение: множество процессов CVD, HIP, PIC, VPI, инжекция пека или полимера, или же комбинации указанных процессов (с опционной добавкой фрикционных модификаторов).
Термообработка: графитизация композитного материала для модификации его свойств при 1600-2800oС.
Изготовление пенопластовых заготовок
Подходящим материалом для пенообразования является пек Мицубиси типа AR. Он представляет собой пек, производный от синтетического нафталина и имеющий 100% анизотропную мезофазу. Предшественником нафталинового пека является производная каменноугольного пека. Хороший обзор данного материала приведен Мочидой и др. в публикации Mochida et al., "Carbon Fibers From Aromatic Hidrocarbons", Chemtech, февраль 1995 г., с. 29. AR пек готовят при помощи каталитической полимеризации нафталина с использованием катализатора HF/ВРз.
Как правило, анизотропная мезофаза представляет собой промежуточный продукт, получаемый в ходе теплового пиролиза некоторых ароматических углеводородов. Среди подходящих предшественников мезофазного пека можно указать нефть, нефтяной или каменноугольный пек, а также синтетические предшественники. При тепловой обработке углеводорода в инертном газе происходит конденсация больших планарных молекул, обычно с выделением водорода. Эти молекулы могут иметь молекулярный вес 500-1000 г/моль или более и отношение углерод/водород около 1,5. При росте молекул они служат центрами кристаллизации жидкокристаллической фазы, именуемой мезофазой, которая появляется в виде оптически активных шариков в изотропной матрице. На фиг. 1 приведена фотография шлифа отвержденного пека после тепловой обработки с получением частичной мезофазы (см. публикацию Мурди и др. Murdie et al., "Carbon-Carbon Matrix Materials", Carbon-Carbon Materials and Composites, Noyes Publications, Park Ridge, NJ, 1993, pp. 105-167). Можно полагать, что жидкокристаллическая фаза укладывает (упаковывает) планарные молекулы, что служит промежуточной операцией формования графитных пластинок. 100% мезофазный материал будет состоять полностью из этого жидкокристаллического материала.
В ходе сдвига, когда происходит вытягивание волокон, мезофазные кристаллы выравниваются (выстраиваются) за счет деформации сдвига. Таким образом, в ходе процесса формования волокна при экструзии материала через головку экструдера, все пластинки выстраиваются более или менее в одном направлении. Это схематично показано на фиг. 2.
В соответствии с настоящим изобретением при пенообразовании создаются деформации сдвига в полимере и/или в предшественниках мезофазного пека, аналогичные получаемым в ходе экструзии через головку экструдера. Поэтому можно ожидать, что мезофазный материал будет выравниваться в результате сдвига, который происходит локально в ходе образования пузырьков пены. При этом стенки пузырьков будут преимущественно образовывать выровненные графитизируемые структуры.
Наличие выравнивания можно увидеть на фиг. 3. Было проведено прессование в экструдере образца материала пека AR Мицубиси в виде таблетки. Материал нагревался до 300oС и сразу же подвергался пресованию под давлением 800 psi (5,5 МПа) диоксида углерода (давление главным образом должно превышать ориентировочно 500 psi). Предпочтительно установление температуры ориентировочно на 10-50oС выше точки размягчения материала. После этого материал выдерживался при этой температуре в течение 60 ч, охлаждался до 275oС, выдерживался еще 2 ч, после чего давление снималось. Так как мезофаза является оптически активной, то на фиг. 3 можно видеть выравнивание доменов вокруг пузырька. Полосчатость (полосы) можно видеть у верхней левой стойки на фиг. 3. По полосам в стойках между порами можно видеть, что имеется существенная ориентация мезофазной структуры, дающая микроструктуру, аналогичную волокну.
Приготовление мезофазных пековых заготовок
Для приготовления пековых заготовок для коммерческого применения следует использовать экструдер. Хорошо известны системы экструзии для термопластичных пенопластов. Типичная система экструзии для приготовления пенопластов показана на фиг. 4. Холодный пек помещают в бункер 30 и шнек 32 перемещает материал направо. Производится расплавление полимера за счет комбинации нагревания и сдвига. После этого производят дегазацию полимера, создавая вакуум через канал 34 в цилиндре экструдера. После этого экструдер 28 прессует полимер до канала инжекции 36. В непосредственной близости от канала инжекции 36 через канал 37 в экструдер 28 вводят инертный газ, такой как азот или диоксид углерода, с регулируемыми давлением и расходом. От этой точки вперед поддерживают высокое давление для предотвращения пенообразования внутри экструдера 28. Смесь пек/газ переводят в охлаждающий экструдер 38, где системы теплообмена отводят теплоту при проходе пека через головку экструдера. На выходе головки или в канале 39 давление резко снимается и происходит пенообразование.
Цикл давление/температура для пенообразования
Типичный цикл повышения/снижения давления, используемый для полимера и/или пека в экструдере, имитировали с использованием автоклава на 1 галлон (3,8 л). Использовали пробы 15-30 г полимера без других добавок. Эксперименты проводились таким образом и экструдер адаптировали так, чтобы в ходе эксперимента получить хорошее распределение пор и стоечную структуру.
На фиг. 5 показан общий цикл для экспериментов с автоклавом. Все эксперименты описываются показанными кривыми. Сначала повышали температуру, чтобы пек расплавился, аналогично происходящему в экструдере. Затем материал выдерживался при повышенной температуре, чтобы произошла дегазация. После этого прикладывали давление газа. Затем пек охлаждали до температуры порообразования, как в холодной части экструдера. После этого давление снимали, как это происходит при выходе пека из головки экструдера. Пропитка занимала больше времени, чем ожидали, так как нет перемешивания. Типичное время пропитки в экструдере составляет 10-20 минут, в то время как для пропитки в автоклаве требуется несколько часов.
Причины использования такого цикла основаны на том, что схематично показано на фиг. 6. Газ растворяется при высокой температуре, например, при 300oС, когда кинетика растворения высока, а пек является жидкостью в результате расплавления. Растворение газа снижает вязкость и расплавление главным образом завершается полностью. Затем температуру понижают ориентировочно до 265oС, когда при приложении давления вязкость все еще является низкой. Растворенный газ пластифицирует пек. При снятии давления эффект пластификации устраняется, при этом одновременно происходит барботаж (выделение пузырьков) и замораживание структуры.
В ходе начальной высокотемпературной пропитки пек находится под давлением 1 атм (0,1 МПа), с продувкой азотом до и/или после приложения давления. Нашли, что указанное необходимо для вывода летучих веществ из пека. В противном случае летучие вещества действуют как неконтролируемый порообразователь и, в результате, получают неоднородные размеры пор.
Было обнаружено, что важно сохранять вспененный материал теплым при температуре ориентировочно от 60 до 120oС до конца карбонизации, чтобы предотвратить его растрескивание. Несмотря на то, что при охлаждении вспененного материала ниже этого диапазона он становится хрупким, указанный материал все еще может быть использован в последующих операциях раскрытого здесь способа.
После пенообразования требуется проведение соответствующего процесса для удаления внешней оболочки, окружающей сетчатую структуру. Для удаления этой оболочки могут быть использованы механические или химические процессы.
Изотропные термореактивные пенопласты могут быть получены при помощи ряда альтернативных процессов пенообразования, например, за счет супернасыщения газа, а также при помощи химических порообразователей. При таком подходе стабилизация не требуется.
Стабилизация
Когда пенопласт готовят из термопластика, такого как мезофазный пек, может потребоваться образование поперечных связей в пенопласте за счет проведения окисления ранее его нагревания до температуры карбонизации. Без этой операции окисления (стабилизации) пек может расплавиться при его нагревании. Эта проблема хорошо известна. Полученные из пека углеродные волокна стабилизируют за счет нагревания в воздушной окислительной печи. Если не проводить операцию окисления, то это приводит к тому, что пенопласт вспучивается в ходе операции карбонизации. Использование растворенных мезофазных пеков создает потенциал пенообразования при низких температурах, с последующей карбонизацией при высоких температурах без необходимости в стабилизации.
Одной из очевидных трудностей при окислении вспененного пека является обеспечение структуры с достаточно открытыми ячейками, чтобы позволить кислороду проникать во все ячейки в ходе операции окисления. Пример проблемы такого рода иллюстрируется следующим термогравиметрическим анализом.
Два образца вспененного пека были подготовлены для проведения термогравиметрического анализа. Один образец оставили в неизменном виде, а другой размалывали при помощи пестика и ступки. Образцы нагревали со скоростью 5oС в минуту до 170oС и выдерживали в течение 96 ч. Полный анализ проводили в потоке воздуха. На фиг. 7 показаны различия веса, которые четко свидетельствуют о наличии множества закрытых пор в первом образце. В ходе окисления воздух не может проникать в такие поры и поэтому окисление протекает намного медленнее. При размалывании все закрытые поры открываются и кислород воздуха легко проникает в материал второго образца. Само собой разумеется, что этот анализ является только экспериментальным подходом и не может быть использован в производстве, поэтому необходимо найти средство получения открытой пористости пенопласта для обеспечения его легкого окисления. Материал с главным образом открытой пористостью 100% может быть получен, например, как это описано в патенте США 4276246. Однако усилия, направленные на прямое получение микроячеистого пенопласта с высокой фракцией открытой пористости, ведут главным образом к получению слишком слабых пенопластов.
Первый вариант способа.
Авторы изобретения полагают, что неполная стабилизация возникает потому, что некоторые ячейки закрыты. Это означает, что они не обеспечивают прямого пути снаружи в материал. Поэтому требуется некоторое средство открывания ячеек. При помещении образцов в атмосферу с повышенным давлением могут произойти две вещи. Стенки ячеек могут разрываться в результате приложения высокого дифференциального давления, а также градиент частичного давления для окисления будет возрастать локально, что увеличивает скорость диффузии кислорода в разрываемые области. При этом может быть достигнута полная стабилизация в течение более короткого времени. Общий способ осуществления этой части настоящего изобретения предусматривает помещение пенопластовой заготовки, полученной из изотропного или анизотропного пека, в автоклав, заполненный смесью азот-кислород. Пенопластовая заготовка испытывает один или несколько циклов приложения давления до 1500 psi (10,3 МПа) при нагревании ориентировочно до 100-300oС в течение 100 ч. В ходе повышения давления и нагревания стенки ячеек пекового материала разрываются и может происходить стабилизация или образование поперечных связей в пеке. Предусматривается, что фракция кислорода в смеси лежит в диапазоне от 0,002 до 0,2.
Как это показано на фиг. 8, вспененный образец 10 помещают в резервуар под давлением 6 и вводят в него смесь азот-кислород 7 через клапан 8 и регулятор давления 9. Давление в резервуаре контролируется датчиком 3, связанным со считывающим устройством 21 контроллера 20. Резервуар 6 нагревают снаружи при помощи нагревателя 4, а температуру измеряют термопарой 11 и регулируют при помощи программируемого контроллера 20. Давление в резервуаре 6 снимают (устраняют) при помощи отводного канала 5. При помощи такой установки может быть осуществлен процесс открывания ячеек вспененного материала для обеспечения доступа воздуха. Образец пенопласта - пека AR Мицубиси нагревали до 100oС, выдерживали около 1 ч и затем сжимали азотом до 1500 psi (10,3 МПа). Образец оставляли для пропитки под этим давлением на 1 час, а затем давление снимали. Этот пенопласт затем окисляли при 170oС в течение 96 ч, что дает выигрыш в весе 8,5%. Пенопласт после этого карбонизовали при 900oС в азоте (пропитка 4 ч), что дает потерю веса 21%. Почти отсутствуют следы вспучивания. Таким образом, раскрытый способ позволяет получать пенопласт, пригодный для последующего уплотнения. Могут быть использованы различные вариации предложенного способа. В соответствии с одним из вариантов, показанным схематично на фиг. 9, давление в резервуаре повышают при помощи стандартного воздуха до 150-1500 psi (l-10 МПа) и выдерживают от 1 минуты до 1 ч, после чего давление снимают и затем повышают температуру до 100-250oС. Температуру следует поддерживать в течение 96 ч, после чего пенопласт охлаждают и извлекают из резервуара. В этом варианте используют давление для разрыва стенок ячеек материала, а последующее приложение температуры при одной атмосфере обеспечивает желательную стабилизацию. На фиг. 10 показан другой вариант, аналогичный показанному на фиг. 9, за тем исключением, что сначала повышают температуру, а затем давление. В показанном на фиг.11 варианте первоначально повышают давление до 150-1500 psi (1-10 МПа) и поддерживают это давление в течение всего термического цикла. В автоклаве повышают температуру до 100-250oС и поддерживают ее в течение 96 ч, после чего пенопласт охлаждают и извлекают из резервуара. В этом варианте одновременно воздействуют на открывание стенок ячеек и на увеличение градиента давления кислорода. Показанный на фиг. 12 вариант аналогичен показанному на фиг. 11, за тем исключением, что давление прикладывают циклически.
По причине трудности осуществления диффузии кислорода в структуру пенопласта и вывода из нее продуктов окисления могут быть использованы альтернативные способы стабилизации. Трудности ввода воздуха в пенопласт и вывода воздуха из пенопласта как раз и являются причиной, по которой пенопласты используют при тепловой изоляции. Эта проблема может быть обострена толщиной стоек. Несмотря на то, что идеальные стойки имеют толщину 10-20 мкм, их толщина может доходить до 100 мкм, в сравнении с толщиной волокон пека 10 мкм. Таким образом, диффузия кислорода в стойки, если они есть в пенопласте, занимает гораздо больше времени, чем для волокон аналогичного материала. В связи с изложенным, далее описаны два варианта способа, отличающиеся от описанного ранее варианта с окислительным повышением давления. Каждый из них позволяет усиливать поток кислорода в пенопластовую заготовку и вывод из нее продуктов реакции в ходе стабилизации.
Второй вариант способа
Заготовки помещали в металлическую камеру, которую можно нагревать по меньшей мере до 300oС, при одновременной откачке до 250 торр (33 КПа, 0,33 атм). За счет поочередной откачки и впуска воздуха, в каждом цикле удаляют обедненный воздух и продукты реакции и добавляют свежий воздух. В результате реакция существенно ускоряется, так как к пенопласту всегда подводится свежий реагент, а продукты реакции удаляются в соответствии с принципом Лешатлие (Le Chatlier).
Способ "железный респиратор" схематично показан на фиг. 13. Детали или заготовки 41 укладывают стопой в вакуумном резервуаре 42, преимущественно с распорками между ними. Затем заготовки нагревают до температуры стабилизации в диапазоне от 150 до 300oС. Нагрев может быть как внутренним, так и внешним.
Предусматривают продолжительность цикла менее 24 ч. В течение этого времени поочередно производят откачку воздуха вакуумным насосом и снятие вакуума через канал 42. Откачку производят менее чем до 250 торр (33 КПа), а по возможности до 1 торр (130 Па), после чего заполняют резервуар свежим воздухом или иным окисляющим газом при 760 торр (0,1 МПа). Возможная форма кривой давления во времени показана на фиг. 14. Давление в камере понижают (46), затем повышают (45) и затем выдерживают (44) на уровне около 1 атм. Номинальное время как откачки, так и заполнения составляет около 20 с, с удержанием (44) около 5 минут. Это не исключает применения других ступенчатых функций, а также экспонент, синусоид или иных кривых. Максимальная частота ограничена только мощностью насоса и разумный диапазон частот составляет от 1/мин до 1/ч. Для каждой системы имеется оптимальная частота, которая зависит от размера заготовки, размера резервуара, выбора материала, скорости реакции, температуры, капвложений и стоимости утилит (электричества и газа). В соответствии с кривой окисления 43 фиг. 14 вес заготовки увеличивается до оптимального значения около 8%.
Сравнение привесов для "железного респиратора" и печи с циркуляцией воздуха (Blue M), работающих при 240oС, приведено на фиг. 15. Первоначально "железный респиратор" дает увеличенный привес, но затем его преимущества не сказываются, если использовать небольшие образцы в большом объеме резервуара. Можно полагать, что при внедрении этого варианта способа в промышленное производство, когда камера главным образом полностью загружена пенопластом, возникнет необходимость в отводе продуктов реакции и в подаче активного газа.
Третий вариант способа
Для достижения тех же задач может быть предложен альтернативный вариант способа, при котором заготовки укладывают в печи таким образом, что через них проходит мощный поток газа. В соответствии с этим вариантом (именуемым способом ветрового туннеля) заготовки укладывают в контейнер, в котором имеется градиент давления. Воздух или окисляющий газ впускают с одного конца, а также вдоль боковой стороны заготовок, в то время как одновременно один или несколько вакуумных насосов отсасывают воздух с другого конца, создавая градиент давления через всю стопу заготовок. При этом обеспечивается подвод газа-реагента к поверхности заготовок и одновременный отвод продуктов реакции. Способ ветрового туннеля схематично показан на фиг. 16. Воздух или окисляющий газ впускают с одного конца 50; он может также поступать вдоль боковых сторон 53. Между заготовками 51 имеются распорки (не показаны). Падение давления в резервуаре обеспечено за счет непрерывной откачки при помощи мощного вакуумного насоса 52. Выигрыш в весе заготовки 54 схематично показан на фиг. 17.
В обоих последних вариантах способа может использоваться внутренняя шкала для измерения привеса, чтобы создать переменную обратной связи, указывающую, когда стабилизация главным образом завершена. Авторы полагают, что оба варианта позволяют достичь поставленных целей. Способ "железный респиратор" легче внедрить и он проще в эксплуатации с точки зрения изготовителя, однако способ с ветровым туннелем быстрее. Полученные в результате углеродные материалы могут быть затем уплотнены углеродом или другими материалами наполнителя и использованы как материалы для теплового регулирования, материалы для конструкционных применений или фрикционные материалы в автомобильной или аэрокосмической промышленности.
При использовании растворенного мезофазного пека пенопластовая заготовка может быть получена за счет указанных вариантов способа. После удаления фракции "растворителя" мезофазы, мезофазный пек будет иметь более высокую точку размягчения, чем начальная точка карбонизации. Таким образом, мезофаза карбонизуется ранее ее размягчения, в результате чего необходимость в стабилизации устраняется.
Карбонизация
Следующей операцией процесса является карбонизация. Эта операция хорошо известна специалистам. Стабилизированный полимер нагревают в реторте в инертных или восстанавливающих условиях, пока не будет выведен водород и кислород из молекулярной структуры. Обычно эту операцию осуществляют погружением пенопластовых заготовок в слой активированного угля, размещенный в реторте из суперсплава с песчаным уплотнением. Реторту осторожно продувают азотом ориентировочно в течение 1 ч для осуществления многократной замены замкнутого воздуха. Затем реторту нагревают до 900oС в течение 10-20 ч, после чего нагревают до 1050oС в течение 1-2 ч и выдерживают при этой температуре 3-6 ч, после чего охлаждают в течение ночи. Однако карбонизация может идти до 1800oС, поэтому можно ожидать, что количество удаляемого при этой обработке водорода и кислорода будет небольшим.
Термообработка
Если желательно модифицировать механические, термические или химические свойства углерода в стойках, то заготовки могут быть подвергнуты термообработке в диапазоне температур от 1600 до 2800oС. Влияние такой обработки на графитизируемые материалы хорошо известно. Более высокие температуры увеличивают степень упорядочения материала, что может быть измерено при помощи такой техники анализа, как рентгеновская дифракция или спектроскопия комбинированного рассеяния. Более высокие температуры также увеличивают теплопроводность углерода в стойках, а также модуль упругости. Кроме того, более высокие температуры также в некоторой степени способствуют снижению прочности.
Процесс термообработки указанных материалов очень похож на применяемый для карбонизации. Заготовки вновь погружают в активированный уголь для предотвращения окисления зоны поверхности пенопласта. Используют реторту из углерода, так как суперсплавы не годятся при высоких температурах, применяемых для термообработки. Обычно используют непрерывную продувку азотом снаружи от реторты. В этом процессе происходит индуктивное нагревание графитного воспринимающего элемента (сусцептора), который образует оболочку вокруг реторты, а затем теплота за счет излучения передается внутрь реторты. Цикл термообработки не является строго определенным. Типично для сведения к минимуму теплового удара заготовок рекомендуется нагрев при скорости 50oС/ч до 1100oС. Скорость нагрева от 1100oС до пиковой температуры может составлять 100oС/ч. Рекомендуется выдержка 4 ч при пиковой температуре, что гарантирует достижение желательной температуры всеми заготовками. Охлаждение может быть проведено при естественной скорости охлаждения печи или при снижении температуры со скоростью менее 100oС/ч для сведения к минимуму теплового удара.
Уплотнение
Способы уплотнения углеродных заготовок хорошо известны специалистам в области изготовления композитных материалов на основе углеродного волокна и карбонизованной матрицы. Наиболее распространенными технологиями являются осаждение из газовой фазы (CVD) углерода, именуемое также инфильтрацией (пропиткой) из газовой фазы (СVI), а также пропитка пеком с последующей карбонизацией. Используют также и комбинацию указанных технологий. Кроме того, почти всегда требуется множество циклов уплотнения.
При проведении процесса CVD/СVI карбонизованные и опционно подвергнутые термообработке пенопластовые заготовки нагревают в реторте под слоем инертного газа, типично при давлении менее 100 торр (13 КПа). При достижении заготовками температуры от 900 до 1200oС инертный газ заменяют несущим углерод газом, таким как метан, этан, пропан, бутан, пропилен, ацетилен или комбинация указанных газов. При нахождении заготовок в этой среде несущие углерод газы разлагаются с отложением углерода на поверхности заготовок и выделением водорода, отводимым из печи. В зависимости от давления, температуры и состава газа может контролироваться кристаллографическая структура и упорядочение наносимого углерода, что позволяет получать из изотропного углерода в высшей степени анизотропный упорядоченный углерод.
Известно целое семейство процессов с использованием пропитки пеком. Для первоначальной пропитки пеком заготовки может быть рекомендована вакуумная инфильтрация под давлением (VPI), когда заготовку нагревают в инертных условиях существенно выше точки плавления пропитывающего пека. Затем отводят газ из пор за счет создания вакуума. После этого производят реинфильтрацию расплавленного пека в заготовку при установке давления одна атмосфера или около того. Типично при проведении операций в промышленном масштабе, таких как проводимые FMI (Biddeford, ME), нагрев пека производят в отдельном от заготовки резервуаре. Когда приходит время инфильтрации, пек направляют при помощи давления газа по трубе из его резервуара в камеру с заготовками. Типично используют максимальное давление 1 атм (0,1 МПа).
В предварительных экспериментах VPI проводили при погружении заготовок в твердые частицы пека и нагревании под давлением инертного газа 1 атм, пока пек полностью не расплавится. Затем медленно создавали вакуум (1 дюйм рт. ст. /мин (4 КПа/мин) или менее), пока в резервуаре не будет достигнут вакуум менее 25 дюймов рт. ст. (10 КПа). После этого восстанавливают давление инертного газа в диапазоне 1-100 атм (1-10 МПа). После этого заготовки могут быть охлаждены или же операция карбонизации может быть проведена без задержки.
Другим способом инфильтрации заготовок пеком является асимметричная инжекция пека. В этом процессе инфильтрацию заготовки проводят за счет протекания пека через заготовку под действием градиента давления. После абсорбции достаточного количества пека процесс останавливают.
Карбонизация инфильтрованного пека может быть проведена в печи, в горячем изостатическом прессе (HIP), в автоклаве или в одноосевом горячем прессе. При применении любой из указанных технологий пропитанную заготовку нагревают в диапазоне от 600 до 1000oС при поддержании инертной атмосферы в диапазоне давлений от 1 до 1000 атм (0,1 до 100 МПа). При применении более высокого давления достигается более высокий выход углерода, хотя наивысший выигрыш в выходе углерода обеспечивается при умеренных давлениях до 5000 psi (35 МПа).
Термообработка
Обычно применяют промежуточную или окончательную термообработку заготовок для модификации кристаллической структуры или порядка углерода. Этот процесс очень похож на описанную выше термообработку пенопласта.
Окончательная механическая обработка
Для получения деталей нужной формы из фрикционного материала производят механическую обработку. По желанию может быть нанесено покрытие для защиты от окисления или проведена соответствующая обработка.
Пример фрикционного материала
Пенопластовая заготовка была изготовлена из синтетического мезофазного пека AR Мицубиси типа ARA 24 следующим образом. Загрузка 170 г пека AR была помещена в лодочку из алюминиевой фольги на дне стального автоклава емкостью 1 галлон (3,8 л). Автоклав медленно нагревали до достижения температуры у его крышки 330oС; желательно, чтобы температура ориентировочно на 10-50oС превышала точку размягчения материала. В предыдущих экспериментах нашли, что температура полимера ориентировочно на 24oС выше температуры у крышки. Увеличивали давление азота до 1600 psi (11 МПа). После кратковременной пропитки температуру снижали до 290oС у крышки (оценочно 314oС для полимера). Заготовку выдерживали при этой температуре в течение 4 ч, а затем давление быстро снимали. После этого резервуар охлаждали в течение 6 ч до комнатной температуры. Цикл давление/температура показан на фиг. 18. Полученная пенопластовая заготовка имела открытую пористость около 82% со средним размером пор 300-350 мкм.
После этого проводили стабилизацию пенопластовой заготовки путем нагревания в воздухе в печи с циркуляцией воздуха типа Blue-M. Заготовку медленно (в течение 10 ч) нагревали до 240oС и затем выдерживали 96 ч при 240oС с циркуляцией воздуха. После этого заготовку медленно охлаждали до комнатной температуры.
Затем проводили карбонизацию заготовки в печи для обжига с ретортой из суперсплава, с использованием песчаного уплотнения, причем заготовка находилась на слое активированного угля. Карбонизацию заготовки проводили в инертной атмосфере за счет нагревания следующим образом: сначала осторожно продували реторту азотом в течение 1 ч, чтобы обеспечить многократную смену в ней воздуха. После отключения продувки нагревали реторту до 900oС в течение 15 ч, а затем до 1050oС в течение 1,5 ч. Реторту выдерживали 4 ч при температуре 1050oС, а затем оставляли для охлаждения в течение ночи.
После этого проводили уплотнение пенопластовой заготовки при помощи имеющегося в продаже пека Allied Signal 15V с использованием 4 циклов комбинированного процесса VPI (вакуумная инфильтрация под давлением) и PIC (карбонизация пропиткой под давлением) следующим образом. Погруженную в пек заготовку нагревали до 250oС. Давление в резервуаре снижали ниже 100 торр (13 КПа). После этого давление в резервуаре повышали до 1600 psi (11 МПа) и охлаждали заготовку под давлением. Окончательное давление при комнатной температуре составляло 1100 psi (7,6 МПа). После осмотра давление в резервуаре вновь повышали до 700 psi (4,8 МПа) и резервуар нагревали ориентировочно до 600oС. В течение этого времени давление достигало ориентировочно 2100 psi (14,4 МПа). Обжиг экспериментальной заготовки проводили путем нагрева до 1050oС в атмосфере азота, с использованием описанного выше цикла обжига.
Заготовку пропитывали пеком 15V за счет ее погружения в порошковый пек и нагрева до 250oС. Давление в резервуаре сначала снижали ниже 100 торр (13 КПа). После этого давление в резервуаре повышали до 1600 psi (11 МПа). В данном случае давление снимали до начала охлаждения. После осмотра и чистки резервуара заготовку переносили в автоклав и давление повышали до 700 psi (4,8 МПа). Резервуар нагревали до пиковой температуры 605oС и давление повышали до 1850 psi (12,7 МПа). Резервуар охлаждали под давлением и извлекали из него заготовку. После этого заготовку еще раз обжигали путем нагрева до 1050oС в атмосфере азота.
После этого заготовку пропитывали в третий раз, вновь нагревая ее до 250oС, создавая вакуум и вновь повышая давление до 1600 psi (11 МПа). После этого был проведен обжиг заготовки при температуре 600oС и под давлением 1960 psi (13,5 МПа), а затем охлаждение под давлением. Наконец, был проведен обжиг заготовки в инертных условиях при нагреве до 1050oС в азоте.
После этого из заготовки были изготовлены экспериментальные диски динамометра. Были изготовлены два кольца с внешним диаметром 2,188 дюйма (5,558 см), внутренним диаметром 1,375 дюйма (3,493 см) и толщиной 0,27 дюйма (0,69 см).
Затем провели четвертую пропитку и карбонизацию. Вновь нагревали кольца в порошковом пеке 15V до 250oС. Давление в резервуаре сначала снижали, а затем повышали до 1600 psi (11 МПа). Резервуар охлаждали под давлением. Карбонизацию под давлением проводили как и ранее, сначала повышая давление до 700 psi (4,8 МПа), затем нагревая до 600oС, и после этого повышая давление ориентировочно до 1900 psi (13 МПа). Резервуар охлаждали под давлением. Обжиг колец проводили при нагреве до 1050oС в инертных условиях.
Характеристики уплотнения заготовки приведены на фиг. 19. Нашли, что полученная плотность 1,4 г/см3 достаточна для демонстрации принципов настоящего изобретения.
После этого провели испытания колец на динамометре Линка с прогоном 20 остановов тормоза. Инерция указанного блока составила 0,1323 slug-ft2 (0,1794 кгм2). Ротор ускоряли до 6400 об/мин, а затем прикладывали усилие 2,2 кН. При каждом останове измеряли момент, давление и скорость. Эффективность тормоза (коэффициент трения) в ходе испытания возрастала от начального значения около 0,1 до стабилизированного значения около 0,26. Эффективность показана на фиг. 20. Результаты эксперимента четко говорят о возможности использования указанного материала как фрикционного. При дополнительной оптимизации процесса характеристики данного фрикционного материала могут быть улучшены.
Параметры момента этого экспериментального фрикционного материала являются привлекательными. Типичная кривая момента фрикционного материала в ходе останова тормоза показана на фиг. 21, где также показаны кривые давления и скорости. Кривая момента является гладкой и слегка падает к концу останова. В отличие от этого в известных материалах кривая момента часто повышается к концу останова, что типично приводит к нежелательному возрастанию шума и вибраций.
Измеренный износ фрикционного материала указан в табл. 1.
Можно полагать, что раскрытые в настоящем изобретении способ изготовления и фрикционный материал, полученный с использованием пенопластовой заготовки, уплотненной при помощи одного из процессов уплотнения или их комбинации, четко имеют существенный потенциал использования в блоках тормозов и муфт различного применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРАФИТИЗИРУЕМАЯ ВСПЕНЕННАЯ ЗАГОТОВКА | 1999 |
|
RU2225873C2 |
| Способ изготовления изделия из углерод-углеродного композиционного материала | 2019 |
|
RU2734685C1 |
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ПРЕССОВАНИЯ СМОЛЫ ИЛИ ПЕКА | 2001 |
|
RU2270096C2 |
| Способ пропитки и карбонизации под давлением пористых углерод-углеродных заготовок на основе пековых связующих | 2022 |
|
RU2808969C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТОВ ИЗ МЕЗОФАЗНОЙ СМОЛЫ, ПРОДУКТЫ ИЗ СОЛЬВАТИРОВАННОЙ МЕЗОФАЗНОЙ СМОЛЫ, СОЛЬВАТИРОВАННАЯ МЕЗОФАЗНАЯ СМОЛА | 1993 |
|
RU2104293C1 |
| Способ получения изделий сложной формы на основе углеродных синтактных пеноматериалов и установка для осуществления способа | 2017 |
|
RU2665775C1 |
| ФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2135854C1 |
| СПОСОБ УНИЧТОЖЕНИЯ ХИМИЧЕСКОГО ОРУЖИЯ | 1998 |
|
RU2203116C2 |
| Способ получения дискретно-армированного композитного материала | 2021 |
|
RU2794758C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНЫХ ЭЛЕКТРОДОВ | 2003 |
|
RU2315133C2 |













Изобретение относится к созданию фрикционных материалов из уплотненной углеродной пены. В соответствии с изобретением углерод-углеродный материал изготавливают из углеродной пенопластовой заготовки с открытыми порами, полученной из мезофазного пека, которую подвергают углеродному уплотнению с применением одного из процессов CVD, HIP, PIC, VPI, инжекции пека, полимера или же любой их комбинации. За счет использования пенопластовой заготовки, в которой имитирована микроструктура углеродного волокна, полученной при помощи единственной операции вспенивания вместо трудоемкого процесса изготовления материала из углеродного волокна, создан материал с высокими конструкционными характеристиками, стоимость которого значительно меньше стоимости аналогичных волоконных материалов. Полученный комбинированный композиционный материал обладает структурными, термическими и/или трибологическими свойствами и может быть использован в качестве фрикционных материалов, материалов для теплового регулирования или конструкционных материалов. 9 с. и 11 з.п. ф-лы, 1 табл., 21 ил.
Приоритет по пунктам:
19.12.1996 по пп. 1-10 и 12-20;
14.11.1997 по п. 11.
| Способ защиты футеровки электролизера для получения алюминия | 1976 |
|
SU562591A1 |
| RU 92016476 A, 27.10.1996 | |||
| 0 |
|
SU285577A1 | |
| Способ получения высокопористого ячеистого материала на основе стеклоуглерода | 1989 |
|
SU1738799A1 |
| US 4537823 A, 27.08.1985 | |||
| US 4276246 A, 30.01.1981. | |||

