Изобретение относится к измерительной технике и может быть использовано для дифференциального измерения линейных размеров.
Известен дифференциальный способ пневматического измерения, описанный в книге А.В. Высоцкого, А.П. Курочкина “Пневматические средства измерений линейных размеров в машиностроении”, М., 1979 г., с.75, фиг.36, заключающийся в подаче сжатого воздуха через входные сопла в измерительные камеры и далее через измерительные сопла, установленные по заданной схеме, в зазор между поверхностью эталонного элемента и торцевыми поверхностями измерительных сопел, регистрации эталонного давления в измерительной камере с помощью чувствительного элемента, настройке пределов измерений, последующей замене эталонного элемента на измеряемый элемент и регистрации отклонения от эталонного давления.
Известно также “Пневматическое устройство для определения размеров детали”, заявка Франции №2537269, опубл. 08.06.84, №23, МКИ G 01 B 13/10, содержащее камеру с входным и измерительными соплами, а также другую камеру, снабженную входным и контрольным соплами. Полупроводниковый датчик, предназначенный для измерения разности давлений в ветвях, вырабатывает на выходе сигнал, который соответствует измеряемому размеру детали, находящейся напротив измерительных форсунок.
Описанные способ и устройство используют пневматическое сложение измеряемых величин, результат которого зависит от характеристик каждой измерительной камеры пневмосистемы. Разная чувствительность камер ведет к большой погрешности измерений. Износ или загрязнение одного из элементов пневмосистемы снижает надежность устройства в целом.
Задачей заявляемого изобретения является создание способа измерения линейных размеров и устройства для его осуществления, повышающих точность и надежность измерения.
Поставленная задача решается тем, что измерение заключается в подаче рабочего тела через входные сопла в независимые друг от друга измерительные камеры и далее через измерительные сопла, установленные по заданной схеме, в зазор между поверхностью эталонного элемента и торцевыми поверхностями измерительных сопел, регистрации эталонного давления в измерительных камерах с помощью чувствительных элементов, передаче измеренных сигналов с каждой измерительной камеры в электронный блок обработки информации, приведении пределов измерений каждой измерительной камеры, последующей замене эталонного элемента на измеряемый элемент, регистрации отклонения от эталонного давления, обработке результатов измерений каждой измерительной камеры в электронном блоке обработки информации и передаче обработанных результатов измерений на индикатор, а в устройство для пневматического измерения, содержащее измерительные камеры, снабженные входными и измерительными соплами, чувствительный элемент, дополнительно введены электронный блок обработки информации, соединенный с чувствительными элементами каждой из пневматически независимых камер, а также блок индикации, запоминающее устройство и интерфейс.
В описанном способе рабочее тело подается в независимые друг от друга измерительные камеры, а в электронном блоке обработки информации проводятся математическое приведение пределов измерений и обработка результатов измерений каждой измерительной камеры, а также регистрация пределов измерений и результатов измерений в запоминающем устройстве и отображение их на индикаторе. Это привело к увеличению точности измерений и расширило область применения устройства. В результате способ может быть применен не только для контроля 2-х отдельных простых размерных параметров, но и одного сложного размера, определяемого посредством замера 2-х его составляющих, с последующим его вычислением.
В устройстве для реализации предлагаемого способа чувствительные элементы каждой из пневматически независимых измерительных камер соединены с электронным блоком обработки информации, который снабжен запоминающим устройством, интерфейсом и блоком индикации. Это позволило в процессе настройки устройства автоматически устанавливать пределы измерений для каждой измерительной камеры и производить после измерений необходимые вычисления контролируемого размера.
Введение блока обработки информации позволило автоматически выравнивать характеристики измерительных камер, делая их идентичными.
При каждой настройке производится восстановление характеристик элементов пневмосистемы, что существенно повышает надежность устройства в целом.
Выполнение измерительных камер пневматически независимыми позволило снизить погрешность измерения, связанную с неидентичностью элементов пневмосистемы каждой измерительной камеры.
Предварительная тарировка каждой из независимых камер и обработка ее результатов в электронном блоке обработке информации позволили снизить требования к идентичности элементов пневмосистем измерительных камер.
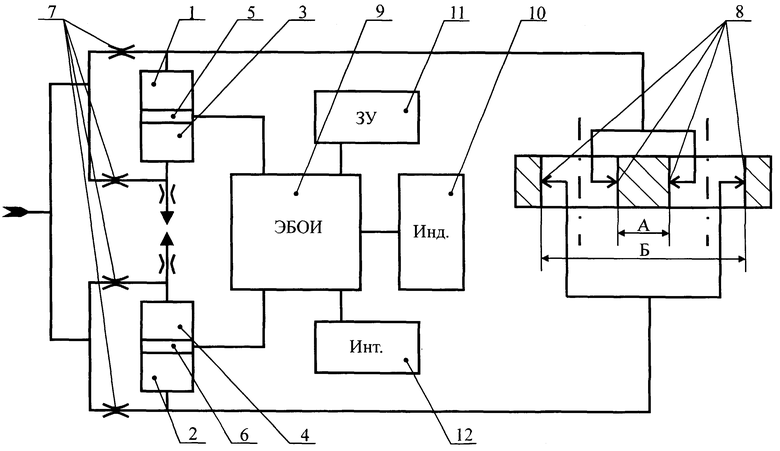
На чертеже представлена общая схема устройства для осуществления способа измерения линейных размеров.
Устройство для измерения линейных размеров состоит из измерительных камер 1 и 2, камер противодавления 3 и 4, чувствительных элементов 5 и 6, входных сопел 7 и измерительных сопел 8, электронного блока обработки информации 9, индикатора 10, запоминающего устройства 11 и интерфейса 12.
Процесс измерения линейных размеров идет следующим образом.
Рабочее тело с постоянным давлением через входные сопла 7 поступает в независимые друг от друга измерительные камеры 1 и 2, а также в камеры противодавления 3 и 4 и далее через измерительные сопла 8, установленные по заданной схеме, в зазор между поверхностью эталонного элемента и торцевыми поверхностями измерительных сопел. С помощью чувствительных элементов 5 и 6 регистрируются эталонные давления в каждой измерительной камере и передаются в электронный блок обработки информации 9. Проводиться настройка пределов измерений независимо для каждой измерительной камеры. В процессе настройки в электронном блоке обработки информации осуществляется приведение верхнего и нижнего пределов измерений. Эталонный элемент заменяется на измеряемый элемент, и регистрируется отклонение от эталонного давления в каждой измерительной камере. Результаты измерений обрабатываются в электронном блоке обработки информации, регистрируются в запоминающем устройстве 11 и отображаются на индикаторе 10. С помощью интерфейса 12 осуществляется управление электронным блоком обработки информации, в частности переключение режимов измерения.
Таким образом, предложенные способ и устройство для измерения линейных размеров позволяют повысить точность измерений и значительно расширить область применения устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2004 |
|
RU2244257C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ТОНКОМЕРНЫХ МАЛОУСТОЙЧИВЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333462C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2010 |
|
RU2422768C1 |
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
| УСТРОЙСТВО ДЛЯ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ОСИ ОТВЕРСТИЯ | 2004 |
|
RU2274830C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА | 2006 |
|
RU2319108C1 |
| ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2014 |
|
RU2597630C2 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301402C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ЭНЕРГЕТИЧЕСКИХ ПОТЕРЬ В ПНЕВМАТИЧЕСКИХ ШИНАХ КОЛЕСНЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2625704C1 |
Изобретение относится к измерительной технике и может быть использовано для дифференциального измерения линейных размеров. Способ заключается в подаче рабочего тела через входные сопла в независимые друг от друга измерительные камеры и далее через измерительные сопла, установленные по заданной схеме, в зазор между поверхностью эталонного элемента и торцевыми поверхностями измерительных сопел, регистрации эталонного давления в измерительных камерах с помощью чувствительных элементов, передаче измеренных сигналов с каждой измерительной камеры в электронный блок обработки информации, приведении пределов измерений каждой измерительной камеры, последующей замене эталонного элемента на измеряемый элемент, регистрации отклонения от эталонного давления, обработке результатов измерений каждой измерительной камеры в электронном блоке обработки информации и передаче обработанных результатов измерений на индикатор, а в устройство для пневматического измерения, содержащее измерительные камеры, снабженные входными и измерительными соплами, чувствительный элемент, дополнительно введены электронный блок обработки информации, соединенный с чувствительными элементами каждой из пневматически независимых камер, а также блок индикации, запоминающее устройство и интерфейс. Технический результат - повышение точности измерения и значительное расширение области применения устройства. 2 с. и 7 з.п. ф-лы, 1 ил.
| ВЫСОЦКИЙ А.В., КУРОЧКИН А.П | |||
| Пневматические средства измерений линейных размеров в машиностроении | |||
| - М., 1979 г., с.75, фиг.36. | |||
| СПОСОБ ПРОИЗВОДСТВА ТВОРОЖНОГО ПРОДУКТА | 2013 |
|
RU2537269C2 |
| Пневматическое устройство для многоточечного контроля линейных размеров | 1977 |
|
SU655893A1 |
| US 5789661, 04.08.1998. | |||
