Изобретение относится к пневматической измерительной технике и может быть использовано как для дифференциального, так и для недифференциального измерения линейных размеров.
Известно устройство для пневматического измерения (патент №2240506, публ. 20.11.2004), принятое в качестве прототипа, содержащее измерительные сопла, соединенные с измерительными камерами, снабженными датчиками давления, при этом датчики каждой из камер соединены с электронным блоком обработки информации.
В известном устройстве используется манометрический метод измерения, при котором изменение контролируемого размера преобразуется в изменение давления в измерительных камерах, которое контролируется с помощью датчика давления. Известное устройство обладает значительной погрешностью перераспределения измерительных зазоров, возникающей вследствие изменения положения контролируемой детали относительно измерительных сопел. Причиной появления этой погрешности является непрямолинейность расходной характеристики манометрической системы.
Задачей заявляемого изобретения является повышение точности измерения при снижении погрешности перераспределения измерительных зазоров.
Поставленная задача решается тем, что устройство для измерения линейных размеров состоит из пневматических измерительных систем, содержащих измерительные сопла, соединенные с измерительными камерами с чувствительными элементами, соединенными с электронным блоком обработки информации, при этом чувствительный элемент каждой системы выполнен в виде датчика расхода, установленного в проточной измерительной камере, вход которой соединен с источником воздуха, а выход - с измерительными соплами.
Измерительная камера каждой системы снабжена параллельным дросселем для регулирования чувствительности, а выход камеры снабжен выпускным дросселем для регулирования нуля отсчета.
Электронный блок обработки информации снабжен запоминающим устройством, интерфейсом и блоком индикации.
Устройство для измерения линейных размеров, представленное на Фиг.1, состоит из измерительных камер 1 и 2 с чувствительными элементами в виде датчиков расхода 3 и 4, соединенных с электронным блоком обработки информации 5, снабженным запоминающим устройством 6, интерфейсом 7 и блоком индикации 8. Выходы измерительных камер соединены с измерительными соплами 9.
Измерительная камера каждой системы снабжена параллельным дросселем регулировки чувствительности 10, а выход камеры снабжен выпускным дросселем регулирования нуля отсчета 11.
Процесс измерения линейных размеров осуществляют следующим образом.
Воздух с постоянным давлением проходит через измерительные камеры 1, 2 к измерительным соплам 9, установленным по заданной метрологической схеме, и выходит через измерительные зазоры S1 и S2, образованные торцом измерительных сопел 9 и поверхностью контролируемой детали.
В зависимости от величины размера А в камере 1 устанавливается определенный расход воздуха, величина которого определяется датчиком расхода 3 и передается в электронный блок обработки информации 5. Аналогичным образом определяется размер Б. Результаты измерений обрабатываются по заданной программе, регистрируются в запоминающем устройстве 6 и отображаются на индикаторе 8. С помощью интерфейса 7 осуществляют управление ЭБОИ, в частности переключают режимы измерения.
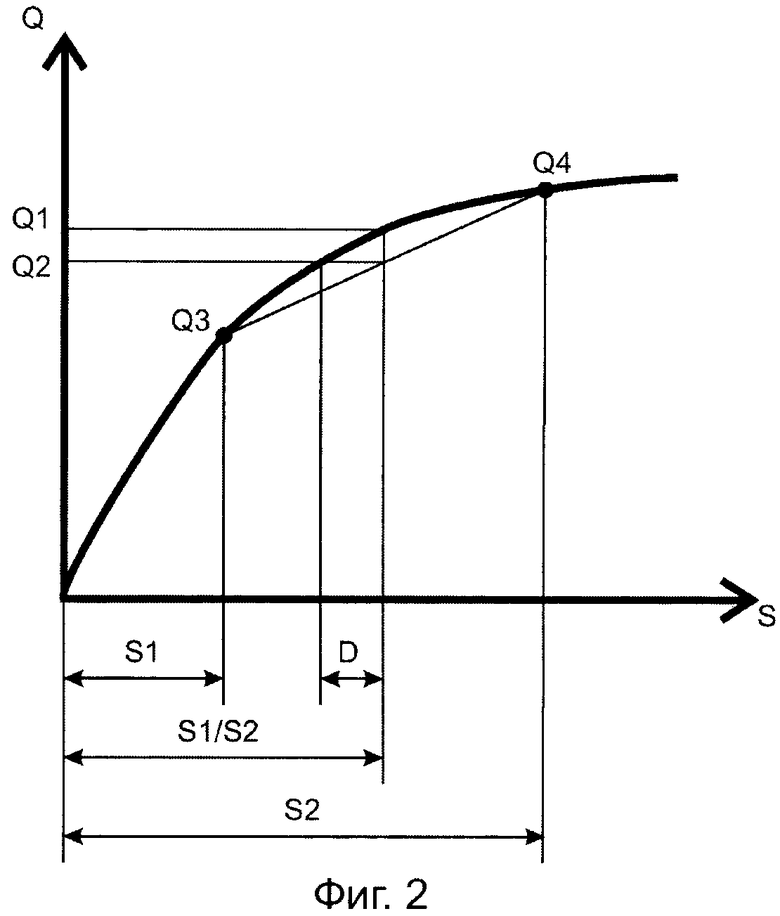
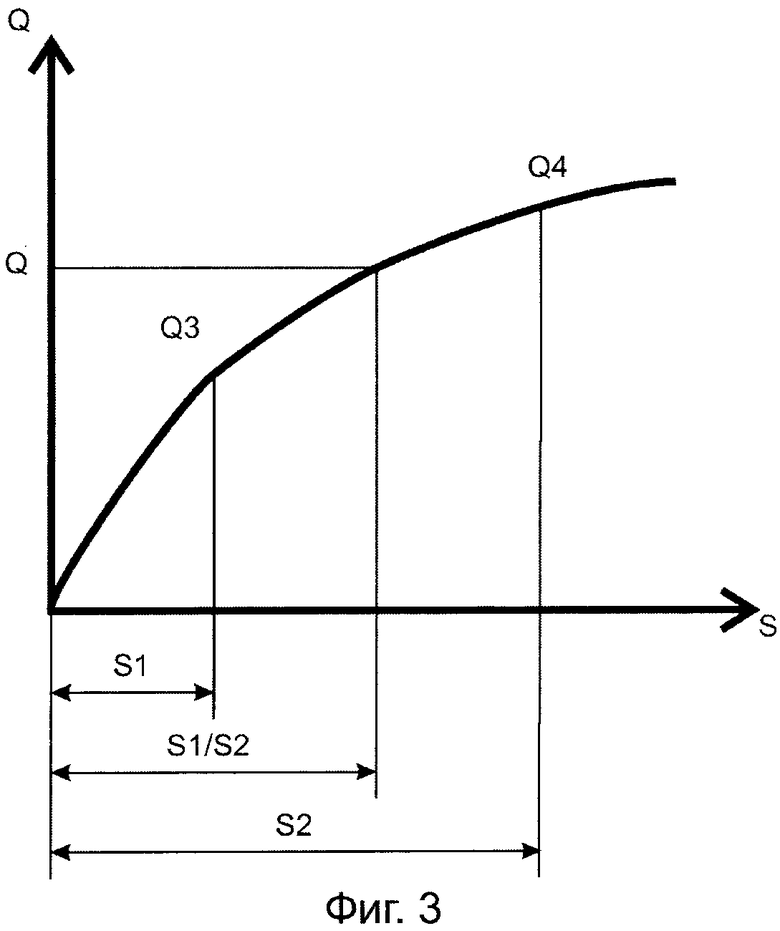
На Фиг.2 и 3 изображены характеристики зависимости расхода воздуха от величины измерительных зазоров, поясняющие механизм формирования погрешности от перераспределения измерительных зазоров в прототипе (Фиг.2) и в заявляемом устройстве (Фиг.3).
В случае если контролируемая деталь стоит строго симметрично относительно пары сопел, то зазоры S1 и S2 перед соплами равны и суммарный расход воздуха Q1 соответствует точке Q1 характеристики.
При смещении контролируемой детали к одному соплу зазор S1 уменьшается, а зазор S2 увеличивается, при этом суммарная величина зазоров не меняется. В этом случае зазору S1 будет соответствовать расход воздуха Q3, а зазору S2 - расход воздуха Q4. Вследствие влияния криволинейности рабочей характеристики суммарное значение расхода изменяется с Q1 до Q2, в результате появляется погрешность "перезазоривания" D.
В заявляемом устройстве отсутствует погрешность перераспределения измерительных зазоров, так как рабочая характеристика измерительной системы в рабочем участке близка к прямой линии.
Таким образом, применение чувствительного элемента в виде датчика расхода воздуха в каждой измерительной системе позволило повысить точность измерений, снизив погрешность от перераспределения измерительных зазоров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ОСИ ОТВЕРСТИЯ | 2004 |
|
RU2274830C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ТОНКОМЕРНЫХ МАЛОУСТОЙЧИВЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333462C2 |
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2240506C1 |
| СПОСОБ КОНТРОЛЯ КРУТЯЩЕГО МОМЕНТА И ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2199099C2 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ РАЗМЕРА ДЕТАЛИ | 2008 |
|
RU2397441C1 |
| ПНЕВМАТИЧЕСКАЯ КОНТАКТНАЯ ГОЛОВКА | 2006 |
|
RU2330239C2 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ДАВЛЕНИЯ ГАЗА | 1989 |
|
RU2046394C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ НЕПАРАЛЛЕЛЬНОСТИ ОСИ ОТВЕРСТИЯ И ПЛОСКОСТИ | 2008 |
|
RU2381443C2 |
| ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2014 |
|
RU2597630C2 |
| СПОСОБ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2004 |
|
RU2244257C1 |
Изобретение относится к пневматической измерительной технике и может быть использовано как для дифференциального, так и для недифференциального измерения линейных размеров. Сущность: устройство для измерения линейных размеров состоит из пневматических измерительных систем, содержащих измерительные сопла, соединенные с измерительными камерами с чувствительными элементами, соединенными с электронным блоком обработки информации. При этом чувствительный элемент каждой системы выполнен в виде датчика расхода, установленного в проточной измерительной камере, вход которой соединен с источником воздуха, а выход - с измерительными соплами. Измерительная камера каждой системы снабжена параллельным дросселем для регулирования чувствительности, а выход камеры снабжен выпускным дросселем для регулирования нуля отсчета. Электронный блок обработки информации снабжен запоминающим устройством, интерфейсом и блоком индикации. Технический результат: повышение точности измерения при снижении погрешности перераспределения измерительных зазоров. 2 з.п. ф-лы, 3 ил.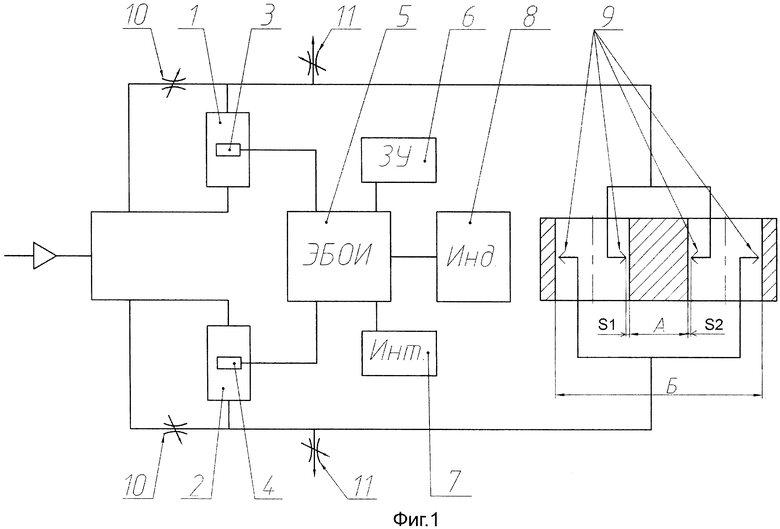
1. Устройство для измерения линейных размеров, состоящее из пневматических измерительных систем, содержащих измерительные сопла, соединенные с измерительными камерами с чувствительными элементами, соединенными с электронным блоком обработки информации, отличающееся тем, что чувствительный элемент каждой системы выполнен в виде датчика расхода, установленного в проточной измерительной камере, вход которой соединен с источником воздуха, а выход - с измерительными соплами.
2. Устройство по п.1, отличающееся тем, что измерительная камера каждой системы снабжена параллельным дросселем для регулирования чувствительности, а выход камеры снабжен выпускным дросселем для регулирования нуля отсчета.
3. Устройство по п.1, отличающееся тем, что электронный блок обработки информации снабжен запоминающим устройством, интерфейсом и блоком индикации.
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2240506C1 |
| Пневматическое устройство для контроля линейных размеров | 1981 |
|
SU1000749A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2001 |
|
RU2262662C2 |
| УСТРОЙСТВО ДЛЯ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ОСИ ОТВЕРСТИЯ | 2004 |
|
RU2274830C1 |
| US 5228328 A, 20.07.1993 | |||
| US 4986111 A, 22.01.1991 | |||
| US 4538449 A, 03.09.1985. | |||

