Изобретение относится к системам и способам вычислений и обработки данных, специально предназначенным для коммерческих и управленческих специфических функций учета и отчетности, и может использоваться для моделирования с последующим внедрением в производство бизнес-систем. Из существующего уровня техники известны способы, предназначенные для динамического управления производственными предприятиями, с учетом существующих потоков работ в бизнес-процессах. Так, в качестве аналога можно привести устройство для компьютерных систем управления производством и проектированием [Заявка РСТ WO 97/07472, МПК G06F 17/60].
Описываемая в указанной заявке компьютерная система включает в себя системную платформу для рабочей среды с ролевыми модулями, расположенными согласно рабочим местам. В процессе работы создают объект рабочего процесса, резидентный в базе данных, и записывают его в памяти компьютерной системы управления производством и проектирования. Все данные, относящиеся к управлению производством и проектированием, сообщают этому объекту рабочего процесса, который используют в качестве общей базы данных.
В устройстве каждую точку поддерживает специальное рабочее место, оснащенное компьютерным устройством с представлением цифровых данных и связывающее соответствующую точку определенными ролевыми правилами. Информационная модель рабочего процесса поддерживает динамическое определение и использование представляющего рабочий процесс объекта базы данных как в режиме планирования производства и проектирования, так и в режиме выполнения. В предлагаемой системе один объект поддерживает одновременно все режимы, ограниченные динамически подвижными границами. Система рабочих мест связывает все роли в системе некоторыми общими правилами. В качестве аналога можно привести устройство для информационно-аналитической системы, для моделирования рациональной бизнес-системы может быть выбрана система для внедрения бизнес-среды со средой управления [Заявка РСТ WO 95/09401, МПК G06F 17/60]. Описанные в указанной заявке системы бизнес-процессов и системы контроля процессов обеспечиваются компьютерной основой в системе управления производством. Система управления производством принимает порядок работ от системы бизнес-процессов и получает обогащенную информацию для расширения рабочего порядка. Система управления производством использует эту обогащенную информацию и правила, содержащиеся в базе данных модели производства, для генерации исходных параметров на основе получаемого рабочего порядка. Эти параметры включают подробную информацию, необходимую системе контроля процессом для изготовления продукта согласно рабочему порядку. Затем параметры преобразуются для системы контроля для производства требуемого материала. Компьютеризированная система для интегрирования бизнес-системы с системой производства, в которой бизнес-система создает рабочий порядок, содержащий целевые данные для производства требуемого продукта, а система производства запрашивает основные параметры для производства продукта, содержит интерфейс бизнес-системы с конфигурацией, обеспечивающей передачу рабочего порядка из бизнес-системы с целевыми данными, и процессор, соединенный с указанной бизнес-системой и с системой производства с конфигурацией для генерации параметров с применением, по меньшей мере, одного правила для целевых данных, и по меньшей мере одно правило используется для вычисления целевых параметров в соответствии со специальными требованиями системы производства, для обеспечения параметров системы производства.
Наиболее близким по технической сути к предложенному является способ работы информационно-аналитической системы для моделирования рациональной бизнес-системы кампании, в котором осуществляют ввод реестра данных значений параметров бизнеса и обработку упомянутых данных путем определения и ранжирования параметров показателей бизнеса о составе участников кампании, по маркетинговым показателям рынка продукции и стратегическим показателям бизнеса и формирования требований и ограничений упомянутых параметров, для анализа экономических и технологических факторов и показателей результатов деятельности кампании, для составления реестра данных значений параметров бизнеса кампании, компьютерное устройство факторного анализа внешней среды осуществляет сбор данных о состоянии соответствующих параметров внешней среды и расчет влияния их на параметры и факторы бизнеса кампании, компьютерное устройство моделирования бизнес-системы действующей кампании осуществляет на основе данных о текущем состоянии параметров бизнес-процессов действующей кампании, включающих критерии оценки эффективности субъектов и прецедентов бизнеса, данные о структуре и функциях кампании, требования к качественным и количественным оценкам технологии и системы принятия решений анализ текущего состояния упомянутой кампании в реальном режиме времени, компьютерное устройство моделирования оптимальной бизнес-системы кампании осуществляет на основе данных о субъектах и объектах внешнего окружения кампании и потоков связей между ними анализ маркетинговой и организационной моделей кампании, построение системы управленческих процедур, структурирование потоков данных и сравнение информации об альтернативных вариантах бизнес-системы кампании и формирование информации об оптимальной бизнес-системе кампании, компьютерное устройство тестирования бизнес-системы кампании, собирает и обрабатывает данные об оптимальной бизнес-системе кампании, компьютерное устройство аналитического мониторинга бизнес-системы кампании сравнивает параметры, полученные при упомянутом тестировании бизнес-системы кампании, и параметры реестра данных значений параметров бизнеса кампании, и при необходимости формирует сигнал, содержащий информацию о корректировке оптимальной бизнес-системы кампании, компьютерное устройство реинжиниринга осуществляет установки соответствия данных бизнес-системы действующей кампании с изменяющимися во времени внешними условиями и параметрами и при необходимости, при их отличии, формирует информацию об изменении параметров бизнеса кампании (RU 2171498, G06N 1/00, 27.07.2001).
Технический результат - повышение надежности и эффективности управления производством.
Указанный технический результат достигается тем, что в способе формирования ассортимента продукции металлургического предприятия формируют с учетом действующих показателей производства и чистого рабочего времени агрегатов временные параметры анализируемого периода времени, определяют для каждого вида продукции объем выпущенной продукции за указанный период времени и переменные затраты на производство единицы каждого вида продукции и цену реализации каждого вида продукции, записывают полученные объемы и соответствующие им указанные затраты и цены в первый блок памяти, определяют чистое рабочее время для каждого агрегата и производительность каждого агрегата, записывают полученное чистое рабочее время и соответствующую ему производительность во второй блок памяти, определяют с помощью процессора и с учетом информации, записанной в первом и втором блоках памяти, время фактической загрузки агрегатов, сравнивают время фактической загрузки агрегата и чистое рабочее время для каждого агрегата, определяют с помощью процессора коэффициенты коррекции цены реализации продукции и новую цену продукции для агрегатов, у которых время фактической загрузки больше чистого рабочего времени, записывают полученную новую цену продукции в первый блок памяти, для агрегатов, у которых время фактической загрузки меньше чистого рабочего времени, формируют с учетом информации первого и второго блоков памяти и записывают в базу данных выпускаемый ими ассортимент продукции, определяют на основании информации базы данных приоритетность продукции и ранжируют на основании указанной приоритетности ассортимент продукции, формируют ассортимент продукции с учетом ранжирования.
Изобретение поясняется чертежом, где приведена схема осуществления способа. Формирование ассортимента продукции металлургического предприятия осуществляется с помощью системы, содержащей блок 1 задания периода времени, блок 2 определения объема каждого вида выпущенной продукции, блок 3 фиксации переменных затрат на производство каждого вида продукции, блок 4 фиксации цены реализации каждого вида продукции, блок 5 определения чистого рабочего времени, блок 6 фиксации производительности агрегатов, блок 7 определения загрузки агрегатов металлургического предприятия, блок 8 сравнения времени фактической загрузки агрегата с чистым рабочим временем, блок 9 определения цены коэффициента коррекции цены, блок 10 определения коэффициента коррекции переменных затрат, блок 11 определения показателя приоритетности позиций ассортимента, блок 12 ранжирования позиций ассортимента, блок 13 определения позиций для вывода из ассортимента, блок 14 формирования ассортимента.
В блоке 1 формируют с учетом действующих показателей производства и чистого рабочего времени агрегатов временные параметры анализируемого периода времени (например, 1 июня - 30 июня 2006 года). Сигнал заданного периода времени поступает в базу данных, содержащую информацию о номенклатуре продукции. Считанные данные о переменных затратах по каждому виду продукции, которые поступают в блок 3, в котором запоминаются. Считанные данные о цене каждого вида продукции из указанной базы данных поступают в блок 4, где запоминаются. Указанные блоки 4 и 3 входят в состав первого блока памяти. Зафиксированные данные по переменным затратам и ценам за фактический период времени представлены в табл.1.
Информация о ценах и переменных затратах по видам продукции за июнь 2006 года, зафиксированная в блоках 4 и 3
Соответствующий сигнал о текущем периоде времени поступает в блок 2, в котором задается объем каждого вида продукции в данный период из указанной. Указанные объемы запоминаются в первом блоке памяти. Считанные из базы данных данные о чистом рабочем времени каждого агрегата поступают в блок 5, в котором запоминаются. Считанные данные о производительности агрегатов из указанной базы данных поступают в блок 6, где запоминаются. Указанные блоки 5 и 6 входят в состав второго блока памяти. В блоке 7 определяются маршруты производства продукции по видам. Информация о производительности агрегатов по видам продукции, о чистом рабочем времени текущего периода по каждому агрегату, а также о маршрутах производства продукции по видам представлена в табл.2 и 3.
Маршрут 1 - это следующая последовательность операций: агрегат укрупнения рулонов, травильная линия, прокатный стан, участок колпаковых печей, дрессировочный стан, участок продольной резки.
Маршрут 2 - это следующая последовательность операций: агрегат укрупнения рулонов, травильная линия, 1-я прокатка на прокатном стане, 1-й отжиг на участке колпаковых печей, 2-я прокатка на прокатном стане, 2-й отжиг на прокатном стане, дрессировочный стан, участок продольной резки.
Информация о чистом рабочем времени и производительности агрегатов
Определяют с помощью процессора и с учетом информации, записанной в первом и втором блоках памяти, время фактической загрузки агрегатов. А именно в блоке 8 на основе статистической обработки экспериментальных данных о производстве продукции по агрегатам, а также данных из блока 7 о маршрутах производства с помощью процессора определяются экспериментальные коэффициенты расхода полуфабрикатов  (см. табл.4).
(см. табл.4).
Информационные сигналы объема продукции из блока 2, производительности агрегатов из блока 6 и экспериментальных коэффициентов расхода полуфабрикатов  из блока 8 поступают в блок 9, где с помощью процессора определяется время текущей загрузки агрегатов (tз) по формуле
из блока 8 поступают в блок 9, где с помощью процессора определяется время текущей загрузки агрегатов (tз) по формуле
где qi - заданный объем производства продукции i-го вида продукции в объеме, соответствующем текущему периоду времени (из блока 4); Прij - производительность j-го агрегата по полуфабрикату для i-го вида продукции; - экспериментальный коэффициент расхода полуфабриката, производимого на j-ом агрегате на 1 тонну готовой продукции i-го вида; nj - количество видов продукции, маршрут производства которых проходит через j-й агрегат. Соответствующие данные представлены в табл.5.
Далее сигнал о времени текущей загрузки агрегатов из блока 9 вместе с сигналом о чистом рабочем времени агрегатов tчис из блока 6 поступает в блок 10, где для каждого агрегата сравниваются время текущей загрузки с его чистым рабочем временем (см. табл.6).
Если для всех агрегатов tз≤tчис, то соответствующий сигнал поступает в блок 17, в котором фиксируется ассортимент продукции на основании заданных в блоке 2 объемов продукции текущего периода без ранжирования позиций продукции и сокращения объемов.
Как видно из табл.6, в нашем примере существует агрегат, у которого tз>tчис.Это участок колпаковых печей. Поэтому на основании данных блока 7 определяется перечень видов продукции, маршрут производства которых проходит через участок колпаковых печей - это все виды продукции, так как оба существующих маршрута производства проходят через участок колпаковых печей. Полученная информация о перечне видов продукции, а также данные из блока 4 об объемах соответствующей продукции поступают в блок 11.
Для каждой позиции продукции из блока 11 определяются коэффициенты коррекции цены реализации продукции  и коррекции переменных затрат
и коррекции переменных затрат  соответственно в блоках 12 и 13. Данные коэффициенты определяются процессором на основе статистической обработки экспериментальных данных об изменениях цены и переменных затрат по видам продукции. Соответствующие данные представлены в табл.7.
соответственно в блоках 12 и 13. Данные коэффициенты определяются процессором на основе статистической обработки экспериментальных данных об изменениях цены и переменных затрат по видам продукции. Соответствующие данные представлены в табл.7.


Сигналы о коэффициентах коррекции из блоков 12 и 13 поступают вместе с сигналами о переменных затратах по каждому виду продукции из блока 3 и цене реализации по каждому виду продукции из блока 4 в блок 14, в котором для каждой позиции продукции определяется его приоритетность по формуле  , где Цi - спускная цена i-й позиции товарной продукции, ПЗi - переменные затраты на производство и реализацию единицы i-й позиции товарной продукции,
, где Цi - спускная цена i-й позиции товарной продукции, ПЗi - переменные затраты на производство и реализацию единицы i-й позиции товарной продукции,  - экспериментальный коэффициент коррекции цены
- экспериментальный коэффициент коррекции цены  - коэффициент коррекции переменных затрат,
- коэффициент коррекции переменных затрат,  - часовая производительность наиболее загруженного агрегата при изготовлении i-й позиции товарной продукции. Указанные показатели приоритетности записывают в базу данных. Свод показателей приоритетности по видам продукции представлен в табл.8.
- часовая производительность наиболее загруженного агрегата при изготовлении i-й позиции товарной продукции. Указанные показатели приоритетности записывают в базу данных. Свод показателей приоритетности по видам продукции представлен в табл.8.
Сигналы значений показателя приоритетности продукции поступают в блок 15, в котором позиции продукции ранжируют в порядке убывания значений показателя приоритетности (см. табл.8). Сигнал об объеме продукции, имеющей наименьшее значение показателя приоритетности, поступает в блок 16, где с учетом данных по объемам продукции из блока 11 выявленная позиция продукции выводится из производства. Сигнал об исключении позиции продукции из производства поступает в блок 9, в котором определяется текущая загрузка агрегата с учетом выведения наименее приоритетной позиции из производства. Далее процесс продолжают до установления зависимости tз=tчис.Тогда скорректированные в результате ранжирования объемы продукции по видам поступают в блок 17 формирования ассортимента.
Например: сократили объем позиции «лента стальная холоднокатаная, 65 г, лента, рул, 1.8,85» до нуля. Пересчет времени текущей загрузки даст результат 28039 часов, что, однако, все еще выше чистого рабочего времени 25337 часов. Поэтому продолжим сокращение наименее приоритетных позиций. Дефицит времени по колпаковым печам оказывается исчерпан после сокращения всего объема позиции «лента стальная холоднокатаная, 65 г, лента, рул., 1.8,32», а также незначительного сокращения объема позиции «лента стальная холоднокатаная, 65 г, лента, рул., 1.8,70». Сформированный ассортимент продукции представлен в табл.9.
Все блоки, используемые для осуществления данного способа, представляют собой программно-аппаратные средства.
Данные о приоритетности продукции по видам, определяемые в блоке 14 (ранжированные в блоке 15 в порядке уменьшения показателя приоритетности)


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС ДЛЯ ЭМАЛИРОВАНИЯ | 2008 |
|
RU2392072C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ | 2007 |
|
RU2350407C1 |
| СИСТЕМА ДЛЯ ФОРМИРОВАНИЯ СТРУКТУРЫ ТОВАРНОГО ВЫПУСКА ПРОДУКЦИИ ПРОМЫШЛЕННОГО ПРЕДПРИЯТИЯ | 2006 |
|
RU2321884C1 |
| СПОСОБ ОТЖИГА СТАЛЬНОЙ ПОЛОСЫ В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2182933C2 |
| Способ изготовления листового проката | 1981 |
|
SU1011712A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2006 |
|
RU2315118C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2000 |
|
RU2161080C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2238988C1 |
| Способ отжига холоднокатаной ленты | 1985 |
|
SU1260396A1 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 2005 |
|
RU2293772C1 |
Изобретение относится к способам обработки данных и может использоваться для моделирования с последующим внедрением в производство бизнес-систем. Техническим результатом является повышение надежности и эффективности управления производством. В способе определяют и запоминают для каждого вида продукции объем выпущенной продукции, переменные затраты на производство единицы продукции и цену реализации, определяют и запоминают чистое рабочее время для каждого агрегата и производительность каждого агрегата, определяют время фактической загрузки агрегатов, определяют коэффициенты коррекции цены реализации продукции и новую цену продукции для агрегатов, формируют с учетом полученных данных выпускаемый ассортимент продукции, определяют приоритетность продукции и ранжируют на основании указанной приоритетности ассортимент продукции, формируют ассортимент продукции с учетом ранжирования. 1 ил., 9 табл.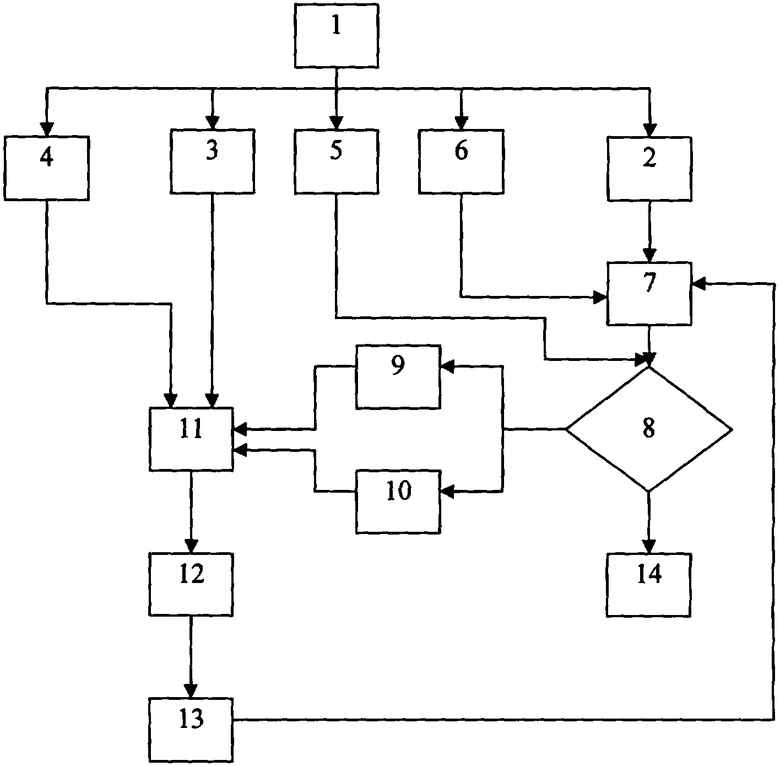
Способ формирования ассортимента продукции металлургического предприятия, заключающийся в том, что формируют с учетом действующих показателей производства и чистого рабочего времени агрегатов временные параметры анализируемого периода времени, определяют для каждого вида продукции объем выпущенной продукции за указанный период времени, переменные затраты на производство единицы каждого вида продукции и цену реализации каждого вида продукции, записывают полученные объемы и соответствующие им указанные затраты и цены в первый блок памяти, определяют чистое рабочее время для каждого агрегата и производительность каждого агрегата, записывают полученное чистое рабочее время и соответствующую ему производительность во второй блок памяти, определяют с помощью процессора и с учетом информации, записанной в первом и втором блоках памяти, время фактической загрузки агрегатов, сравнивают время фактической загрузки агрегата и чистое рабочее время для каждого агрегата, определяют с помощью процессора коэффициенты коррекции цены реализации продукции и новую цену для агрегатов, у которых время фактической загрузки больше чистого рабочего времени, записывают полученную новую цену продукции в первый блок памяти, для агрегатов, у которых время фактической загрузки меньше чистого рабочего времени, формируют с учетом информации первого и второго блоков памяти и записывают в базу данных выпускаемый ими ассортимент продукции, определяют на основании информации базы данных приоритетность продукции и ранжируют на основании указанной приоритетности ассортимент продукции, формируют ассортимент продукции с учетом ранжирования.
| ИНФОРМАЦИОННО-АНАЛИТИЧЕСКАЯ СИСТЕМА ДЛЯ МОДЕЛИРОВАНИЯ РАЦИОНАЛЬНОЙ БИЗНЕС-СИСТЕМЫ КОМПАНИИ | 2000 |
|
RU2171498C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ ДЕЙСТВУЮЩИХ ВЕЛИЧИН ПАРАМЕТРОВ ЭЛЕКТРИЧЕСКИХ ЦЕПЕЙ | 1931 |
|
SU27721A1 |
| WO 9707472 A1, 27.02.1997 | |||
| WO 9509401 A1, 06.04.1995. | |||

