Изобретение относится к металлургии, а именно к производству нагарто- ванной ленты из углеродистых и легированных сталей, и может быть использовано в цехах, где осуществляется холодная прокатка ленты со смоткой в рулоны и последующая термическая обработка ленты в нагревательных KOjma- ковых печах.
Цель изобретения - улучшение ка- чества путем повьшения заданной группы прочности нагартованной ленты.
Термической обработке подвергали холоднокатаную ленту из стали марок 65 Г и 50 в рулонах. Размеры холоднокатаной ленты: 1-4 х 250 А65 мм, масса одного рулона 6-10 т, масса
стопы рулонов 30-50 т. I
Перед нагревом определяли исходное временное сопротивление разрыву ленты после холодной прокатки. Затем с учетом полученного значения и заданного временного сопротивления разрыву ленты после термической обра ботки по формуле Т°С 31 ± 20 определяли требуемую температуру нагрева и вьщержки ленты в колпаковых печах.
Стопы рулонов нагревали в колпаковых печах до вычисленной по формуле температуры с учетом допускаемой формзетой отклонений в пределах не более i20°C по всему объему стопы рулонов.
После нагрева стопу рулонов ленты вьщерживали при температуре нагрева в течение 14-20 ч в зависимости от массы садки и ширины ленты. После охлаждения стопы рулонов под муфелем до 90-120 С, а затек на складе отожженных рулонов под вентиляторами до температуры 20-40°С от рулонов .ленты отбирали образцы и определяли полученное временное сопротивление разрыву ленты.
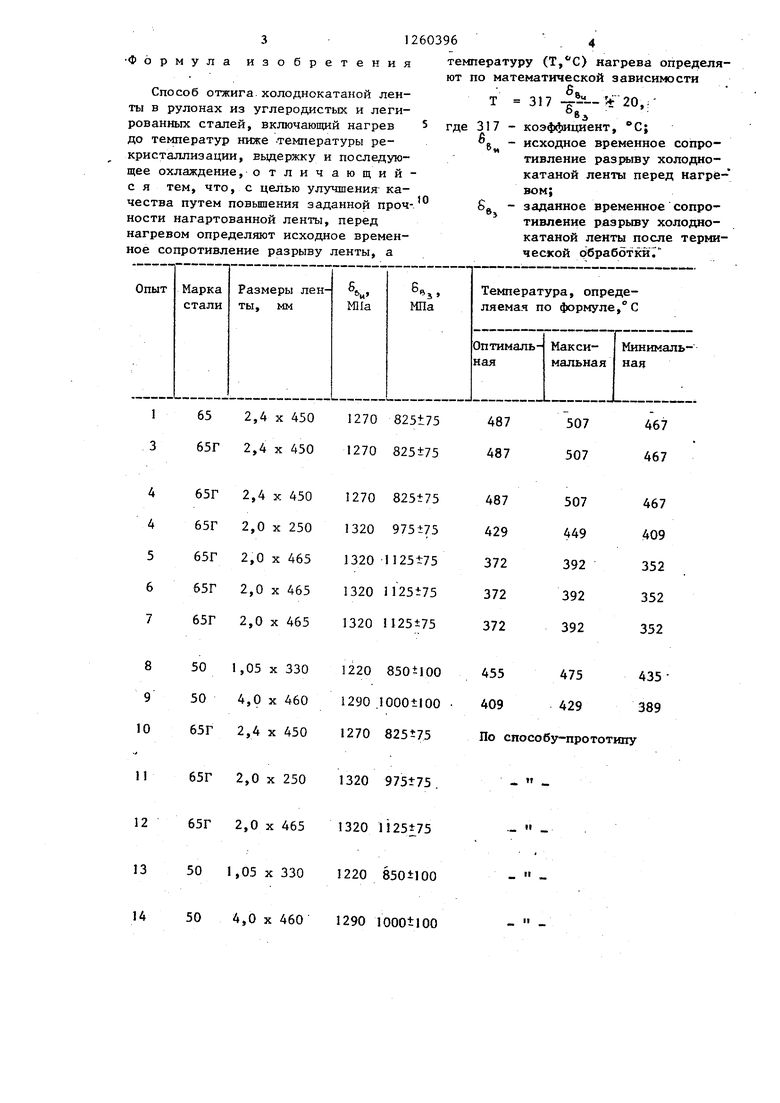
Результаты испытаний ленты приведены в таблице.
Для сравнения в таблице приведены результаты испытавши ленты полученной по способу-прототипу, заключающемуся в термической обработке холоднокатаной ленты при 200-400°С.
Качество ленты оценивали в соответствии с требованиями стандартов на ленту.
Дпя ленты высшей категории качества из стали марки 65Г по ГОСТ 2283-7 лредусмотрены три группы прочности:
s
5
0
0
5
5
0
5
HI, Н2 и НЗ, причем по группе прочности HI временное сопротивление разрыву ( б.а) должно находиться в пределах Iffla, Н2 - 975175 МПа и НЗ - Ша, для первой категории качества предусмотрена одна группа прочности Н, для которой предусмотрено бд 975 i 225 Ша.Для ленты высшей категории качества из стали марки 50 по ГОСТ 2284-79 предусмотрены две группы прочности: HI - 850 t 100 МЯа и Н2 - 1000 ±100 ВДа, для ленты первой категории качества предусмотрены одна группа прочности Н - 925 ±175 МПа.
Как видно из таблицы, при термической обработке холоднокатаной ленты в рулонах при условии нагрева и выдержки ленты при температурах, определенных по предлагаемой математической зависимости, холоднокатаная лента соответствует высшей категории качества по группе прочности (опыты 1,4,5,8 и 9). В случае выхода температуры нагрева и выдержки руло- нов ленты за верхний допускаемый по зависимости предел (опыты 3 и 7) либо за нижний (опыты 2 и 6) холоднокатаная лента не соответствует высшей категории качества по группе прочности и переводится в первую категорию качества, в группу прочности Н, либо в брак.
I
Термическая обработка холоднокатаной ленты из углеродистых и легированных марок стали по способу-прототипу (опыты 10-14) не обеспечивает получение ленты высшей категории |са- чества по группе прочности.
При использовании предлагаемого способа обеспечивается гарантированное высокое качество нагартованной ленты с требуемым временным сопротивлением разрыву.
Предлагаемый способ позволяет получить ленту высокого качества с гарантированной требуемой прочностью в узких пределах.
Причем способ позволяет получить ленту требуемой группы прочности в йлотно смотанных рулонах большей мас- 55 сы, термообработка которых производится в колпаковых нагревательных печах с массой стопы рулонов до 50 т и более.
50
f в
317 4-- 20,131260396 .4
Формула изобретения температуру (Т,С) нагрева определяют по математической зависимости Способ отжига холоднокатаной лен- ,г, ты в рулонах из углеродистых и леги- в
рованных сталей, включающий нагрев 5 где 317 - коэффициент, С; до температур ниже -температуры рекристаллизации, выдержку и последующее охлаждение, отличающий- с я тем, что, с целью улучшения качества путем повышения заданной прочности нагартованной ленты, перед нагревом определяют исходное временное сопротивление разрыву ленты, а
10
°g - исходное временное сопротивление разрыву холоднокатаной ленты перед нагревом;
fig - заданное временное сопротивление разрыву холоднокатаной ленты после термической обработки
65Г2,4 X 450
65Г2,0 X 250
65Г2,0 X 465
65Г2,0 X 465
65Г2,0 X 465
1270 825±75 1320 975±75 1320 n25t75 1320 1320 П25±75
850 1,05x330 1220
950 4,0 X 460 1290 ,10001100 10 65Г 2,4 X 450 1270
11
65Г 2,0 X 250 1320 9751:75 .
1265Г 2,0 X 465 1320
1350 1,05x330 1220 850±100
1450 4,0 X 460 1290 lOOOtlOO
f в
317 4-- 20,1у (Т,С) нагрева о матической зависим в
где 317 - коэффициент, С;
°g - исходное временное сопротивление разрыву холоднокатаной ленты перед нагревом;
fig - заданное временное сопротивление разрыву холоднокатаной ленты после термической обработки
455 475 435 409 429 389 По способу-прототипу
11
350-380
ИЗО- 160
12
370-400
1040-1100
13
360-400
1020-1070
14
360-400
1060-1120
Редактор Н.Киштулинец
Составитель И.Липгарт Техред А. Кравчук
Заказ 5192/22Тираж 552 . Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Продолжение таблицы
ведено в Н
Не соответствует
Н2
НЗ
Не соответствует
соответствует переведено в Н
Не соответствует HI, переведено в Н
Не соответствует Н2, переведено в Н
Не соответствует НЗ, переведено в Н
Не соответствует HI, переведено в Н
Не соответствует Н2, переведено в Н
Корректор М.Максимишинец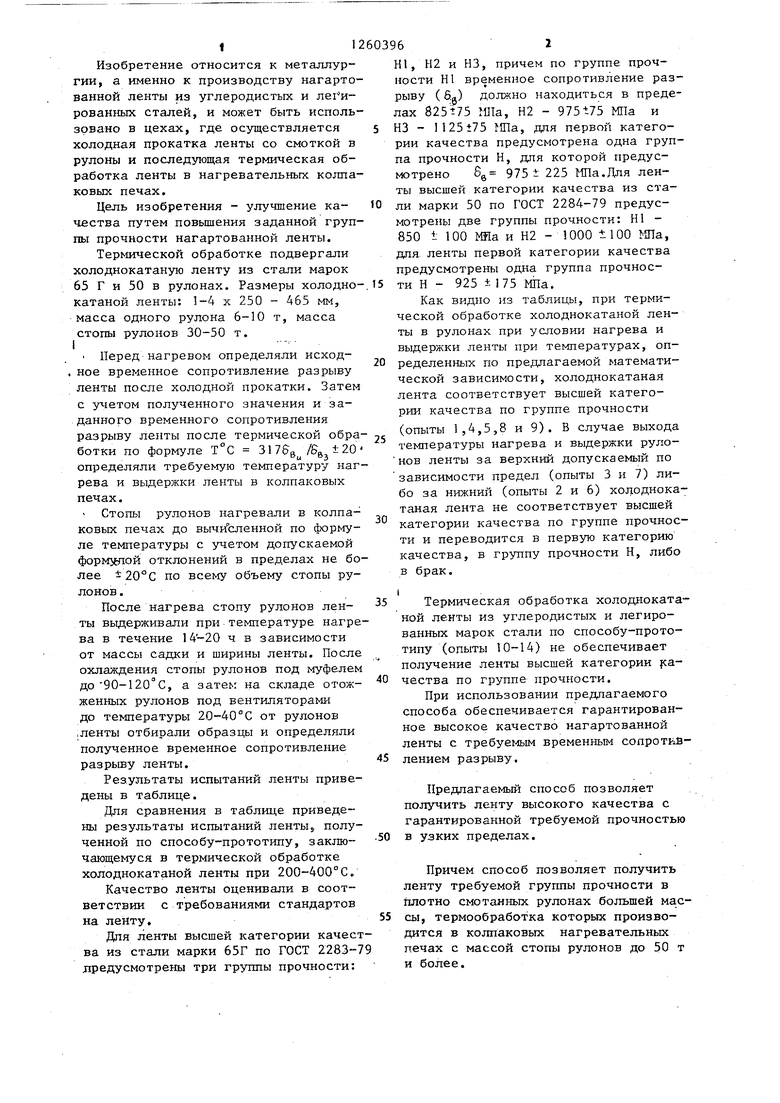
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления холоднокатаной высокопрочной ленты | 1985 |
|
SU1258523A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| Муфель колпаковой печи | 1980 |
|
SU981796A1 |
| СПОСОБ ОТЖИГА СТАЛЬНОЙ ПОЛОСЫ В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2182933C2 |
| Способ рекристаллизационного отжига холоднокатаной низкоуглеродистой,стабилизированной алюминием стали | 1984 |
|
SU1266886A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ УПАКОВОЧНОЙ ЛЕНТЫ | 2013 |
|
RU2529325C1 |
| Способ регулирования нагрева металла в колпаковой печи | 1986 |
|
SU1407978A1 |
| Способ регулирования нагрева металла в колпаковой печи | 1990 |
|
SU1728302A1 |
| Способ изготовления нагартованной ленты для пильных цепей | 1988 |
|
SU1532597A1 |
| Муфель колпаковой печи | 1981 |
|
SU968086A1 |
Изобретение относится к области металлургии, а именно к способам термической обработки холоднокатаной ленты (Л) из углеродистых и легированных сталей. Целью изобретения является улучшение качества путем повышения заданной группы прочности нагартованной Л. Перед нагревом определяют исходное временное сопротивление разрьюу Л после холодной прокатки, С учетом полученного значения и заданного временного сопротивления разрыву Л после термической обработки по формуле 3176g , определяют требуемую температуру нагрева и выдержки Л. Затем проводят нагрев и выдержку стопы рулонов в колпаковых печах. Охлаждение до 90-120°С ведут под муфелем далее ца воздухе. Предложенный способ обеспечивает получение ленты высшей кате-, гории качества по группе прочности, 1 табл. i (Л с tc Од о со со О)
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
