Настоящее изобретение относится к устройству для загрузки сыпучих твердых материалов в полости пресс-форм пресса для формования керамических изделий, к способу загрузки, формования и отделки керамических плиток и пластин и к новому керамическому изделию.
Загрузочные устройства по известному уровню техники выполнены с возможностью заполнения полостей пресс-форм для изготовления керамических изделий сыпучим материалом разных цветов и типов, при этом указанный материал содержит, например, тонко измельченные и не подвергнутые тонкому измельчению керамические порошки, гранулы и/или хлопья.
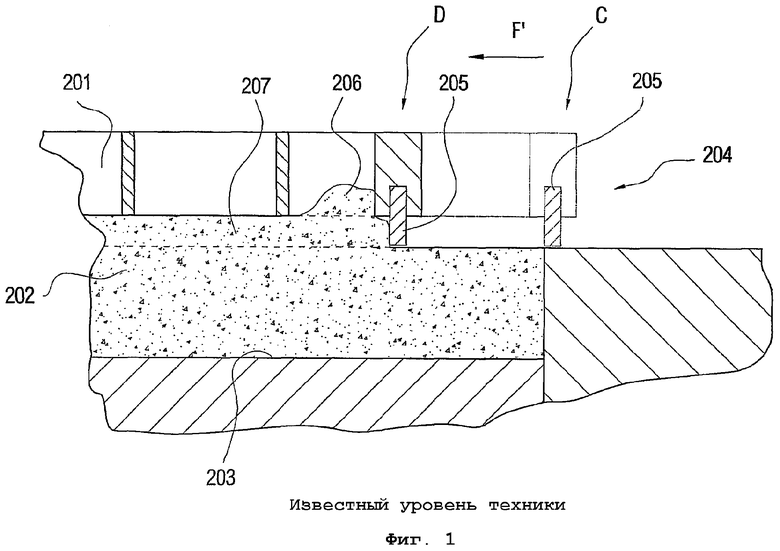
Как показано на приложенной Фиг.1, такие устройства включают в себя подающее средство 201, предназначенное для перемещения сыпучего керамического материала, по меньшей мере, в одну полость 203 пресс-формы с тем, чтобы получить мягкое основание, которое должно быть подвергнуто прессованию, и средство 204 для выравнивания, предназначенное для сглаживания и выравнивания зон из указанного керамического материала 207, выходящего наружу из указанной, по меньшей мере, одной полости.
Подающее средство 201 выполнено с возможностью совершать возвратно-поступательное движение между задним положением загрузки, в котором в подающее средство поступает сыпучий керамический материал, и передним положением выгрузки, в котором происходит подача сыпучего керамического материала в указанную, по меньшей мере, одну полость 203.
Средство 204 для выравнивания образовано сглаживающей планкой 205, расположенной в передней зоне подающего средства 201.
На фиг.1 показаны два последовательных положения, занимаемые сглаживающей планкой 205, когда подающее средство 201 смещается назад: первое положение, обозначенное буквой С, соответствующее положению подающего средства 201, при котором оно максимально смещено вперед, показанное пунктирными линиями, и второе положение, обозначенное буквой D, соответствующее промежуточной точке хода подающего средства 201.
Когда подающее средство 201 совершает движение назад, сглаживающая планка 205 будет расположена с возможностью сглаживания и выравнивания избыточного материала, смещения его по материалу, находящемуся внутри указанной, по меньшей мере, одной полости пресс-формы, в результате чего обеспечивается образование кучи 206, которая смещается под действием этой планки во время ее поступательного перемещения, давя на керамический материал под ней и перемешивая его, по меньшей мере, на глубине в несколько миллиметров.
Это приводит к изменению части керамического материала, расположенной в зоне контакта между керамическим материалом, содержащимся внутри, по меньшей мере, одной полости 203 пресс-формы, и сглаживающей планкой 205, при этом указанное изменение имеет место на определенном участке, простирающемся до места, находящегося существенно ниже зоны контакта.
Следовательно, воздействие сглаживающей планки приводит к существенному ухудшению характеристик декоративного элемента орнамента, который был в любом случае получен путем размещения керамического материала соответствующим образом, по меньшей мере, в одной полости пресс-формы.
Действительно, полученное изделие будет иметь на своей верхней поверхности или перед стадией обжига, или после стадии обжига полоски или полосы, которые проходят по существу параллельно друг другу вдоль направления F' смещения сглаживающей планки 205 вперед.
Таким образом, для того чтобы сделать видным декоративный элемент орнамента, керамическое основание, подвергнутое прессованию, должно быть отполировано, при этом полирование может выполняться перед обжигом и/или после него.
Как правило, при полировании снимается слой керамического основания, имеющий толщину, которая приблизительно составляет от нескольких десятых миллиметра до нескольких миллиметров, и полирование связано с большими затратами, что обусловлено или необходимостью использования сложного оборудования, или трудностью удаления соответствующих отходов или порошков, или необходимостью большого энергопотребления.
Кроме того, необходимость полирования означает сопутствующие потери материала, поскольку изделия должны иметь исходную толщину, увеличенную на толщину слоя, который должен быть снят путем полирования.
Из вышеизложенного становится ясно, что в настоящее время существует возможность изготовления керамических плиток или пластин, имеющих декоративные элементы, проходящие по толщине изделия, только в том случае, если видимая поверхность будет гладкой за счет того, что она подвергнута полированию или шлифованию.
Одна цель данного изобретения состоит в усовершенствовании систем для формования керамических плиток и плит.
Другая цель изобретения заключается в получении системы для формования керамических плиток и плит, которая по существу позволяет избежать повторного перемешивания сыпучего материала после засыпки указанного сыпучего материала в полости пресс-форм пресса.
Еще одна цель изобретения заключается в создании системы для формования керамических плиток и пластин, которая обеспечивает возможность получения изделий, имеющих декоративный орнамент, полученный каким-либо образом, который можно видеть на лицевой стороне изделия, без необходимости использования полирования.
Еще одна цель изобретения заключается в создании системы для формования керамических изделий, которая обеспечивает возможность создания элемента декоративного орнамента, который выделяется приемлемо четким образом на видимой поверхности изделий.
Еще одна цель изобретения заключается в создании системы для формования керамических плиток, которая обеспечивает возможность существенного уменьшения отходов керамического материала.
Еще одна цель состоит в создании системы для формования керамических изделий, которая обеспечивает возможность снижения затрат, связанных с циклом изготовления изделий, в частности обеспечивает возможность ограничения потребления энергии и расходования исходных материалов.
Еще одна цель заключается в получении керамического изделия, которое имеет новые характеристики орнамента.
В соответствии с первым аспектом изобретения разработано устройство, содержащее средство для образования слоев, предназначенное для образования слоя сыпучего материала, подлежащего прессованию, который состоит из базовой части, содержащейся в полости пресс-формы, и избыточной части, выступающей из указанной полости, удаляющее средство, предназначенное для удаления указанной избыточной части, отличающееся тем, что указанному удаляющему средству придана такая форма, которая обеспечивает возможность его взаимодействия с указанной избыточной частью без существенного изменения указанной базовой части.
Таким образом, при удалении избыточной части предотвращается воздействие избыточного давления на базовую часть слоя, содержащуюся в полости, и избегаются нежелательные сдвиги между материалом, который образует избыточную часть, и материалом, который образует базовую часть слоя, находящуюся в полости.
Удаляющее средство предпочтительно содержит пластинообразное средство, которое содержит и предпочтительно выполнено в виде скребкового средства, имеющего наклонную плоскость, образующую угол, который составляет существенно меньше 90°, с плоской поверхностью скольжения указанного пластинообразного средства, при этом указанное пластинообразное средство имеет конец, который соприкасается с указанной плоской поверхностью скольжения с возможностью захвата и удерживания на нем материала, образующего избыточную часть.
В другом предпочтительном варианте осуществления пластинообразное средство выполнено со средством для накопления, расположенным на другом конце указанного пластинообразного средства и предназначенным для приема материала, образующего избыточную часть, при этом указанный материал постепенно удаляется.
Таким образом, избыточная часть постепенно удаляется с помощью пластинообразного средства, не входя в полость, что изменило бы положения порошков, которые образуют базовую часть слоя, друг относительно друга. При этом избыточная часть накапливается на пластинообразном средстве и внутри средства для накопления в случае его наличия: таким образом, избыточная часть не вызывает образования никакой кучи, смещение которой осуществлялось бы посредством выравнивающего средства во время поступательного перемещения средства для образования слоя и которая оказывала бы отрицательное воздействие на порошки, содержащиеся в полости.
В еще одном предпочтительном варианте осуществления предусмотрено дополнительное пластинообразное средство, расположенное на определенной высоте по отношению к пластинообразному средству так, чтобы обеспечить возможность его взаимодействия с другой зоной избыточной части, расположенной далеко от вышеуказанной базовой части.
Пластинообразное средство и дополнительное пластинообразное средство обеспечивают возможность удаления значительного количества керамического материала из слоя, поскольку часть указанного материала скапливается на пластинообразном средстве, и дополнительная часть, объем которой предпочтительно по существу равен объему вышеуказанной части, скапливается на дополнительном пластинообразном средстве.
В этом случае устройство, согласно изобретению, особенно пригодно для формования керамических плиток или пластин больших размеров, поскольку оно обеспечивает возможность удаления большого количества материала.
Пластинообразное средство предусмотрено с концом, выполненным с возможностью оказания сдвигающего воздействия на избыточную часть и удерживания вышеуказанного слоя, в то время как дополнительное пластинообразное средство выполнено с дальним концом, расположенным на заданном расстоянии от плоской поверхности скольжения так, чтобы обеспечивать захват и удерживание дальнего [дополнительного] слоя.
Предпочтительно средство для приведения в действие соединено с первым пластинообразным средством и со вторым пластинообразным средством, при этом указанное средство для приведения в действие выполнено с возможностью обеспечения перемещения пластинообразного средства и дополнительного пластинообразного средства из положения съема, в котором пластинообразное средство захватывает и удерживает вышеуказанную избыточную часть, в положение выгрузки, в котором пластинообразное средство обеспечивает засыпку материала, образующего избыточную часть, внутрь средства для образования слоя.
Таким образом, материал, образующий избыточную часть, может быть немедленно повторно использован для образования дополнительных керамических изделий в последующем цикле прессования.
В еще одном дополнительном предпочтительном варианте осуществления удаляющее средство содержит вращающееся пластинообразное средство.
В еще одном предпочтительном варианте осуществления вращающееся пластинообразное средство по периферии прикреплено к средству в виде вала.
В дополнительном предпочтительном варианте осуществления средство в виде вала соединено с двигателем, выполненным с возможностью обеспечения вращения средства в виде вала вокруг относительной продольной оси.
В еще одном дополнительном предпочтительном варианте осуществления двигатель обеспечивает приведение средства в виде вала в непрерывное вращение.
В еще одном дополнительном предпочтительном варианте осуществления собирающее средство соединено с вращающимся пластинообразным средством, при этом указанное собирающее средство выполнено с возможностью приема и удерживания избыточной части керамического материала.
Еще в одном дополнительном предпочтительном варианте осуществления собирающее средство включает в себя скребковый элемент, выполненный с приводным средством, которое обеспечивает перемещение вышеуказанного скребкового элемента между положением съема, в котором он захватывает и удерживает керамический материал, образующий избыточную часть, и положением выгрузки, в котором скребковый элемент обеспечивает засыпку материала, образующего избыточную часть, внутрь средства для образования слоя.
В дополнительном предпочтительном варианте осуществления двигатель обеспечивает приведение средства в виде вала в периодическое вращение с постоянными периодами.
Во время работы концевой участок пластинообразного средства проходит в слой на глубину, по существу равную толщине вышеуказанной выступающей части, так, чтобы удалить керамический материал, который образует данную выступающую часть.
Регулируя скорость поступательного перемещения средства для образования слоя, на котором смонтировано пластинообразное средство, и скорость периодического поворота средства в виде вала в угловом направлении, можно оптимизировать захват керамического материала пластинообразным средством. В частности, существует возможность регулирования количества материала, собранного в отсеках, образуемых пластинообразными средствами, с тем, чтобы обеспечить возможность заполнения материалом всего имеющегося объема отсеков так, чтобы материал не выходил наружу при поступательном перемещении средства для образования слоя.
В конце вышеуказанного поступательного перемещения средство в виде вала поворачивается в обратном направлении относительно направления предыдущего периодического поворота в угловом направлении так, что материал, удерживаемый в отсеках, может быть перемещен в средство для образования слоя для повторного использования данного материала в последующем цикле прессования.
Благодаря данной особенности изобретения существует возможность получения устройства для формования керамических изделий, которое позволяет избежать повторного перемешивания порошков, засыпанных в полости пресса.
В частности, при использовании устройства согласно изобретению не происходит никаких существенных изменений элементов орнамента, при этом в любом случае указанные элементы орнамента образуются в слое керамического материала, который подлежит прессованию.
Кроме того, существует возможность создания устройства для формования керамических изделий, которое позволяет обеспечить по существу однородную плотность порошков, засыпанных в полости пресс-формы, что обеспечивает возможность получения керамических изделий, которые имеют высокую степень постоянства размеров.
Устройство также обеспечивает возможность формования изделий, в которых декоративный элемент орнамента будет виден на видимой лицевой стороне, и при этом изделие не подвергается полированию.
Кроме того, устройство обеспечивает возможность формования изделий по существу без образования отходов, причиной появления которых является избыточный сыпучий материал, подлежащий прессованию.
Действительно, избыточный материал, который скапливается на пластинообразном средстве, в конце процесса формования изделия предпочтительно вводится в полость пресс-формы, когда полость пресс-формы заполняют дополнительным керамическим материалом для формования дополнительного изделия.
В соответствии со вторым аспектом изобретения разработан способ формования изделий, включающий в себя образование слоя сыпучего материала, подлежащего прессованию, который имеет базовую часть, содержащуюся в полости пресс-формы, и избыточную часть, выступающую сверху из указанной полости, и удаление указанной избыточной части с указанного слоя, отличающийся тем, что указанное удаление происходит без существенного изменения базовой части.
В соответствии с данным аспектом изобретения существует возможность создания способа загрузки пресс-форм для формования керамических изделий, который позволяет изготавливать изделия, имеющие декоративный элемент орнамента, полученный любым способом, который четко проявляется на видимой поверхности прессованных изделий без полирования или шлифования.
Предпочтительно, если керамический материал, удаляемый с верхней поверхности средства для образования слоя во время цикла прессования, будет помещен в полости пресс-форм во время последующего цикла прессования для образования поверхности укладки для плиток, подлежащих прессованию: таким образом, потребление материала и образование порошков, идущих в отходы, существенно уменьшаются.
Кроме того, использование способа и устройства согласно настоящему изобретению создают возможность получения видимой поверхности, которой придана волнистость любым способом, например, имеющей вид кожуры апельсина, или поверхности с узорами под мореный дуб, или поверхности с узорами под мрамор, с жилками, видимыми на видимой поверхности.
Кроме того, в том случае, когда видимая лицевая сторона требует полирования, сравнительные затраты существенно уменьшаются, поскольку необходимо будет удалить существенно меньшее количество материала.
В соответствии с третьим аспектом изобретения предложено керамическое изделие, полученное путем прессования и выполненное с декоративным элементом орнамента, полученным каким-либо образом, который проходит, по меньшей мере, на определенной части толщины указанного изделия, отличающееся тем, что указанный декоративный элемент орнамента охватывает зону любой протяженности на видимой поверхности изделия уже в конце указанного прессования.
Благодаря данной особенности изобретения существует возможность получения керамических изделий, которые создают уникальное эстетическое впечатление, возникающее из-за сочетания декоративного узора на изделии с видимой поверхностью указанного изделия, которая выполнена волнистой или во всяком случае неплоской.
В соответствии с четвертым аспектом изобретения предусмотрено использование пластины для выделения декоративного элемента орнамента в массе сыпучего материала, подлежащего прессованию.
Для обеспечения возможности более ясного и полного раскрытия дополнительных характеристик и преимуществ данного изобретения далее делается ссылка на сопровождающие чертежи, которые приведены в качестве примеров, не ограничивающих объем изобретения, на которых изображено:
фиг.1 - схематичное местное сечение, выполненное вдоль вертикальной плоскости устройства по известному уровню техники;
фиг.2 - сечение, аналогичное сечению на фиг.1, показывающее средство для образования слоя и пластинообразное средство устройства согласно изобретению во время удаления части слоя сыпучего материала, которая выступает из полости пресс-формы для изготовления керамических изделий;
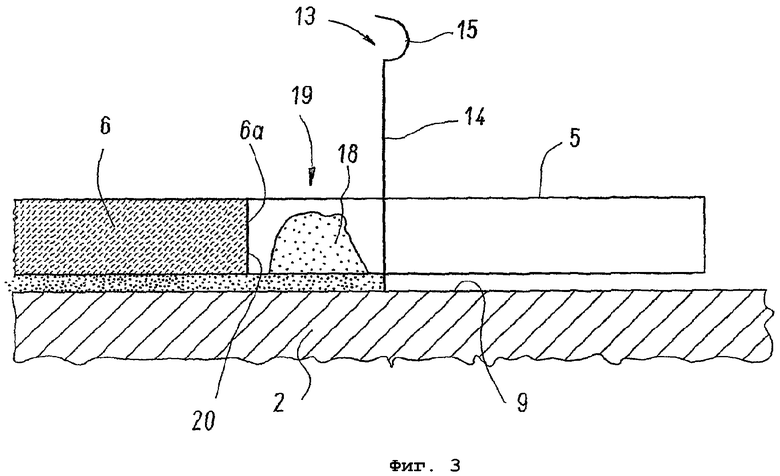
фиг.3 - сечение, аналогичное сечению на фиг.2, показывающее пластинообразное средство после стадии выгрузки из него захваченного керамического материала;
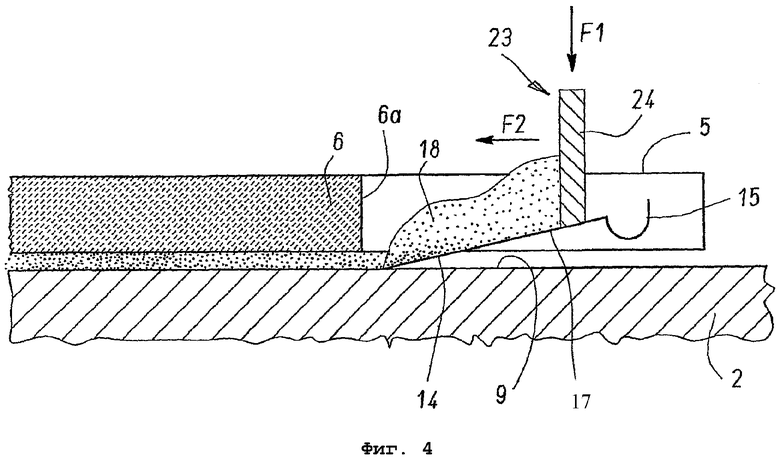
фиг.4 - сечение, аналогичное сечению на фиг.2, показывающее устройство, выполненное с очищающим средством, выполненным с возможностью очистки указанного пластинообразного средства;
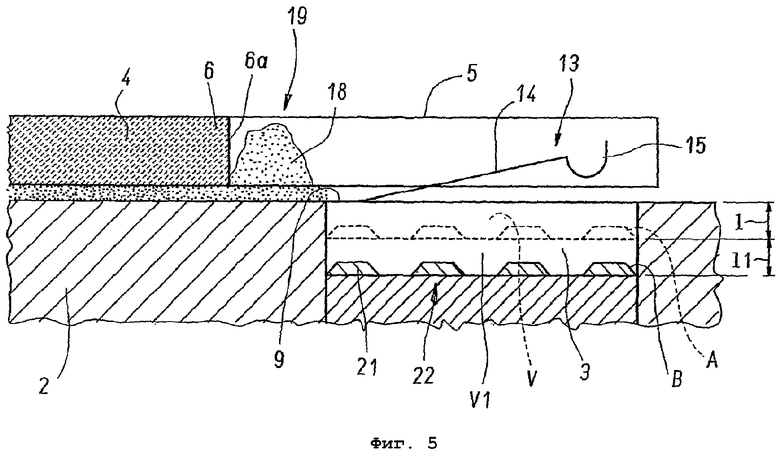
фиг.5 - сечение, аналогичное сечению на фиг.2, показывающее кучу собранного керамического материала перед размещением его внутри полостей пресс-формы для изготовления керамических изделий;
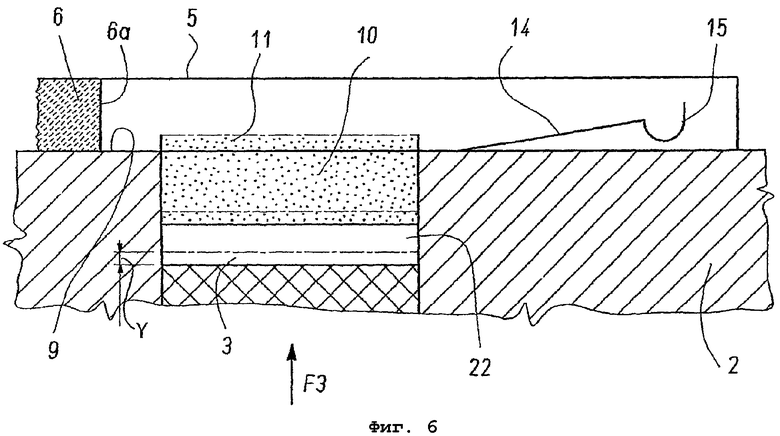
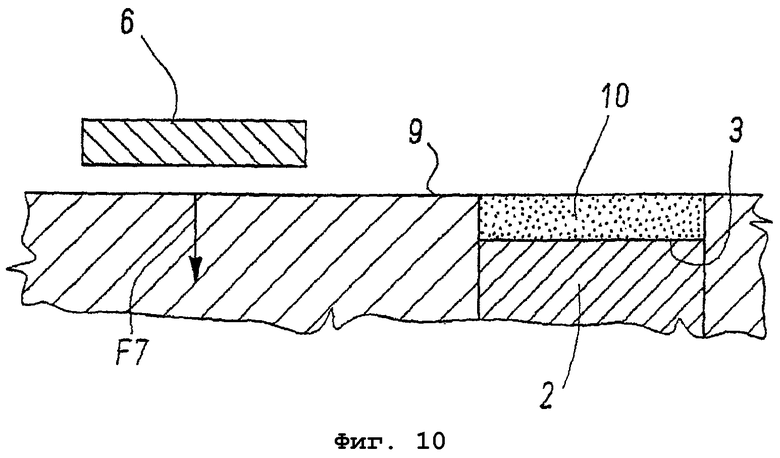
фиг.6 - сечение, аналогичное сечению на фиг.2, показывающее нижний пуансон пресса в опущенном положении и в промежуточном положении при его перемещении в вертикальном направлении;
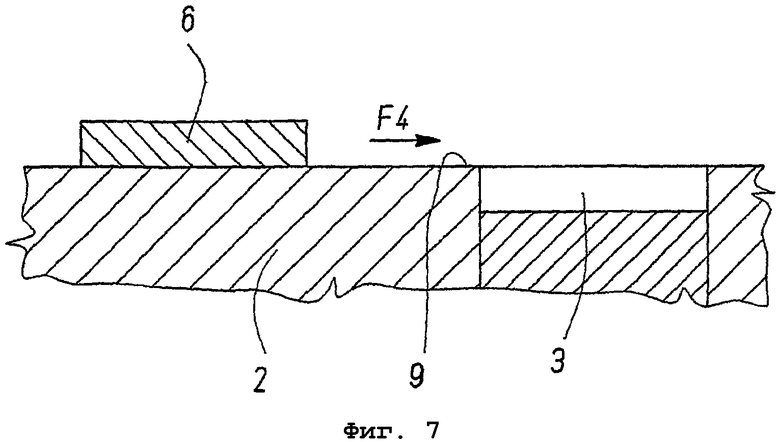
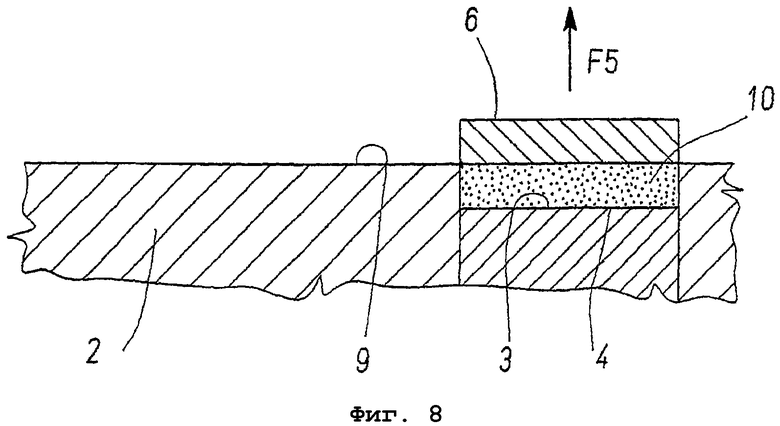
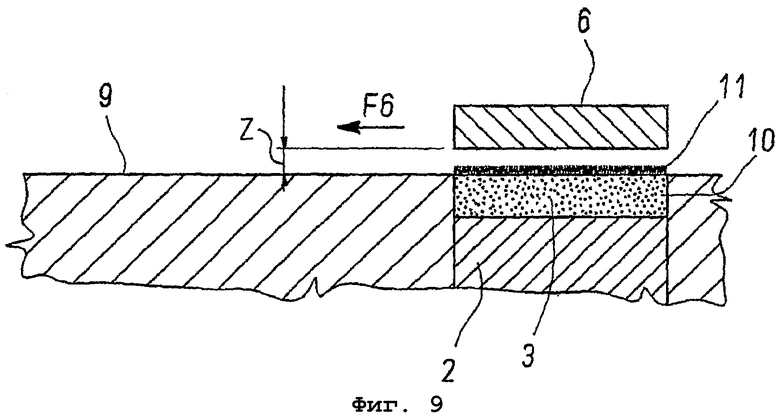
фиг.7-10 - сечения, аналогичные сечению на фиг.2, показывающие полный цикл операций по загрузке и прессованию и показывающие, в особенности на фиг.9, стадию подъема средства для образования слоя, которую выполняют для обеспечения возможности избыточной загрузки полостей;
фиг.11 - сечение, аналогичное сечению на фиг.5, показывающее устройство, выполненное с распределительным средством, предназначенным для распределения вышеуказанной кучи по полости пресс-формы;
фиг.12 - сечение, аналогичное сечению на фиг.2, показывающее вариант осуществления средства для подачи сыпучего материала;
фиг.13 - сечение, аналогичное сечению на фиг.2, показывающее дополнительный вариант выполнения средства для подачи сыпучего материала;
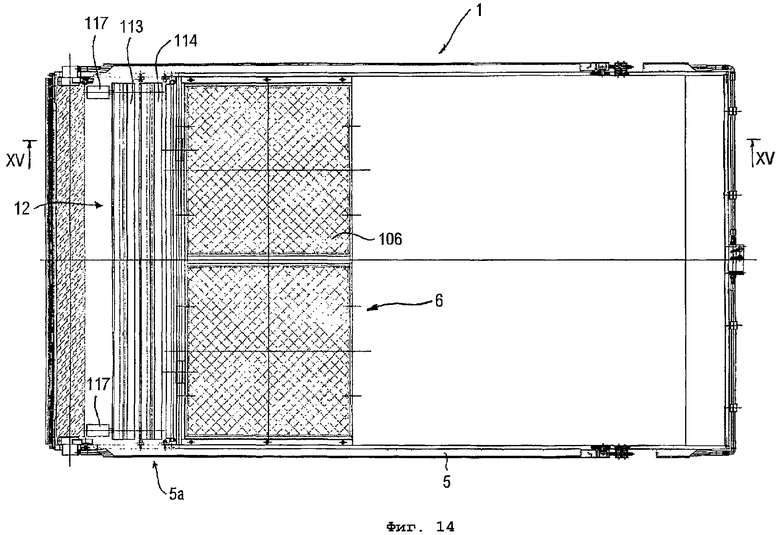
фиг.14 - схематичный вид в плане средства для образования слоя и пластинообразного средства по предпочтительному варианту осуществления устройства согласно изобретению;
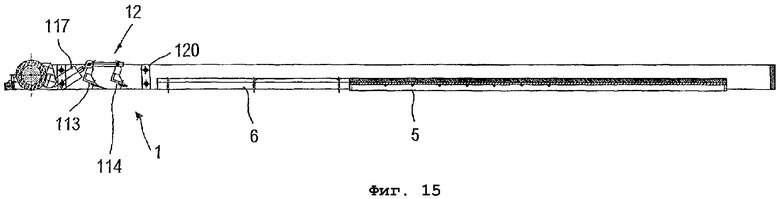
фиг.15 - сечение, выполненное по плоскости XV-XV на фиг.14, показывающее пластинообразное средство в положении съема материала, выступающего из полости пресс-формы для изготовления керамических изделий;
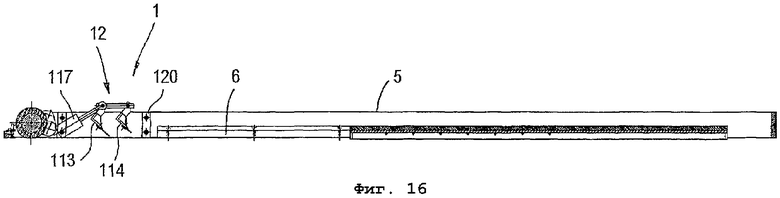
фиг.16 - сечение, аналогичное сечению на фиг.15, показывающее пластинообразное средство в положении выгрузки указанного материала;
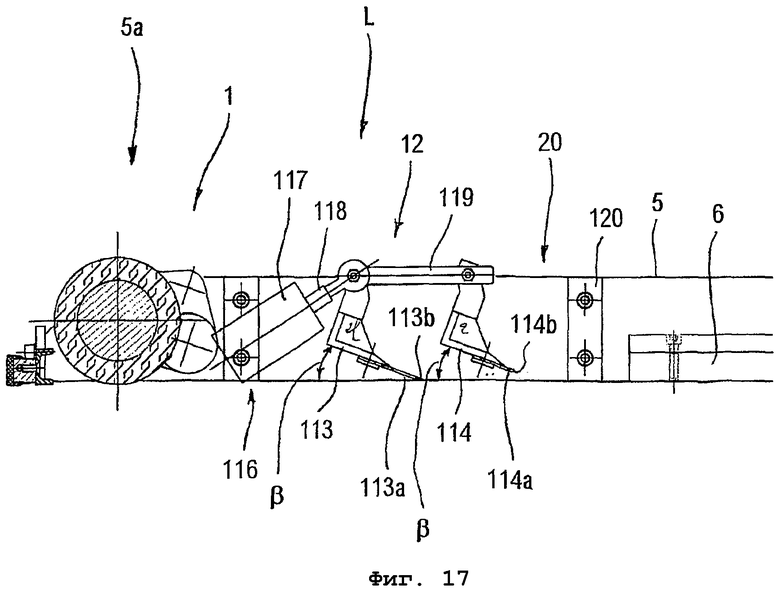
фиг.17 - увеличенный местный вид устройства, показанного в сечении на фиг.15;
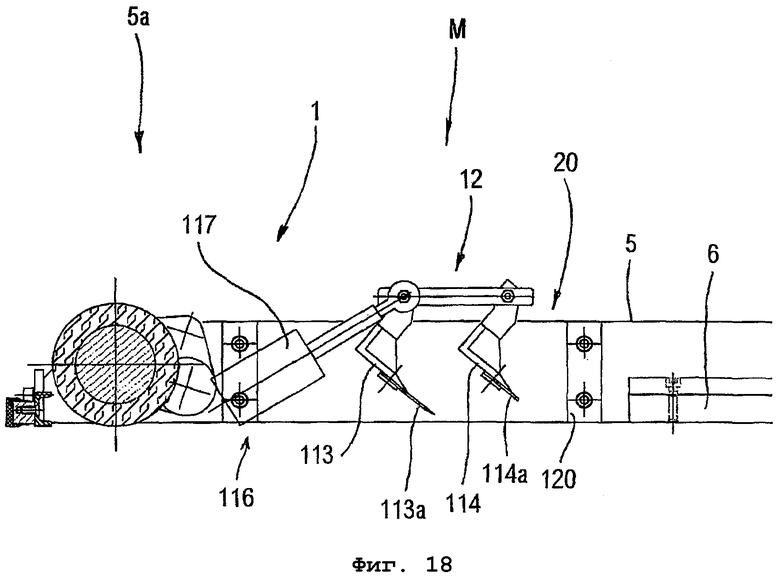
фиг.18 - увеличенный местный вид устройства, показанного в сечении на фиг.16;
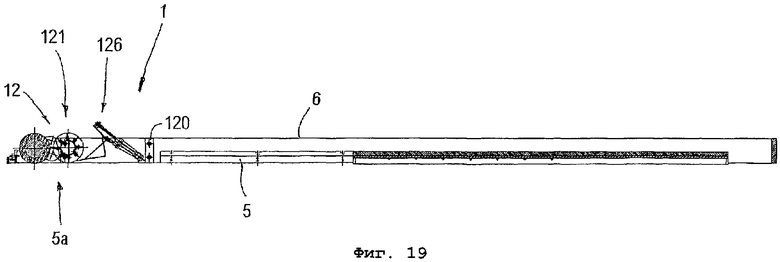
фиг.19 - сечение, аналогичное сечению на фиг.15, показывающее устройство, выполненное с вращающимся пластинообразным средством согласно предпочтительному варианту осуществления;
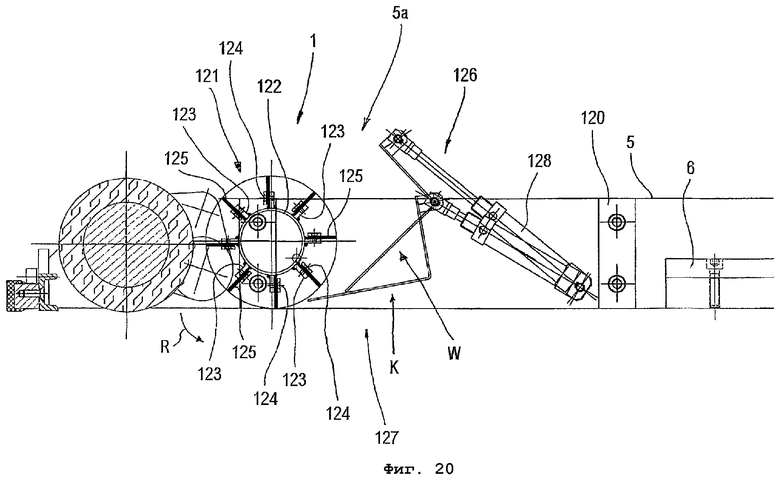
фиг.20 - увеличенный элемент изображения по фиг.19;
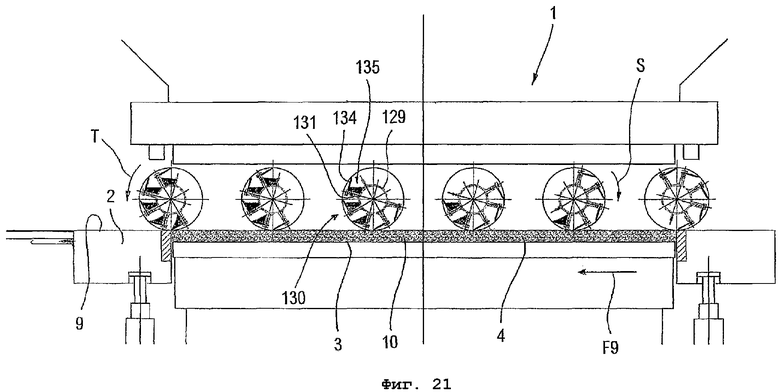
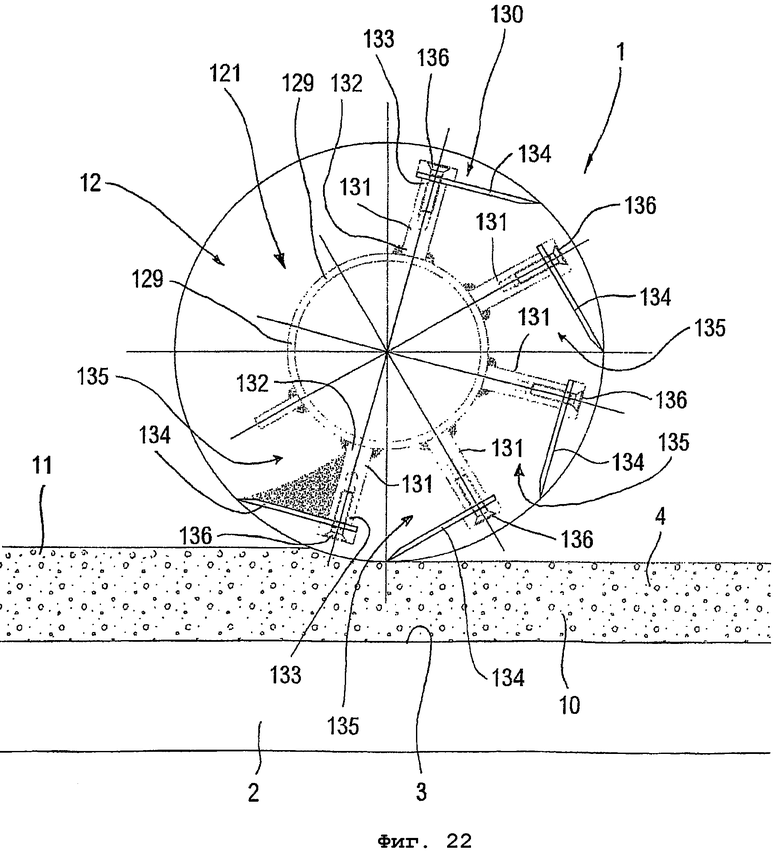
фиг.21 - сечение, аналогичное сечению на фиг.15, показывающее устройство, выполненное с вращающимся пластинообразным средством согласно дополнительному предпочтительному варианту осуществления, показанным в шести последовательных рабочих положениях;
фиг.22 - увеличенный элемент изображения на фиг.21, показывающий вращающееся пластинообразное средство в промежуточном рабочем положении в рамках рабочего цикла.
На фиг.2 показано устройство 1, предназначенное для загрузки пресса для изготовления керамических изделий керамическим материалом 4, например, таким как тонко измельченные порошки, гранулы или хлопья, при этом указанный пресс включает в себя матрицу 2, выполненную с полостями 3, предназначенными для приема указанного керамического материала 4.
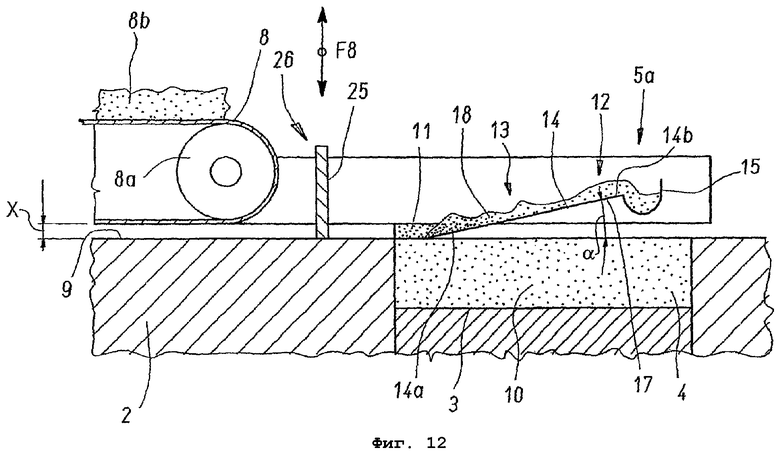
Устройство 1 содержит загрузочную каретку 5, выполненную с объемным контейнером 6 в виде ящика, внутри которого может быть предусмотрена решетка 106 (фиг.14). В альтернативном варианте, как показано на фиг.12 и 13, каретка 5 может быть снабжена воронкой 7, содержащей заданное количество сыпучего керамического материала 7а, или конвейерной лентой 8, натянутой в виде замкнутого транспортера на концевых роликах, из которых показан только ролик 8а, расположенный со стороны ближнего конца. Сверху на конвейерной ленте 8 распределен слой 8b сыпучего керамического материала. Вся конструкция, состоящая соответственно из каретки 5 и объемного контейнера 6 в виде ящика, или воронки 7, или конвейерной ленты 8, далее будет названа "подающим средством".
В соответствии с другими вариантами осуществления, не показанными на фигурах, любая другая система может быть использована для загрузки полостей 3 сыпучим керамическим материалом.
Подающие средства 5, 6 или 5, 7, или 5, 8 выполнены с возможностью совершать возвратно-поступательное движение параллельно плоской поверхности 9 скольжения между задним положением загрузки, в котором керамический материал 4, 7а, 8b соответственно размещают в объемном контейнере 6 в виде ящика, в воронке 7 или на конвейерной ленте 8 с помощью дозирующих средств, которые не показаны на чертежах, и передним положением выгрузки, в котором обеспечивается выгрузка керамического материала 4, 7а, 8b из объемного контейнера 6 в виде ящика, из воронки 7 или с конвейерной ленты 8 в полости 3.
Подающие средства 5, 6, или 5, 7, или 5, 8 не соприкасаются с плоской поверхностью 9 скольжения, а удерживаются на расстоянии Х от нее с помощью поддерживающих средств, которые не показаны: таким образом, керамический материал 4, 7а, 8b не только заполняет полости 3 для образования мягкого основания 10, которое после прессования превращается в керамическую плитку, но также образует верхний слой 11 указанного мягкого основания 10, который выступает наружу из полостей 3.
Мягкое основание 10 и верхний слой 11 состоят из сыпучего керамического материала, который может быть однородным с точки зрения цвета и гранулометрии, может быть расположен по-разному и/или перемешан для получения декоративного элемента орнамента в отформованном изделии, который уже можно будет увидеть на мягком основании и который состоит из любого имеющего неправильную форму, повторяющегося, геометрического или фигурного декоративного элемента орнамента. В передней части 5а подающего средства 5, 6 или 5, 7, или 5, 8 зафиксировано удаляющее средство 12, которое выполнено с возможностью удаления верхнего слоя 11 после заполнения полостей 3.
Удаляющее средство 12 включает в себя пластинообразное средство 13, выполненное со скребковым средством 14, которое имеет первую концевую зону 14а, находящуюся в контакте с плоской поверхностью 9 скольжения, и вторую концевую зону 14b, к которой присоединено удерживающее средство 15, пригодное для приема избыточного керамического материала, который образует верхний слой 11.
Скребковое средство 14 выполнено с возможностью смещения в угловом направлении между положением, в котором оно образует наклонную плоскость 17, и положением, в котором указанное скребковое средство расположено по существу вертикально, при этом указанная наклонная плоскость 17 имеет исключительно пологий скат и образует с плоской поверхностью 9 скольжения угол α, который предпочтительно составляет менее 45°, более предпочтительно от приблизительно 5° до приблизительно 30°.
Предпочтительно, если угол α меньше угла трения материала 4.
Во время перемещения вперед в направлении, обозначенном стрелкой F, каретка 5 обеспечивает загрузку полостей 3 таким образом, чтобы образовать мягкое основание из материала 4 и верхний слой 11.
Во время перемещения каретки 5 назад в направлении, противоположном направлению, обозначенному стрелкой F, пластинообразное средство 13 отделяет верхний слой 11 от мягкого основания 10 для образования части 18, скапливающейся на скребковом средстве 14 и внутри удерживающего средства 15. Таким образом, указанная часть 18 будет сниматься с выходом ее из контакта с керамическим материалом 4, который остается внутри полостей 3, в результате чего избегают возможного повторного перемешивания, которое может привести к повреждению декоративного элемента орнамента, полученного в мягком основании 10.
Как показано на фиг.3, в конце перемещения подающего средства назад скребковое средство 14 будет переводиться в его вертикальное положение, в результате чего часть керамического материала 4 будет выгружаться с образованием кучи 19 в зоне 20 подающего средства перед передним концом 6а объемного контейнера 6 в виде ящика, или воронки 7, или конвейерной ленты 8 в соответствующем возможном варианте.
Как показано на фиг.5, во время последующего перемещения подающего средства вперед материал из кучи 19 будет засыпан в полости 3 до загрузки в указанные полости керамического материала 4, содержащегося в объемном контейнере 6, выполненном в виде ящика. Куча 19 состоит из порошков и/или гранул и/или хлопьев, которые образуют отходы предыдущего цикла загрузки и, следовательно, смешаны вместе произвольным образом.
Материал из кучи 19 вводится в полости 3, и после этого новое мягкое основание 10, имеющее свой собственный декоративный элемент орнамента, будет образовано над указанным введенным материалом из кучи. Порошки из кучи 19, не составляющие часть указанного декоративного элемента орнамента, не оказывают отрицательного влияния на эстетические качества керамического изделия, которое должно быть подвергнуто прессованию, поскольку они используются для образования дальней стороны укладки и ее толщины, и, следовательно, в процессе использования они будут невидимыми для пользователя.
Полости 3 заполняют описанным ниже образом: после удаления отформованной плитки из полости 3 нижний пуансон 22, связанный с полостью, опускают на расстояние l, чтобы перевести пуансон в первое положение А, изображенное пунктирными линиями, при этом указанное расстояние l составляет несколько миллиметров и позволяет образовать внутри полости 3 зону V с объемом, который немного превышает объем кучи 19. После этого каретку 5 приводят в действие, и во время первой стадии перемещения каретки 5 вперед она обеспечивает перемещение керамического материала 4, образующего кучу 19, в зону V таким образом, что данная зона будет заполнена по существу равномерным слоем указанного материала 4.
После этого подающее средство 5 завершает свое движение вперед и останавливается в положении, в котором объемный контейнер 6 в виде ящика будет соответствующим образом расположен у полости 3. В этот момент нижний пуансон 22 опускают на дополнительное расстояние l1 для достижения второго положения В, показанного сплошными линиями, при котором внутри полости 3 образуется дополнительная зона V1 с объемом, позволяющим принять дополнительный керамический материал 4, предназначенный для образования тела основания и видимой лицевой стороны плитки, подлежащей образованию в последующем цикле прессования.
Подающее средство в процессе своего поступательного перемещения вперед стремится вытолкнуть кучу 19 в зону конца полости 3, который расположен дальше от решетки 106, что может вызвать неравномерную загрузку. Однако указанного недостатка в предпочтительном варианте можно избежать путем введения в полости 3 нижних пуансонов 22, выступающих частей 21, которые служат в качестве тормозящих элементов для порошков из кучи 19.
В одном предпочтительном варианте осуществления, показанном на фиг.4, скребковое средство 14 выполнено за одно целое с кареткой 5 и закреплено в положении, в котором оно образует наклонную плоскость 17. В этом случае устройство 1 выполнено с очищающим средством 23, содержащим планку 24, выполненную с возможностью смещения, по меньшей мере, в вертикальном направлении, обозначенном стрелкой F1, и предпочтительно в горизонтальном направлении, обозначенном стрелкой F2, при этом указанная планка, очищая скребковое средство 14, удаляет часть 18 избыточного материала с него.
В альтернативном варианте планка 24 может быть приведена в движение только в вертикальном направлении независимо от движения подающего средства и для выполнения процесса очистки может "использовать" горизонтальное перемещение подающего средства.
В этом случае планка 24 перемещается в вертикальном направлении на наружной опорной конструкции и свободна от подающего средства. Следовательно, планку 24 опускают, когда подающее средство будет полностью отведено, и она обеспечивает удаление керамического материала по мере смещения подающего средства в направлении пресса.
В другом предпочтительном варианте осуществления, показанном на фиг.6, каретка 5 поступательно перемещается в контакте с плоской поверхностью 9 скольжения, и объемный контейнер 6 в виде ящика, образующий одно целое с кареткой 5, обеспечивает загрузку некоторого объема керамического материала 4 в полости 3, при этом указанный объем по существу равен объему полостей 3 и предназначен для образования мягкого основания 10.
После частичного отвода подающего средства, так чтобы объемный контейнер 6 в виде ящика больше не загораживал полости 3, нижние пуансоны 22 поднимают на расстояние Y в направлении стрелки F3 так, что часть мягкого основания 10 будет выступать наружу из полостей 3, что приводит к образованию верхнего слоя 11, который должен быть впоследствии удален.
Как показано на фиг.7-10, в дополнительном предпочтительном варианте осуществления подающее средство совершает свое движение вперед в направлении стрелки F4, сохраняя контакт с плоской поверхностью 9 скольжения. Объемный контейнер 6 в виде ящика, объединенный с подающим средством, содержит такое количество керамического материала 4, которое превышает то количество, которое может содержаться в полостях 3.
В конце перемещения вперед, по меньшей мере, объемный контейнер 6 в виде ящика поднимают в направлении стрелки F5 на расстояние Z для обеспечения возможности образования из керамического материала 4 мягкого основания 10 с верхним слоем 11, который располагается снаружи указанных полостей 3.
Впоследствии, когда объемный контейнер 6 в виде ящика будет удерживаться на некоторой высоте в вертикальном направлении, которая равна расстоянию Z, то есть не будет соприкасаться с плоской поверхностью 9 скольжения, данный контейнер приводят в движение в направлении, показанном стрелкой F6, для выполнения перемещения назад, в конце которого указанный контейнер снова вводят в контакт с плоской поверхностью 9 скольжения, смещая его в направлении, показанном стрелкой F7.
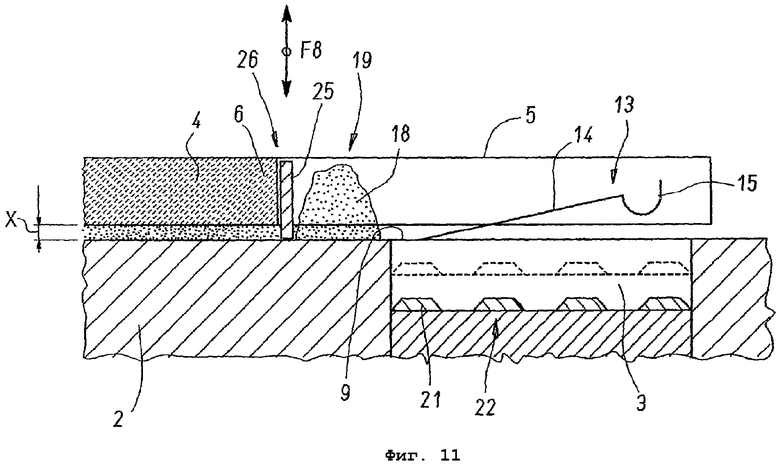
На фиг.11 и 12 показан вариант устройства 1, содержащий распределительное средство 26, установленное между объемным контейнером 6 в виде ящика, или воронкой 7, или конвейерной лентой 8 и скребковым средством 14 и предназначенное для того, чтобы способствовать перемещению части 18 керамического материала 4, которая образует кучу 19, в полости 3.
Распределительное средство 26 содержит толкатель 25, расположенный перед объемным контейнером 6 в виде ящика и соединенный с удерживающим средством, взаимодействующим с толкателем 25 для ограничения полостей, предназначенных для приема куч 19 и направления куч во время последующего перемещения подающего средства 5 вперед. Таким образом, весь материал, образующий часть 18, будет введен в полости 3, и в основном избегают опасности рассеивания материала в зоне, образованной между двумя соседними объемными контейнерами 6 в виде ящиков, или в других зонах плоской поверхности 9 скольжения.
Распределительное средство 26 выполнено с возможностью смещения в вертикальном направлении, обозначенном стрелкой F8, между опущенным положением, в котором указанное распределительное средство находится в контакте с плоской поверхностью 9 скольжения, и поднятым положением, в котором указанное распределительное средство удалено от указанной плоской поверхности 9 скольжения, по меньшей мере, на расстояние Х.
В процессе работы во время перемещения подающего средства 5 назад распределительное средство 26 удерживается в его поднятом положении таким образом, чтобы оно не контактировало с верхним слоем 11, который тем самым будет удаляться и удерживаться скребковым средством 14. В конце перемещения подающего средства назад, распределительное средство 26 переводится в опущенное положение, в котором оно воздействует на кучу 19. В завершение, во время последующего перемещения подающего средства вперед распределительное средство удерживается в опущенном положении для обеспечения возможности оптимальной загрузки полостей 3.
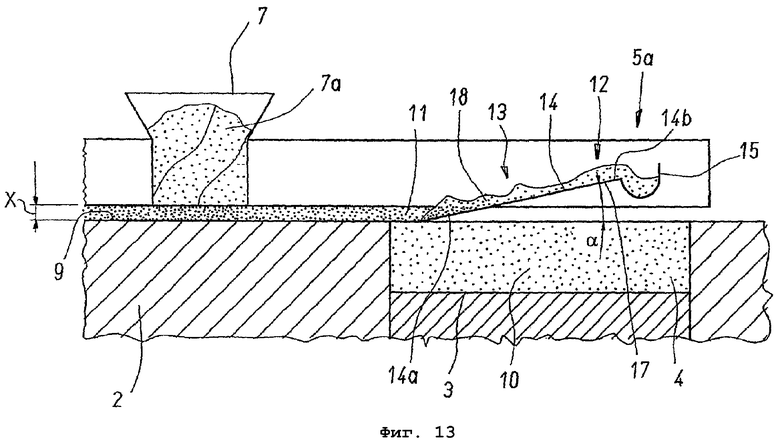
В предпочтительном варианте осуществления устройства 1, показанном на фиг.13, вместо объемного контейнера 6 в виде ящика может быть предусмотрено устройство для удерживания, перемещения и подачи керамического материала, представляющее собой, например, воронку 7.
В другом предпочтительном варианте осуществления устройства 1, показанном на фиг.12, устройство для удерживания и перемещения может представлять собой конвейерную ленту 8.
Подающее средство может быть снабжено выталкивателем, предназначенным для выталкивания прессованных плиток и содержащим элементы, которые служат опорой прессованным плиткам и которые образуют пластинообразные элементы, которые вводятся под край отформованных плиток, когда подающее средство перемещается в направлении матрицы 3.
На фиг.14-18 показан вариант осуществления устройства 1, в котором удаляющее средство 12 содержит скребковое средство 113, выполненное с возможностью взаимодействия с частью верхнего слоя, расположенной ближе к нижней части полостей 3, и дополнительное скребковое средство 114, выполненное с возможностью взаимодействия с дальней частью верхнего слоя, расположенной дальше от нижней части полостей 3.
Скребковое средство 113 и дополнительное скребковое средство 114 соответственно содержат в своей нижней части пластину 113а и дополнительную пластину 114а, выполненные с возможностью захвата и удерживания керамического материала, образующего верхний слой.
Дополнительная пластина 114а выполнена с ее собственным прямолинейным острым концевым краем 114b, расположенным по отношению к плоской поверхности 9 скольжения на некоторой высоте, превышающей высоту расположения соответствующего острого концевого края 113b пластины 113а, который по существу находится в контакте с плоской поверхностью 9 скольжения.
Пластины 113а и 114а присоединены к соответствующему скребковому средству 113 и дополнительному скребковому средству 114 с возможностью отсоединения, так что они могут быть заменены при истирании их концевых краев 113b и 114b.
Таким образом, материал, который образует верхний слой, частично поступает на скребковое средство 113 и частично на дополнительное скребковое средство 114.
Как было указано выше, благодаря наличию скребкового средства 113 и дополнительного скребкового средства 114а можно удалить верхний слой, содержащий значительное количество материала, что позволяет изготавливать керамические плитки или пластины больших размеров.
Скребковое средство 113 и дополнительное скребковое средство 114 выполнены с возможностью смещения между положением захвата [подбора], обозначенным L на фиг.17, при котором они взаимодействуют с указанным верхним слоем, и положением выгрузки, обозначенным М на фиг.18, при котором они обеспечивают выгрузку подобранного керамического материала в зоне 20 сбора, образованной в загрузочной каретке 5 перед объемным контейнером 6 в виде ящика.
На загрузочной каретке 5 рядом с зоной 20 сбора предусмотрен толкатель 120, выполненный с возможностью сталкивания керамического материала, выгруженного скребковым средством 113 и дополнительным скребковым средством 114, в полости 3 во время последующего поступательного перемещения загрузочной каретки 5 из заднего положения загрузки в переднее положение выгрузки.
Кроме того, удаляющее средство 12 содержит приводное средство 116, включающее в себя два пневмоцилиндра 117, расположенных у противоположных концов загрузочной каретки 5 и выполненных с возможностью обеспечения перемещения скребкового средства 113 и дополнительного скребкового средства 114 из положения L захвата в положение М выгрузки, и наоборот.
Каждый пневмоцилиндр 117 выполнен со штоком 118, выполненным с возможностью приведения в движение опорного средства 119, к которому прикреплены скребковое средство 113 и дополнительное скребковое средство.
В положении L захвата пластина 113а и дополнительная пластина 114а расположены относительно плоской поверхности 9 скольжения под углом β, который предпочтительно составляет менее 45° и предпочтительно составляет от приблизительно 5° до приблизительно 30°.
Предпочтительно, если угол β будет меньше угла трения материала 4.
Скребковое средство 113 и дополнительное скребковое средство 114 расположены так, чтобы в положении L захвата образовывать наклонные плоскости, которые проходят наклонно от передней части 5а загрузочной каретки 5 в направлении ее центрального корпуса.
При смещении загрузочной каретки 5 из заднего положения в переднее положение выгрузки объемный контейнер 6 в виде ящика обеспечивает загрузку полостей 3 так, чтобы образовать мягкое основание 10 и верхний слой.
Впоследствии, при смещении загрузочной каретки 5 из переднего положения выгрузки в заднее положение загрузки скребковое средство 113 и дополнительное скребковое средство 114, расположенные в положении L захвата, обеспечивают удаление материала, который образует верхний слой.
Еще позднее, во время последней стадии перемещения загрузочной каретки 5 назад скребковое средство 113 и дополнительное скребковое средство 114 перемещаются в положение М выгрузки, так что в результате этого материал, захваченный ранее, образует две кучи перед толкателем 120.
В альтернативном варианте скребковое средство 113 и дополнительное скребковое средство 114 могут быть перемещены в положение М выгрузки в конце перемещения загрузочной каретки 5 назад: в этом случае материал, выгружаемый ими, будет образовывать две кучи, расположенные в зоне 20 сбора.
После этого материал, удаленный скребковым средством 113 и дополнительным скребковым средством 114, будет размещен в полостях 3 перед заполнением их керамическими материалами, которые образуют дополнительный мягкий слой 10, пригодный для формования керамического изделия, получаемого в следующем цикле прессования.
Как было указано выше, очевидно, что материал, удаленный первым скребковым средством 113 и вторым скребковым средством 114 и представляющий собой тот материал, который будет размещен в нижней части полостей 3, обеспечивает образование той части изделия, которая не будет видна после укладки изделия.
Таким образом, материал, удаленный скребковым средством 113 и дополнительным скребковым средством 114, может быть легко использован повторно, не вызывая ухудшения декоративного элемента орнамента, который в конце цикла прессования будет украшать видимую поверхность вышеуказанного изделия.
Как показано на фиг.19-22, удаляющее средство 12 может представлять собой вращающееся удаляющее средство 121.
В первом варианте конструкции, показанном на фиг.19 и 20, вращающееся удаляющее средство 121 содержит средство 122 в виде вала, установленное с возможностью вращения на передней части 5а загрузочной каретки 5 и приводимое во вращение непоказанным двигателем.
Кроме того, вращающееся удаляющее средство 121 содержит пластинообразные концевые средства 123, выступающие в радиальном направлении от боковой поверхности средства 122 в виде вала и расположенные на одинаковом расстоянии друг от друга в угловом направлении.
Средства 125 в виде шпателей, выполненные с возможностью удаления с мягкого основания 10 частиц, образующих верхний слой, присоединены с возможностью отсоединения к пластинообразным концевым средствам 123, например, с помощью соответствующих крепежных винтов 124.
Собирающее средство 126, выполненное с возможностью приема частиц верхнего слоя, удаленных средствами 125 в виде шпателей, взаимодействует с вращающимся удаляющим средством 121.
Как показано на фиг.20, предусмотрены средства 128 в виде пневмоцилиндров, выполненные с возможностью обеспечения перемещения собирающего средства 126 между положением К захвата, в котором на указанное собирающее средство поступает материал, удаленный средствами 125 в виде шпателей, и положением W выгрузки, в котором указанное собирающее средство обеспечивает выгрузку указанного материала в дополнительной зоне 127 сбора, образованной в загрузочной каретке 5 перед объемным контейнером 6 в виде ящика.
Аналогично варианту осуществления, описанному выше со ссылкой на фиг.14-18, загрузочная каретка 5 снабжена толкателем 120, выполненным с возможностью введения в полости 3 материала, выгруженного в дополнительной зоне 127 сбора.
При смещении загрузочной каретки 5 из заднего положения загрузки в переднее положение выгрузки объемный контейнер 6 в виде ящика обеспечивает загрузку полостей 3 с образованием мягкого основания 10 и верхнего слоя 11.
На данной стадии средство 122 в виде вала удерживается в неподвижном состоянии, то есть оно не вращается.
После этого загрузочную каретку 5 смещают из переднего положения выгрузки в заднее положение загрузки при одновременном обеспечении непрерывного или периодического вращения средства 122 в виде вала в направлении стрелки R.
Таким образом, средства 125 в виде шпателей обеспечивают удаление материала, который образует верхний слой, с мягкого основания 10 и перемещение указанного материала к собирающему средству 125, которое на данной фазе рабочего цикла находится в положении К сбора.
Еще позднее, во время последней стадии перемещения загрузочной каретки 5 назад обеспечивается установка собирающего средства 126 в положении W выгрузки, так что материал, подобранный ранее, будет образовывать слой перед толкателем 120.
В альтернативном варианте собирающее средство 126 может быть установлено в положении W выгрузки в конце перемещения загрузочной каретки 5 назад: в этом случае материал, выгружаемый собирающим средством, будет образовывать кучу, находящуюся в дальней зоне 127 сбора.
В дополнительном варианте конструкции, показанном на фиг.21 и 22, вращающееся удаляющее средство 121 содержит дополнительное средство 129 в виде вала, установленное с возможностью вращения в передней части 5а загрузочной каретки 5 и приводимое во вращение посредством дополнительного двигателя, также не показанного.
Кроме того, вращающееся удаляющее средство 121 содержит L-образные, имеющие вид пластин средства 130, выступающие в радиальном направлении от боковой поверхности дополнительного средства 129 в виде вала и расположенные на одинаковом расстоянии друг от друга в угловом направлении.
Указанные L-образные, имеющие вид пластин средства 130 имеют размер в продольном направлении, по существу равный соответствующему размеру дополнительного средства 129 в виде вала.
L-образные, имеющие вид пластин средства 130 выступают от части дополнительного средства 129 в виде вала, которая расположена по существу с одной и той же стороны по отношению к плоскости, проходящей через продольную ось дополнительного средства 129 в виде вала.
L-образные, имеющие вид пластин средства 130 включают в себя выступающие элементы 131, один конец 132 которых соединен с дополнительным средством 129 в виде вала, при этом на дальнем конце 133 указанных средств 130, противоположном концу 132, имеются пластинообразные элементы 134, проходящие от выступающих элементов 131 в направлении, по существу перпендикулярном к выступающим элементам 131.
Предпочтительно пластинообразные элементы 134 прикреплены к соответствующим выступающим элементам посредством крепежных винтов 136.
Таким образом, пластинообразный элемент 134 взаимодействует с выступающим элементом 131, к которому он присоединен, и в конечном счете с выступающими элементами 131, соседними с выступающим элементом 131, к которому он присоединен, с образованием отсеков 135, предназначенных для приема керамического материала, подобранного пластинообразными элементами 134, как будет подробно описано ниже.
При смещении загрузочной каретки 5 из заднего положения загрузки в переднее положение выгрузки объемный контейнер 6 в виде ящика обеспечивает загрузку полостей 3 с образованием мягкого основания 10 и верхнего слоя 11 избыточного материала.
На данной стадии дополнительное средство 129 в виде вала удерживается в неподвижном состоянии, то есть оно не вращается.
Впоследствии, во время перемещения загрузочной каретки 5 из переднего положения выгрузки в заднее положение загрузки, при котором загрузочная каретка 5 поступательно перемещается в направлении, обозначенном стрелкой F9, L-образные, имеющие вид пластин средства 130 обеспечивают удаление с мягкого основания 10 материала, который образует верхний слой 11.
На данной стадии дополнительный двигатель обеспечивает периодический поворот дополнительного средства 129 в виде вала в угловом направлении, обозначенном стрелкой S.
Таким образом, существует возможность обеспечения надлежащего снятия верхнего слоя с мягкого основания 10 путем согласования скорости смещения загрузочной каретки 5 с периодическим смещением дополнительного средства 129 в виде вала в угловом направлении.
Действительно, существует возможность обеспечения оптимального заполнения каждого отсека 135 перед заполнением последующего отсека. Следовательно, L-образные, имеющие вид пластин средства 130 выполнены с возможностью захвата и удерживания большого количества керамического материала, что позволяет получать керамические плитки или пластины больших размеров.
Во время последней стадии перемещения загрузочной каретки 5 назад, то есть тогда, когда каретка 5 снова переводится в заднее положение загрузки, дополнительное средство 129 в виде вала приводится во вращение в направлении, обозначенном стрелкой Т, которое представляет собой направление, противоположное направлению S периодического поворота в угловом направлении, что позволяет L-образным, имеющим вид пластин средствам 130 обеспечить выгрузку материала, удерживаемого в отсеках 135. Указанный материал образует слой или кучу, который(-ая) во время последующего перемещения загрузочной каретки 5 вперед смещается в полости 3 с помощью дополнительного непоказанного толкателя, соединенного с загрузочной кареткой 5.
Керамический материал, отформованный с помощью устройства согласно изобретению, имеет хорошо видный декоративный элемент орнамента на видимой поверхности материала, при этом не требуется полирование данной поверхности. Тем не менее, если существует необходимость придания большего блеска поверхности изделия, может возникнуть потребность в доводке видимой поверхности, полировании ее или шлифовании ее после обжига.
В этом случае использование способа и/или устройства согласно изобретению обеспечивает возможность существенного сокращения времени обработки и затрат на обработку, поскольку количество керамического материала, подлежащего удалению с отформованных изделий, будет значительно меньше по сравнению с тем количеством, которое имеет место при применении обычных систем.
Изобретение относится к области производства керамических изделий. Устройство содержит средство для образования слоев, предназначенное для образования слоя сыпучего материала, подлежащего прессованию, который имеет базовую часть, содержащуюся в полости пресс-формы, и избыточную часть, которая выступает вверх из указанной полости, удаляющее средство, предназначенное для удаления указанной избыточной части, причем указанному удаляющему средству придана такая форма, которая обеспечивает возможность его взаимодействия с указанной избыточной частью без существенного изменения указанной базовой части. При этом указанное удаляющее средство содержит пластинообразное средство, которое имеет концевую часть, присоединенную к приводному средству в виде вала, и пластинообразный элемент, проходящий по существу перпендикулярно по отношению к концевой части. Способ получения изделий включает в себя образование при помощи устройства слоя сыпучего материала, подлежащего прессованию. Керамическое изделие выполняют с декоративным элементом орнамента, проходящим, по меньшей мере, на определенной части толщины указанного изделия. Технический результат заключается в улучшении качества готового продукта и уменьшении количества образуемых в процессе производства отходов. 4 н. и 52 з.п. ф-лы, 22 ил.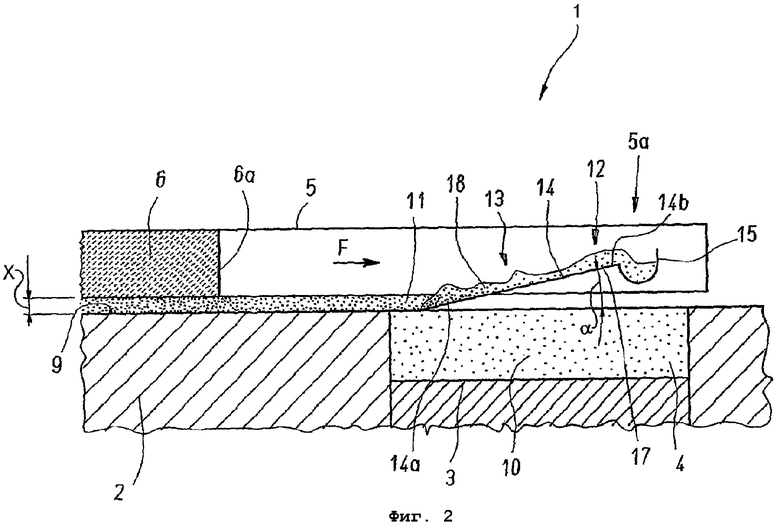
Приоритет по пунктам:
| Т | 0 |
|
SU372241A1 |
| JP 11267891 А, 05.10.1999 | |||
| ОБЪЕМНЫЙ ДОЗАТОР | 0 |
|
SU340541A1 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ | 1992 |
|
RU2038969C1 |
| 1972 |
|
SU409868A1 | |
| Устройство для изготовления двухслойного кирпича из порошковых масс | 1989 |
|
SU1664766A1 |
| 1971 |
|
SU416246A1 | |
| Устройство для загрузки пресс-форм | 1986 |
|
SU1519887A1 |

