Изобретение относится к области изготовления микромеханических устройств, а именно к способам формирования зондов сканирующих зондовых микроскопов, в частности кантилеверов, включающих в себя консоль и иглу.
Известен способ изготовления кантилевера [1]. Он включает: формирование на верхней стороне кремниевой подложки с ориентацией 100 иглообразного выступа анизотропным травлением кремния через локальную нитридную маску, формирование на верхней стороне подложки р-диффузионного слоя диффузией бора, селективное по отношению к р-диффузионному слою анизотропное травление кремния с нижней стороны подложки через локальную маску из нитрида кремния, последующее формирование консолей кантилевера.
Недостатками способа является то, что для получения хорошей селективности при травлении кремния с разным типом проводимости, процесс диффузии бора необходимо проводить до высоких степеней легирования (не менее 1020 см-3). Высокая степень легирования приводит к появлению в кристаллической решетке кремния нескомпенсированных атомов бора и, следовательно, к дефектам при последующих операциях окисления кремния, что отрицательно сказывается на качестве вершины иглы кантилевера. На острие иглы появляются т.н. "рога" (двойные вершины) и "отвертки" (скосы вершин). Кроме того, при формировании р-слоя сформированная игла является маской для диффузии бора. Из-за этого на отражающей поверхности над иглой образуется лунка, которая приводит к потерям при отражении.
Наиболее близким техническим решением является способ изготовления кантилевера [2], который включает: формирование на нижней стороне кремниевой подложки защитного покрытия из нитрида кремния, диффузией фосфора с лицевой стороны подложки формирование глубоко залегающего р-n перехода, глубина которого задается равной сумме длины иглы и толщины консоли, удаление защитного покрытия с обратной стороны подложки, формирование на нижней и верхней сторонах кремниевой подложки защитного покрытия из нитрида кремния, формирование на верхней стороне подложки локальной нитридной маски, анизотропное травление кремния с верхней стороны подложки до формирования на ней иглообразного выступа, формирование локальной маски из нитрида кремния на нижней стороне подложки для глубинного травления кремния и локальной маски из нитрида кремния на верхней стороне подложки для защиты иглы и консоли кантилевера, формирование кремниевой мембраны из n-слоя путем электрохимического травления с обратной стороны пластины с остановкой на р-n переходе, формирование консоли кантилевера из указанной мембраны путем локального анизотропного травления мембраны с двух сторон пластины с использованием маски, защищающей иглу и верхнюю часть консоли, последующее удаление маски.
В данном способе остановка процесса глубинного травления кремния осуществляется автоматически, так как используется электрохимическое травление, которое прекращается при достижении р-n перехода из-за возникающего скачка напряжения [3]. Достаточная степень легирования составляет величину 1015-1016 см-3, что допускает формирование активных структур.
К недостаткам данного способа относятся: отсутствие автоматического контроля толщины консоли, что приводит к разбросу характеристик кантилеверов по пластине, необходимость проведения процесса диффузии фосфора на большие глубины (15-20) мкм, а также отсутствие надежной защиты иглы кантилевера (поскольку при фотолитографии кончик иглы не закрывается полностью фоторезистом), отражается на качестве вершины иглы, что приводит к снижению разрешающей способности кантилевера.
Цель изобретения состоит в получении кантилевера с воспроизводимыми геометрическими параметрами консоли и в повышении разрешающей способности иглы кантилевера.
Поставленная цель достигается тем, что в способе изготовления кантилевера, включающем формирование на верхней поверхности монокристаллической кремниевой подложки КДБ с ориентацией (100) иглы кантилевера методом локального анизотропного травления кремния, локальное электрохимическое травление подложки с обратной стороны до р-n перехода с образованием кремниевой мембраны, формирование консоли кантилевера из указанной мембраны путем локального анизотропного травления мембраны с двух сторон пластины с использованием маски, защищающей иглу и верхнюю часть консоли, предусматриваются следующие отличия: иглу кантилевера формируют перед формированием р-n перехода, при этом глубина n-слоя составляет удвоенную толщину консоли, а маску для локального анизотропного травления мембраны получают методом "взрывной" литографии с использованием нижнего «жертвенного» слоя и верхнего маскирующего слоя из химически малоактивного металла.
При этом при формировании локальной маски для иглы и консоли методом "взрывной" литографии в качестве "жертвенного" слоя используют поликристаллический кремний, а в качестве химически малоактивного металла используют платину.
Предлагаемый способ изготовления кантилевера сканирующего зондового микроскопа, основанный на процессе электрохимического стоп-травления, включает формирование на верхней стороне монокристаллической кремниевой пластины (КДБ) с ориентацией (100) локальной маски для анизотропного травления кремния, формирование иглы кантилевера анизотропным травлением кремния через вышеупомянутую локальную маску до полного удаления локальной маски. Высота иглы определяется размером локальной маски и составляет величину от 14 до 16 мкм. Далее диффузией фосфора с верхней стороны пластины формируется р-n переход. Степень легирования составляет величину 1015-1016 см-3. Глубина залегания р-n перехода соответствует двойной величине консоли кантилевера. Затем на верхней стороне подложки формируется защитная маска для иглы и консоли. Одновременно защитная маска осаждается на нижнюю сторону пластины для последующего глубинного травления кремния. Локальноя маска из защитного слоя для иглы и консоли формировалась методом взрывной литографии. Для этого на верхнюю сторону кремниевой пластины осаждается поликремний, который служит нижним, "жертвенным" слоем при взрывной литографии. Далее из поликремния формируется локальная маска, на которую осаждается химически малоактивный металл и проводится процесс взрывной литографии. Затем на верхней стороне пластины через полученную маску из металла формируется локальная маска из защитного слоя для иглы и консоли кантилевера. Одновременно на нижней стороне пластины формируют локальную маску для анизотропного травления кремния, проводят термическое осаждение алюминия на верхнюю сторону пластины для создания омического контакта к n-кремнию, осуществляют электрохимическое стоп-травление кремния с нижней стороны пластины. Травление прекращается автоматически при достижении n-слоя. При этом образуется кремниевая мембрана заданной толщины (двойная толщина консоли). Формирование консоли кантилевера осуществляют анизотропным травлением кремниевой мембраны с двух сторон пластины, затем удаление металлов и двухслойной защитной маски с иглы и консолей кантилевера.
В предложенном изобретении цель достигается благодаря использованию в технологическом процессе метода взрывной литографии, позволяющего через промежуточную металлическую маску получить на игле и консоли кантилевера защитную локальную маску для анизотропного травления кремния. Прямой фотолитографией невозможно надежно защитить иглу кантилевера, так как фоторезист не закрывает кончик иглы, который подтравливается при дальнейших операциях травления. Однородность геометрических размеров консоли кантилевера в данном способе достигается возможностью контроля толщины консоли при анизотропном травлении с двух сторон пластины предварительно изготовленной кремниевой мембраны заданной толщины.
Способ изготовления кантилевера иллюстрируется фиг.1-15, где приведены поперечные структуры на разных этапах формирования кантилевера.
На фиг.1 представлено сечение пластины (1) после нанесения на нее двухслойной маски на основе окисла (2) и нитрида кремния (3) с двух сторон пластины.
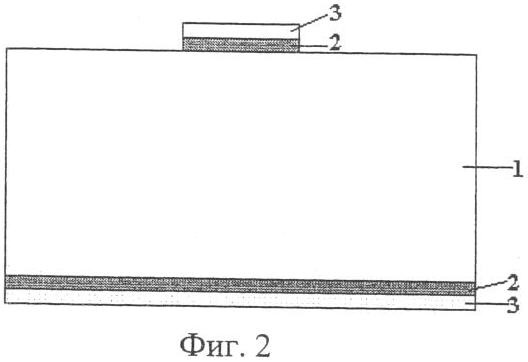
На фиг.2 представлено сечение пластины (1) со сформированной на верхней стороне локальной двухслойной маской из окисла (2) и нитрида кремния (3).
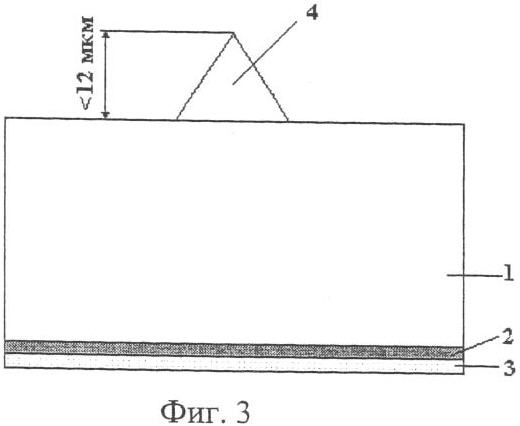
На фиг.3 представлено сечение пластины (1) после формирования иглы кантилевера (4).
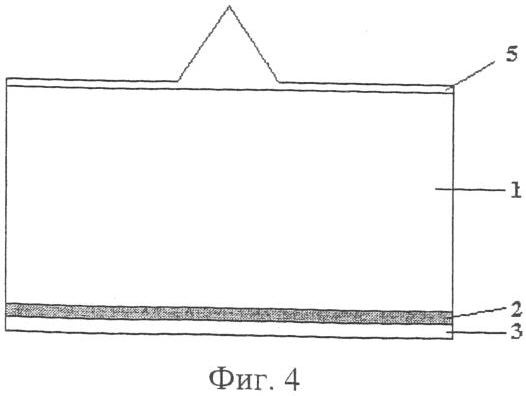
На фиг.4 представлено сечение пластины (1) после проведения процесса диффузии фосфора (5).
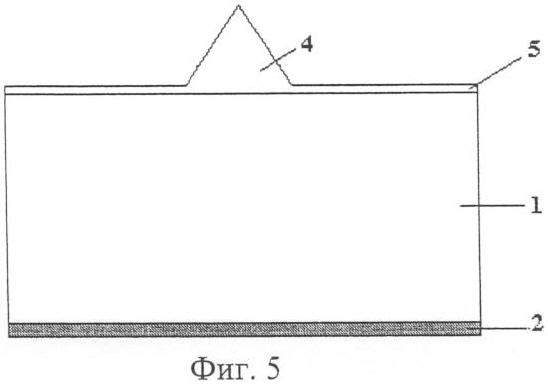
На фиг.5 представлено сечение пластины (1) после удаления с нижней стороны пластины нитрида кремния (3).
На фиг.6 представлено сечение пластины (1) с нанесенными на верхнюю сторону защитной двухслойной маски из окисла (2) и нитрида кремния (3) и слоя поликремния (6).
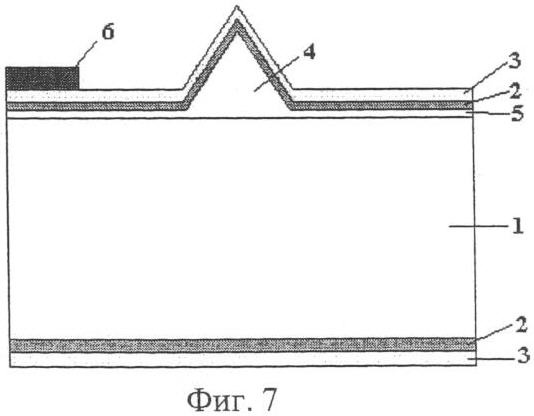
На фиг.7 представлено сечение пластины (1) с локальной маской из поликремния (6).
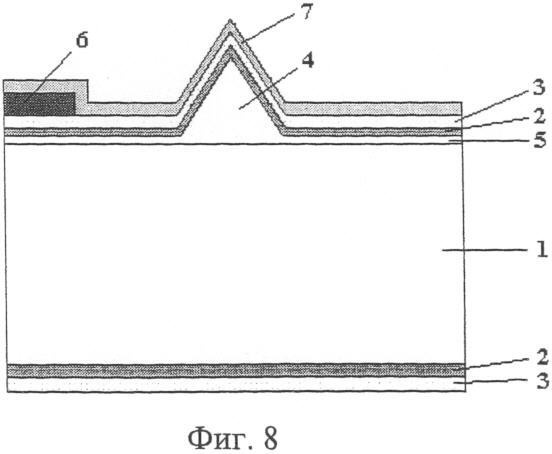
На фиг.8 представлено сечение пластины (1) с напыленным на верхнюю сторону металлом (7).
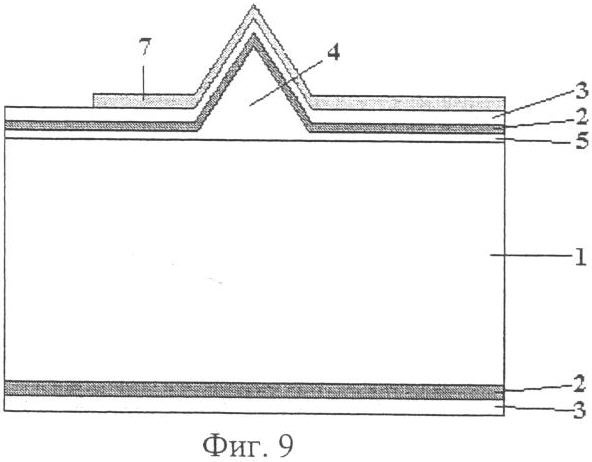
На фиг.9 представлено сечение пластины (1) после проведения процесса взрывной литографии.
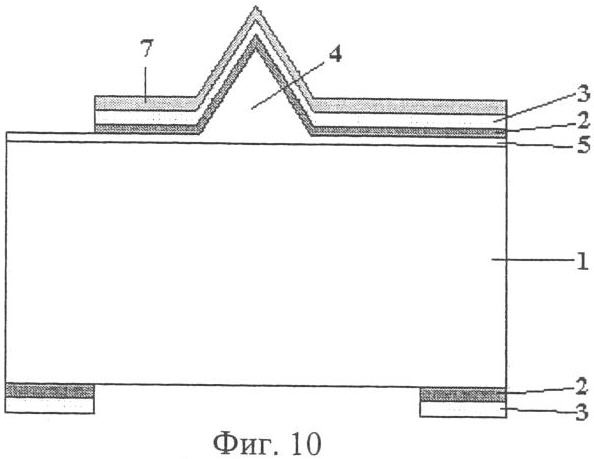
На фиг.10 представлено сечение пластины (1) после удаления через металлическую маску (7) защитных слоев из окисла (2) и нитрида кремния (3) с верхней стороны пластины и локальную маску с нижней стороны пластины.
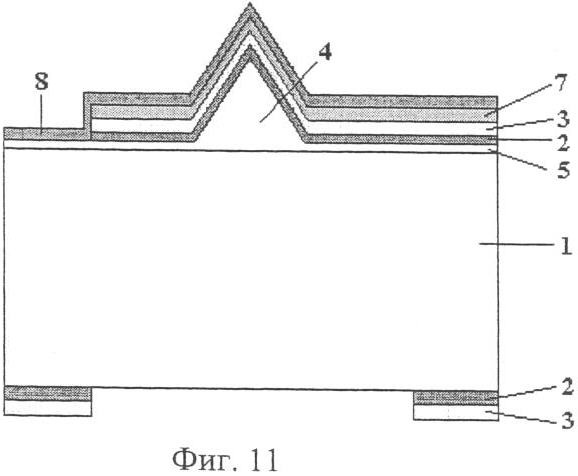
На фиг.11 представлено сечение пластины (1) с термически осажденным алюминием (8).
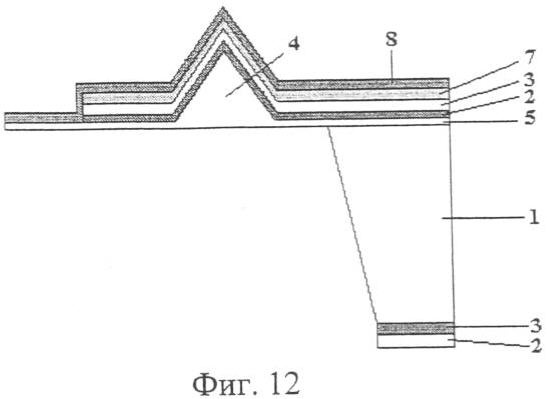
На фиг.12 представлено сечение пластины (1) после проведения процесса электрохимического стоп-травления - формирования мембраны (5).
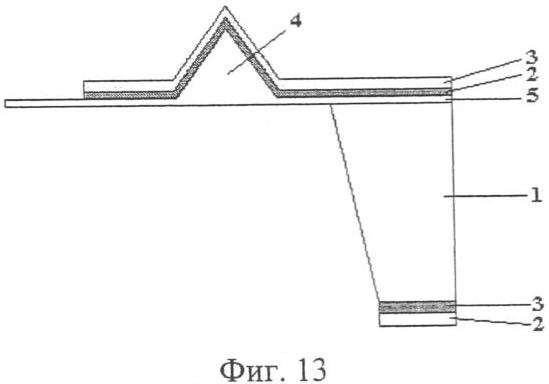
На фиг.13 представлено сечение пластины (1) после удаления металлических слоев.
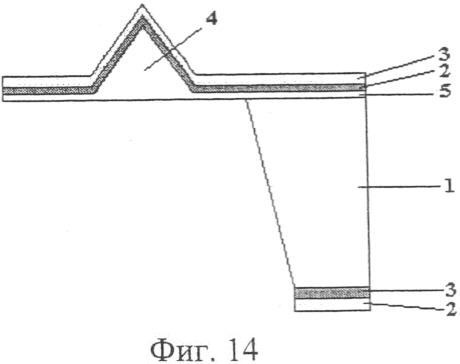
На фиг.14 представлено сечение пластины (1) после удаления мембраны анизотропным травлением кремния с двух сторон пластины.
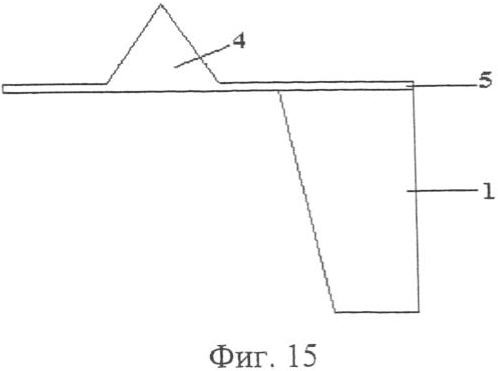
На фиг.15 представлено сечение пластины (1) с полученными иглой (4) и консолью (5) кантилевера после снятия защитной маски.
Пример реализации способа
Для изготовления кантилевера использовалась монокристаллическая кремниевая пластина КДБ-12 (1 на фиг.1) с ориентацией (100). Термическим окислением с двух сторон пластины формировался защитный слой окисла толщиной 0,3 мкм (2 на фиг.1). На него осаждением в газовой фазе наносился нитрид кремния (3 на фиг.1) толщиной 0,1 мкм. Фотолитографией из двухслойного покрытия формировалась локальная маска на верхней стороне пластины. В пересыщенном растворе гидроокиси калия при температуре 130°С проводилось анизотропное травление кремния с верхней стороны пластины до стравливания окисла кремния (нижний слой локальной маски). При этом нитрид кремния (верхний слой локальной маски) соскальзывает с полученной иглы высотой не менее 12 мкм (4 на фиг.3.). Далее диффузией фосфора с верхней стороны пластины в кремнии формировался n-слой с глубиной залегания фосфора 4 мкм и с поверхностной концентрацией 1016 см-3 (5 на фиг.4). Затем жидкостным травлением в ортофосфорной кислоте с нижней стороны пластины удалялся защитный слой нитрида кремния (фиг.5). Термическим окислением при температуре 1100°С на верхней стороне пластины формировался слой окисла кремния толщиной 0,3 мкм (2 на фиг.6). Осаждением в газовой фазе при пониженном давлении на обеих сторонах пластины формировался слой нитрида кремния толщиной 0,1 мкм (3 на фиг.6). Осаждением в газовой фазе на двухслойной маске на верхней стороне пластины формировался слой поликремния толщиной 0,6 мкм (6 на фиг.6).
Фотолитографией на верхней стороне пластины формировалась локальная маска из поликремния (6 на фиг.7). Магнетронным распылением на верхнюю сторону пластины наносился слой платины толщиной 0,2 мкм. (7 на фиг.8). Химическим травлением в 30% растворе гидроокиси калия на верхней стороне пластины формировалась локальная маска из платины (7 на фиг.9). Плазмохимически через локальную маску на верхней стороне пластины вскрывался n-кремний (удалялся слой нитрида и окисла кремния) (5 на фиг.10), и одновременно с нижней стороны пластины удалялся нитрид и окисел кремния (фиг.10) (вскрытие окон для глубинного травления кремния). Далее на верхнюю сторону пластины термически осаждался алюминий для получения омического контакта при электрохимическом травлении р-кремния (8 на фиг.11). Электрохимическим стоп-травлением в 30% водном растворе гидроокиси калия при температуре 90°С формировалась кремниевая мембрана толщиной 4 мкм (5 на фиг.12). Металлические слои с верхней стороны пластины удалялись химическим травлением в растворах соляной и азотной кислоты (фиг.13). Через полученную двухслойную маску из окисла и нитрида кремния на игле кантилевера проводилось анизотропное травление кремниевой мембраны с двух сторон пластины одновременно в 30% растворе гидроокиси калия до появления открытых отверстий (фиг.14). Затем жидкостным травлением сначала в ортофосфорной, затем в растворе, содержащем фтористоводородную кислоту, удалялась двухслойная локальная маска с двух сторон кремниевой пластины (фиг.15).
В результате получен кантилевер с иглой, имеющей радиус скругления менее 10 нм, угол при вершине не более 22°, и точно воспроизводимыми геометрическими параметрами консоли. Кантилевер с такими параметрами обладает хорошим разрешением, что позволяет значительно расширить возможности применения сканирующих зондовых микроскопов, включая исследование объектов для нанотехнологии, молекулярной электроники, биологических систем.
Литература
1. Патент RU №2121657, кл. G01В 15/00, H01J 37/28.
2. Быков В.А. Микромеханика для сканирующей зондовой микроскопии и нанотехнологии. Микросистемная техника, N1, 2000, 21-32.
3. Е.И.Иващенко, Ю.Б.Цветков. Микросистемная техника, N1, 2000, 16-20.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЗМ-НАНОСЕНСОРОВ МЕТОДОМ ЭЛЕКТРОННОЙ СТИМУЛЯЦИИ | 2009 |
|
RU2402022C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С НАНОСТРУКТУРАМИ ДЛЯ ЛОКАЛЬНЫХ ЗОНДОВЫХ СИСТЕМ | 2015 |
|
RU2619811C1 |
| Способ изготовления микроигл и массива микроигл | 2017 |
|
RU2677491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ КАНТИЛЕВЕРОВ ДЛЯ СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 2004 |
|
RU2340963C2 |
| СПОСОБ ФОРМИРОВАНИЯ КАНТИЛЕВЕРА СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 1997 |
|
RU2121657C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНТИЛЕВЕРА СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 1997 |
|
RU2125234C1 |
| КАНТИЛЕВЕР С КРЕМНЕВОЙ ИГЛОЙ КОМПЛЕКСНОЙ ФОРМЫ | 2020 |
|
RU2759415C1 |
| Способ формирования объемных элементов в кремнии для устройств микросистемной техники и производственная линия для осуществления способа | 2022 |
|
RU2794560C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦЫ МЭМС МИКРОЗЕРКАЛ | 2024 |
|
RU2832493C1 |
| Способ изготовления чувствительных элементов газовых датчиков | 2017 |
|
RU2650793C1 |

Изобретение относится к области изготовления микромеханических устройств, а именно к способам формирования зондов сканирующих зондовых микроскопов, в частности кантилеверов, состоящих из консоли и иглы. Сущность изобретения: в способе изготовления кантилевера, включающем формирование на верхней поверхности монокристаллической кремниевой подложки КДБ с ориентацией (100) иглы кантилевера методом локального анизотропного травления кремния, формирование на верхней стороне подложки р-n перехода, локальное электрохимическое травление подложки с обратной стороны до р-n перехода с образованием кремниевой мембраны, формирование консоли кантилевера из указанной мембраны путем локального анизотропного травления мембраны с двух сторон пластины с использованием маски, защищающей иглу и верхнюю часть консоли, иглу кантилевера формируют перед формированием р-n перехода, при этом глубина n-слоя составляет удвоенную толщину консоли, а маску для локального анизотропного травления мембраны получают методом "взрывной" литографии с использованием нижнего «жертвенного» слоя и верхнего маскирующего слоя из химически малоактивного металла. Способ позволяет получить кантилевер с воспроизводимыми геометрическими параметрами консоли и повышенной разрешающей способностью иглы. 2 з.п. ф-лы, 15 ил.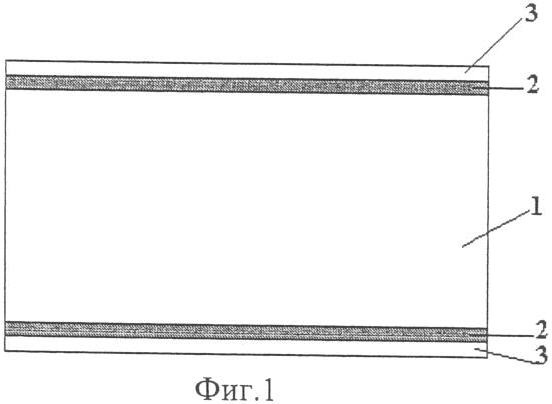
| В.А.Быков | |||
| Микромеханика для сканирующей зондовой микроскопии и нанотехнологии | |||
| Микросистемная техника, №1, 2000, с.16-20 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНТИЛЕВЕРА СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 1997 |
|
RU2125234C1 |
| СПОСОБ ФОРМИРОВАНИЯ КАНТИЛЕВЕРА СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 1997 |
|
RU2121657C1 |
| RU 2004126114 A, 27.02.2006 | |||
| US 5811017 A, 22.09.1998 | |||
| US 7119332 B2, 10.10.2006. | |||

