Область техники
Настоящее изобретение относится к ядерному топливу с высокой плотностью расщепляющегося материала и способу его изготовления.
Уровень техники
Рабочие характеристики экспериментальных реакторов, определяемые потоком нейтронов, прямо зависят от характеристик топлива. Последние ограничены количеством расщепляющихся материалов, которое может содержаться в топливе, а именно, плотностью расщепляющегося материала в нем и его однородностью, которые должны быть настолько высокими, насколько это возможно; они также ограничены его способностью к эффективному обмену тепла, производимого во время расщепления, с охладителем первичного контура и при этом без достижения слишком высоких температур, способных повредить топливо. Наконец, должен быть обеспечен отвод газообразных продуктов расщепления.
Что касается плотности расщепляющегося материала в топливе, то количественно ее определяют в граммах на см3. Если расщепляющийся материал - это уран, единицу плотности записывают как гU/см3, т.е. грамм урана на см3.
В экспериментальных реакторах используют, в основном, пластинчатое топливо, но также и топливо крестообразной формы.
Пластины для пластинчатого топлива изготавливают совместной прокаткой смеси порошков расщепляющегося материала (урана, плутония, америция или их сплавов) и какого-либо пластичного металла, например, алюминия, циркония или меди. На практике они чаще всего составлены из сплава урана (например, UA1 или UMo, которые пластичны, U3Si2, ...) и алюминиевого порошка между двумя алюминиевыми пластинами. Если сплав недостаточно пластичен, как, например, U3Si2, необходимо увеличить долю порошка пластичного металла. Этот способ является объектом многочисленных разработок с целью повышения удельной плотности урана в топливе (см. документ [1]), поскольку этот параметр рассматривают в качестве определяющего при определении рабочих характеристик реакторов. Однако таким методом нельзя прокатывать смесь, имеющую в своем составе более 50% по объему сплава урана. Например, для пластинчатого топлива, изготовленного совместной прокаткой смеси порошков урана и алюминия, невозможно существенно увеличить содержание расщепляющихся материалов, поскольку, согласно способу, уран необходимо смешивать как минимум с 50% по объему алюминия для получения требуемой пластичности. Кроме того, применение алюминия во избежание коррозии ограничивает максимально допустимую температуру, примерно 150°С. Вследствие этого увеличение плотности урана было достигнуто, в основном, в результате поиска сплавов, имеющих высокое содержание урана. Так, в реакторах использовали последовательно сплавы UAl, UO2, U3Si2, и теперь UMo, позволяющие надеяться достичь соответственно плотностей 2 гU/см3, 2 гU/см3, 6 гU/см3 и для UMo 8 гU/см3. Эти значения соответствуют теоретическим значениям в идеальных условиях, уменьшенным на некоторый коэффициент, учитывающий погрешности при изготовлении. Для трех первых сплавов, достаточно хорошо известных в промышленности, эти уменьшенные значения соответствуют действительно полученным значениям. Но они отличаются для более позднего сплава, такого как UMo: теоретическое значение в идеальных условиях составляет от 14 до 15 гU/см3, значение, уменьшенное на коэффициент, учитывающий известные погрешности при изготовлении, должно было бы быть около 8 гU/см3, но полученное на практике значение заключено между 2 и 2,5 гU/см3.
Топливо крестообразной формы (см. документ [2]) изготавливают спеканием смеси порошков урана, оксида урана (UO2) и других, в основном, состоящих из меди, которые обеспечивают требуемую пластичность. Смесь в виде порошка, перемешанную как можно более однородно, помещают затем внутрь трубки из пластичной нержавеющей стали. После заполнения эту трубку деформируют в результате последовательных проходов роликов до придания ей желаемой крестообразной формы. Затем ее разрезают на отрезки определенной длины для образования защитной оболочки.
Для топлива крестообразной формы форма креста обеспечивает хороший обмен с теплоносителем, а использование нержавеющей стали в качестве защитной оболочки делает такое топливо мало чувствительным к повышению температуры. Следовательно, это топливо потенциально хороший кандидат, с точки зрения повышения рабочих характеристик экспериментальных реакторов, при условии повышения в нем плотности урана. Обычно такое топливо образуют смесью порошков U, UO2 и порошка меди, и плотность его расщепляющегося материала составляет только 2 гU/см3. Заменяя порошок UO2 на порошок UMo и увеличивая долю UMo, можно было бы достичь уменьшенной теоретической плотности от 8 до 10 гU/см3. Но на практике, реализуя документ [2], получают только значения порядка 2,2-2,5 гU/см3. По-видимому, трудно превысить эти значения, используя порошковую технологию.
Настоящее изобретение исходит из задачи, касающейся повышения плотности топлива, предназначенного для экспериментальных реакторов. Из уровня техники следует, что идеальное топливо с точки зрения рабочих характеристик и поведения в условиях радиации должно иметь следующие характеристики:
- плотность (теоретическая) порядка 14-15 гU/см3,
- зерна урана или сплавов урана порядка 50-150 мкм окружены дополнительным материалом для улучшения теплопроводности и ограничения разбухания вследствие радиации,
- пористость топлива в несколько процентов, распределенная равномерно для отвода газообразных продуктов распада.
На практике пластинчатое топливо едва ли может превзойти 6 гU/см3, и топливо крестообразной формы ограничено примерно третью от этого значения.
Сущность изобретения
Цель изобретения - получить ядерное топливо с высокой плотностью расщепляющегося материала, имеющее, кроме того, хорошее поведение в условиях радиации и обеспечивающее хороший отвод газообразных продуктов распада. Под "хорошим поведением в условиях радиации" понимают, в частности, хорошую стабильность геометрических размеров и хорошую передачу тепла.
Эта цель достигается посредством ядерного топлива с повышенной плотностью расщепляющегося материала, отличающегося тем, что оно по форме представляет собой сборки из элементарных нитей, большая часть которых образована из расщепляющегося материала, причем вышеупомянутые элементарные нити собраны путем скручивания в жгут, плетения или ткачества, и вышеупомянутая сборка помещена в пластичную и не окисляющуюся оболочку, причем эти элементарные нити уплотнены в результате деформирования вышеупомянутой оболочки, и элементарные нити из расщепляющегося материала достаточно тонкие для того, чтобы обеспечить приспосабливание геометрических размеров топлива к радиационным условиям во время ядерного сгорания и отвод газообразных продуктов расщепления.
Преимущественно оболочку деформируют до тех пор, пока свободное пространство между элементарными нитями не будет составлять от 3 до 15% внутреннего сечения оболочки после деформирования.
Другими словами, такие характеристики как высокая плотность расщепляющегося материала, хорошее поведение в условиях радиации и хороший отвод газообразных продуктов распада получены приданием расщепляющемуся материалу формы элементарных тонких нитей, причем эти нити объединены с элементарными нитями из другого металла, улучшая пластические свойства или поведение в условиях радиации, причем пучок этих нитей получен путем плетения или скручивания в жгут и окружен оболочкой из мягкого не окисляющегося металла (играющего роль защитного кожуха), который деформирован таким образом, чтобы элементарные нити были уплотнены и слегка деформированы, сохраняя между собой только малое свободное пространство. Элементы, собранные таким образом, называют "карандашами", если оболочка из мягкого металла - трубка. Поскольку цель изобретения - повышение плотности расщепляющегося материала, то большинство элементарных нитей - нити из расщепляющегося материала.
Отметим, что диаметр элементарных нитей и их уплотнение в пластичном защитном не окисляющемся кожухе выбран таким образом, чтобы топливо хорошо приспосабливалось к условиям радиации во время ядерного горения и чтобы легко отводились газообразные продукты расщепления.
Согласно варианту реализации способа деформирование оболочки осуществляют так, чтобы сечение элементарных нитей было деформировано и чтобы сечения двух последовательных волокон были адаптированы одно к другому.
Преимущественно расщепляющиеся материалы выбирают из группы, включающей уран, плутоний, америций, их сплавов или комбинацию из нескольких этих элементов.
Преимущественно вышеупомянутые сплавы выбирают из группы, содержащей UMo и UAl.
Предпочтительно расщепляющийся материал - это сплав UMo, содержащий примерно 8% по массе молибдена.
Отметим, что пластичный и не окисляющийся металл оболочки - это преимущественно нержавеющая сталь 316 L или 316 LN.
Такие сплавы как UO2 или U3Si2, широко используемые в виде порошков, не могут быть использованы для реализации изобретения из-за малой пластичности, что не позволяет изготавливать из них нити.
Преимущественно элементарные нити имеют диаметр от 10 мкм до 100 мкм, причем их первоначальное сечение - круглое. Во всяком случае, они уплотнены в результате уменьшения внутреннего объема защитной оболочки (прокатка, обкатка роликом) после заполнения "плетеной" сборкой. Это уплотнение предусмотрено для оптимизации плотности топлива, но также и для улучшения передачи тепла, приспосабливания геометрических размеров, радиационного излучения и улучшения отвода газообразных продуктов расщепления. Это уплотнение приводит к легкому раздавливанию нитей, делая их сечения слегка полигональными, что существенно улучшает передачу тепла. Более точно, под слегка полигональным сечением понимают то, что в зоне контакта двух выпуклых поверхностей, прижатых одна к другой, возникают местные деформации, приводящие к их сплющиванию и более плотному прилеганию одной к другой. Количественно это уплотнение можно оценить долей пустоты, существующей в поперечном сечении, в процентах, которая имеет значение порядка от 3 до 15% и, преимущественно, 10%.
Согласно одному варианту способа реализации сборка состоит только из нитей одного и того же состава.
Согласно другому варианту способа реализации сборка состоит из элементарных нитей разного состава.
Другими словами, элементарные нити все могут быть образованы из расщепляющихся материалов, но они также могут быть соединены с элементарными нитями из другого металла, улучшая пластические свойства или поведение ядерного топлива в условиях радиации.
Предпочтительным образом сборка содержит от 60 до 90% по объему нитей из UMo, от 3 до 15% пустого пространства и оставшаяся часть - нити из других материалов. Другими словами, от 60 до 90% площади внутреннего поперечного сечения оболочки занято нитями из сплава UMo, от 3 до 15% свободно и оставшаяся часть - нити из других материалов. В частном случае, когда это процентное соотношение достигает 90% и когда свободное пространство составляет 10%, используемые нити полностью состоят из UMo.
Согласно первому частному случаю нити имеют одинаковый диаметр.
Согласно второму частному случаю нити имеют разные диаметры.
Преимущественно сборка элементарных нитей имеет форму плетеного жгута.
Согласно одному варианту сборка элементарных нитей имеет форму канатной пряди.
Преимущественно канатная прядь - это составная канатная прядь без центральной пряди.
Согласно одному варианту сборка элементарных нитей - это результат ткачества.
Потребность придавать этим металлам форму нитей заключается в возможности с выгодой использовать преимущества металла как такового (плотность, теплопроводность, легкость формообразования...) без неудобств металла в массивном состоянии в форме пластинок или прутков (разбухание в условиях радиации...). Действительно, известно, что разбухание в условиях радиации сплавов урана вызвано, в частности, невозможностью для газа, выделяющегося при расщеплении, перемещаться в глубине пластинки или прутка, в то время как в нитях, если они достаточно тонкие, продукты расщепления могут достигать поверхности и выходить в пространство между нитями, из которого возможно более прямое и более быстрое их удаление, чем из пористых материалов. Исключены также недостатки порошков или объектов, изготовленных из порошков: необходимость определенной пластичности, требующей существенной добавки нерасщепляющихся материалов, необходимость окончательной однородности.
Существование большого числа элементарных нитей облегчает получение регулярных и функционально однородных сборок из различных составляющих (смешанные топлива) или модифицирование свойств самого топлива, добавляя в сборку нити добавляемых металлов, улучшая пластические свойства или поведение в условиях радиации. Имеется также возможность смешивать определенным и управляемым образом нити различной природы, так как они в таком металлургическом состоянии, которое позволяет применение сборки, называемой "плетеная", что означает в идущем далее тексте как плетеную сборку в собственном смысле слова, так и сборку, получаемую простым или составным скручиванием.
Когда сборка получена скручиванием, желательно не помещать центральный жгут по нейтральной линии сборки для сохранения однородности этой сборки и облегчения приспосабливания геометрических размеров к явлениям расщепления при ядерном горении.
Другое преимущество изобретения базируется на непрерывной форме свободного пространства в виде микроканалов между элементарными нитями, что способствует быстрому отводу газообразных продуктов расщепления. Согласно уровню техники пористость допускает некоторый отвод, но сообщение между свободными микропространствами в очень большой степени случайно и менее прямое. Такой отвод еще более упрощается, если центральный жгут отсутствует.
Настоящее изобретение также охватывает все сборки в виде карандашей ядерного топлива, описанные ранее.
Другим объектом изобретения является способ получения ядерного топлива, описанного выше.
Этот способ включает следующие этапы:
- изготовление элементарных нитей определенного состава, из которых большая часть - это нити из расщепляющегося материала,
- изготовление, по меньшей мере, одной сборки из вышеупомянутых нитей,
- помещение сборки в не окисляющуюся и пластичную оболочку,
- придание формы вышеупомянутой наполненной оболочке.
Преимущественным образом способ содержит следующие этапы:
a) формирование тонких и однородных нитей из расщепляющегося материала,
b) не обязательно, формирование нитей из одного или нескольких других материалов, улучшающих пластические свойства конечного топлива или его характеристики в условиях радиации,
c) в том случае, если этап b) существует, получение однородной смеси из нитей, полученных согласно этапу b), с нитями из расщепляющегося материала, полученными согласно этапу а),
d) сборка нитей,
e) помещение одной или нескольких сборок, полученных согласно этапу с), в оболочку из не окисляющегося и пластичного материала, сохраняя однородность и регулярность сборки,
f) придание формы оболочке.
Преимущественно придание формы не окисляющейся оболочке выполняют таким образом, чтобы осуществить легкое раздавливание волокон и оставить от 3 до 15% свободного пространства в поперечном сечении, ограниченном внутренней поверхностью оболочки.
Если это необходимо, можно осуществить разделение заполненной оболочки на секции, длина которых определяется каждой ядерной установкой, использующей топливо, и, при необходимости, ввести во вторую оболочку, необходимую для этой ядерной установки.
Согласно предпочтительному варианту реализации способа оболочка - это трубка, имеющая только одну сборку в оболочке, и придание формы осуществляют протяжкой через фильеру или прокаткой.
Согласно другому варианту реализации способа оболочка - это трубка, имеющая только одну сборку в оболочке, и придание формы осуществляют обкаткой роликами.
Согласно другому варианту реализации способа оболочка сплющена и содержит несколько сборок, расположенных параллельно одна около другой однородным образом, и придание формы этой оболочке, заполненной таким образом, осуществляют прессованием или прокаткой.
Все способы выработки нити пригодны для применения изобретения, особенно те, которые позволяют получить однородные нити от 10 мкм до 100 мкм из уже указанных металлов. Мы использовали способ вращающегося диска (см. документ [3]), оптимизированный в соответствии с физическими характеристиками, свойственными используемому сплаву. Этот способ основан на проецировании на вращающийся диск струи расплавленного сплава. По этому способу нити имеют контролируемые диаметр и химический состав. Его применение для изготовления нитей из UMo будет детально описано в способе реализации изобретения.
Смешивание, скручивание, простое или сложное, а также плетение достаточно хорошо известны специалистам и не будут подробно описаны здесь.
Если не окисляющаяся пластичная оболочка - это трубка, то введение "плетеной" сборки в не окисляющуюся и пластичную оболочку осуществляют втягиванием при помощи другой предварительно введенной нити более прочной и скрепленной со сборкой, например, при помощи крючка или сваркой. После скрепления сборки с этой тянущей нитью, тянущую нить тянут таким образом, чтобы обеспечить ввод сборки в оболочку.
Если оболочка плоская, то в ней размещают множество последовательных сборок, располагая все их параллельно друг другу и равномерно одну около другой, выдерживая однородность насколько возможно. Затем деформируют механически, стараясь не нарушить расположение последовательных сборок. Эти сборки могут быть расположены в один или несколько слоев, если только сохранена однородность, и в окончательном топливе механические напряжения не превышают допустимых значений и соблюдены условия отвода газообразных продуктов расщепления.
Если не окисляющаяся пластичная оболочка - это трубка, ее механическое деформирование после заполнения осуществляют либо протяжкой через фильеру при умеренной температуре (менее 100°С) или даже в холодном состоянии в зависимости от толщины этой трубки. Но, преимущественно, придание формы осуществляют обкаткой роликом за несколько последовательных проходов, получая в конце операции карандаш топлива крестообразного сечения. Такой способ придания формы более подробно описан при изложении способа реализации изобретения.
Если не окисляющаяся пластичная оболочка имеет плоскую форму, ее механическое деформирование может быть осуществлено прессованием или прокаткой. Можно также предположить возврат к форме пластинчатого топлива.
Этапы разделения и возможной окончательной обработки топлива, специфичной для каждой ядерной установки, известны специалистам и здесь подробно не рассматриваются.
В заключение следует отметить возможности оптимизации, предлагаемые способом, для адаптации к различным возможным составляющим расщепляющегося материала и возможным элементам, предназначенным для улучшения передачи тепла или поведения в условиях радиации. Диаметры элементарных нитей могут быть скорректированы, результат "ткачества" может быть разнообразным, и уплотнение нитей может принимать различные формы с различным процентом свободного пространства.
Краткое описание чертежей
Изобретение будет более понятно, и другие характеристики и особенности будут выявлены при чтении описания, которое следует ниже, приведенного в качестве не являющегося ограничительным примера, со ссылками на прилагаемые чертежи, на которых:
фиг.1 - это вид сбоку плетеного жгута, согласно изобретению помещенного в защитную оболочку,
фиг.2 - это разрез по X-X фиг.1,
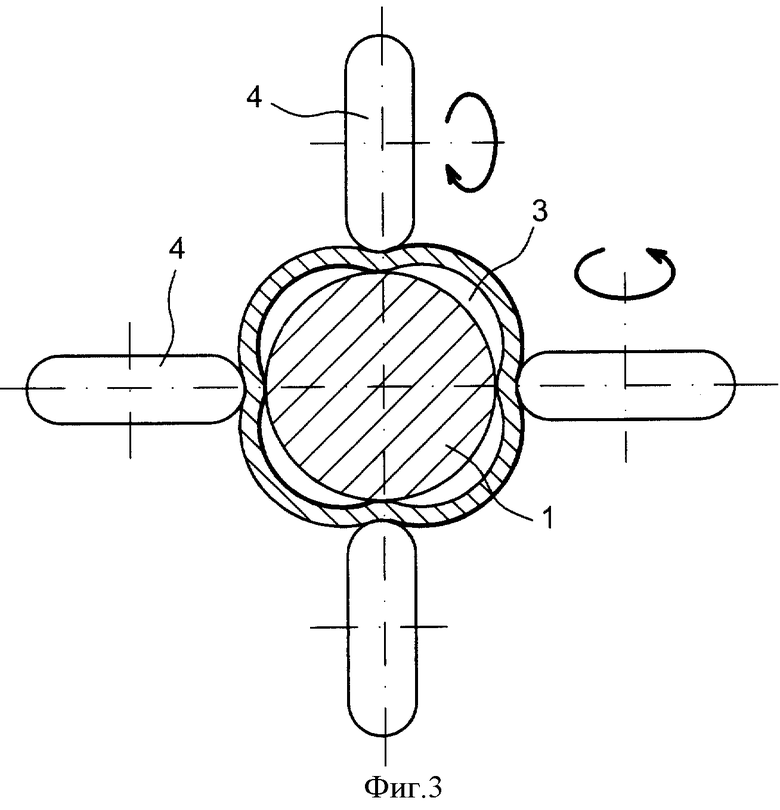
фиг.3 - это вид в разрезе по X-X жгута и защитной оболочки во время обкатки роликами,
- фиг.4 - это вид в разрезе по X-X жгута и защитной оболочки после придания формы посредством обкатки роликами.
Подробное описание способа реализации изобретения
Можно изготовить нити из UMo и сплести их все вместе. Можно также смешать нити UMo с другими нитями. Например, если хотят улучшить проводимость материала, можно смешать нити UMo с нитями из меди. Кроме того, если хотят уменьшить массу урана в топливе, сплетают нити UMo с нитями из углерода и/или из циркония.
В качестве примера рассмотрим изготовление плетеного жгута топлива, выполненного из очень однородной, содержащей уран нити из UMo и нитями меди в возрастающей пропорции, затем только с нитями из UMo.
Учитывая требования по безопасности, связанные с применением UMo, первые опыты были выполнены со сталью 304, металлургические характеристики которых признаны эквивалентными. Изготовление с нитями из UMo, осуществляемое в настоящее время, подтверждает эту эквивалентность. Для того, чтобы не перегружать описание, следующее далее, будем упоминать только нити из UMo.
В первую очередь начнем с получения нити UMo, диаметр которой составляет от 10 мкм до 100 мкм. Получение нитей из UMo может быть осуществлено посредством способа вращающегося диска (см. документ [3]), оптимизированного в соответствии с физическими характеристиками, свойственными этому сплаву. Этот способ основан на направлении на вращающийся диск струи расплавленного сплава. По этому способу нити имеют контролируемые диаметр и химический состав.
Для изготовления нити из сплава UMo, например, сплав урана с 8% по весу молибдена, уран и элемент сплава взвешивают и помещают в тигель, нагреваемый токами высокой частоты. Когда температура становится достаточно высокой, массу жидкого сплава UMo в виде расплавленной струи приводят в контакт с закаливающей жидкостью, приводимой во вращательное центрифугированное движение. Плавку осуществляют в атмосфере инертного газа, и струя расплавленного металла или сплава окружена оболочкой инертного газа. Инертный газ может быть выбран из аргона, азота, гелия и имеет давление от 1 до 15 бар. Струя расплавленного металла или сплава, защищенная этим газом, проходит через отверстие в оболочке, окружающей тигель, и струя расплавленного металла или сплава, все время защищенная как бы оболочкой из инертного газа, продолжает свое практически прямолинейное движение, пока не столкнется с завесой из закаливающей жидкости, например, водой, находящейся в быстром вращательном центрифугированном движении. Линейная скорость закаливающей жидкости (здесь вода) в точке контакта может составлять от 10 м/с до 60 м/с. В настоящем примере она составляет 40 м/с. В точке контакта оболочка инертного газа, окружающая струю расплавленного металла или сплава, отклоняется, только струя расплавленного металла или сплава проникает в массу воды и распыляется, и быстро закаливается, преимущественно со скоростью, уже указанной выше.
Таким образом изготавливают от 200 до 400 нитей диаметром 0,15 мм, собираемых затем в одну составную прядь. Например, сборка содержит 216 элементарных нитей, скрученных в 9 простых жгутов (или початков), которые затем вновь скручивают между собой без центрального жгута. Эксперименты были проведены, в частности, с уменьшающимся процентным содержанием медных нитей, затем только с элементарными нитями из UMo.
Когда добавлены нити из меди, получают смесь составляющих. Для этого механически создают плетеный жгут из содержащей уран нити и других добавляемых нитей: получают плетеный смешанный жгут UX+Y, где Х=Мо и Y=Cu.
Для изготовления плетеного жгута используют классический способ, состоящий в намотке и плетении нитей с нескольких бобин в зависимости от формы, которую хотят придать плетеному жгуту. Можно также скручивать нити все вместе в одном направлении. Полученный жгут имеет диаметр от 2 до 10 мм, и он должен быть введен в трубку, наружный диаметр которой 5 мм и толщина стенки 0,15 мм. Его (жгута) плотность имеет порядок 50%, т.е. по поперечному сечению этого плетеного жгута 50% площади этого сечения составляют нити, а остальное - свободное пространство, это дает возможность без затруднений ввести жгут в трубку меньшего диаметра.
Кроме того, изготавливают пластичные и не окисляющиеся трубки круглого сечения, которые предназначены для помещения в них плетеных жгутов. Трубка играет роль защитного кожуха. Ее изготавливают, преимущественно, из нержавеющей стали 316 L или 316 LN.
Затем помещают плетеный жгут 1 в его защитный кожух 2 (см. фиг.1) путем втягивания. Видно на фиг.2, что между плетеным жгутом 1 и защитной оболочкой 2 схематично изображен зазор 3, необходимый для того, чтобы плетеный жгут вошел в защитный кожух. На практике диаметр нитей больше, чем диаметр трубки, но эти нити имеют малую плотность (50% волокна и 50% свободное пространство) и легко сжимаемы: зазор 3 схематично иллюстрирует эту сжимаемость.
Наконец, осуществляют механическое деформирование при слегка повышенной температуре (ниже 100°С) или при холодной. Если необходимо получить топливо крестообразной формы, это деформирование может быть обеспечено в результате нескольких последовательных проходов катковой рамы 4, профиль которой подобран таким, чтобы получить желаемую форму креста (см. фиг.3). Это то, что называют обкаткой роликами. В результате получают топливный элемент 5 - "карандаш", имеющий крестообразную форму (см. фиг.4).
Заметим, что зазор 3 между плетеным жгутом 1 и защитным кожухом 2 зависит от степени деформирования защитного кожуха. При реализации придания формы осуществляют несколько проходов топливного карандаша катковой рамой при умеренной температуре. После окончания деформирования зазор исчезает и плетеная прядь имеет теоретическую плотность, составляющую от 80% до 90%. Учитывая 10% площади поперечного сечении, занятого свободным пространством, теоретическая плотность 90% соответствует случаю, когда все элементарные нити из UMo.
Необходимо отметить, что степень деформирования топливного карандаша во время придания формы тщательно дозирована для того, чтобы сохранить некоторое свободное пространство между различными нитями плетеного жгута для того, чтобы можно было отводить газообразный побочный продукт расщепления. С этой целью можно, например, сделать таким образом, чтобы нити первоначально цилиндрического сечения были деформированы путем обжатия и чтобы контактирующие поверхности двух соседних нитей, деформируясь, адаптировались одна к другой. Преимущественным образом такое деформирование продолжают до получения большинством нитей квазиполигонального сечения, при этом части, не контактирующие с соседними нитями, не приобретают, очевидно, такой полигональной поверхности. Происходит легкое раздавливание нитей, приводящее к образованию небольшой полигональности сечения, что значительно улучшает передачу тепла. Более точно, под небольшой полигональностью понимают тот факт, что две выпуклые поверхности, прижатые одна к другой, испытывают локальное деформирование, приводящее к их сплющиванию и к хорошему прилеганию одной к другой.
Придание формы топливному "карандашу" может быть также получено посредством протяжки комплекта "топливный карандаш" через фильеру соответствующей формы, принцип основан на предположении, что материалы (защитная оболочка + плетеный жгут) проходят через фильеру без проскальзывания один относительно другого. Возможно также получение, согласно изобретению, ядерного топлива крестообразной формы с высокой плотностью урана (плотность выше 2 гU/см3). В этом случае лучше использовать классический способ придания формы - обкатку роликами. Возможно также изготовление топлива цилиндрической формы, предназначенного для получения топлива, плотность урана которого превышает 10 гU/см3. В этом случае используемый способ придания формы будет преимущественно протяжка, но также подходит прокатка с применением соответствующих профилей.
Источники информации
1 - «Design of high density gamma-phase uranium, alloys for leu dispersion fuel applications», G.L.HOFMAN, M.K.MEYER, A.E.RAY, (1998).
2 - «Boron Poisoning Experiments at the PIK Mock-up», препринт №2426, англ. текст, Академия наук РФ, Институт Ядерной физики, г.Санкт-Петербург, 2001.
3 - «Procédé de préparation de particules de métal ou d'alliage de métal nucléaire», demande de brevet FR-A-2814097 du 21/09/2000.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЯДЕРНОГО ТОПЛИВА С ВЫСОКОЙ ЗАГРУЗКОЙ НИЗКООБОГАЩЕННОГО УРАНА И СООТВЕТСТВУЮЩЕЕ ЯДЕРНОЕ ТОПЛИВО | 2011 |
|
RU2575869C2 |
| МНОГОСЛОЙНАЯ КОМПОЗИТНАЯ СИСТЕМА ПОКРЫТИЯ ТОПЛИВА С ВЫСОКОТЕМПЕРАТУРНОЙ ГЕРМЕТИЧНОСТЬЮ И УСТОЙЧИВОСТЬЮ К НЕШТАТНЫМ СИТУАЦИЯМ | 2016 |
|
RU2743178C2 |
| МНОГОСЛОЙНАЯ КОМПОЗИТНАЯ СИСТЕМА ПОКРЫТИЯ ТОПЛИВА С ВЫСОКОТЕМПЕРАТУРНОЙ ГЕРМЕТИЧНОСТЬЮ И УСТОЙЧИВОСТЬЮ К НЕШТАТНЫМ СИТУАЦИЯМ | 2016 |
|
RU2732465C2 |
| ПОРОШОК СПЛАВА НА ОСНОВЕ УРАНА, СОДЕРЖАЩЕГО МОЛИБДЕН, ПРИГОДНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ЯДЕРНОГО ТОПЛИВА И МИШЕНЕЙ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ РАДИОИЗОТОПОВ | 2011 |
|
RU2584837C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИШЕНИ ДЛЯ НАРАБОТКИ ИЗОТОПА МО | 2016 |
|
RU2647492C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКА СПЛАВА НА ОСНОВЕ УРАНА И МОЛИБДЕНА | 2011 |
|
RU2586373C2 |
| ТВЕРДАЯ ПРОМЕЖУТОЧНАЯ ПРОКЛАДКА С ОТКРЫТОЙ ПОРИСТОСТЬЮ ДЛЯ ЯДЕРНОГО УПРАВЛЯЮЩЕГО СТЕРЖНЯ | 2011 |
|
RU2567874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2252459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ, ПРЕИМУЩЕСТВЕННО ШЕСТИГРАННОЙ ФОРМЫ | 2013 |
|
RU2525030C1 |
| МЕТАЛЛИЧЕСКОЕ ТОПЛИВО В ВИДЕ ЧАСТИЦ, ИСПОЛЬЗУЕМОЕ ДЛЯ ВЫРАБОТКИ ЭЛЕКТРОЭНЕРГИИ, СИСТЕМЫ ПЕРЕРАБОТКИ, А ТАКЖЕ НЕБОЛЬШИЕ МОДУЛЬНЫЕ РЕАКТОРЫ | 2010 |
|
RU2538952C2 |


Изобретение относится к ядерному топливу с высокой плотностью расщепляющего материала и способу его изготовления. Ядерное топливо представляет собой сборку из элементарных нитей, большая часть которых образована из расщепляющегося материала. Сборка помещена в пластичную и не окисляющуюся оболочку, при этом элементарные нити уплотнены в результате деформирования оболочки. Способ получения ядерного топлива состоит из изготовления элементарных нитей, изготовления сборки вышеупомянутых нитей, помещение сборки в оболочку и придание оболочке формы. Изобретение направлено на получение ядерного топлива с высокой плотностью расщепляющегося материала, имеющего хорошую стабильность геометрических размеров и хорошую передачу тепла в условиях радиации, и обеспечивающее хороший отвод газообразных продуктов распада. 2 н. и 17 з.п. ф-лы, 4 ил.
изготовление элементарных нитей (6) определенного состава, из которых большая часть - это нити из расщепляющегося материала,
изготовление, по меньшей мере, одной сборки (1) из вышеупомянутых нитей,
помещение сборки (1) в не окисляющуюся и пластичную оболочку (2),
придание формы вышеупомянутой заполненной оболочке.
| US 4720370 А, 19.01.1988 | |||
| ТАБЛЕТКА ЯДЕРНОГО ТОПЛИВА | 2000 |
|
RU2193242C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ЯДЕРНОГО ТОПЛИВА | 2003 |
|
RU2255386C2 |
| US 4963317 A, 16.10.1990 | |||
| US 2947676 A, 02.08.1960 | |||
| Устройство для срезки свай под водой | 1977 |
|
SU684239A1 |

