Изобретение относится к инструментальной промышленности, к области металлообработки.
Известна цилиндрическая фреза, режущие лезвия которой расположены с обеих сторон каждого зуба и имеют общую заднюю поверхность [1]. Задние поверхности лезвий каждого зуба могут быть плоской или вогнутой формы. Данная фреза позволяет фрезеровать поверхности в любом направлении вращения, но не пригодна для резьбо- или зубонарезания из-за прямого профиля и незатылованных зубьев.
Известна червячная фреза, содержащая зубья прямобочного профиля, расположенные по винтовой линии и разделенные стружкоотводными канавками [2]. Задняя поверхность зубьев выполнена затылованной по архимедовой спирали для сохранения неизменным профиля зуба при перетачивании. Известная червячная фреза работает только в одном направлении вращения и непригодна для реверсивного резания. Данная фреза принята за прототип.
Технический результат предлагаемого изобретения состоит в резьбо- или зубофрезеровании при противоположных направлениях вращения фрезы. Это достигается выполнением зубьев червячной фрезы симметричной вогнутой формы по длине вдоль винтовой линии и имеющих с обоих торцов одинаковые лезвия. Эти лезвия затылованы к оси симметрии зуба по дуге окружности или по архимедовой спирали.
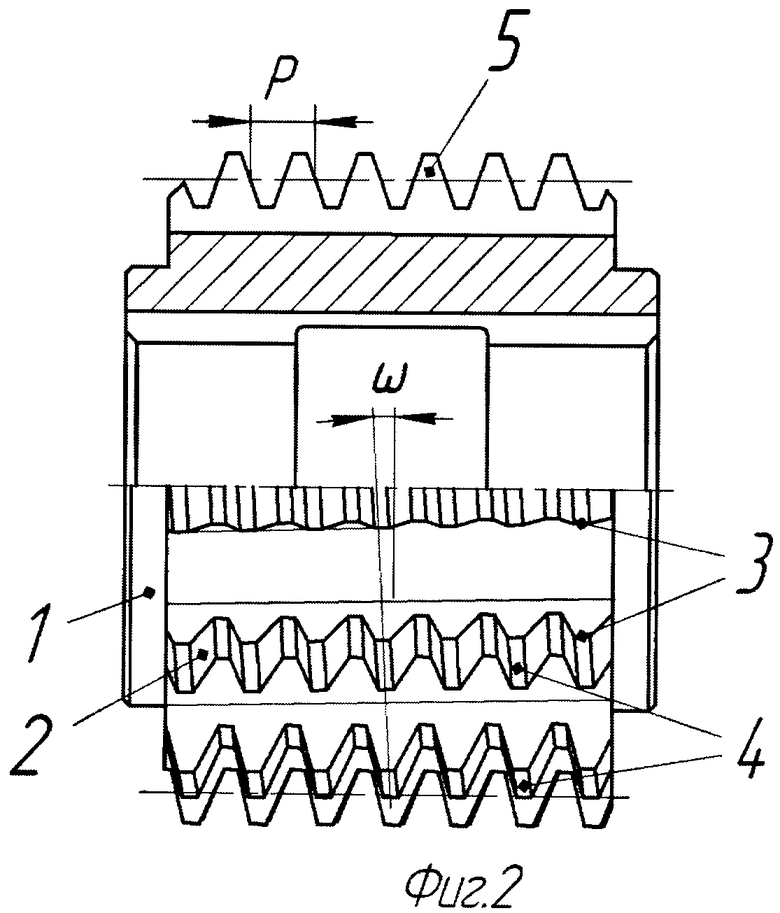
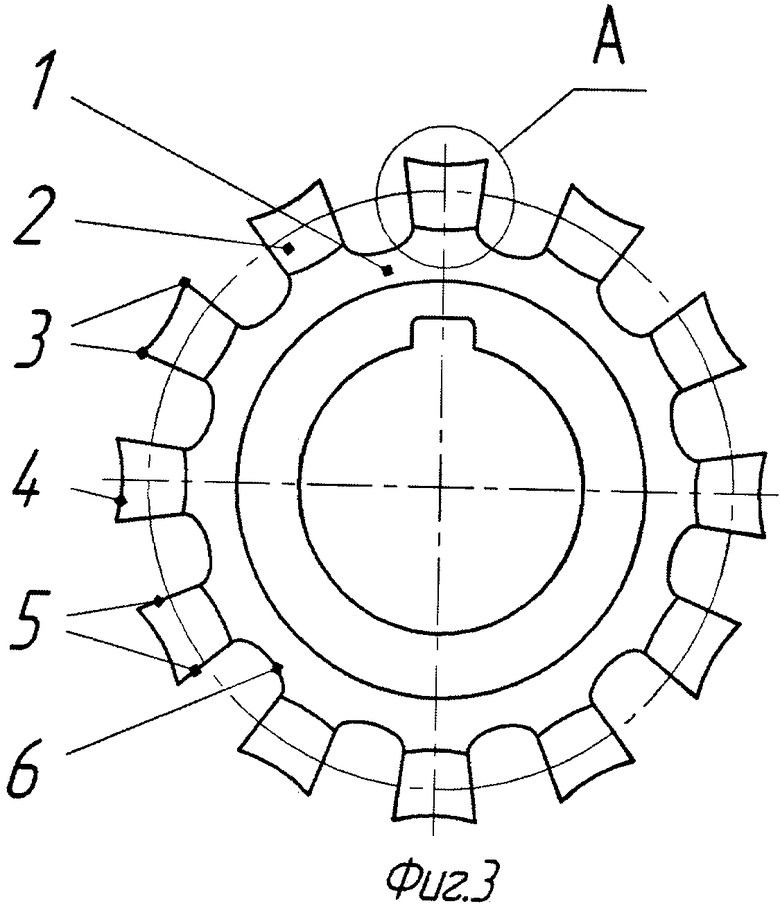
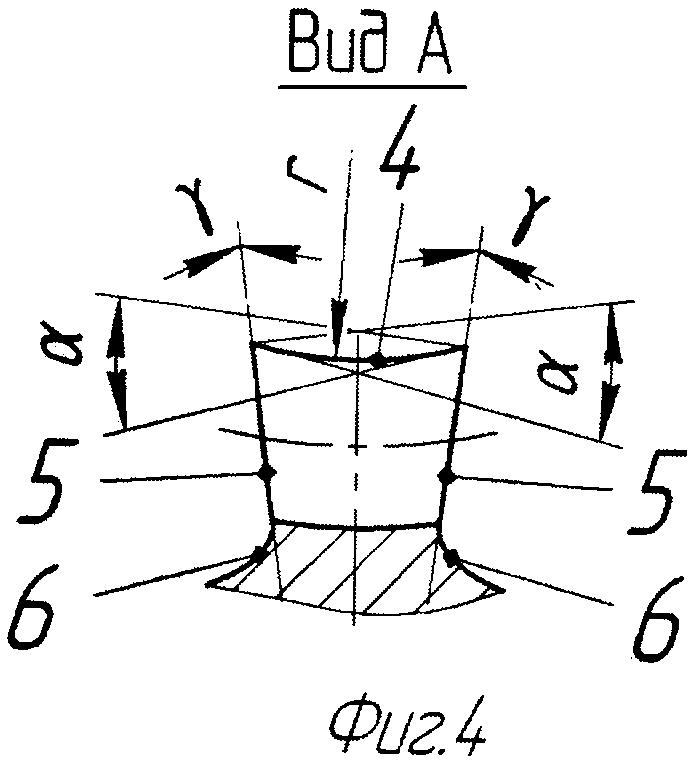
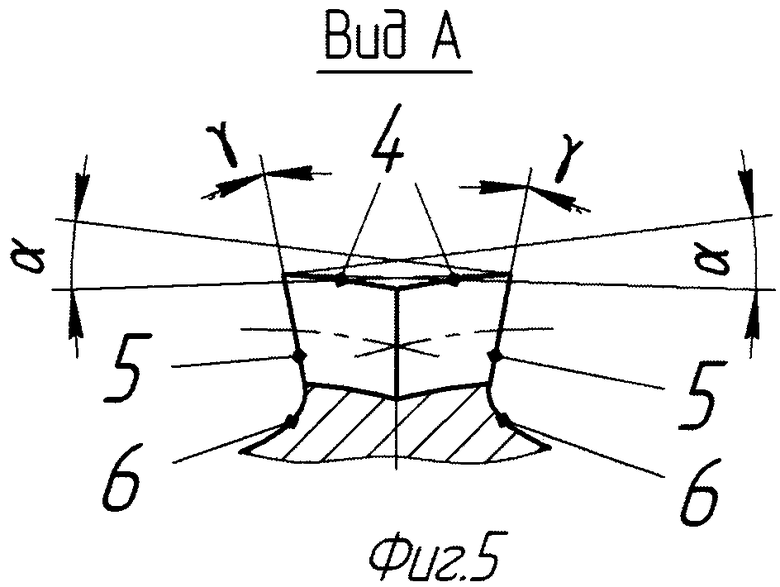
На фиг.1 изображает реверсивную червячную фрезу, общий вид; фиг.2 - продольный вид с разрезом по оси фрезы; фиг.3 - вид сбоку на фиг.2; фиг.4 и 5 - вид А на фиг.3, варианты затылованного зуба по дуге окружности и архимедовой спирали.
Червячная фреза 1 для резьбо- или зубофрезерования содержит затылованные зубья 2 заданного профиля, например, трапецеидального для ходовых винтов или зубчатых колес (фиг.1-2). Зубья фрезы расположены по винтовой линии, угол подъема которой ω определяется шагом зубьев Р по делительному диаметру фрезы. В случае нарезания резьбы шаг зубьев равен шагу резьбы. Зубья по длине выполнены вогнутой симметричной формы и имеют с обоих торцов одинаковые лезвия 3, затылованные к оси симметрии зуба (фиг.3). Затылованная поверхность 4 может быть выполнена по дуге окружности радиусом r (фиг.4) или по архимедовой спирали (фиг.5). Затылование по дуге окружности технологически проще, чем по архимедовой спирали, но уменьшает угол тела зуба и тем самым его прочность. Затылованная наружная поверхность 4 зуба образует одинаковые задние углы α обоих его лезвий. Передние поверхности 5 лезвий заточены на угол γ и переходят в стружечные канавки 6. Такое исполнение позволяет нарезать резьбу или зубья при любом направлении вращения фрезы и вдвое повышает ее стойкость по сравнению с червячной фрезой одностороннего резания. Кроме того, повышается производительность резьбо- и зубонарезания.
Конкретный пример исполнения. Однозаходная червячная фреза для нарезания зубчатых колес модулем 2 мм имеет 12 рядов зубьев стандартного трапецеидального профиля с углом 20°. Наружный диаметр и общая длина равны 90 мм. Шаг зубьев Р=6,287 мм вдоль оси и угол подъема винтовой линии ω=1°22'. Зубья фрезы затылованы по дуге окружности радиусом r=45 мм.
Зубонарезание реверсивной червячной фрезой осуществляется методом обката. Фрезе сообщаются вращение по часовой стрелке и вертикальная подача. В работу вступают правые режущие лезвия зубьев (фиг.3). Левые лезвия выглаживают задней поверхностью обрабатываемый профиль. Изменением направления вращения фрезы против часовой стрелки осуществляется попутное фрезерование противоположными лезвиями зубьев. Реверсивное фрезерование во всех случаях сопровождается выглаживанием, которое повышает качество получаемой поверхности и исключает необходимость в чистовых проходах.
Источники информации
1. Патент РФ №2261157, МПК В23С 5/04. Реверсивная фреза. 2005 г.
2. Алексеев Г.А., Аршинов В.А., Кричевская P.M. Конструирование инструмента. - М.: Машиностроение, 1979. Рис.218,а, стр.271. Прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2416498C1 |
| ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2261157C1 |
| ТОРЦОВАЯ ФРЕЗА | 2005 |
|
RU2288813C1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| Сборная червячная фреза | 1981 |
|
SU967699A1 |
| Червячная фреза | 1980 |
|
SU933317A1 |
| Способ обработки зубьев шестерен обкаткой путем фрезерования, долбления, протягивания и т.п. | 1959 |
|
SU129461A1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2011 |
|
RU2464134C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2011 |
|
RU2464135C1 |
Изобретение относится к машиностроению и может быть использовано при фрезеровании поверхностей в любом направлении вращения. Червячная фреза для резьбо- или зубофрезерования содержит затылованные зубья заданного профиля, расположенные по винтовой линии. Зубья по длине выполнены симметричной вогнутой формы и имеют с обоих торцов одинаковые лезвия, затылованные к оси симметрии зуба. Повышается стойкость фрезы. 2 з.п. ф-лы, 5 ил.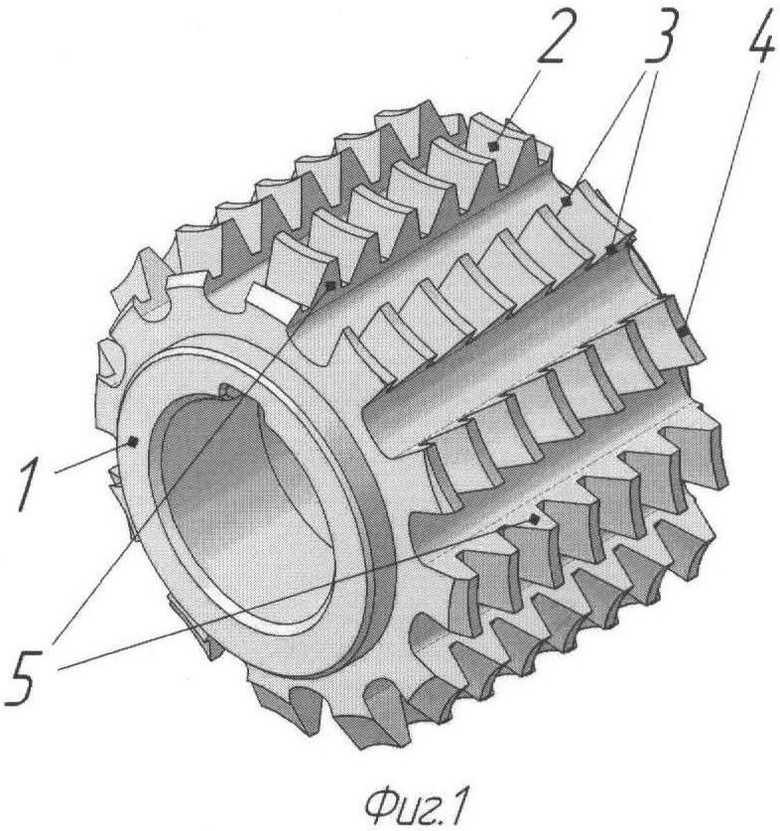
1. Червячная фреза для резьбо- или зубофрезерования, содержащая затылованные зубья заданного профиля, расположенные по винтовой линии, отличающаяся тем, что зубья по длине выполнены симметричной вогнутой формы и имеют с обоих торцов одинаковые лезвия, затылованные к оси симметрии зуба.
2. Фреза по п.1, отличающаяся тем, что лезвия затылованы по дуге окружности.
3. Фреза по п.1, отличающаяся тем, что лезвия затылованы по архимедовой спирали.
| АЛЕКСЕЕВ Г.А | |||
| и др | |||
| Конструирование инструмента | |||
| - М.: Машиностроение, 1979, с.271, рис.218а | |||
| ЧЕРВЯЧНАЯ ФРЕЗА | 0 |
|
SU404583A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2040376C1 |
| US 5338134 А1, 16.08.1994. | |||

