;54) СПОСОБ ЗАТЫЛОВАНИЯ ФРЕЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ затылования червячных фрез | 1986 |
|
SU1335425A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Способ затылования фрез | 1984 |
|
SU1194612A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ затылования червячной фрезы | 1989 |
|
SU1743810A1 |
| Способ заточки фрез | 1980 |
|
SU975339A1 |
| Устройство для затылования | 1984 |
|
SU1199458A2 |
| Способ заточки острозаточенных червячных фрез | 1989 |
|
SU1734986A1 |
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
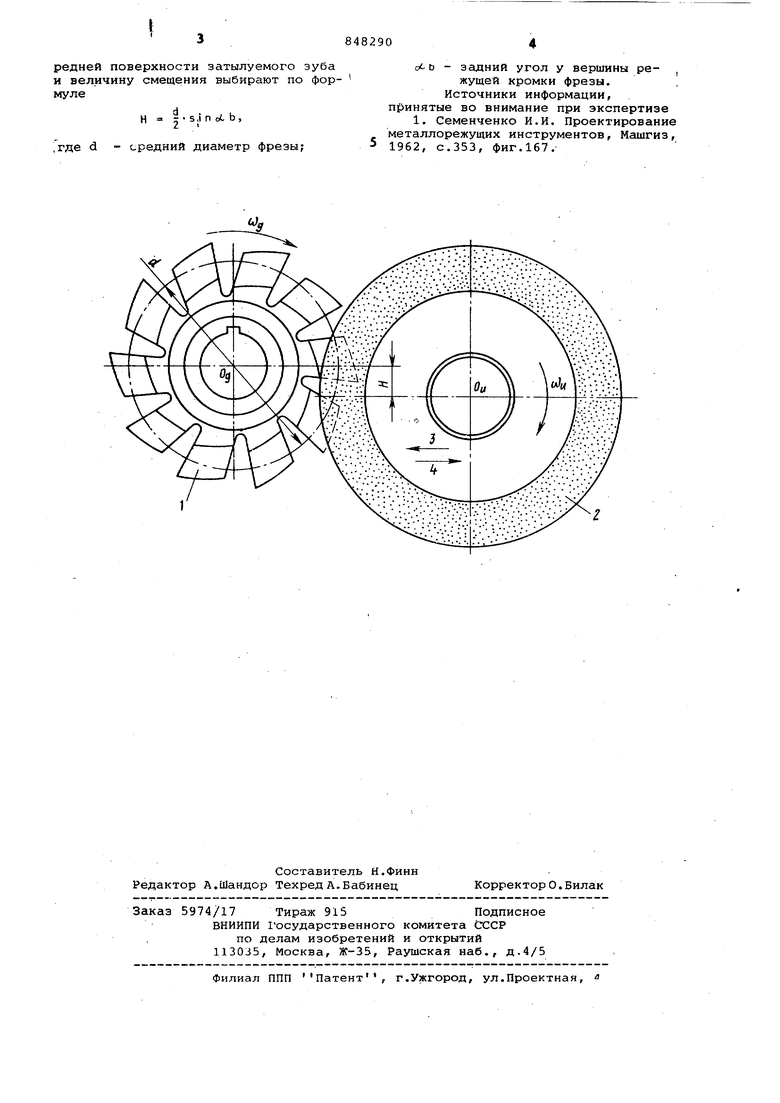
Изобретение относится к инструмен тальному производству и может быть использовано при изготовлении затылованных фрез, в том числе червячных а также фасонных резцов. Известен способ затылования фрез при котором фрезу и шлифовальный круг вращают, при этом шлифовальному кругу сообщают возвратно-поступатель ное движение в направлении фрезы Ш Недостатком известного способа является ограниченная точность затылования фрез. Цель изобретения - повышение точности затылования фрез. Для достижения этой цели плоскость .перемещения оси шлифовального круга смещают в сторону от передней поверхности затылуемого зуба, а величину смещения выбирают по формуле Н г S i п cL Ь , где d - средний диаметр фрезы; d,b- задний угол у вершины режущей кромки фрезы. На чертеже показано взаимное расположение фрезы и абразивного круга в процессе затылования. Фреза 1 равномерно вращается вокруг оси Од с угловой скоростью Уд. Шлифовальный круг 2 вращается вокруг оси Ovi с угловой скоростью Wy, и совершает возвратно-поступательное перемещение к фрезе 1 и от нее,, перемещение рабочий ход - 3, отбой - 4, направление которого смещено ниже оси вращения фрезы на величину Н 2 S п of- Ь, дe d - средний диаметр фрезы; db - задйий угол у вершины режущей кромки фрезы. Предлагаемый способ позволяет обеспечить более.высокую точность затылования фрезы. Формула изобретения Способ затылования фрез, при котором фрезу и шлифовальный круг вращают, при этом шлифовальному кругу сообщают возвратно-поступательное движение в направлении фрезы, отличающийся тем, что, с целью повышения точности затылования, плоскость перемещения оси шлифоваль кого круга смещают в сторону от передней поверхности затылуемого зуба и величину смещения выбирают по формуле
г S ,i П оС b ,
Н
2
где d - средний диаметр фрезы;
- задний угол у вершины режущей кромки фрезы. . Источники информации, п)инятые во внимание при экспертизе
1962, с.353, фиг.167.
