Область техники
Настоящее изобретение относится к способу изготовления рельсов и к способу охлаждения, который снижает изгиб, который возникает после охлаждения горячекатаной рельсовой заготовки.
Для настоящего изобретения испрашивается приоритет по опубликованной заявке на патент Японии №2004-004358, от 9 января 2004 года, которая приведена здесь в качестве ссылки.
Предшествующий уровень техники
Вообще, рельсы для использования в рельсовых дорогах формируются при помощи нагрева заготовки и ее горячей прокатки для получения особой формы, и затем, после осуществления термической обработки в соответствии с желаемыми механическими свойствами, производят охлаждение до температуры окружающей среды. Затем, после осуществления выпрямления, может быть осуществлено особое исследование, и рельс становится конечным продуктом. Термическая обработка осуществляется при необходимости, и существуют случаи, когда эти операции могут быть пропущены.
В упомянутом способе изготовления рельсов процесс горячей прокатки обычно осуществляется, когда рельс расположен боком. Если не осуществляется термическая обработка, рельс транспортируются на боку в стеллаж для охлаждения (холодильник), где он охлаждается.
Однако, так как форма поперечного сечения рельса асимметрична в вертикальном направлении, когда он занимает вертикальное положение, в направлении высоты в ходе процесса охлаждения после горячей прокатки может возникнуть изгиб (здесь подразумевается, что изгиб в вертикальном направлении, когда рельс занимает вертикальное положение, является изгибом в направлении высоты, и искривление в боковом направлении является изгибом в направлении ширины). При стандартных способах обработки вследствие увеличения изгиба в направлении высоты рельс легко может стать неуравновешенным и опрокинуться, это вызывает сложности в традиционной транспортировке рельс, в помещении рельса в стеллаж для охлаждения и в извлечении рельса из этого стеллажа. Поэтому, с точки зрения предотвращения этого неуравновешенного состояния, в большинстве вышеуказанных производственных процессов рельс обрабатывается и транспортируется на боку. Однако, при быстром охлаждении рельса при помощи воздуха или тумана, эта операция охлаждения осуществляется, когда рельс расположен вертикально, но, как описано в Публикации Японской нерассмотренной заявки S62-13528, термическая обработка рельса обычно осуществляется, когда последний занимает вертикальное положение, и затем рельс располагается на боку до тех пор, пока он не достигнет стеллажа для охлаждения.
Когда рельс располагается на боку и охлаждается таким образом (то есть путем естественного рассеивания тепла без принудительного охлаждения), рельс способен более легко изгибаться, так как на рельсе в направлении высоты не существует каких-либо ограничителей. Более того, так как между боковой поверхностью рельса, которая наиболее близка к стеллажу для охлаждения, и его противоположной боковой стороной возникает разница температур, изгиб также может возникнуть в направлении ширины.
Этот тип искривления рельса устраняется выпрямлением в конце производственного процесса, для чего рельс с искривлением подают на выпрямляющее устройство, которое имеет ролики, расположенные зигзагом, обеспечивается возможность последующего обжатия при необходимости. Однако этот процесс выпрямления может потребовать много времени, если величина искривления большая, что ведет к снижению производительности или увеличению стоимости производства. Более того, для рельсов, используемых в скоростных железных дорогах, которые особо востребованы в последнее время, поскольку эти рельсы требуют особо высокого уровня прямолинейности, могут возникать случаи, в которых невозможно достаточно выпрямить искривление при выпрямлении с обжатием, что приводит к снижению выхода годного.
Известны следующие способы регулирования искривления в стеллаже для охлаждения.
Во-первых, в Публикации нерассмотренной заявки на патент Японии Н05-076921 описан способ, при котором рельс, имеющий высокую температуру, охлаждается на боку в стеллаже для охлаждения, и оба конца рельса, который загружен внутрь стеллажа для охлаждения, изогнуты так, что головка рельса движется к внешней стороне изгиба. Дополнительно, в нерассмотренной заявке на патент Японии Н09-168814 описан способ, при котором используются транспортер и стопор в стеллаже для охлаждения и изгиба рельса на боку так, что после охлаждения он становится прямым.
Однако в этих способах достаточно сложно регулировать степень искривления и форму искривления обоих концов рельса и невозможно точно контролировать это искривление. Более того, сложно контролировать искривление в направлении ширины рельса.
В нерассмотренной заявке на патент Японии S59-031824 описан способ, при котором искривление рельса в ходе процесса охлаждения предотвращается путем установки рельса в вертикальное положение, изоляции нижней части рельса и синхронизации скорости охлаждения подошвы рельса со скоростью охлаждения головки рельса. При помощи этого способа снижается искривление рельса, но сложно подобрать изоляцию для того, чтобы синхронизировать скорости охлаждения подошвы и головки рельса, и могут возрасти капиталовложения. Более того, время, требуемое для охлаждения, вероятно возрастет из-за применения изоляции для снижения скорости охлаждения, что приведет к снижению производительности.
Дополнительно, при осуществлении вышеупомянутого типа изоляции на множестве рельс, если условия охлаждения для всех этих рельс одинаковы, рельсы эффективно выпрямляются, но если в процессе охлаждения участвуют рельсы разного размера, условия охлаждения для каждого рельса могут изменяться, что приводит к появлению рельс, для которых искривление не снижается. Более того, так как возрастет время, необходимое для процесса охлаждения, будет достаточно времени для возникновения расширения и сжатия материала, что приводит к выводу о том, что величина искривления в действительности может возрасти.
Сущность изобретения
Варианты реализации настоящего изобретения направлены на устранение вышеописанных недостатков предшествующего уровня техники и обеспечение способа изготовления рельсов, который является простым и позволяет снизить величину искривления рельсов после охлаждения.
В частности, настоящее изобретение предоставляет способ изготовления рельсов, при котором заготовку подвергают горячей прокатке для придания ей формы рельса и при котором после горячей прокатки рельс, имеющий высокую температуру, охлаждают до температуры окружающей среды. В предпочтительном варианте способа изготовления рельсов рельс поддерживают в вертикальном положении до тех пор, пока температура поверхности головки рельса не достигнет диапазона температур от 400°С до 250°С, причем рельс охлаждают естественно без использования изоляции или ускоренного охлаждения.
В способе изготовления рельсов предусмотрено, что заготовка может быть подвергнута горячей прокатке для приобретения формы рельса, и после горячей прокатки рельс, имеющий высокую температуру, охлаждается до температуры окружающей среды. Рельс может не только поддерживаться в вертикальном положении до тех пор, пока температура поверхности головки рельса не достигнет диапазона температур от 800°С до 400°С, но подошва рельса также может механически удерживаться.
Помимо механического удержания подошвы рельса и, в то же время, поддержания рельса в вертикальном положении также предпочтительно осуществлять ускоренное охлаждение головки и подошвы рельса со скоростью от 1°С в секунду до 20°С в секунду по меньшей мере до тех пор, пока температура поверхности головки рельса не достигнет диапазона температур от 550°С до 450°С, или до тех пор, пока температура поверхности подошвы рельса не достигнет диапазона температур от 500°С до 450°С.
В соответствии с другим вариантом настоящего изобретения может быть предпочтительно, чтобы температура поверхности головки рельса, при которой начинается ускоренное охлаждение, или температура поверхности части подошвы рельса, при которой начинается ускоренное охлаждение, была температурой, при которой структура рельса аустенитная.
Предпочтительно поддерживать рельс после горячей прокатки в вертикальном положении до тех пор, пока он не достигнет температуры окружающей среды. Также может быть предпочтительно поместить рельс в вертикальное положение после горячей прокатки в ходе транспортировки и измерять форму поперечного сечения рельса в оперативном режиме. Более того, может быть предпочтительно, чтобы длина рельса составляла от 80 до 250 метров.
В соответствии с еще одним иллюстративным вариантом реализации способа изготовления рельсов согласно настоящему изобретению путем естественного охлаждения рельса, который поддерживается в вертикальном положении до тех пор, пока температура поверхности головки рельса не достигнет диапазона температур от 400°С до 250°С, без применения изоляции или ускоренного охлаждения, возможно контролировать искривление рельса в вертикальном направлении при помощи веса самого рельса. Таким образом, возможно предотвратить искривление рельса в вертикальном направлении без необходимости в заблаговременном осуществлении операций деформации для предотвращения традиционного изгиба. Более того, так как ни один конец рельса не контактирует со стеллажом для охлаждения, обе стороны отдают тепло одинаково, и так как не существует градиента температуры в направлении ширины рельса (не существует разницы температур между двумя боковыми поверхностями рельса), возможно контролировать искривление рельса в направлении ширины.
При естественном охлаждении рельса без изоляции не возникает необходимость в осуществлении подбора изоляционного материала, и нет необходимости в капитальных затратах на изоляционные материалы. Более того, возможно сократить время, требуемое для охлаждения, по сравнению с процессом, в котором используется изоляция.
Более того, при естественном охлаждении рельса без осуществления ускоренного охлаждения развитие инородных структур внутри металлической структуры затрудняется, по сравнению с операцией ускоренного охлаждения, и поэтому свойства металла после охлаждения являются стабильными.
Дополнительно, так как возможно снизить искривление рельса при охлаждении до температуры окружающей среды, возможно заблаговременно предотвратить любые проблемы, такие как нарушение равновесия или опрокидывание в ходе последующих операций транспортировки.
В соответствии с еще одним иллюстративным вариантом осуществления способа изготовления рельсов согласно настоящему изобретению путем механического удержания подошвы рельса, а также поддержания его в вертикальном положении до тех пор, пока температура поверхности головки рельса не достигнет диапазона температур от 800°С до 400°С, может поддерживаться прямолинейность рельса вследствие наличия напряжения, вызванного разностью между тепловым расширением и сжатием, которая возникает при наличии градиента температуры между головкой и подошвой рельса, и, поэтому, возможно контролировать искривление рельса в вертикальном направлении. В результате, возможно предотвратить искривление рельса в вертикальном направлении без необходимости в заблаговременном осуществлении операций деформации для предотвращения традиционного изгиба.
Краткое описание чертежей
Чертеж иллюстрирует вид рельса в поперечном сечении в вертикальном положении для охлаждения в соответствии с примером реализации настоящего изобретения.
Пример реализации изобретения
Как показано на чертеже, в то время как форма подошвы 2 рельса 1 для применения в железных дорогах является плоской и простирается в направлении ширины рельса, головка 3 выполнена массивной, и в результате, в ходе охлаждения рельса, имеющего высокую температуру после горячей прокатки, охлаждение подошвы 2 будет проходить быстрее, чем охлаждение головки 3. Поэтому, из-за градиента температур, рельс 1, оставленный в стеллаже для охлаждения, скорее всего, после того как конец рельса 1 изогнется по направлению к подошве 2, в итоге выгнется в направлении головки 3 (изгиб в направлении высоты). Более того, при охлаждении рельса 1 он может изгибаться в направлении ширины из-за разницы в скорости охлаждения стороны, которая контактирует со стеллажом для охлаждения, и стороны, которая открыта, а также из-за свойств и структуры стеллажа для охлаждения.
В результате исследований, направленных на предотвращение возникновения искривления на стеллаже для охлаждения, настоящие заявители обнаружили, что эффективным является естественное охлаждение рельса 1 без изоляции или ускоренного охлаждения, при удержании рельса 1 в вертикальном положении до тех пор, пока температура поверхности части головки 3 рельса 1 не достигнет диапазона температур от 400°С до 250°С. В результате можно получить эффект выпрямления искривления при изгибе в направлении высоты под действием веса рельса, а также достичь эффекта устранения искривления в отношении изгиба в направлении ширины путем по существу выравнивания скоростей охлаждения обеих сторон рельса 1, и, поэтому в результате возможно улучшить прямолинейность рельса 1.
Причина для выбора естественного охлаждения при температуре окружающей среды без изоляции или ускоренного охлаждения и при удержании рельса 1 в вертикальном положении до достижения температурой поверхности части головки 3 рельса 1 диапазона температур от 400°С до 250°С состоит в следующем. В диапазоне температур свыше 250°С прочность стали будет снижаться вследствие напряжения, связанного с различным тепловым расширением и сжатием, и путем изменения положения рельса 1 или путем осуществления ускоренного охлаждения при помощи воды создается различное тепловое расширение и сжатие из-за разницы температур между частью головки 3 и частью подошвы 2 рельса 1, поэтому будет возникать искривление в стали, которая размягчается при высокой температуре.
Поэтому может быть предпочтительно осуществлять естественное охлаждение в этом диапазоне температур без изоляции рельса 1 или его ускоренного охлаждения. Однако в диапазоне температур ниже 250°С, так как прочность стали будет увеличиваться вместе с напряжением, сопутствующим различному тепловому расширению и сжатию, даже если положение рельса 1 измениться или если будет осуществлено ускоренное охлаждение при помощи воды, в стали не возникнет изгиба. Когда учитывается термическая обработка, описанная ниже, рельс 1 приводится в вертикальное положение после горячей прокатки, и после этого осуществляется его обработка при сохранении положения до тех пор, пока не будет достигнута температура окружающей среды, так что это также предпочтительно с точки зрения конфигурации производственного оборудования.
Более того, в диапазоне температур выше 400°С, даже если рельс 1 из углеродистой стали охлаждается ускоренным способом или изолируется, не будет возникать каких-либо нежелательных металлических структур, таких как мартенсит. Однако в диапазоне температур ниже 400°С, если рельс 1 из углеродистой стали будет охлаждаться ускоренным образом или изолироваться, возможно, будут возникать металлические структуры, такие как мартенсит, которые нежелательны для железнодорожного рельса. Поэтому может быть предпочтительно, чтобы в этом диапазоне температур охлаждение осуществлялось естественным путем, без какой-либо изоляции или ускоренного охлаждения рельса 1.
Основываясь на этих причинах, путем поддержания рельса 1 в вертикальном положении до тех пор, пока температура поверхности части головки 3 рельса 1 не достигнет диапазона температур от 400°С до 250°С, возможно контролировать искривление в направлении высоты под действием веса рельса. Более того, путем поддержания рельса 1 в вертикальном положении, ни правая, ни левая сторона рельса 1 не контактирует со стеллажом для охлаждения, и тепло отводится с обеих сторон одинаково, так что в направлении ширины рельса 1 не возникает градиента температур, и можно контролировать искривление в направлении ширины. Само собой разумеется, что эффективно поддерживать рельс 1 в вертикальном положении и в диапазонах температур выше, чем указанный.
В процессе охлаждения в это точке очень важно, чтобы не было какой-либо изоляции или ускоренного охлаждения. Если изоляция не используется, нет необходимости в подборе изоляционного материала и нет необходимости в капитальных затратах на изоляционные материалы. Более того, можно сократить период охлаждения по сравнению с процессом, в котором используется изоляция. Также, при сравнении процессов, которые включают и которые не включают в себя ускоренное охлаждение, в случае, где ускоренное охлаждение не применяется, инородные структуры будут сложнее возникать в металлической структуре, и поэтому металлические свойства после охлаждения остаются стабильными.
Для поддержания рельса 1 в вертикальном положении и для обеспечения того, что он не опрокинется на стеллаж для охлаждения, помимо поддержания рельса 1 в вертикальном положении, часть подошвы 2 рельса 1 должна механически удерживаться до тех пор, пока температура рельса 1 после горячей прокатки не достигнет диапазона температур, в которых вероятна пластическая деформация, другими словами, пока температура поверхности части головки 3 рельса 1 не упадет до области от 800°С до 400°С.
При помощи механического удержания части подошвы 2 рельса 1 сложнее развиться большому искривлению на этапе до естественного охлаждения, и поэтому рельсу 1 сложнее опрокинуться даже в вертикальном положении.
Более эффективно охлаждение части головки 3 и части подошвы 2 рельса 1 ускоренным образом со скоростью от 1°С в секунду до 20°С в секунду, в то же время поддерживая рельс 1 в вертикальном положении и механически удерживая часть подошвы 2 рельса 1 до тех пор, пока температура каждой части рельса 1 не достигнет диапазона температур, в котором структура рельса 1 начинает изменяться, другими словами, до тех пор, пока температура поверхности части головки не достигнет диапазона температур от 550°С до 450°С, и до тех пор, пока температура поверхности части подошвы 2 рельса 1 не достигнет диапазона температур от 500°С до 450°С. Путем охлаждения рельса 1 ускоренным образом при вышеуказанных условиях возможно регулировать искривление, возникающее, когда структура металла начинает деформироваться, и поэтому прямолинейность рельса 1 возрастает. Выбор скорости охлаждения от 1 до 20°С в секунду продиктован тем, что по сравнению с естественным процессом охлаждения со скоростью менее 1°С в секунду существует лишь незначительная заметная разница в производительности, но также, при скорости более 20°С в секунду, более вероятно отклонение температуры из-за неоднородности участка, что может привести к сложностям в регулировании температуры для остановки операции ускоренного охлаждения.
В таком случае, если рельс 1 не подвергается термической обработке, рельс 1 может охлаждаться естественным путем после горячей прокатки до тех пор, пока он не достигнет вышеуказанных температур. При осуществлении обработки предпочтительно произвести ускоренное охлаждение рельса 1 со скоростью охлаждения от 1 до 20°С в секунду, начиная с диапазона температур, в котором структура металла аустенитная. Если диапазон температуры, для которого осуществляется ускоренное охлаждение, составляет 450°С, возможно одновременно контролировать искривление рельса 1. В качестве способа ускоренного охлаждения можно использовать традиционный способ, такой как, например, способ, когда рельс 1 обдувается воздухом или водяным туманом, или способ, при котором рельс погружается в воду или масло.
Устройство, которое удерживает часть подошвы 3 рельса 1, как сказано выше, совмещено с устройством для термической обработки рельса 1. Например, можно использовать удерживающее устройство, описанное в публикации заявки на Патент Японии 2003-160813.
Также может быть предпочтительно устанавливать длину рельса 1 в ходе охлаждения до определенной длины или более. Путем установки длины рельса до определенной длины на стеллаже для охлаждения создается сдерживающий эффект под действием веса рельса, и можно более эффективно контролировать искривление рельса 1.
Длина рельс, отгружаемых в Японии, как правило, составляет 25 метров, и хотя рельс традиционно обрезается до этой длины в процессе охлаждения для его охлаждения, путем охлаждения еще более длинного рельса в вертикальном положении возможно улучшить регулирующее влияние веса рельса на искривление. Наиболее предпочтительная длина больше или равна 80 метрам. В соответствии с иллюстративным воплощением настоящего изобретения нет необходимости в установлении верхнего предела длины рельса 1, но с общей точки зрения оборудования для производства рельс длина будет ограничена из-за ограничений по перемещению. В настоящем изобретении можно установить верхний предел длины меньшим или равным 250 метрам.
Стеллаж для охлаждения, используемый в иллюстративном воплощении настоящего изобретения, может быть таким же, как и традиционные конструкции предшествующего уровня техники. Традиционные стеллажи для охлаждения оборудованы конвейерами для транспортировки, а также водным оборудованием для увеличения скорости охлаждения после охлаждения рельса ниже 200°С, но не существует необходимости в выпрямляющем оборудовании, описанном в публикации заявки на патент Японии Н05-076921 и описанном в публикации заявки на патент Японии Н09-168814, или в изоляционном оборудовании для стеллажа для охлаждения, описанном в публикации заявки на патент Японии S59-031824.
Как сказано выше, в соответствии со способом изготовления рельсов, путем поддержания рельса в вертикальном положении в период, когда температура поверхности рельса опускается от 400°С до 250°С, возможно контролировать изгиб в вертикальном направлении благодаря собственному весу рельса. Более того, так как тепло примерно одинаково рассеивается от обеих сторон рельса и в направлении ширины рельса 1 не будет возникать разницы температур, возможно контролировать изгиб в направлении ширины рельса. Поэтому возможно предотвратить искривление рельса в горизонтальном направлении без необходимости в заблаговременном осуществлении традиционных операций деформации для предотвращения изгиба.
В соответствии с иллюстративным воплощением настоящего изобретения, так как заблаговременно не осуществляется каких-либо операций для предотвращения изгиба, необходимо, чтобы машина, которая меняет направление рельса, была единственным блоком в процессе, следующим за горячей прокаткой. Поэтому возможно не только снизить капитальные затраты, а также снизить потребность в технических средствах для охлаждающего устройства. Более того, так как площадь стеллажа для охлаждения, когда рельс занимает вертикальное положение, будет меньше, чем площадь стеллажа для охлаждения, когда рельс располагается боком, возможно увеличить количество рельс, охлаждаемых одновременно, таким образом увеличивая производительность, и снизить потребность в технических средствах, в то же время сохраняя производительность.
Дополнительно, путем приведения рельса в вертикальное положение после горячей прокатки, возможно производить измерение размеров формы поперечного сечения в течение транспортировки, так что становиться возможным упрощение получения формы горячекатаного образца.
Образцы форм в основном получаются путем автономного измерения соответствующих участков поперечного сечения рельса при отрезании после горячей прокатки, и они используются для регулирования последующих условий давления горячей прокатки материала, но так как места отреза ограничены длиной изделия, и линия останавливается в то время, когда изделие отрезается, создается падение производительности.
В случае, когда измерение размеров формы осуществляется в оперативном режиме, при традиционном методе транспортировки на боку, величина искривления в ходе транспортировки чрезвычайно велика, так что прибор для измерения формы должен быть достаточно большим, чтобы соответствовать этому размеру. Дополнительно, невозможно получить удовлетворительной точности. Поэтому, путем транспортировки рельса в вертикальном положении согласно настоящему изобретению и заблаговременного дополнительного снижения величины искривления, возможно осуществить очень точное измерение, и, дополнительно, становится возможным осуществить измерение любого участка по всей длине рельса. Также, при помощи использования результатов этих измерений в корректирующих регулировках, осуществляемых после охлаждения до температуры окружающей среды, возможно дополнительно повысить прямолинейность рельса.
Прибор для измерения размеров формы поперечного сечения помещается в начале транспортера, предпочтительно при направлении к стеллажу для охлаждения, и измерение осуществляется наряду с движением рельса. Что касается размеров прибора для измерения размеров, возможно использовать уже известные устройства, например систему, в которой стержень приводится в контакт и измеряется перемещение, или систему, в которой расстояние измеряется при помощи света, например при помощи лазера.
(Пример варианта 1)
Рельсы 50 кг/м согласно JIS (Японскому Промышленному Стандарту), которые были отрезаны по длине в 25 метров, 50 метров, 100 метров и 150 метров, после операции горячей прокатки были поделены на группы по 20 рельсов каждой длины. Затем, все рельсы были положены на бок и были оставлены при естественном охлаждении до тех пор, пока температура поверхности части головки рельса не достигла 400°С. После этого все рельсы были приведены в вертикальное положение и были оставлены до тех пор, пока температура поверхности части головки рельса не снизилась с 400°С до 250°С. Затем половина рельсов каждой группы сохранила вертикальное положение, а оставшаяся половина рельсов была расположена на боку, и они были оставлены для охлаждения до температуры окружающей среды на бетонном основании (стеллаже для охлаждения). После завершения операции охлаждения количество опрокинувшихся рельс было сосчитано, и были произведены измерения степени искривления каждого рельса в направлении высоты и в направлении ширины (все искривления в вертикальном направлении).
Для степени искривления в направлении высоты было измерено расстояние между обоими концами рельса и основанием в вертикальном положении, было найдено среднее значение для обоих измерений. Далее, таким же способом была измерена степень искривления в направлении ширины, и было определено среднее значение. Результаты показаны в Таблице 1.
Дополнительно, в качестве сравнения с вышеуказанным Примером варианта 1, рельсы 50 кг/м согласно JIS (Японскому Промышленному Стандарту), которые были отрезаны по длине в 25 метров, 50 метров, 100 метров и 150 метров, после операции горячей прокатки были поделены на группы по 20 рельс каждой длины. Затем все рельсы были положены на бок и были оставлены при естественном охлаждении до тех пор, пока температура поверхности части головки рельса не достигла 400°С. После этого все рельсы сохранили расположение на боку и были оставлены до тех пор, пока температура поверхности части головки рельса не снизилась с 400°С до 250°С. Затем половина рельс в каждой группе была приведена в вертикальное положение, а другая половина сохранила боковое положение, и они были оставлены для охлаждения до температуры окружающей среды на бетонном основании. После завершения операции охлаждения количество опрокинувшихся рельс было сосчитано, и были произведены измерения степени искривления каждого рельса в направлении высоты и в направлении ширины тем же способом, что и до этого. Результаты показаны в Таблице 2.
Как показано в приведенных выше Таблицах 1 и 2, в соответствии с настоящим изобретением возможно снизить величину искривления как в направлении высоты, так и в направлении ширины рельса, а также поддерживать рельсы в вертикальном положении даже в ходе охлаждения.
(Пример варианта 2)
Рельсы в 60 кг/м согласно JIS были отрезаны по длине в 150 метров после операции горячей прокатки и были поделены на группы по 20 рельс в каждой. Затем все рельсы были приведены в вертикальное положение и принудительно охлаждались путем обдува воздухом до тех пор, пока температура поверхности части головки рельса не упала от 800°С до 450°С. Скорость ускоренного охлаждения была установлена 0°С в секунду, 1°С в секунду, 3°С в секунду, 5°С в секунду и 10°С в секунду, при использовании разных скоростей ускоренного охлаждения для каждой группы. Далее часть подошвы половины рельс в каждой группе удерживалась при помощи зажимного устройства, часть подошвы оставшихся рельс не удерживалась. После этого все рельсы были приведены в вертикальное положение и охлаждались до температуры окружающей среды. После завершения процесса охлаждения были произведены измерения степени искривления каждого рельса в направлении высоты, а также в направлении ширины тем же способом, что и в вышеприведенном Примере варианта 1. Результаты показаны в Таблице 3.
Как показано в Таблице 3, в соответствии с настоящим изобретением, путем удержания рельса в вертикальном положении в ходе охлаждения, возможно снизить степень искривления после охлаждения до температуры окружающей среды.
Выше были описаны предпочтительные варианты и примеры реализации настоящего изобретения, но настоящее изобретение не ограничивается данными вариантами и примерами. В структуре могут быть выполнены дополнения, пропуски, замещения и другие модификации, не отступая от задачи настоящего изобретения. Дополнительно, все ссылки, публикации и патентные заявления, упомянутые выше, приведены здесь полностью для ссылки.
Возможность промышленного применения
Настоящее изобретение относится к способу изготовления рельсов горячей прокаткой заготовки для придания ей формы рельса и затем после горячей прокатки охлаждения высокотемпературного рельса до температуры окружающей среды. Настоящее изобретение также относится к технологии производства рельса, при которой рельс поддерживается в вертикальном положении до тех пор, пока температура поверхности подошвы рельса не достигнет диапазона температур от 400°С до 250°С, и рельс охлаждается естественным путем без применения изоляции или ускоренного охлаждения. Согласно настоящему изобретению возможно предотвратить искривление рельса в вертикальном направлении без необходимости в заблаговременном осуществлении традиционных операций деформации для предотвращения изгиба.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА, УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА И СВАРНОЕ СОЕДИНЕНИЕ РЕЛЬСА | 2010 |
|
RU2485187C2 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА | 2010 |
|
RU2470080C1 |
| ПРОФИЛИРОВАННЫЙ ПРОКАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136767C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕЛЬСОВ | 2010 |
|
RU2440427C1 |
| СПОСОБ УПРОЧНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1968 |
|
SU219525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО РЕЛЬСА (ВАРИАНТЫ) И ВЫСОКОПРОЧНЫЙ РЕЛЬС | 1994 |
|
RU2086671C1 |
| РЕЛЬС | 2020 |
|
RU2780617C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЛЬСОВ ПОСЛЕ ПРОКАТКИ И РЕЗКИ | 2008 |
|
RU2365637C1 |
| Способ термической обработки рельсов | 1986 |
|
SU1422674A1 |
| СПОСОБ ПОВТОРНОГО НАГРЕВА СВАРНОЙ ЗОНЫ РЕЛЬСОВ | 2012 |
|
RU2545855C1 |
Изобретение относится к области металлургии, в частности к изготовлению рельса. Для снижения величины искривления рельса после охлаждения заготовку подвергают горячей прокатке для придания ей формы рельса, имеющего высокую температуру, и проводят охлаждение до температуры окружающей среды, причем рельс поддерживают в вертикальном положении и при достижении температуры поверхности головки рельса от 400°С до 250°С рельс охлаждают естественным путем без использования изоляции и ускоренного охлаждения в указанном диапазоне температур, причем искривление рельса в вертикальном направлении предотвращают при помощи веса самого рельса. Часть подошвы рельса механически удерживают в период охлаждения при температуре поверхности, составляющей от 800°С до 400°С. 6 з.п. ф-лы, 3 табл., 1 ил.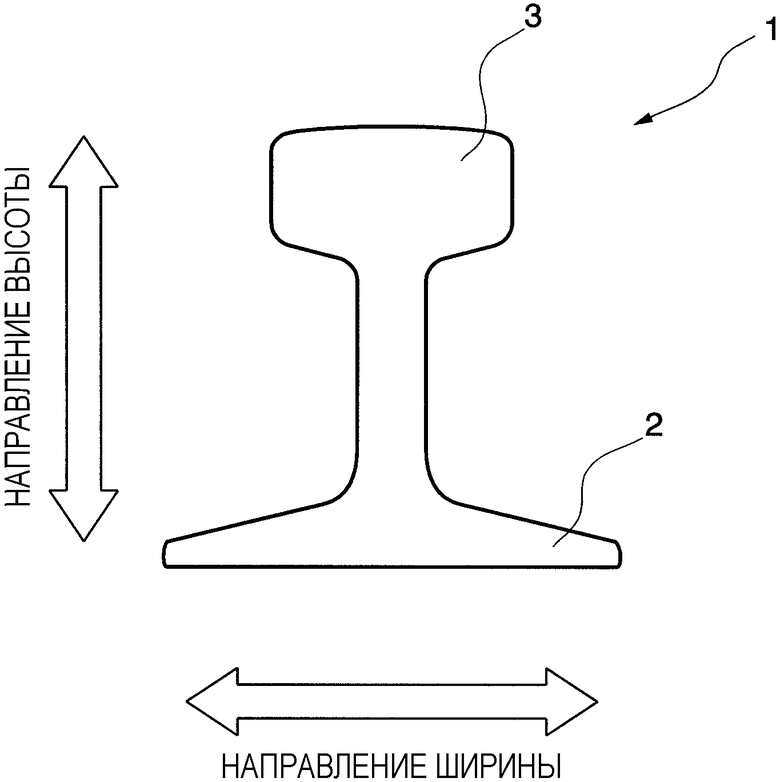
а) горячую прокатку заготовки для придания ей формы рельса, имеющего высокую температуру, и
b) после этапа (а), охлаждение рельса, имеющего высокую температуру, до температуры окружающей среды, причем рельс поддерживают в вертикальном положении, в то время как температура поверхности головки рельса находится в диапазоне температур, по существу, от 400 до 250°С, рельс охлаждают естественным путем без использования изоляции и ускоренного охлаждения в указанном диапазоне температур, причем искривление рельса в вертикальном направлении предотвращают при помощи веса самого рельса.
| JP 59031824 А, 21.02.1984 | |||
| JP 55002768 A, 10.01.1980 | |||
| US 3276924 A, 04.10.1966 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННОГО ПРОКАТА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРОФИЛИРОВАННЫЙ ПРОКАТ | 1995 |
|
RU2101369C1 |
| ЗАКАЛОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2128718C1 |

