Область техники
Настоящее изобретение относится к способу повторного нагрева сварной зоны рельсов, который повышает усталостную прочность сварной зоны по сравнению с предшествующим уровнем техники.
Уровень техники
Места соединения рельсов являются зонами, наиболее подверженными повреждению и требующими наибольших расходов на обслуживание. Кроме того, места соединений являются основным источником шума и вибраций, возникающих при проходе поезда. Так как во многих странах поощряется ускорение железнодорожных пассажирских перевозок и увеличение веса груза, перевозимого по железной дороге, задачу можно обобщенно выразить следующим образом: рельсовые стыки, которые вызывают вышеуказанные проблемы, должны свариваться так, чтобы рельсы превращались в один непрерывный длинный рельс.
На фиг.1A-1D приведены обозначения для сварной зоны длинного рельса и сечения рельса. Фиг.1A является видом сбоку сварной зоны в продольном направлении. Длинный рельс получен сваркой по меньшей мере двух рельсов. Соответственно, длинный рельс включает сварную зону 7. В сварной зоне 7 имеется валик направленного металла 8.
Фиг.1B является разрезом вдоль линии A-A, перпендикулярной продольному направлению рельса, в центре сварного шва Q. Рельс имеет головку 1, представляющую собой верхнюю часть рельса, которая контактирует с колесами, подошву 3, являющуюся нижней частью рельса, находящейся в контакте со шпалами, и шейку 2, являющуюся вертикальной частью между головкой 1 и подошвой 3. Далее, точку 4, являющуюся самой верхней точкой головки, можно назвать верхушкой головки, верхнюю поверхность 5 подошвы можно назвать верхом подошвы, а тыльную поверхность 6 подошвы можно назвать пятой или основанием.
Фиг.1C показывает разрез по линии B-B, параллельной и вертикальной к продольному направлению рельса, включающий центр сварного шва Q. Это область, которая при сварке нагревается до температуры, больше или равной точке превращения A1; таким образом, по обеим сторонам центра сварного шва Q имеются граничные линии X зоны термического влияния (далее обозначаемой как HAZ (от heat-affected zone).
Фиг.1D является поперечным разрезом по линии B-B в случае сварки под флюсом, как термитная сварка и закрытая электродуговая сварка. По обеим сторонам от центра сварного шва Q имеются границы проплавления Z, внутри них находится металл сварного шва.
Далее описывается способ сварки рельсов. Можно назвать четыре примера основных способов сварки рельсов: стыковая сварка оплавлением (например, патентный документ 1), газопрессовая сварка (например, патентный документ 2), закрытая электродуговая сварка (например, патентный документ 3) и термитная сварка (например, патентный документ 4).
Как показано на фиг.2A-2C, стыковая сварка оплавлением является способом сварки, включающим приложение напряжения через электроды 9 к свариваемым материалам 10, помещенным напротив друг друга, вызывающее образование дугового разряда между торцевыми поверхностями свариваемых материалов, чтобы расплавить эти торцевые поверхности, и в момент времени, когда свариваемые материалы станут достаточно нагретыми, соединяют свариваемые материалы, прикладывая давление в осевом направлении материалов.
Термитная сварка представляет собой способ, включающий размещение свариваемых материалов 10 напротив друг друга с зазором 20-30 мм между ними, окружение участка зазора литейной формой, дающей расплавленную сталь, образующуюся в реакции алюминия с оксидом железа, причем реакция идет внутри тигля, установленного в верхней части формы, и инжекцию расплавленной стали в форму, чтобы расплавить торцевые поверхности рельсов и сварить эти поверхности друг с другом.
Газопрессовая сварка является способом, включающий нагрев, в условиях, когда к соединяемым поверхностям приложено давление, свариваемых материалов вблизи соединяемых поверхностей от боковых поверхностей, используя горелку, и сварку давлением соединяемых поверхностей при высокой температуре. Окрестность зоны сварки расширяется и деформируется из-за создания давления. Расширенную часть удаляют гратоснимателем.
Закрытая электродуговая сварка представляет собой способ ручной дуговой сварки, включающий размещение свариваемых материалов напротив друг друга с зазором 10-20 мм между ними, окружение зазора подкладочной лентой и боковой лентой и нагрев металла сварного шва у зазора сварочным электродом.
В сварной зоне рельсов случается образование усталостных трещин, исходящих от нейтральной оси шейки рельса в сварной зоне, особенно в случае железнодорожных грузовых перевозок с высокой нагрузкой и в холодных регионах; усталостные трещины приводят к хрупкому разрушению, повышая тем самым частоту замены рельсов. Фиг.3A и фиг.3B показывают форму повреждений.
Так, фиг.3A показывает состояние образования горизонтальной трещины в шейке рельса при рассмотрении с боковой стороны рельса. Усталостная трещина 22 образуется в горизонтальном направлении, начиная от точки дефекта сварного шва около усиления шва вблизи нейтральной оси шейки, затем хрупкая трещина 23 проникает в толщину шейки, после чего один конец трещины распространяется в сторону верхушки головки, а другой конец трещины распространяется в сторону основания. Хотя здесь показан случай, когда причиной образования трещины является дефект сварного шва, трещина может также образовываться от поверхности сварной зоны, и когда дефектов нет.
Фиг.3B показывает состояние, где место, в котором образовалась горизонтальная трещина в шейке, отрезано, и поверхность трещины открыта и видна со стороны верхушки головки рельса. Можно видеть следующее: усталостная трещина 22 образуется от окрестности центра шейки в сварной зоне рельсов, и затем хрупкая трещина 23 проникает в толщь шейки.
Как описано в непатентном документе 2, считается, что на образование усталостных трещин влияют не только условия внешней нагрузки, но также остаточное напряжение в материале. Фиг.4 показывает результаты проведенных авторами настоящей заявки измерений распределения остаточных напряжений в сечении в направлении вдоль по периметру рельса, причем сечение образует прямой угол с продольным направлением рельса в центре сварного шва Q сварной зоны рельсов. Образуется усталостная трещина 22, которая растет, так как из-за сварки вблизи шейки 2 в сварной зоне создается большое остаточное растягивающее напряжение в периферийном направлении рельса, то есть в вертикальном направлении, и при каждом проходе поезда многократно прикладывается нагрузка. Чтобы предотвратить такое повреждение, желательно не допускать дефектов сварного шва, являющихся источником повреждения, а также сделать дефект безвредным, даже если таковой имеется. С этой точки зрения желательно, чтобы остаточное напряжение в вертикальном направлении, приложенное к шейке рельса, было малым. Согласно испытанию на усталость, проведенному авторами настоящего изобретения, для снижения частоты образования усталостных трещин желательно, чтобы остаточное напряжение в вертикальном направлении было меньше или равно 350 МПа.
Железнодорожный путь образован из щебеночного балласта, шпал, устройств, скрепляющих рельс и шпалу, и рельсов. При прохождении поездов по рельсу к железнодорожному пути прикладывается нагрузка, распределенная от совокупности колес поезда.
При анализе причин образования повреждений необходимо учитывать состояние нагрузки от колес на сварную зону рельсов. Наиболее типичными состояниями взаимосвязи между рельсом и шпалами, на которые опирается рельс, являются: состояние, в котором вертикальная нагрузка прикладывается напрямую к рельсу колесом, проходящим непосредственно над шпалой, и состояние, в котором колесо проходит в промежутке между шпалами. Когда длинный рельс, полученный сваркой, осуществленной в заводских условиях, устанавливают на его рабочее место, положение сварной зоны и положение шпалы могут совпасть лишь случайно. Считается, что в одном длинном рельсе, имеющем длину несколько сотен метров, имеется несколько участков, в которых положение шпалы и положение сварной зоны совпадают друг с другом.
Фиг.5 показывает случай, когда колесо 25 проходит непосредственно над шпалой 24. В этом случае самое большое напряжение создается у шейки 2, которая имеет малую площадь сечения. Хотя напряжение в этом случае является сжимающим напряжением, напряжение у шейки 2 в сварной зоне 7 является исключительно большим остаточным растягивающим напряжением, поэтому напряжение по существу соответствует состоянию повторяющихся напряжений в области растяжения.
Далее, считается, что состояние, в котором колесо проходит через промежуток между шпалами, является другим типичным нагруженным состоянием, и здесь, как показано на фиг.6, добавляется нагрузка, которая гнет рельс, надавливая от верхней части. В этом нагруженном состоянии головка рельса сжимается в продольном направлении, подошва толкается в продольном направлении, а шейка является нейтральной. Однако зимой во многих случаях возникает усадочное напряжение в продольном направлении рельса, и растягивающее напряжение может многократно прикладываться в месте, где высота шейки мала. Когда в дополнение к усадочному напряжению и растягивающему напряжению прикладывается остаточное напряжение в продольном направлении, имеется опасность, что зимой у шейки рельса может образоваться усталостная трещина в направлении, образующем прямой угол с продольным направлением рельса, то есть в вертикальном направлении, и эта усталостная трещина приписывается напряжению в продольном направлении рельса.
Отметим, что растягивающее напряжение прикладывается к подошве рельса каждый раз при прохождении колеса. Однако, как показано в непатентном документе 2, остаточное напряжение сварного соединения, полученного при стыковой сварке оплавлением, в продольном направлении соответствует большому сжимающему напряжению в основании рельса. Фиг.7 показывает результаты измерений, проведенных авторами настоящей заявки. Соответственно, растягивающее напряжение, прикладываемое к подошве рельса при прохождении поездов, и остаточное напряжение компенсируют друг друга, образуя тем самым область сжатия, которая выгодна тем, что затрудняет образование усталостных трещин.
Чтобы повысить срок службы длинного рельса, необходимо подавить образование усталостных трещин от шейки в сварной зоне и добиться высокого сопротивления усталости в этих частях рельса.
В целях предотвращения повреждения шейки рельса патентные документы 5 и 6 описывают изобретения, относящиеся к способу улучшения усталостной прочности сварной зоны рельсов путем контроля остаточного напряжения, применяя быстрое охлаждение головки и шейки рельса в сварной зоне рельсов или быстрое охлаждение всей сварной зоне, которая находится при высокой температуре вследствие нагрева при сварке или тепла, переданного снаружи, и снижая остаточное растягивающее напряжение в вертикальном направлении, образованное у шейки в сварной зоне рельсов, или превращая остаточное растягивающее напряжение в сжимающее напряжение. Согласно этим изобретениям, стало возможным намного уменьшить частоту образования усталостных трещин от шейки рельса.
Когда осуществляется способ быстрого охлаждения головки и шейки рельса после сварки, как описано в патентных документах 5 и 6, то, как показано в непатентном документе 1, остаточное напряжение, которое образовано у шейки рельса в вертикальном направлении [o1], снижается и, таким образом, можно подавить образование усталостных трещин в области шейки. Однако показано, что при этом способе остаточное напряжение в основании рельса в продольном направлении превращается в растягивающее напряжение. В последние годы наблюдалась тенденция повышения веса товарных вагонов при грузовых железнодорожных перевозках, и как результат повысилась изгибающая нагрузка, прикладываемая к основанию рельса. Основание вытянется в продольном направлении рельса из-за изгибающей нагрузки, и на усталостную прочность при изгибе этой части сильно влияет остаточное напряжение в продольном направлении. Если остаточное напряжение основания рельса в продольном направлении превратить в растягивающее напряжение способом охлаждения согласно патентным документам 5 и 6, возникает риск снижения усталостной прочности при изгибе.
В качестве других методов, улучшающих усталостную прочность в сварной зоне рельса, можно указать способ, использующий дробеструйную нагартовку, описанный, например, в патентном документе 7, и способы, использующие проковку, обработку на шлифовальном станке и правку шва, полученного аргонно-дуговой сваркой.
Кроме того, патентный документ 8 описывает способ снижения остаточного напряжения путем повторного нагрева сварной зоны газовой горелкой. Показана возможность снижения остаточного напряжения этим способом, но патентный документ 8 не описывает подходящую область повторного нагрева, которая, как предполагается, будет отличаться для каждого способа сварки, и этот способ не является непременно достаточным для предотвращения усталостного повреждения.
Документы предшествующего уровня техники
Патентные документы
Патентный документ 1: JP S56-136292A
Патентный документ 2: JP H11-270810A
Патентный документ 3: JP S63-160799A
Патентный документ 4: JP S48-95337A
Патентный документ 5: JP S59-93837A
Патентный документ 6: JP S59-93838A
Патентный документ 7: JP H3-249127A
Патентный документ 8: JP H8-337819A
Непатентные документы
Непатентный документ 1: Proceedings of the Second International Conference on residual stresses, ICR2, Nancy, France, 23-25, Nov., 1988, P912-918
Непатентный документ 2: Proceedings Railroad Rail Welding, AAR, Memphis, USA, 29-30, Nov, 1983, P153-160
Сущность изобретения
Проблемы, решаемые изобретением
В одном аспекте настоящего изобретения достигается решение вышеупомянутых проблем предшествующего уровня, и объектом изобретения является разработка способа эффективного получения длинного рельса, усталостная прочность которого в сварной зоне улучшена по сравнению с предшествующим уровнем.
Средства для решения проблемы
Одной целью настоящего изобретения является снижение остаточного напряжения в сварной зоне рельсов для улучшения усталостной прочности. Таким образом, настоящее изобретение заключается в следующем.
(1) Способ повторного нагрева сварной зоны рельсов, осуществляемый после того, как рельсы были сварены, в котором каждый рельс имеет область повторного нагрева P в шейке, и область повторного нагрева P находится на расстоянии C от центра сварного шва Q, причем расстояние C больше или равно 0,2 и меньше или равно трем длинам Lh зоны термического воздействия (HAZ) в сварной зоне рельса, т.е.
0,2Lh≤C≤3Lh.
(2) Способ повторного нагрева сварной зоны рельсов согласно (1), причем область повторного нагрева P имеет длину B в продольном направлении рельса, больше или равную 0,5 и меньше или равную пяти длинам Lh зоны HAZ в сварной зоне рельсов, т.е.
0,5Lh≤B≤5Lh.
(3) Способ повторного нагрева сварной зоны рельсов согласно (1) или (2), причем область повторного нагрева P имеет высоту A больше или равную 0,2 высотам Hw шейки рельса, т.е.
0,2Hw≤A.
(4) Способ повторного нагрева сварной зоны рельсов согласно любому из (1)-(3), причем температура, достигаемая в процессе повторного нагрева в центре области повторного нагрева P, больше или равна 400°C и меньше или равна 750°C.
(5) Способ повторного нагрева сварной зоны рельсов согласно (4), причем температура Th(°C), достигаемая в процессе повторного нагрева в центре области повторного нагрева P, находится в следующем соотношении с начальной температурой Tw(°C) сварной зоны рельсов в процессе повторного нагрева
0,375Tw+350≤Th≤0,5Tw+600
(6) Способ повторного нагрева сварной зоны рельсов согласно любому из (1)-(5), причем расстояние Ch между областью Ph повторного нагрева верхушки головки и центром Q сварного шва больше или равно 0,2 и меньше или равно трем длинам Lh зоны HAZ в сварной зоне рельсов.
(7) Способ повторного нагрева сварной зоны рельсов согласно любому из (1)-(6), причем область Ph повторного нагрева верхушки головки имеет длину Bh, больше или равную 0,5 и меньше или равную пяти длинам Lh зоны HAZ в сварной зоне рельсов.
(8) Способ повторного нагрева сварной зоны рельсов по любому из (1)-(7), причем область Ph повторного нагрева верхушки головки имеет ширину Ah, больше или равную 0,3 от ширины Gh головки.
(9) Способ повторного нагрева сварной зоны рельсов по любому из (1)-(8), причем температура, достигаемая в центре области Ph повторного нагрева верхушки головки, больше или равна 400°C и меньше или равна 750°C.
(10) Способ повторного нагрева сварной зоны рельсов по любому из (1)-(9), причем расстояние Cb между областью повторного нагрева Pb основания рельса и центром Q сварного шва больше или равно 0,2 и меньше или равно трем длинам Lh зоны HAZ в сварной зоне рельсов.
(11) Способ повторного нагрева сварной зоны рельсов по любому из (1)-(10), причем длина Bb области Pb повторного нагрева основания рельса больше или равна 0,5 и меньше или равна пяти длинам Lh зоны HAZ в сварной зоне рельсов.
(12) Способ повторного нагрева сварной зоны рельсов по любому из (1)-(11), причем ширина Ab области повторного нагрева основания рельса больше или равна 0,3 от ширины Gb подошвы рельса.
(13) Способ повторного нагрева сварной зоны рельсов по любому из (1)-(12), причем температура, достигаемая в центре области Pb повторного нагрева основания рельса, больше или равна 400°C и меньше или равна 750°C.
Эффекты от изобретения
Согласно настоящему изобретению, остаточное напряжение в шейке рельса в сварной зоне можно уменьшить и, тем самым, затруднить образование усталостных трещин в сварной зоне.
Краткое описание чертежей
Фиг.1A является схемой, поясняющей обозначения в сварной зоне и сечении рельса, и представляет собой вид сбоку на длинный рельс в горизонтальном направлении.
Фиг.1B является разрезом по линии A-A с фиг.1A.
Фиг.1C является разрезом по линии B-B с фиг.1A в случае стыковой сварки оплавлением и газопрессовой сварки.
Фиг.1D является разрезом по линии B-B для случая сварки плавлением, как термитная сварка и закрытая электродуговая сварка.
Фиг.2A является схематическим видом стыковой сварки оплавлением, показывающим процесс оплавления.
Фиг.2B является схематическим видом стыковой сварки оплавлением, показывающим процесс обжима.
Фиг.2C является схематическим видом стыковой сварки оплавлением, показывающим процесс зачистки грата.
Фиг.3A является схематическим видом примера усталостного повреждения, образованного от шейки рельса в сварной зоне, причем поврежденная часть показана в горизонтальном направлении.
Фиг.3B является схематическим видом примера усталостного повреждения, образованного от шейки рельса в сварной зоне, причем трещина в поврежденной части открыта и показана сверху.
Фиг.4 показывает распределение остаточного напряжения в сечении по линии A-A в направлении по периметру в центре сварного шва Q сварного соединения, полученного стыковой сваркой оплавлением.
Фиг.5 является пояснительной схемой, показывающей ситуацию, когда колесо проходит по сварной зоне непосредственно над шпалой.
Фиг.6 является пояснительной схемой, показывающей ситуацию, когда колесо проходит по сварной зоне между шпалами, показана ситуация с усадочным напряжением в зимнее время.
Фиг.7 показывает распределение остаточного напряжения в сечении по линии A-A в продольном направлении в центре Q сварного соединения, полученного стыковой сваркой оплавлением.
Фиг.8A схематически поясняет механизм образования остаточного напряжения и показывает распределение температуры вдоль центральной линии D-D шейки рельса сразу после сварки.
Фиг.8B схематически поясняет механизм образования остаточного напряжения и показывает ситуацию образования напряжения в процессе естественного охлаждения после сварки.
Фиг.8C схематически поясняет механизм образования остаточного напряжения и показывает распределение остаточного напряжения вдоль центральной линии шейки D-D.
Фиг.9 является схематическим видом, показывающим способ повторного нагрева шейки 2 в сварной зоне, согласно настоящему изобретению.
Фиг.10 является схематическим видом, показывающий способ повторного нагрева шейки 2, верхушки 4 головки и основания 6 в сварной зоне, согласно настоящему изобретению.
Фиг.11 является схематическим видом распределения температуры при осуществлении повторного нагрева согласно настоящему изобретению.
Фиг.12A является схематическим видом, показывающим образование деформации и напряжения при повторном нагреве согласно настоящему изобретению, показана ситуация во время повторного нагрева.
Фиг.12B является схематическим видом, показывающим образование деформации и напряжения при осуществлении повторного нагрева согласно настоящему изобретению, показана ситуация в процессе охлаждения.
Фиг.13 является схематической диаграммой, показывающей изменение деформаций в сварной зоне и участке повторного нагрева TL, TR при осуществлении повторного нагрева согласно настоящему изобретению.
Фиг.14 является графиком, схематически показывающим соотношение между расстоянием Cw между областью Pw повторного нагрева и центром сварного шва и остаточным напряжением.
Фиг.15 является графиком, схематически показывающим соотношение между длиной Bw области Pw повторного нагрева и остаточным напряжением.
Фиг.16 является графиком, схематически показывающим соотношение между высотой Aw области Pw повторного нагрева шейки 2 и остаточным напряжением.
Фиг.17 является графиком, схематически показывающим соотношение между температурой повторного нагрева Th в области P повторного нагрева шейки 2 и остаточным напряжением.
Фиг.18 является схематическим видом, показывающим распределение температуры при осуществлении повторного нагрева из горячего состояния после сварки.
Фиг.19 является схематическим видом, показывающим распределение температуры в процессе охлаждения после проведения повторного нагрева из горячего состояния после сварки.
Фиг.20 является графиком, схематически показывающим соотношение между временем начала повторного нагрева после сварки и остаточным напряжением.
Фиг.21 является графиком, схематически показывающим влияние температуры повторного нагрева шейки на остаточное напряжение шейки в сварной зоне в вертикальном направлении.
Фиг.22 является схематическим видом, показывающим влияние температуры повторного нагрева шейки рельса на остаточное напряжение шейки на участке повторного нагрева в вертикальном направлении.
Фиг.23 является графиком, схематически показывающим соотношение между начальной температурой сварной зоны и оптимальной температурой повторного нагрева шейки рельса.
Фиг.24A является схематическим видом, показывающим распределение температуры на участке TL, TR повторного нагрева в вертикальном направлении в случае, когда повторно нагревают только шейку 2.
Фиг.24B является схематическим видом, показывающим распределение остаточного напряжения в сечении Q центра сварного шва и на участке TL, TR повторного нагрева в продольном направлении в случае, когда повторно нагревают только шейку 2.
Фиг.25A является схематическим видом, показывающим распределение температуры на участке повторного нагрева в вертикальном направлении в случае, когда в дополнении к шейке 2 повторно нагревают также головку.
Фиг.25B является схематическим видом, показывающим распределение остаточного напряжения в продольном направлении в случае, когда в дополнении к шейке 2 повторно нагревают также головку.
Фиг.26 является схематическим видом, показывающим распределение остаточного напряжения на участке TL, TR повторного нагрева и в центре Q сварного шва в продольном направлении в случае, когда в дополнении к шейке 2 повторно нагревают также верхушку 4 головки, а также основание 6.
Фиг.27 является графиком, схематически показывающим соотношение между шириной Ah области Ph повторного нагрева головки 1 и остаточным напряжением шейки в продольном направлении.
Фиг.28 является графиком, схематически показывающим соотношение между шириной Ab области Pb повторного нагрева основания 6 рельса и остаточным напряжением шейки в продольном направлении.
Фиг.29 поясняет способ испытания на усталость, относящийся к остаточному напряжению в шейке 2 в вертикальном направлении.
Фиг.30 поясняет способ испытания на усталость, относящийся к остаточному напряжению в шейке 2 в продольном направлении.
Фиг.31 поясняет способ испытания на усталость, относящийся к остаточному напряжению, приложенному к участку повторного нагрева шейки 2, в вертикальном направлении.
Варианты осуществления изобретения
Далее с обращением к приложенным чертежам будут подробно описаны предпочтительные варианты осуществления настоящего изобретения. Следует отметить, что в этом описании и на приложенных чертежах конструктивные элементы, имеющие по существу одинаковую функцию и структуру, обозначены одинаковыми числовыми позициями, и их пояснение не повторяется.
Описание способа сварки
Сначала посредством фигур 2A-2C будет описан способ сварки, используя в качестве примера стыковую сварку оплавлением. Первой операцией стыковой сварки оплавлением является процесс создания непрерывного дугового разряда между торцевыми сторонами, который показан на фиг.2A и который называется процессом оплавления.
В процессе оплавления все торцевые поверхности свариваемого материала расплавляются. Кроме того, часть материала вблизи торцевых поверхностей размягчается из-за повышения температуры. В момент, когда достигается это состояние, прикладывается давление в осевом направлении, как показано на фиг.2B. Расплавленный металл, который имеется между торцевыми поверхностями, выталкивается в результате сдавливания, что называется обжимом, и вокруг места сварки образуется наплавленный валик.
Наплавленный валик срезают методом горячей резки и удаляют гратоснимателем, как показано на фиг.2C, при высокой температуре сразу после сварки. Этот процесс называется снятием грата.
Материал рельса
Как определено в японских стандартах JIS E1101 и JIS E1120, в качестве рельсовой стали обычно применяется эвтектоидная или доэвтектоидная углеродистая сталь, содержащая от 0,5 до 0,8 масс.% углерода. Кроме того, в других странах на железных дорогах с горнодобывающих месторождений в последние годы распространение получила рельсовая сталь, имеющая заэвтектоидный состав, с содержанием углерода более 0,8 масс.%, которая дополнительно улучшает износостойкость линий грузовых перевозок высокой нагрузки.
Далее, в случае, когда рельс используется на железной дороге, размер поперечного сечения рельса выбирается в зависимости от веса товарных вагонов на маршруте. То есть на отрезках, где проходят тяжелые товарные вагоны, выбираются рельсы с большой жесткостью и большим размером сечения.
Механизм образования остаточных напряжений после сварки
Далее описывается идея авторов изобретения о механизме образования чрезмерно большого остаточного напряжения в шейке рельса в вертикальном направлении [o2] при сварке рельсов.
Фиг.8B показывает распределение температуры R1 и R2 и направления, в которых во время охлаждения возникает усадочная деформация. В центре Q сварного шва снижение температуры со временем большое, и усадочная деформация Eq велика. С другой стороны, температура в периферийной части зоны сварки, такой как ML или MR, изначально низкая, следовательно, величина падения температуры также мала, и усадочная деформация Em мала. Разница этих усадочных деформаций вызвана следующим: если взять за точку отсчета центр Q сварного шва, то центр Q сварного шва находится в состоянии, где усадка ограничена по периферии, так что возникает растягивающее напряжение; а если взять за точку отсчета периферийную часть ML, MR, которая находится на расстоянии от центра Q сварного шва, периферийная часть ML, MR находится в состоянии, когда от усадочной деформации Eq в зоне сварки прикладывается сжимающее напряжение. В результате, как показано на фиг.8C, в центре Q сварного шва создается большое растягивающее напряжение в вертикальном направлении, а на периферии создается сжимающее напряжение. На фигуре положительные значения относятся к состоянию растяжения, а отрицательные значения - к состоянию сжатия. На положение точек VL, VR, где состояние меняется от растяжения к сжатию, влияет длина зоны сварки, нагретой до высокой температуры в продольном направлении рельса. Длина зоны сварки, нагретой до высокой температуры, может быть представлена длиной HAZ в сварной зоне. Таким образом, при увеличении длины зоны HAZ возрастает длина области зоны сварки, нагретой до высокой температуры.
Согласно описанному выше, при увеличении длины Lh зоны HAZ распределение температуры в продольном направлении рельса становится более крутым, и остаточное напряжение в центре Q сварного шва в вертикальном направлении увеличивается. По этой причине в периферийной части ML, MR, которая отдалена от центра Q сварного шва, остаточное сжимающее напряжение увеличивается.
В способе сварки под давлением, как стыковая сварка оплавлением или газопрессовая сварка, длина Lh зоны HAZ определяется расстоянием между граничными линиями HAZ, X, показанными на фиг.1C. Аналогично, при сварке с плавлением, как термитная сварка, длина Lh зоны HAZ определяется как расстояние между граничными линиями X зоны HAZ, показанными на фиг.1D, но сварка с плавлением отличается от способа сварки под давлением тем, что фаза наплавленного металла находится в пределах длины HAZ. При таком определении длины Lh зоны HAZ положение VL, VR соответствует положению, находящемуся на расстоянии примерно Lh от центра Q сварного шва.
При стыковой сварке оплавлением вызывают оплавление между торцевыми поверхностями рельсов, установленных напротив друг друга, и температуру торцевых поверхностей увеличивают выше, чем температура плавления 1300-1400°C. С другой стороны, электрод 9 (см. фиг.2A-2C) для подачи энергии охлаждают водой, чтобы подавить износ, вызываемый эрозией и подобным. Соответственно, материал рельса охлаждается водоохлаждаемым электродом 9, и температура материала рельса вблизи электрода 9 составляет порядка 300°C даже в конце сварки. Место установки электрода 9 на рельс обычно отстоит примерно на 100 мм от свариваемой торцевой поверхности. По завершении сварки в пределах расстояния примерно 100 мм между электродом 9 и торцевой поверхностью имеется разница температур около 1000°C. Фиг.8A является схематическим видом, показывающим распределение температуры у шейки рельса в сварной зоне, причем кривая Rwo показывает распределение температуры сразу после сварки, и материал рельса имеет самый резкий градиент температуры из всех способов сварки рельсов.
С другой стороны, способ термитной сварки является способом, включающим инжекцию высокотемпературной расплавленной стали, чтобы тем самым расплавить торцевые поверхности рельса, при этом способе быстро устанавливается второе, за способом стыковой сварки оплавлением, из наиболее крутых распределений температуры в продольном направлении рельса.
При газопрессовой сварке окрестность торцевых поверхностей нагревается до примерно 1000°C из-за теплоты вблизи торцевых поверхностей рельса, которые должны свариваться под давлением, и газопрессовая сварка имеет следующее по очереди, после способа термитной сварки в продольном направлении рельса, самое резкое распределение температуры.
Образование остаточного напряжения в шейке в вертикальном направлении наиболее значительно при стыковой сварке оплавлением, где градиент температуры является самым резким, и остаточное напряжение снижается при уменьшении неравномерности температуры в следующем порядке: термитная сварка и газопрессовая сварка. Настоящее изобретение эффективно для любого из этих способов сварки.
При закрытой электродуговой сварке металл сварного шва наплавляют путем сварки вручную последовательно от нижней части рельса, затрачивая час или более рабочего времени. В начале сварки температура подошвы 3 рельса высокая, и с продвижением сварки сварная зона доходит до шейки 2, а затем до головки 1 рельса. Соответственно, по мере продвижения сварки вокруг сварной зоны 7 возникают сложные температурные деформации и напряжения. Можно полагать, что способ снижения остаточного напряжения согласно настоящему изобретению может быть также эффективным для закрытой электродуговой сварки.
Место повторного нагрева сварной зоны
Настоящее изобретение дает способ эффективного снижения остаточного напряжения путем повторного нагрева сварного соединения. Сначала будет описано положение повторного нагрева сварной зоны.
Способ повторного нагрева сварной зоны рельсов раскрыт в патентном документе 3 и является известной технологией. В случае повторного нагрева основного материала рельса повторный нагрев, реализуемый в большей области, чем часть, в которой остаточное растягивающее напряжение образовано с самого начала, может снизить остаточное напряжение, но это снижение недостаточно. Причина недостаточности снижения в том, что когда повторно нагревают сварную зону, снова возникает распределение температуры, похожее на распределение, имеющееся во время сварки, показанное на фиг.8B, и после повторного нагрева снова возникают деформация и напряжение.
Настоящее изобретение отличается тем, что в целях снижения остаточного напряжения областью повторного нагрева является не сама сварная зона, а основной материал рельса вокруг сварной зоны.
Ниже в описании варианта осуществления настоящего изобретения сначала будет рассмотрена область повторного нагрева согласно настоящему изобретению. На фиг.9 Pw обозначает область повторного нагрева шейки 2, Aw обозначает высоту области повторного нагрева, Bw обозначает ширину области повторного нагрева, и Cw обозначает расстояние между областью повторного нагрева и центром Q сварного шва.
Фиг.10 показывает случай повторного нагрева, наряду с шейкой 2, верхушки 4 головки или основания 6 рельса. Ph обозначает область повторного нагрева верхушки 4 головки, Ah и Ab обозначают ширины (длины в направлении ширины, перпендикулярном продольному направлению) областей повторного нагрева верхушки 4 головки и основания 6 рельса, соответственно, Bh и Bb обозначают длины (длины в продольном направлении) областей повторного нагрева верхушки 4 головки и основания 6 рельса, соответственно, и Ch и Cb обозначают расстояние между областью повторного нагрева верхушки 4 головки и центром Q сварного шва и расстояние между областью повторного нагрева основания 6 рельса и центром Q сварного шва, соответственно.
Отметим, что область Ph повторного нагрева верхушки 4 головки или область Pb повторного нагрева основания 6 рельса может непрерывно соединяться с областью Pw повторного нагрева шейки 2.
Описание механизма снижения остаточного напряжения, вызванного повторным нагревом, согласно одному варианту настоящего изобретения
Далее описывается изменение температуры в шейке 2 рельса, вызванное повторным нагревом шейки 2 на периферии сварной зоны. На фиг.11 R1 схематически показывает распределение температуры сразу после повторного нагрева вдоль центральной по высоте линии D-D шейки 2, а R2 схематически показывает распределение температуры по линии D-D по прошествии некоторого периода времени после повторного нагрева.
Фиг.12A показывает ситуацию образования деформации вокруг сварной зоны в это время.
Как показано на фиг.8C, остаточное растягивающее напряжение присутствует в центре Q сварного шва, а сжимающее остаточное напряжение присутствует вблизи участка повторного нагрева. При начале повторного нагрева участок TL, TR повторного нагрева создает деформационное расширение Et из-за повышения температуры. Эта деформация создает растягивающее напряжение Sq в центре Q сварного шва в вертикальном направлении. При дальнейшем повышении температуры снижается предел текучести из-за повышения температуры, и это замедляет увеличение напряжения и постепенно вызывает переход от увеличения к уменьшению.
Далее, фиг.12B показывает ситуацию с деформацией в процессе естественного охлаждения после завершения повторного нагрева. В процессе охлаждения создается усадочная деформация Et в вертикальном направлении со снижением температуры на участке повторного нагрева. Усадочная деформация Et создает сжимающее напряжение Sq вблизи центра Q сварного шва, и, таким образом, остаточное растягивающее напряжение в сварной зоне уменьшается.
Изменения напряжения, сопровождающие повторный нагрев, показаны на фиг.13.
Соотношение между расстоянием Cw между областью повторного нагрева Pw и центром сварного шва и остаточным напряжением
Фиг.14 показывает соотношение между расстоянием Cw между областью Pw повторного нагрева шейки 2 и центром Q сварного шва и остаточным напряжением.
Данные на фигуре соответствуют примеру, полученному при повторном нагреве термообработанной шейки рельса, имеющего вес на единицу длины 70 кг/м. Рельс содержит, в масс.%, C: 0,79%, Si: 0,25%, Mn: 0,90%, Cr: 0,22%, остальное Fe и неизбежные примеси. Твердость верхушки головки составляет HV 390. Сечение рельса имеет высоту 188,9 мм, ширину Gb подошвы 152,4 мм, толщину шейки 17,5 мм, ширину Gh головки 77,8 мм и высоту Hw шейки 104,0 мм. При сварке длительность оплавления составляет 180 секунд, величина усадки, вызванная давлением обжима, 16 мм, и длина зоны HAZ равна 38 мм. Область повторного нагрева, как показано на фиг.9, является частью основного материала рельса, находящейся на некотором отдалении от сварной зоны. Длина Bw области повторного нагрева равна 50 мм, высота Aw области повторного нагрева равна 100 мм, и температура повторного нагрева в центре области повторного нагрева равна 500°C. В вышеуказанных условиях меняют расстояние Cw между областью повторного нагрева и центром сварного шва в шейке рельса.
Чтобы обобщить результаты, устраняя влияние длины сварной зоны, зависящей от условий сварки, горизонтальная ось показывает отношение Cw/Lh, полученное делением расстояния Cw между областью Pw повторного нагрева и центром Q сварного шва на длину Lh зоны HAZ. В случае, когда величина Cw/Lh меньше 0,2, температура в центре Q сварного шва повышается, и эффект приложения сжимающего усилия Sq к сварной зоне вследствие усадки Et участка повторного нагрева, как показано на фиг.12B, мал, следовательно, эффект снижения остаточного напряжения мал, и остаточное напряжение не снижается до величины 350 МПа или меньше, которая эффективна для улучшения усталостной прочности. Далее, в случае, когда отношение Cw/Lh превышает 3, становится затруднительным приложить сжимающее усилие, образованное усадочной деформацией Et области Pw повторного нагрева, к сварной зоне, поэтому эффект снижения остаточного напряжения ослабляется, и остаточное напряжение составляет 350 МПа или больше, так что сложно получить эффект улучшения усталостной прочности. Так как эффект снижения остаточного напряжения наибольший, когда отношение Cw/Lh составляет от 0,5 до 2, желательно устанавливать величину Cw/Lh в этом диапазоне, и по меньшей мере в диапазоне от 0,2 до 3.
Соотношение между длиной Bw области Pw повторного нагрева и остаточным напряжением
Фиг.15 показывает соотношение между длиной Bw области Pw повторного нагрева и остаточным напряжением.
Данные на фигуре соответствуют примеру, полученному повторным шейки рельса общего назначения, имеющего вес на единицу длины 50 кг/м. Рельс содержит, в масс.%, C: 0,70%, Si: 0,23%, Mn: 0,92%, остальное Fe и неизбежные примеси. Твердость верхушки головки рельса составляет HV 270. Сечение рельса имеет высоту 153,0 мм, ширину Gb подошвы 127,0 мм, толщину шейки 15,0 мм, ширину Gh головки 65,0 мм и высоту Hw шейки 74,0 мм. При сварке длительность оплавления равна 150 секунд, величина усадки, вызванная давлением обжима, 16 мм, и длина зоны HAZ 35 мм. Область повторного нагрева является, как показано на фиг.9, частью основного материала рельса, находящейся на некотором расстоянии от сварной зоны. Расстояние Cw между областью повторного нагрева и центром сварного шва шейки равно 95 мм, высота Aw области повторного нагрева равна 70 мм, и температура повторного нагрева в центре области повторного нагрева равна 500°C. В вышеуказанных условиях меняют длину Bw области повторного нагрева.
Чтобы обобщить результаты, устраняя влияние длины зоны сварки, зависящей от способа сварки, горизонтальная ось показывает отношение Bw/Lh, полученное делением длины Bw области повторного нагрева на длину Lh зоны HAZ. В случае, когда величина Bw/Lh меньше 0,5, участок повторного нагрева, показанный на фиг.12B, мал, следовательно, сжимающее усилие, приложенное к сварной зоне, образованное в результате усадки участка повторного нагрева, мало. Соответственно, остаточное напряжение не снижается до значения 350 МПа, которое эффективно для улучшения усталостной прочности. С увеличением Bw/Lh остаточное напряжение снижается, но изменение остаточного напряжения становится малым, когда отношение Bw/Lh составляет 1,5 или больше. Ограничений на величину Bw/Lh нет, но не предпочтительно проводить повторный нагрев при значении Bw/Lh больше трех, так как требуется большое количество энергии. Поэтому с точки зрения снижения остаточного напряжения и экономии энергии желательно устанавливать величину Bw/Lh в интервале от 1,5 до 3 и по меньшей мере в интервале от 0,5 до 5.
Соотношение между высотой Aw области Pw повторного нагрева и остаточным напряжением
Фиг.16 показывает соотношение между высотой Aw области Pw повторного нагрева шейки и остаточным напряжением.
Данные на фигуре соответствуют примеру, полученному повторным нагревом термообработанной шейки рельса, имеющего вес на единицу длины 70 кг/м. Рельс содержит, в масс.%, C: 0,91%, Si: 0,47%, Mn: 0,75%, Cr: 0,31%, остальное Fe и неизбежные примеси. Твердость верхушки головки рельса составляет HV 420. Сечение рельса имеет высоту 188,9 мм, ширину Gb подошвы 152,4 мм, толщину шейки 17,5 мм, ширину Gh головки 77,8 мм и высоту шейки Hw 104,0 мм. При сварке длительность оплавления составляет 120 секунд, величина усадки, вызванная давлением обжима, составляет 16 мм, и длина зоны HAZ равна 33 мм. Область повторного нагрева, как показано на фиг.9, является частью основного материала рельса, находящейся на некотором отдалении от сварной зоны. Расстояние Cw между областью повторного нагрева и центром сварного шва в шейке равно 80 мм, длина Bw области повторного нагрева составляет 50 мм, и температура повторного нагрева в центре области повторного нагрева равна 500°C. В вышеуказанных условиях меняют высоту Aw области повторного нагрева.
Чтобы обобщить результаты, устраняя влияние размера сечения свариваемого рельса, горизонтальная ось показывает отношение Aw/Hw, полученное делением высоты Aw области повторного нагрева на высоту шейки Hw. В случае, когда значение Aw/Hw меньше 0,2, площадь, которую нужно повторно нагреть, мала, и следовательно, сжимающее усилие, образованное в результате усадки участка повторного нагрева, показанное на фиг.12B, приложенное к сварной зоне, мало, и эффект снижения остаточного напряжения мал, так что остаточное напряжение не снижается до значения 350 МПа, которое эффективно для улучшения усталостной прочности. С увеличением отношения Aw/Hw остаточное напряжение снижается, поэтому крайне желательно повторно нагревать всю область высоты Hw шейки 2. Кроме того, область повторного нагрева 2 может иметь T-образную форму, идя от шейки 2 рельса к головке 1 и от шейки 2 к подошве 3. Кроме того, область повторного нагрева шейки 2 может также включать в себя область Ph повторного нагрева головки 1 и область Pb повторного нагрева подошвы 3 в форме единой сплошной области.
Температура повторного нагрева
Фиг.17 показывает соотношение между температурой повторного нагрева Th и остаточным напряжением в шейке 2 в сварной зоне.
Данные на фигуре соответствуют примеру, полученному повторным нагревом основания термообработанной шейки рельса, имеющего вес на единицу длины 70 кг/м. Рельс содержит, в масс.%: C: 0,91%, Si: 0,47%, Mn: 0,75%, Cr: 0,31%, остальное Fe и неизбежные примеси. Твердость верхушки головки составляет HM 420. Сечение рельса имеет высоту 188,9 мм, ширину Gb подошвы 152,4 мм, толщину шейки 17,5 мм, ширину Gh головки 77,8 мм и высоту Hw шейки 104,0 мм. При сварке длительность оплавления составляет 240 секунд, величина усадки, вызванная давлением обжима, составляет 16 мм, и длина зоны HAZ равна 42 мм. Область повторного нагрева является, как показано на фиг.9, частью основного материала рельса, находящейся на некотором отдалении от сварной зоны. Расстояние Cw между областью повторного нагрева шейки и центром сварного шва шейки равно 80 мм, длина Bw области повторного нагрева равна 50 мм, и высота Aw области повторного нагрева составляет 100 мм. В вышеуказанных условиях меняют температуру Th повторного нагрева в центре области повторного нагрева, увеличивая и уменьшая время повторного нагрева.
Когда температура повторного нагрева ниже 400°C, эффект приложения сжимающего усилия к сварной зоне, используя усадку участка повторного нагрева, как показано на фиг.12B, мал, следовательно, остаточное напряжение не снижается. С другой стороны, хотя остаточное напряжение уменьшается с повышением температуры повторного нагрева, но если температура превысит 700°C, начинается сфероидизация цементита в перлитной композиции, и прочность снижается. Сфероидизация цементита в перлите прогрессирует с увеличением температуры и времени повторного нагрева. Однако, так как в настоящем изобретении не устанавливается время выдерживания, степень сфероидизации при повторном нагреве до 750°C мала, и желательно удерживать температуру в этом диапазоне.
Обработка повторным нагревом в горячем состоянии после сварки
Далее описывается случай, когда область Pw повторного нагрева шейки 2 нагревают в позиции TL, TR, которая находится на расстоянии от центра Q сварного шва, в горячем состоянии после сварки. Фиг.18 показывает распределение температуры для этого случая вдоль центральной по высоте линии D-D шейки 2 рельса. R0 показывает распределение температуры, полученное при проведении сварки перед повторным нагревом, а R1 представляет собой распределение температуры после повторного нагрева. Центр Q сварного шва находится в состоянии горячей температуры и характеризуется тем, что температура после повторного нагрева в центре сварного шва выше, чем температура в случае фиг.11, показывающей повторный нагрев от нормальной температуры.
Фиг.19 показывает распределение температуры R2 и состояние образования деформации по истечении заданного времени после повторного нагрева. Вблизи центра Q сварного шва образуется усадочная деформация Eq, вызванная снижением температуры. Также и на участке TL, TR повторного нагрева образуется усадочная деформация Et. Кроме того, например, в позиции FL, FR, находящейся на внешней стороне участка TL, TR повторного нагрева, изменения температуры, вызванные повторным нагревом, малы, и усадочная деформация Ef мала. Область, в которой изменение температуры мало, является местом ограничения деформации на участке TL, TR повторного нагрева и сварной зоны, находящейся с внутренней стороны.
Таким образом, усадочная деформация Eq в центре сварного шва Q и усадочная деформация Et участка повторного нагрева ограничены, кроме того, позициями FL и FR, находящимися на внешних сторонах, и на этих участках происходит изменение напряжения. Однако когда расстояние позиции ограничения от центра Q сварного шва увеличивается, вблизи центра сварного шва относительно легко образуется усадка, и предполагается, что создается меньшее остаточное напряжение.
С другой стороны, принимая во внимание соотношение между центром Q сварного шва и участком TL, TR повторного нагрева, снижение температуры на участке повторного нагрева больше, чем снижение температуры в сварной зоне, и усадочная деформация, вызванная снижением температуры, больше на участке повторного нагрева (Et>Eq). Из-за разницы в усадочных деформациях участок TL, TR повторного нагрева создает сжимающее напряжение в сварной зоне.
Разница температуры между участком повторного нагрева и сварной зоной меньше в случае проведения повторного нагрева из горячего состояния, чем в случае проведения повторного нагрева от нормальной температуры. Соответственно, разница между усадочной деформацией Et участка TL, TR повторного нагрева и усадочной деформацией Eq в сварной зоне меньше, чем разница в случае проведения повторного нагрева от нормальной температуры, и эффект образования сжимающего усилия Sq в центре Q сварного шва ослабляется.
Однако, как показано на фиг.19, повторный нагрев из горячего состояния оказывает эффект снижения остаточного напряжения благодаря увеличению расстояния между центром Q сварного шва и точкой ограничения, и остаточное растягивающее напряжение в сварной зоне снижается аналогично случаю проведения повторного нагрева от нормальной температуры.
Фиг.20 показывает влияние времени начала повторного нагрева на остаточное напряжение в случае проведения повторного нагрева из горячего состояния после сварки.
Данные на фигуре соответствуют примеру, полученному повторным нагревом термообработанной шейки 2 рельса, имеющего вес на единицу длины 70 кг/м. Рельс содержит, в масс.%: C: 0,91%, Si: 0,47%, Mn: 0,75%, Cr: 0,31%, остальное Fe и неизбежные примеси. Твердость верхушки головки составляет HV 420. Сечение рельса имеет высоту 188,9 мм, ширину Gb подошвы 152,4 мм, толщину шейки 17,5 мм, ширину Gh головки 77,8 мм и высоту Hw шейки 104,0 мм. При сварке длительность оплавления составляет 240 секунд, величина усадки, вызванная давлением обжима, 16 мм, и длина зоны HAZ равна 42 мм. Область повторного нагрева, как показано на фиг.9, является частью основного материала рельса, находящейся на некотором отдалении от сварной зоны. Расстояние Cw между областью повторного нагрева и центром сварного шва в шейке равно 80 мм, длина Bw области повторного нагрева составляет 50 мм, высота Aw области повторного нагрева составляет 100 мм, и температура повторного нагрева Th в центре области повторного равна 500°C. В вышеуказанных условиях меняют время начала повторного нагрева.
По горизонтальной оси отложено время начала повторного нагрева, выраженное как время, прошедшее после завершения сварки, а по вертикальной оси отложено остаточное напряжение в сварной зоне в вертикальном направлении. Изменение остаточного напряжения относительно мало, даже если время начала повторного нагрева увеличивается.
Остаточное напряжение на участке повторного нагрева
С другой стороны, как показано на фиг.13, при проведении повторного нагрева остаточное напряжение в сварной зоне снижается, а остаточное напряжение в нагретой части повышается.
Если остаточное напряжение высоко, опасность образования усталостной трещины имеется даже на участке повторного нагрева. Однако частота образования усталостных трещин составляет несколько процентов от всех сварных деталей, даже если учитывать сварные зоны с остаточным растягивающим напряжением 400 МПа или больше и имеющие много источников усталостных трещин, таких как дефект сварного шва, в том числе деформация формы поперечного сечения и усадочная микрораковина, а также участок термического влияния со сниженной твердостью. Часть основного материала, подвергающаяся повторному нагреву в настоящем изобретении, имеет мало источников возникновения усталостных трещин, таких как сварная зона. Соответственно, в этой части основного материала риск образования усталостных трещин считается достаточно малым до напряжений 400 МПа, что соответствует остаточному напряжению в сварной зоне в условиях сразу после сварки.
Таким образом, ситуации изменения остаточного напряжения в сварной зоне и участке повторного нагрева отличаются в зависимости от начальной температуры зоны сварки во время повторного нагрева. Авторы настоящей заявки исследовали влияние температуры повторного нагрева для двух условий повторного нагрева: горячее состояние сразу после сварки с температурой в сварной зоне порядка 400°C и состояние нормальной температуры, когда после сварки прошло достаточно времени, и температура в сварной зоне снизилась до нормальной.
Фиг.21 показывает для повторных нагревов при этих разных начальных условиях влияние температуры повторного нагрева шейки на остаточное напряжение шейки в сварной зоне в вертикальном направлении. В случае, когда начальная температура зоны сварки высокая, эффект снижения остаточного напряжения в сварной зоне довольно слабый.
Соответственно, желательно во время повторного нагрева устанавливать температуру Th повторного нагрева в соответствии с начальной температурой Tw в сварной зоне. Согласно исследованиям, проведенным авторами настоящей заявки, желательно, чтобы соотношение между начальной температурой Tw(°C) и температурой Th(°C) повторного нагрева соответствовало следующему выражению 1. Как описано выше, когда температура повторного нагрева ниже 400°C, эффект снижения остаточного напряжения в сварной зоне мал, поэтому желательно, чтобы температура была до некоторой степени выше, а в случае, когда начальная температура зоны сварки во время повторного нагрева высокая, желательно, чтобы температура была еще выше.
Th≥0,375Tw+350 (выражение 1)
Далее, фиг.22 показывает для повторных нагревов в двух разных начальных условиях влияние температуры повторного нагрева шейки на остаточное напряжение шейки на участке повторного нагрева в вертикальном направлении. В случае, когда повторный нагрев проводится из состояния, в котором сварная зона имеет низкую начальную температуру, то есть нормальную температуру, тенденция повышения остаточного напряжения участка повторного нагрева становится сильнее. Согласно экспериментам, проведенным авторами настоящей заявки, чтобы сделать остаточное напряжение на участке повторного нагрева меньше или равным 400 МПа, желательно установить температуру Th(°C) повторного нагрева в диапазоне, представленном следующим выражением 2, в соответствии с начальной температурой Tw(°C) в сварной зоне во время повторного нагрева.
Th≤0,5Tw+600 (выражение 2)
Согласно приведенным выше выражениям 1 и 2, температура Th(°C) повторного нагрева шейки устанавливается в диапазоне, указанном в выражении 3, в соответствии с начальной температурой Tw(°C) в сварной зоне, таким образом, можно получить сварную зону с отличным распределением остаточных напряжений, причем остаточное напряжение в сварной зоне в достаточной мере снижено, а остаточное напряжение на участке повторного нагрева устанавливается на уровне 400 МПа или меньше.
0,375Tw+350≤Th≤0,5Tw+600 (выражение 3)
Фиг.23 является графиком, показывающим диапазон (заштрихованная область) подходящей температуры повторного нагрева, причем по горизонтальной оси отложена начальная температура в сварной зоне во время повторного нагрева, а по вертикальной оси - температура участка повторного нагрева участка шейки. Температура повторного нагрева устанавливается в диапазоне, соответствующем выражению 3 выше, и составляет от 400°C или выше и до 750°C или ниже, в зависимости от начальной температуры в сварной зоне во время повторного нагрева; таким образом, можно получить сварную зону с отличной усталостной прочностью, в которой остаточное напряжение составляет 350 МПа или меньше, а остаточное напряжение на участке повторного нагрева меньше или равно 400 МПа.
Остаточное напряжение шейки рельса в продольном направлении
Далее описывается остаточное напряжение шейки 2 в продольном направлении, в случае, когда повторно нагревается шейка 2. Фиг.24A показывает поверхностное распределение температуры R1 в вертикальном направлении на участке TL, TR повторного нагрева по завершении повторного нагрева в случае, когда нагревается только шейка 2. При повторном нагреве шейки 2 температура шейки 2 выше, чем температуры головки 1 и подошвы 3.
В шейке 2 создается усадочная деформация в продольном направлении, но усадочная деформация в головке 1 и подошве 3 мала. Из-за разницы усадочных деформаций усадка шейки 2 в продольном направлении ограничена головкой 1 и подошвой 3.
В результате, как показано на фиг.24B, на участке повторного нагрева создается растягивающее напряжение Stx, и это растягивающее напряжение Stx влияет на центр Q сварного шва и создает остаточное напряжение Sqx, примерно такое же, как в центре сварного шва.
Зимой растягивающее напряжение повышается сезонно из-за температурного сжатия, и чрезмерно большое остаточное напряжение в продольном направлении может вызвать излом рельса. С точки зрения предотвращения излома рельса зимой желательно, чтобы остаточное напряжение в продольном направлении было малым.
Способ снижения остаточного напряжения шейки рельса в продольном направлении
Далее описывается способ уменьшения остаточного растягивающего напряжения в продольном направлении, причем остаточное растягивающее напряжение увеличивается, в случае, когда повторно нагревается шейка 2.
Этот способ является способом повторного нагрева верхушки 4 головки и/или основания 6 рельса одновременно с шейкой 2.
Фиг.25A показывает поверхностное распределение температуры R1 в сечении участка повторного нагрева TL, TR, при завершении повторного нагрева в случае, когда область Ph повторного нагрева верхушки 4 головки нагревается одновременно с шейкой 2. Помимо повышения температуры шейки 2 повышается также температура головки 1. В процессе охлаждения возникает усадка в продольном направлении рельса как в головке 1, так и в шейке 2 рельса. С другой стороны, так как изменение температуры подошвы 3 мало, ее деформация мала.
Из-за разницы температурных деформаций головки 1, шейки 2 и подошвы 3 усадка головки 1 и усадка шейки 2 ограничены подошвой 3, таким образом, как показано на фиг.25B, в головке 1 и шейке 2 рельса возникает остаточное растягивающее напряжение. Однако по сравнению со случаем, когда повторно нагревается только шейка 2, как показано на фиг.24A и фиг.24B, то поскольку ограничением служит только подошва 3, состояние рельса становится близким состоянию, в котором все сечение рельса сжимается однородно в продольном направлении. Усилие ограничения усадочной деформации шейки 2 в продольном направлении снижается, и растягивающее напряжение Stx уменьшается.
Отметим, что, хотя это и не показано, в случае, когда основание 6 рельса повторно нагревают одновременно с шейкой 2, в шейке 2 и основании 6 образуется остаточное растягивающее напряжение, но по сравнению со случаем, когда повторно нагревают только шейку 2, в данном случае деформацию ограничивает только головка 1, и растягивающее напряжение Stx шейки 2 в продольном направлении снижается.
Когда эти три участка, то есть шейка 2, верхушка 4 головки и основание 6 рельса повторно нагревают одновременно, температура повторного нагрева становится однородной на всем сечении рельса на участке TL, TR повторного нагрева. Соответственно, усадочная деформация в продольном направлении также становится однородной по всему сечению, и остаточное напряжение Stx, Sqx шейки 2 в продольном направлении еще больше снижается. Фиг.26 показывает остаточное напряжение Sqhx, Sqbx, Sthx, Stbx в продольном направлении в сечении, в данном случае в позициях TL, TR, Q.
Расстояние Ch между областью Ph повторного нагрева верхушки 4 головки и центром сварного шва, расстояние Cb между областью Pb повторного нагрева основания 6 и центром сварного шва
Желательно, чтобы размер Ph области повторного нагрева верхушки 4 головки или области Pb повторного нагрева основания 6 рельса был таким же, как размер области повторного нагрева Pw в шейке рельса. Дело в том, что когда диапазон повторного нагрева верхушки 4 головки или основания 6 рельса меньше, чем диапазон повторного нагрева шейки 2, эффект снижения остаточного напряжения шейки 2 в продольном направлении мал. Напротив, когда размер области повторного нагрева этих участков становится чрезмерным, в этих участках создаются высокие остаточные растягивающие напряжения. Таким образом, желательно, чтобы расстояние Ch между областью повторного нагрева Ph верхушки 4 головки и центром сварного шва и/или расстояние Cb между областью повторного нагрева Pb основания 6 и центром сварного шва было таким же, как расстояние Cw между областью повторного нагрева Pw шейки 2 и центром сварного шва, и желательно, чтобы длины повторного нагрева Bh, Bb были такими же, как Bw.
Таким образом, желательно, чтобы предельный диапазон размеров, выраженный в величине, деленной на длину Lh зоны HAZ, был следующим: Ch/Lh или Cb/Lh составляют от 0,2 до 3, и величина Bh/Lh или Bb/Lh, полученная делением длины Bh, соответственно, Bb области повторного нагрева на длину Lh зоны HAZ, была больше или равна 0,5 и меньше или равна 5.
Ширина Ah области Ph повторного нагрева верхушки 4 головки
Фиг.27 для случая повторного нагрева головки в дополнение к нагреву шейки из горячего состояния после сварки показывает зависимость остаточного напряжения шейки в сварной зоне в продольном направлении от ширины Ah области повторного нагрева головки.
Данные на фигуре соответствуют примеру, полученному повторным нагревом головки в дополнение к термообработанной шейке рельса, имеющего вес на единицу длины 70 кг/м. Рельс содержит, в масс.%: C: 0,91%, Si: 0,47%, Mn: 0,75%, Cr: 0,31%, остальное Fe и неизбежные примеси. Твердость верхушки головки рельса составляет HV 420. Сечение рельса имеет высоту 188,9 мм, ширину Gb подошвы 152,4 мм, толщину шейки 17,5 мм, ширину Gh головки 77,8 мм и высоту Hw шейки 104,0 мм. При сварке длительность оплавления составляет 240 секунд, величина усадки, вызванная давлением обжима, составляет 16 мм, и длина зоны HAZ равна 42 мм. Область повторного нагрева, как показано на фиг.25A, является частью основного материала рельса, находящейся на некотором отдалении от сварной зоны. Расстояние Cw между областью повторного нагрева шейки и центром сварного шва и расстояние Ch между областью повторного нагрева головки и центром сварного шва равны 80 мм каждое, длина Bw области повторного нагрева шейки и длина Bh области повторного нагрева головки равна 50 мм каждая, высота Aw области повторного нагрева шейки составляет 100 мм, и температура Th повторного нагрева в центре области повторного нагрева равна 500°C. В вышеуказанных условиях меняют ширину Ah области повторного нагрева головки.
Чтобы обобщить результаты, устраняя влияние ширины Gh головки рельса, зависящей от размера рельса, горизонтальная ось показывает отношение Ah/Gh, полученное делением ширины Ah области повторного нагрева на ширину Gh головки рельса. При увеличении ширины Ah области повторного нагрева головки температурная деформация головки, показанная на фиг.25B, становится ближе к температурной деформации шейки, и, следовательно, остаточное напряжение шейки в продольном направлении снижается. В сварном шве после сварки, который не подвергается дополнительному нагреву, имеется остаточное напряжение примерно 220 МПа, и желательно, чтобы это остаточное напряжение материала, подвергнутого дополнительной термообработке, удерживалось на уровне ниже 220 МПа. Чтобы получить остаточное напряжение меньше 220 МПа, необходимо, чтобы отношение Ah/Gh было больше 0,3.
Ширина Ab области Pb повторного нагрева основания 6 рельса
Фиг.28 в случае повторного нагрева основания 6 в дополнение к нагреву шейки в горячем состоянии после сварки показывает изменение остаточного напряжение шейки в сварной зоне в продольном направлении при изменении ширины Ab области повторного нагрева основания 6.
Данные на фигуре соответствуют примеру, полученному повторным нагревом основания 6 в дополнение к термообработанной шейке рельса, имеющего вес на единицу длины 70 кг/м. Рельс содержит, в масс.%: C: 0,91%, Si: 0,47%, Mn: 0,75%, Cr: 0,31%, остальное Fe и неизбежные примеси. Твердость верхушки головки составляет HV 420. Сечение рельса имеет высоту 188,9 мм, ширину Gb подошвы 152,4 мм, толщину шейки 17,5 мм, ширину Gh головки 77,8 мм и высоту Hw шейки 104,0 мм. При сварке длительность оплавления составляет 240 секунд, величина усадки, вызванная давлением обжима, 16 мм, и длина зоны HAZ равна 42 мм. Область повторного нагрева, как показано на фиг.25A и фиг.25B, является частью основного материала рельса, находящейся на некотором отдалении от сварной зоны. Расстояние Cw между областью повторного нагрева шейки и центром сварного шва и расстояние Cb между областью повторного нагрева основания 6 и центром сварного шва равны 80 мм каждое, длина Bw области повторного нагрева шейки и длина Bb области повторного нагрева головки равна 50 мм каждая, высота Aw области повторного нагрева шейки составляет 100 мм, и температуры Th повторного нагрева в центре области повторного нагрева шейки и головки равны 500°C каждая. В вышеуказанных условиях меняют ширину Ab области повторного нагрева основания 6 рельса.
Чтобы обобщить результаты, устраняя влияние ширины основания рельса, зависящей от размера рельса, горизонтальная ось показывает отношение Ab/Gb, полученное делением ширины Ab области повторного нагрева на ширину Gb подошвы рельса. При увеличении ширины Ab области повторного нагрева основания 6 рельса температурная деформация основания 6, показанная на фиг.26, становится ближе к температурной деформации шейки, и, следовательно, остаточное напряжение шейки в продольном направлении снижается. В сварном шве после сварки, который не подвергался дополнительному нагреву, имеется остаточное напряжение примерно 220 МПа, и желательно, чтобы это остаточное напряжение материала, подвергаемого дополнительной термообработки, удерживалось на уровне ниже 220 МПа. Чтобы получить остаточное напряжение меньше 220 МПа, необходимо, чтобы отношение Ab/Gb было больше 0,3.
Температура области Ph повторного нагрева верхушки 4 головки, температура области Pb повторного нагрева основания 6
Желательно, чтобы температура повторного нагрева в центре области Ph повторного нагрева верхушки 4 головки и/или температура повторного нагрева в центре области Pb повторного нагрева основания 6 была такой же, что и температура Th повторного нагрева шейки.
Дело в том, что когда температура повторного нагрева верхушки 4 головки или основания 6 рельса ниже, чем температура повторного нагрева шейки 2, эффект снижения остаточного напряжения шейки 2 в продольном направлении мал. Напротив, когда температура повторного нагрева этих участков становится чрезмерно высокой, в этих участках возникает большое остаточное растягивающее напряжение. Таким образом, желательно, чтобы температура повторного нагрева области Ph повторного нагрева верхушки 4 головки или области Pb повторного нагрева основания 6 была такой же, как температура повторного нагрева шейки 2. Поэтому желательно, чтобы температура повторного нагрева в центре области Ph повторного нагрева верхушки 4 головки или области Pb повторного нагрева основания 6 была больше или равна 400°C и меньше или равна 750°C.
Способ повторного нагрева
Формы устройств повторного нагрева и механизмы повторного нагрева сварной зоны особо не ограничиваются, если только они позволяют надлежащим образом нагревать намеченную часть рельса.
Используемая рельсовая сталь
Рельсовая сталь, с которой применяется настоящее изобретение, является рельсовой сталью для железнодорожных путей, металлическая структура которой является перлитом. Как показано на фигурах 8A-8C, образование остаточного напряжения вызвано температурной деформацией, возникающей в процессе охлаждения после сварки, и ограничением. Для этого случая описана связь с деформацией превращения стали. Во время превращения идут сложные процессы деформации, например, образуется новая деформация, вызванная объемным расширением, а температурная деформация, образованная в области аустенитной температуры, уменьшается вследствие перестройки кристаллической решетки. Превращение имеет место в диапазоне температур от 600 до 700°C, когда перлитная сталь охлаждается от диапазона аустенитной температуры. В этом температурном диапазоне предел текучести материала низкий, и образование температурной деформации менее вероятно. С другой стороны, некоторые рельсовые материалы с повышенным содержанием легирующих элементов имеют температуры превращения в диапазоне бейнита 300-500°C или в диапазоне мартенсита 300°C или ниже. Так как такие рельсовые материалы имеют низкие диапазоны температур превращения, деформация превращения создает заметное напряжение и влияет на остаточное напряжение. Отметим, что рельсовую сталь, использующую мартенситное превращение, подвергают отпуску после охлаждения.
Для настоящего изобретения годится любая рельсовая сталь, имеющая перлитную структуру, и ее детальный химический состав не важен, но рельсы с бейнитной структурой или со структурой мартенсита отпуска не подходят.
Далее дополнительно описываются химические компоненты рельсовой стали, имеющей перлитную структуру.
C является важным элементом для повышения прочности и образования перлитной структуры в рельсовой стали для железнодорожных путей, и его содержание составляет от 0,6% до 1,1%. С увеличением содержания C улучшается прочность на истирание, поэтому рельсовая сталь с высоким содержание C применяется для железных дорог с путями малого радиуса и для железнодорожных путей для перевозки тяжелых грузов. Когда содержание C составляет 0,6% или меньше, легко образуется доэвтектоидный феррит, и прочность материала и сопротивление истиранию снижаются. Когда содержание C составляет 1,1% или больше, легко образуется доэвтектоидный цементит, и в результате материал склонен к охрупчиванию.
Si является элементом, повышающим прочность в результате упрочнения твердого раствора в ферритной фазе в перлитной структуре, и его содержание составляет от 0,1% до 1,0%. Когда содержание Si составляет 0,1% или меньше, эффект не достигается, а когда содержание Si больше 1,0%, материал склонен к охрупчиванию.
Mn является элементом, который снижает температуру перлитного превращения, способствует повышению прочности, усиливая закаливаемость, и его содержание составляет от 0,4% до 1,2%. Если содержание Mn составляет 0,4% или меньше, эффект не достигается, а если содержание Mn составляет 1,2% или больше, закаливаемость становится слишком большой, и вероятно образование посторонних структур, таких как бейнитная структура и мартенситная структура.
Далее, помимо вышеуказанных компонентов, рельсовая сталь может при необходимости содержать следующие компоненты для усиления перлитной структуры, улучшения вязкости ферритной фазы в перлите и для получения высокой вязкости, делающие аустенитные зерна мельче во время нагрева проката для рельса или делающие аустенитные зерна мельче во время прокатки: 0,2% или меньше V, 0,1% или меньше Nb, 0,3% или меньше Mo, 0,05% или меньше Ti, 0,1% или меньше Al, 0,02% или меньше Ca, 0,5% или меньше Ni, 0,5% или меньше Cu и 0,8% или меньше Cr.
Кроме того, сталь содержит в качестве неизбежных примесей 0,03% или меньше каждого из P, S, O и N и 0,005% или меньше H.
Примеры
Далее приводятся примеры согласно настоящему изобретению и сравнительные примеры.
Рельсы, использованные в примерах и сравнительных примерах
В таблице 1 показаны три типа рельсов, которые использовались. Рельсовая сталь A, относящаяся к типу стали, называемому "рельс общего назначения", была доэвтектоидной сталью, содержащей от 0,65 до 0,75 масс.% углерода, и имела твердость по Виккерсу в головке рельса в материале сразу после прокатки от 260 до 290. Используемую для рельсов сталь B подвергали прокатке и затем термообработке, это была эвтектоидная сталь, содержащая от 0,75 до 0,85 масс.% углерода и имеющая твердость по Виккерсу в месте, находящемся на 5 мм ниже поверхности головки, от 360 до 400. Рельсовую сталь C подвергали прокатке и затем термообработке, это была заэвтектоидная сталь, содержащая от 0,85 до 0,95% углерода и имеющая твердость по Виккерсу в месте, находящемся на 5 мм под поверхностью головки, от 400 до 450.
В таблице 2 приведены размеры применяемых рельсов. "X" в таблице означает пример рельса, применяющегося главным образом для железнодорожных путей для перевозки тяжелых грузов, имеющего обозначение "141L". "Y" в таблице является примером рельса с размером сечения, применяющегося в основном для железнодорожных путей для пассажирских перевозок и перевозок легких грузов, имеющего обозначение "50N".
Типы рельсовых сталей, используемых в примерах и сравнительных примерах
Размеры (мм) рельсовых сталей, используемых в примерах и сравнительных примерах
Способ сварки
Сварку проводили, применяя способ стыковой сварки оплавлением. Длительность оплавления составляла 180 секунд, и расстояние наддува составляло 15 мм.
Способ повторного нагрева
Повторный нагрев проводили, выпрямляя переменный ток 60 Гц источника питания и превращая его в ток высокой частоты 5 кГц, который подавался на нагревательную спираль. Нагревательную спираль устанавливали на небольшом расстоянии, от 5 до 20 мм, от поверхности рельса, чтобы область повторного нагрева можно было определить как можно четче.
Способ измерения остаточного напряжения
Тензодатчик соединяли с точкой измерения, из этой части вырезали фрагмент толщиной 5 мм, длиной 15 мм и шириной 15 мм, и остаточное напряжение рассчитывали на основе величины изменения деформации.
Способ испытания на усталость
(1) Способ оценки усталостных характеристик шейки в отношении горизонтальной трещины
Испытание на оценку усталостной прочности шейки в отношении горизонтальной трещины проводили, применяя способ, схематически показанный на фиг.29. Сварную зону рельсов помещали на правильную плиту 27, и пресс-инструментом 28 многократно прикладывали нагрузку от головки в сварной зоне. Радиус кривизны пресс-инструмента 28 устанавливали на 450 мм, что близко к радиусу кривизны колеса. Учитывая, что реальная нагрузка на рельсовые пути для перевозки тяжелых грузов составляла порядка 20 тонн, прикладываемую нагрузку устанавливали на 30 тонн для ускорения эксперимента. Минимальная нагрузка устанавливалась на 4 тонны. Частота повторений нагрузки устанавливалась 2 Гц, и опыт заканчивался в момент, когда в сварной зоне образовывались трещины. В случае если при числе повторений нагрузки 2000000 трещины не образовывались, испытание заканчивалось при этом числе повторений.
(2) Способ оценки усталостных характеристик шейки в отношении напряжения в осевом направлении
Испытание на оценку усталостной прочности в осевом направлении схематически поясняется на фиг.30. Рельс удерживался в машине для испытаний в каждом из положений, находящихся на расстоянии 0,5 м от сварной зоны, и в осевом направлении многократно прикладывалась пульсирующая нагрузка K. Устанавливали минимальное напряжение 30 МПа и максимальное напряжение 430 МПа. Частоту повторений нагрузки устанавливали 5 Гц, и опыт заканчивали в момент, когда в сварной зоне образовывались трещины. В случае если при числе повторений нагрузки 2000000 трещины не образовывались, испытание заканчивали при этом числе повторений.
Пример A
Таблица 3 показывает примеры, каждый из которых был получен повторным нагревом шейки после проведения стыковой сварки рельса оплавлением.
Готовили 2-3 образца в одинаковых условиях, используя стыковую сварку оплавлением. Из них первый образец использовался для измерения остаточного напряжения, а второй использовался в испытании для оценки усталостной долговечности шейки. Все используемые сварные рельсы были сделаны из стали типа "A", указанной в таблице 1, и имели размер сечения "X", указанный в таблице 2. Твердость основного материала составляла 260-290 HV.
Во всех примерах A1-A13 повторный нагрев проводили через 180 минут после завершения сварки, температура в сварной зоне снизилась до 50°C. В примерах A14-A21 время начала повторного нагрева варьировалось от 5 до 120 минут после завершения сварки.
Во всех этих примерах остаточное напряжение в шейке рельса в вертикальном направлении снижалось по сравнению с материалом сразу после сварки (сравнительный пример a1). По этой причине в случае материала после сварки (сравнительный пример a1) трещины образовывались через короткий срок наработки, когда число повторений нагрузки еще не достигло 2000000 в испытании на усталость шейки. Напротив, в случае примеров A1-A21 трещины не образовывались до числа повторений нагрузки 2000000.
Между тем, во всех сравнительных примерах a2-a9, хотя шейка рельса повторно нагревалась, остаточное напряжение снижалось недостаточно, в основном из-за того, что расстояние C между областью повторного нагрева P и центром сварного шва было слишком малым или слишком большим. Соответственно, в испытании на усталость образование трещин в сравнительных примерах a2-a9 происходило через короткое время наработки.
Далее, так как сравнительный пример a8 имел чрезмерно высокую температуру повторного нагрева, участок повторного нагрева размягчался и имел твердость Hv 200, и от размягченной части образовывалась усталостная трещина.
Пример B
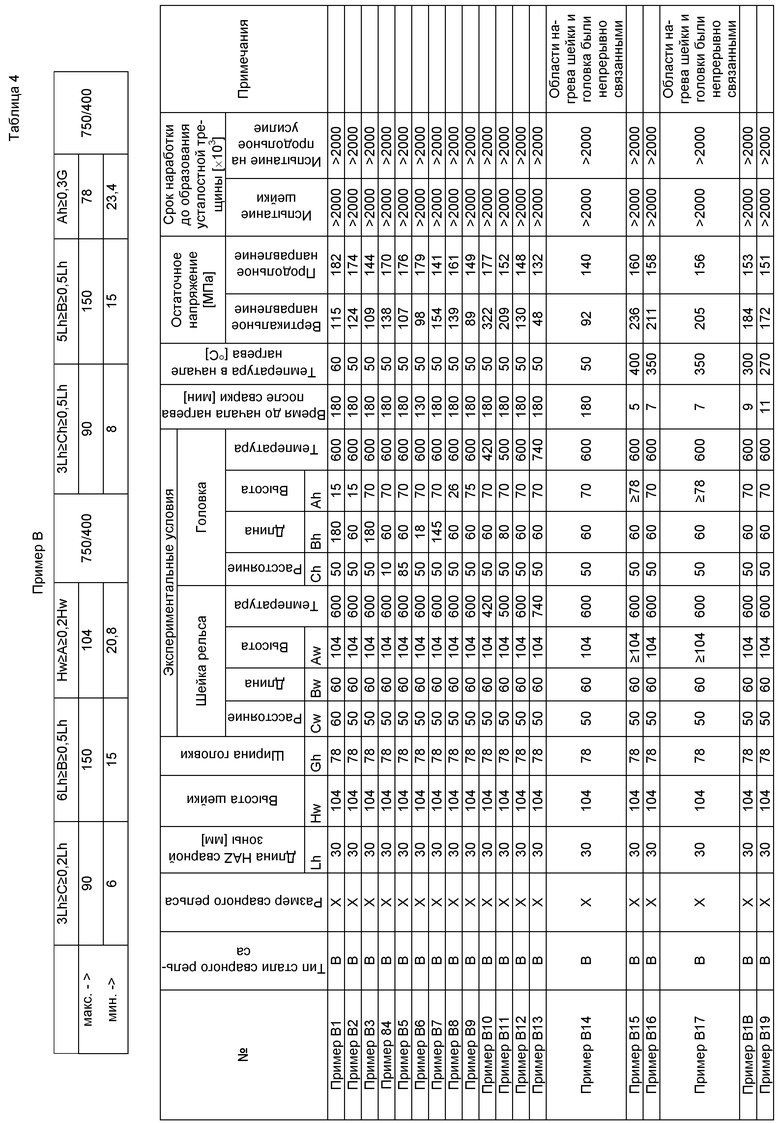
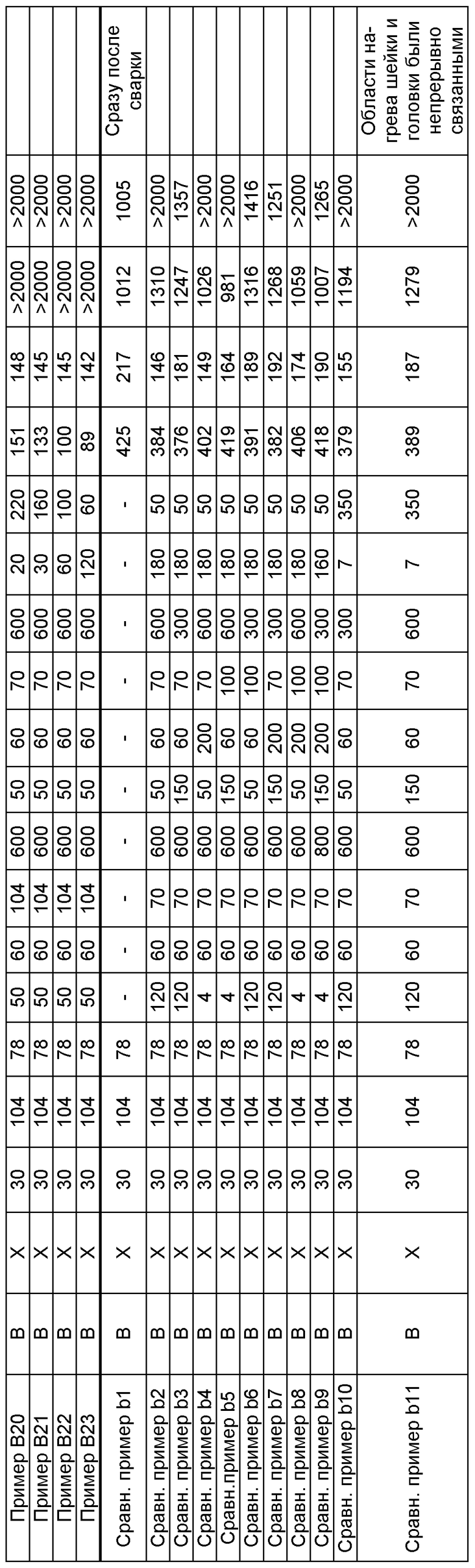
Таблица 4 показывает примеры, каждый из которых был получен повторным нагревом головки рельса одновременно с шейкой после проведения стыковой сварки рельса оплавлением.
Три образца были получены в одинаковых условиях, используя стыковую сварку оплавлением. Из них первый образец использовался для измерения остаточного напряжения, второй использовался в испытании на оценку усталостной долговечности шейки, и третий образец использовался в испытании на усталость при приложении осевого усилия.
Все используемые сварные рельсы были сделаны из стали типа "B", указанной в таблице 1, и имели размер сечения "X", указанный в таблице 2. Твердость основного материала составляла 360-400 HV.
Во всех этих примерах остаточное напряжение шейки рельса в вертикальном направлении снижалось по сравнению с материалом сразу после сварки (сравнительный пример b1). По этой причине в случае материала сразу после сварки (сравнительный пример b1) трещины образовывались через короткий срок наработки, когда число повторений нагрузки в испытании на усталость шейки еще не достигло 2000000. Напротив, в случае примеров B1-B23 до числа повторений нагрузки 2000000 трещины не образовывались.
Во всех примерах B1-B14 повторный нагрев проводили через 180 минут после завершения сварки, и температура в сварной зоне снижалась до 50°C. В примерах B15-B23 время начала повторного нагрева варьировалось от 5 до 120 минут от завершения сварки. При уменьшении времени начала повторного нагрева остаточное напряжение имело тенденцию к небольшому снижению.
В примерах B14 и B17 область повторного нагрева шейки 2 и область повторного нагрева верхушки 4 головки представляли собой неразрывно связанную область.
Между тем, хотя во всех сравнительных примеров b2-b11 повторно нагревали шейку 3 и верх 4 головки, остаточное напряжение в вертикальном направлении снижалось недостаточно, в основном из-за того, что расстояние Cw между областью Pw повторного нагрева шейки 2 и центром сварного шва было слишком малым или слишком большим. Соответственно, образование трещин в сравнительных примерах b2-b11 происходило через короткий срок наработки в испытании на усталость шейки. С другой стороны, при повторном нагреве верхушки 4 головки остаточное напряжение в продольном направлении снижалось по сравнению с материалом сразу после сварки (сравнительный пример b1), и усталостная долговечность в осевом направление в испытании на усталость повышалась. Однако образование трещин в сравнительных примерах b3, b6, b1 и b9 происходило прежде, чем число повторений нагрузки достигнет 2000000, из-за того, что температура повторного нагрева верхушки 4 головки была недостаточной, и из-за того, что размер области повторного нагрева был ненадлежащим.


Пример C
В таблице 5 показаны примеры, каждый из которых был получен повторным нагревом основания 6 одновременно с шейкой 2 после проведения стыковой сварки рельса оплавлением.
Три образца были получены в одинаковых условиях, используя стыковую сварку оплавлением. Из них первый образец использовался для измерения остаточного напряжения, второй использовался в испытании на оценку усталостной долговечности шейки, и третий образец использовался в испытании на усталость при приложении осевого усилия.
Все используемые сварные рельсы были сделаны из стали типа "C", указанной в таблице 1, и имели размер сечения "X", указанный в таблице 2. Твердость основного материала составляла 400-450 HV.
Во всех этих примерах остаточное напряжение шейки в вертикальном направлении снижалось по сравнению с материалом сразу после сварки (сравнительный пример c1). По этой причине в случае сравнительного примера c1 трещины образовывались через короткое время эксплуатации, когда число повторений нагрузки в испытании на усталость шейки еще не достигло 2000000. Напротив, в примерах C1-C23 до числа повторений нагрузки 2000000 трещины не образовывались.
Во всех примерах C1-C14 повторный нагрев проводили через 180 минут после завершения сварки, и температура в сварной зоне опускалась до 50°C. В примерах C15-C23 время начала повторного нагрева варьировалось от 5 до 120 минут после завершения сварки. При уменьшении времени начала повторного нагрева остаточное напряжение имело тенденцию к небольшому увеличению.
В примерах C14 и C17 область повторного нагрева шейки и область повторного нагрева верхушки 4 головки представляли собой неразрывно связанную область.
Между тем, хотя во всех сравнительных примерах c2-c11 нагревали шейку 2 и верх 4 головки рельса, остаточное напряжение в вертикальном направлении снизилось недостаточно, в основном из-за того, что расстояние Cw между областью Pw повторного нагрева шейки и центром сварного шва было слишком малым или слишком большим. Соответственно, образование трещин в сравнительных примерах c2-c11 в испытании на усталость шейки происходило через короткий срок наработки.
С другой стороны, при повторном нагреве верхушки 4 головки остаточное напряжение в продольном направлении снижалось по сравнению с материалом сразу после сварки (сравнительный пример e1), и усталостная долговечность в осевом направлении в испытании на усталость повышалась. Однако трещины в сравнительных примерах c3 и c9 образовывались раньше, чем число повторений нагрузки достигло 2000000, из-за того, что температура повторного нагрева верхушки 4 головки была недостаточной, и из-за того, что размер области повторного нагрева был ненадлежащим.
Кроме того, в сравнительных примерах c6 и c7 температура повторного нагрева верхушки 4 головки была чрезмерно высокой, и в результате поверхность верхушки головки размягчалась. Так как для верхушки 4 головки важна прочность на истирание, обработка, которая вызывает размягчение, не предпочтительна.

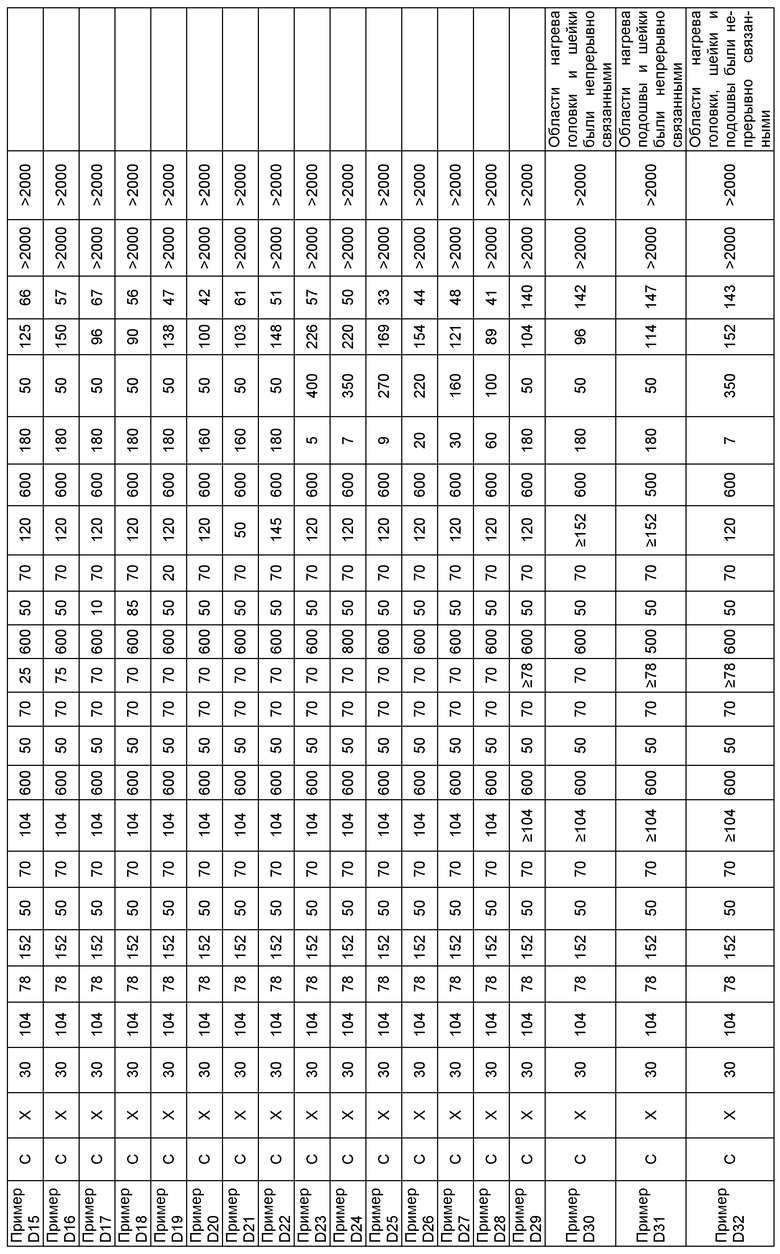

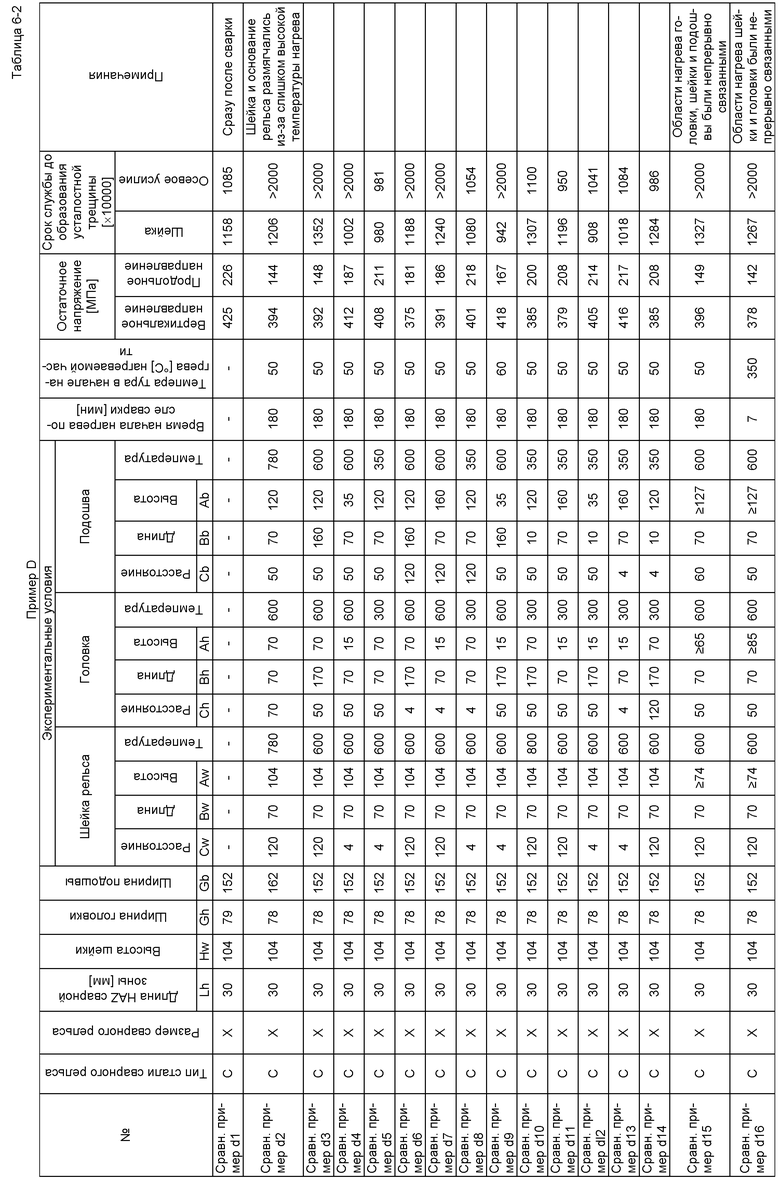
Пример D
Таблица 6-1 и таблица 6-2 показывают примеры, каждый из которых был получен повторным нагревом верхушки 4 головки и основания 6 рельса одновременно с шейкой 2 после стыковой сварки рельса оплавлением.
Три образца были получены в одинаковых условиях, используя стыковую сварку оплавлением. Из них первый образец использовался для измерения остаточного напряжения, второй использовался в испытании на оценку усталостной долговечности шейки, и третий образец использовался в испытании на усталость при приложении осевого усилия.
Все сварные рельсы были сделаны из стали типа "C", показанной в таблице 1, и имели размер сечения "X", указанный в таблице 2, и использовались сварные рельсы из стали типа "C", указанной в таблице 1, с размером сечения "Y" из таблицы 2. Твердость основного материала составляла от 400 до 450 HV.
Во всех этих примерах остаточное напряжение шейки в вертикальном направлении снижалось по сравнению с материалом сразу после сварки (сравнительный пример d1). По этой причине в случае материала сразу после сварки (сравнительный пример d1) трещины образовывались через короткий срок наработки, когда число повторений нагрузки в испытании на усталость шейки еще не достигло 2000000. Напротив, в случаях примеров D1-D41 до числа повторений нагрузки 2000000 трещины не образовывались.
В примерах D1-D22, D30-D32, D36 и D40 повторный нагрев проводился через 180 минут после завершения сварки, и температура в сварной зоне снижалась до 50°C. В примерах D23-D29, D33-D35 и D37-D39 время начала повторного нагрева варьировалось от 5 до 120 минут после завершения сварки. При уменьшении времени начала повторного нагрева остаточное напряжение имело тенденцию к небольшому повышению.
Все примеры D36-D39 были получены сваркой с большой подводимой теплотой и с большой длиной зоны HAZ. В примерах D30 и D33 область повторного нагрева шейки 2 и область повторного нагрева верхушки 4 головки представляли собой неразрывно связанную область.
В примерах D31 и D34 область повторного нагрева шейки 2 и область повторного нагрева основания 6 представляли собой неразрывно связанную область.
В примерах D32, D37 и D39-D41 все области повторного нагрева шейки 2, верхушки 4 головки и основания 6 представляли собой неразрывно связанную область.
Между тем, хотя во всех сравнительных примерах d2-d6 повторно нагревались шейка 2 и верхушка 4 головки и/или основание 6, остаточное напряжение в вертикальном направлении снизилось недостаточно, главным образом из-за того, что расстояние Cw между областью Pw повторного нагрева шейки и центром сварного шва было слишком маленьким или слишком большим. Соответственно, в сравнительных примерах d2-d6 трещины в испытании на усталость шейки образовывались через короткий срок наработки.
С другой стороны, при повторном нагреве верхушки 4 головки и/или основания 6 рельса остаточное напряжение в продольном направлении снижалось по сравнению с материалом сразу после сварки (сравнительный пример d1), и усталостная долговечность в осевом направлении в испытании на усталость увеличивалась. Однако в сравнительных примерах d5, d8 и d10-d14 трещины образовывались до того, как число повторений нагрузки достигнет 2000000 из-за того, что температура повторного нагрева верхушки 4 головки или основания 6 рельса была недостаточной, и из-за того, что размер области повторного нагрева был ненадлежащим.
Далее, в сравнительном примере d2 температуры повторного нагрева шейки 3 и основания 6 рельса были чрезмерно высокими, поэтому эти участки размягчались, и размягченные участки становились источником усталостных трещин. Кроме того, поскольку при прохождении колес в основании 6 рельса возникало напряжение растяжения при изгибе, обработка, которая вызывает размягчение, не является предпочтительной.
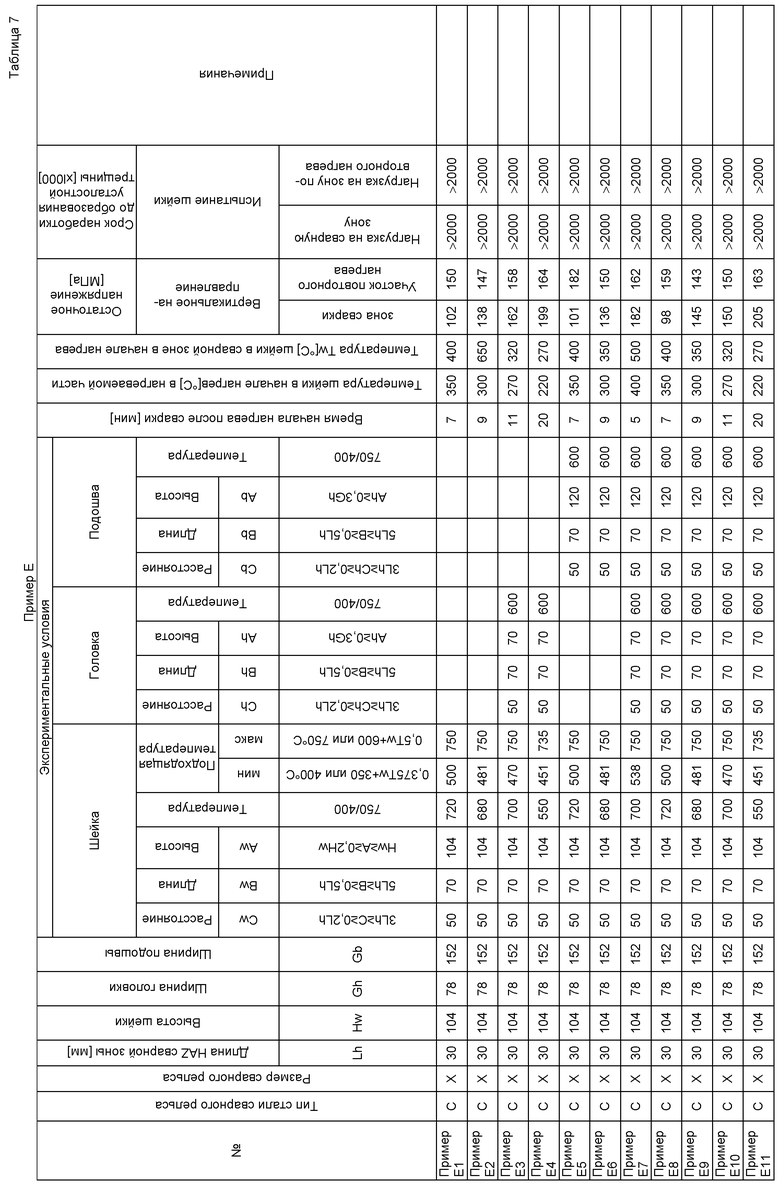
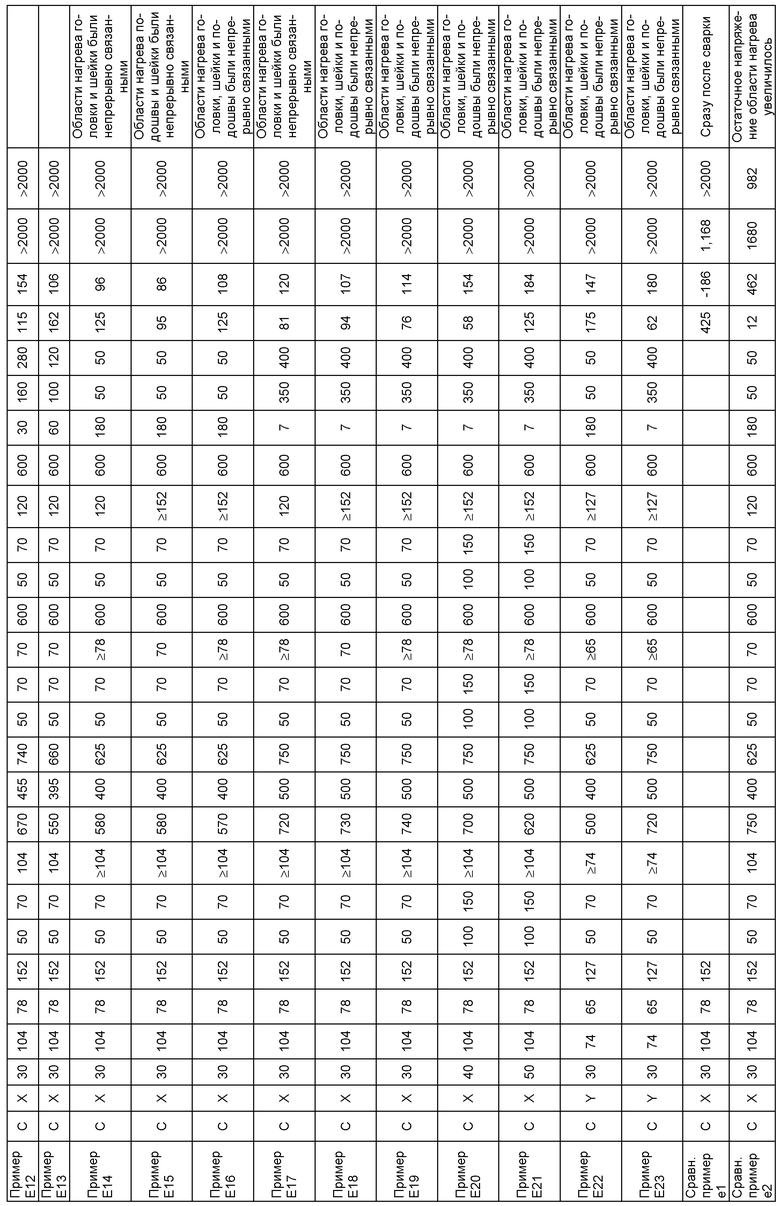
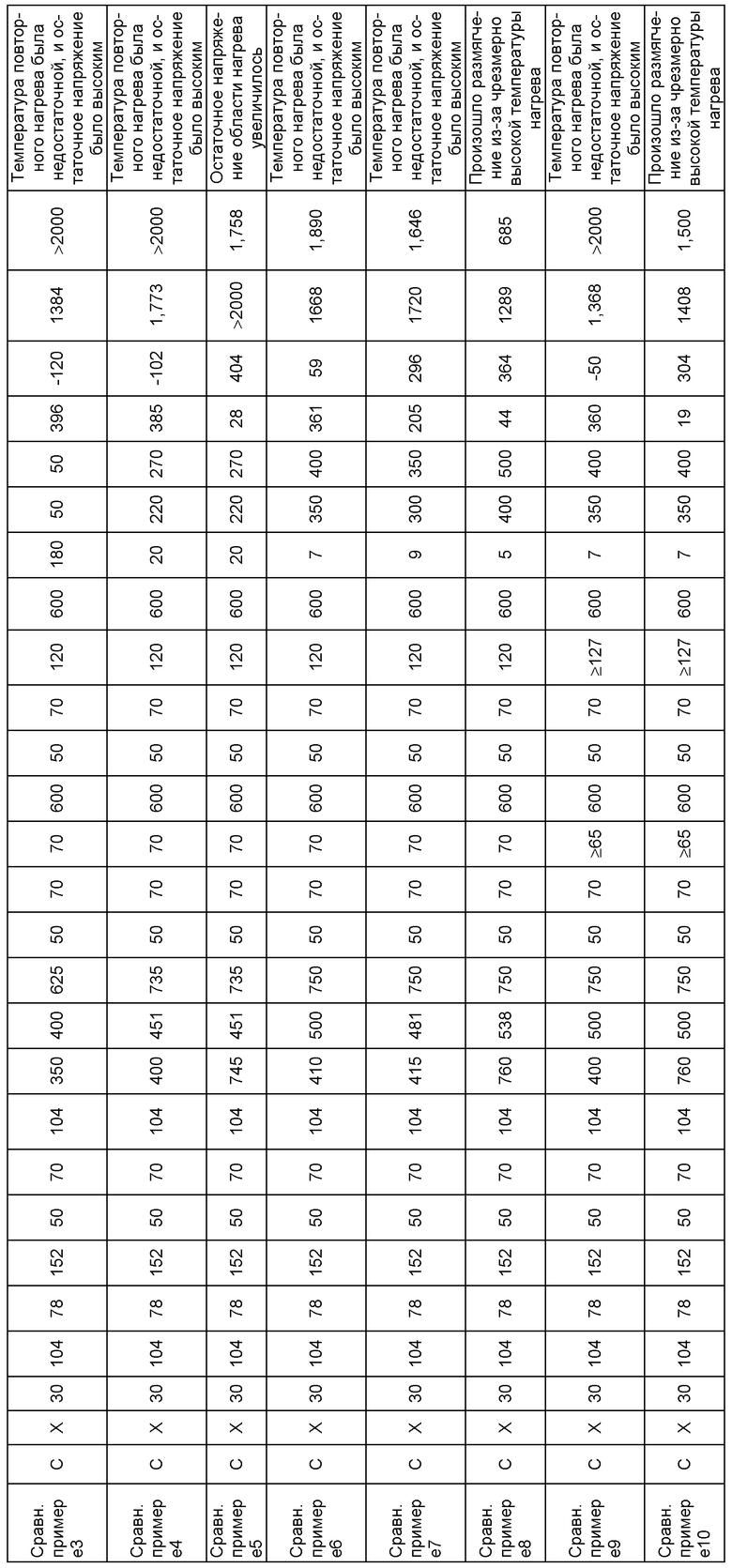
Пример E
Таблица 7 показывает примеры, полученные повторным нагревом рельсов в условиях, когда рельсы имели разные температуры, после проведения стыковой сварки рельсов оплавлением.
Использовались сварные рельсы, сделанные из стали типа "C", показанной в таблице 1, с размером сечения "X", указанные в таблице 2, и сварные рельсы из стали типа "C", указанной в таблице 1, с размером сечения "Y" из таблицы 2. Твердость основного материала составляла от 400 до 450 Hv.
В этом примере измеряли остаточное напряжение участка повторного нагрева шейки. Кроме того, в качестве испытания на усталость, показанного на фиг.31, проводили испытание, в котором нагрузку прикладывали к вертикальной линии по центру участка повторного нагрева шейки.
Три образца были приготовлены в одинаковых условиях, используя стыковую сварку оплавлением. Из них первый образец использовался для измерения остаточного напряжения, второй использовался в испытании на оценку усталостной долговечности зоны сварки шейки, и третий образец использовался для оценки усталостной долговечности участка повторного нагрева шейки.
В примерах E1 и E2 повторно нагревали только шейку, в примерах E3 и E4 повторно нагревали шейку и головку, в примерах E5 и E6 повторно нагревали шейку и подошву, а в примерах E7-E23 повторно нагревали шейку, головку и подошву рельса. Из них в примерах E14-E23 по меньшей мере две из областей повторного нагрева шейки, головки и подошвы были непрерывно связанными.
Когда температура повторного нагрева была установлена в соответствии с начальной температурой сварной зоны, меняющейся в зависимости от времени начала повторного нагрева, остаточное напряжение в сварной зоне было меньше или равно 350 МПа, а остаточное напряжение на участке повторного нагрева составляло 400 МПа или меньше, и в результате было получено, что вся сварная зона имеет низкое остаточное напряжение.
При снижении остаточного напряжения по сравнению со случаем материала сразу после сварки (сравнительный пример e1), когда трещины образовывались через короткий срок наработки, когда число повторений нагрузки в испытании на усталость шейки в сварной зоне было меньше 2000000, в примерах E1-E23 до числа повторений нагрузки 2000000 трещины не образовывались.
Кроме того, трещины не образовывались до числа повторений нагрузки 2000000 в испытании на усталость шейки, проводимом в отношении участка повторного нагрева. С другой стороны, в сравнительных примерах e2 и e5 остаточное напряжение участка повторного нагрева составляло 400 МПа или больше, и трещины образовывались через короткое время наработки, когда число повторений нагрузки еще не достигло 2000000, в испытании на усталость шейки в отношении участка повторного нагрева.
Далее, в каждом из сравнительных примеров e3, e4, e6, e7 и e9, поскольку температура повторного нагрева была недостаточной, остаточное напряжение в сварной зоне превышало 350 МПа, и трещины образовывались через короткий срок наработки, когда число повторений нагрузки еще не достигло 2000000 в испытании на усталость шейки рельса в отношении сварной зоны.
Кроме того, в сравнительных примерах e8 и e10 участок повторного нагрева размягчался из-за чрезмерно высокой температуры повторного нагрева, трещины образовывались через короткое время наработки, когда число повторений нагрузки еще не достигло 2000000 в испытании на усталость шейки рельса в отношении сварной зоны и участка повторного нагрева.
Список позиций для ссылок
1: головка рельса
2: шейка рельса
3: подошва рельса
4: верх головки рельса
5: верх подошвы рельса
6: основание рельса
7: сварная зона
8: наплавленный валик металла
9: электрод
10: сваренный рельс
11: наплавленный валик, образованный при обжиме
12: гратосниматель
13: мощность
22: усталостная трещина
23: хрупкая трещина
24: шпала
25: колесо
26: усадочное напряжение в осевом направлении
27: правильная плита
28: пресс-инструмент
29: зажимной патрон машины для испытания на усталость
A-A: сечение по линии A-A, причем сечение образует прямой угол с продольным направлением рельса в центре сварного шва
Aw: высота области повторного нагрева шейки
Ah: ширина области повторного нагрева головки
Ab: ширина области повторного нагрева основания 6
B-B: сечение по линии B-B, причем сечение проходит через ось симметрии рельса и параллельно и вертикально к продольному направлению
Bw: длина области повторного нагрева шейки
Bh: длина области повторного нагрева головки
Bb: длина области повторного нагрева основания 6
C: расстояние между областью повторного нагрева и центром сварного шва
Cw: расстояние между областью повторного нагрева шейки и центром сварного шва
Ch: расстояние между областью повторного нагрева головки и центром сварного шва
Cb: расстояние между областью повторного нагрева основания 6 и центром сварного шва
D-D: сечение по линии D-D (плоскость на середине высоты шейки рельса)
E: деформация
Et: деформация на участке повторного нагрева
Etx: деформация на участке повторного нагрева в продольном направлении
FL, FR: сечение, образующее прямой угол с продольным направлением рельса, находящееся снаружи от области повторного нагрева, причем FL означает сечение, показанное на фигуре слева, а FR означает сечение, показанное на фигуре справа
Gh: ширина головки
Gb: ширина подошвы
Hw: высота шейки
K: нагрузка
Lh: длина зоны HAZ
ML, MR: сечение, образующее прямой угол с продольным направлением рельса вблизи сварной зоны, ML означает сечение, показанное на фигуре слева, а MR означает сечение, показанное на фигуре справа
P: область повторного нагрева
Pw: область повторного нагрева шейки
Ph: область повторного нагрева головки
Pb: область повторного нагрева основания 6
Q: центр сварного шва
Rwo: распределение температуры сразу после сварки
Rw1: распределение температуры при выдерживании для охлаждения после сварки
R0: распределение температуры непосредственно перед повторным нагревом
R1: распределение температуры сразу после повторного нагрева
R2: распределение температуры через заданное время после повторного нагрева
Sq: напряжение в центре сварного шва
St: напряжение на участке повторного нагрева
Stx: усадочное напряжение в шейке в продольном направлении в сечении T
Sthx: усадочное напряжение головки в продольном направлении в сечении T
Sf: напряжение в сечении, находящемся снаружи от области повторного нагрева
Sm: напряжение в сечении M
TL, TR: сечение, проходящее через центр области повторного нагрева и образующее прямой угол с продольным направлением рельса, TL означает сечение, показанное на фигуре слева, и TR означает сечение, показанное на фигуре справа
Th: температура повторного нагрева
U: распределение остаточного напряжения
VL, VR: точка, в которой остаточное напряжение является нейтральным, причем VL означает левую точку, показанную на фигуре, а VR - правую точку, показанную на фигуре
W: положение, в которое остаточное сжимающее напряжение на стороне рельса максимально
X: граница зоны HAZ
Z: граница проплавления
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ, СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И РЕЛЬСОВАЯ СТАЛЬ | 2015 |
|
RU2661199C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА, УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА И СВАРНОЕ СОЕДИНЕНИЕ РЕЛЬСА | 2010 |
|
RU2485187C2 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА | 2010 |
|
RU2470080C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛЯ СНЯТИЯ НАПРЯЖЕНИЙ | 2013 |
|
RU2617288C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СВАРНОГО РЕЛЬСОВОГО СТЫКА | 2012 |
|
RU2589533C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО КОМПОНЕНТА СТЫКОВОЙ СВАРКОЙ ОПЛАВЛЕНИЕМ И КОМПОНЕНТ, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СПОСОБА | 2012 |
|
RU2591907C2 |
| Способ и устройство термической обработки сварных соединений рельсов | 2017 |
|
RU2667574C1 |
| РЕЛЬС | 2020 |
|
RU2780617C1 |
| СТАЛЬ ДЛЯ СВАРНЫХ КОНСТРУКЦИЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2458174C1 |
| Способ контактной стыковой сварки рельсов | 2016 |
|
RU2641586C1 |
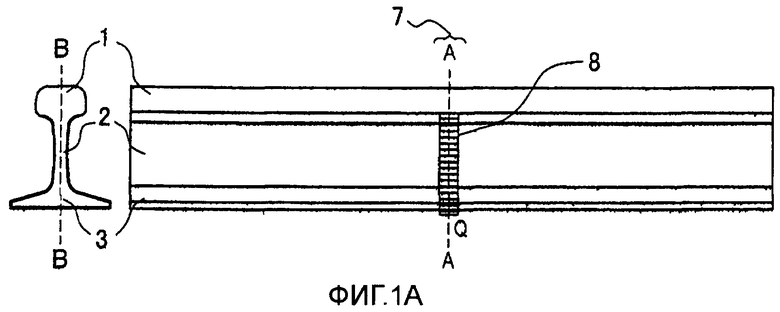
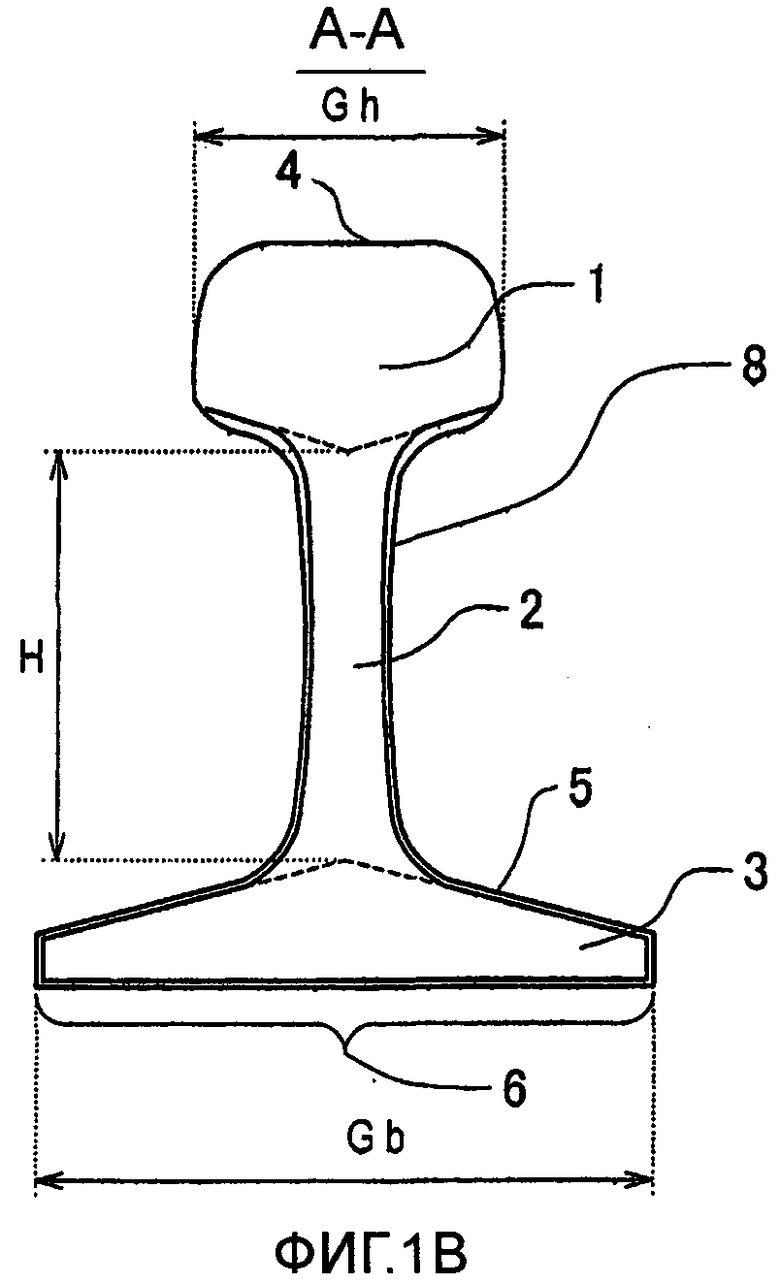
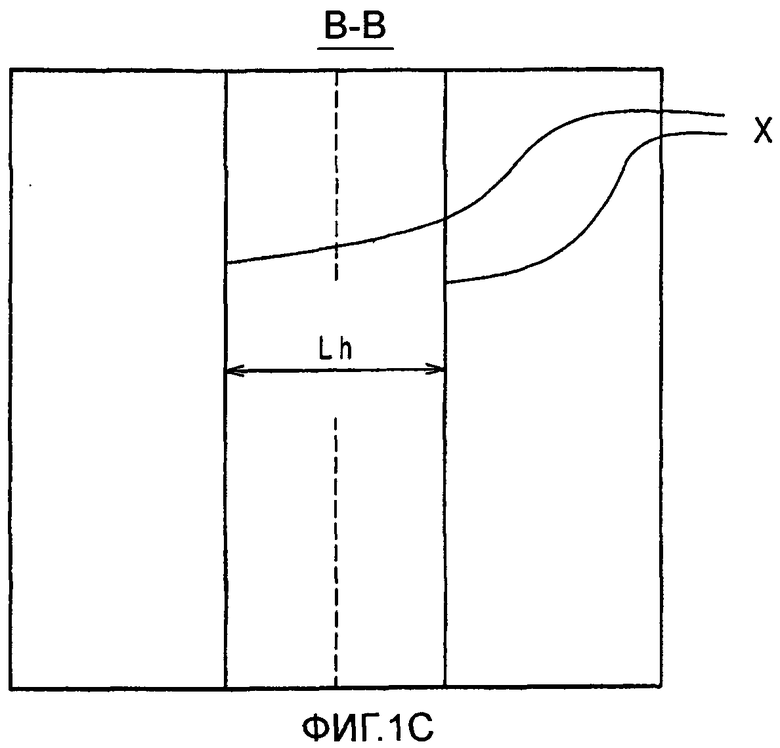
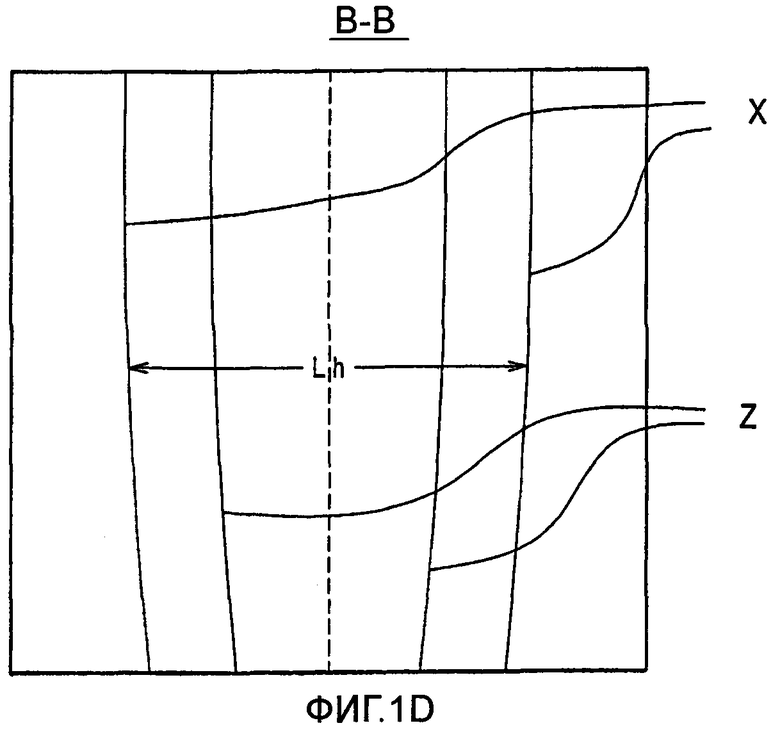


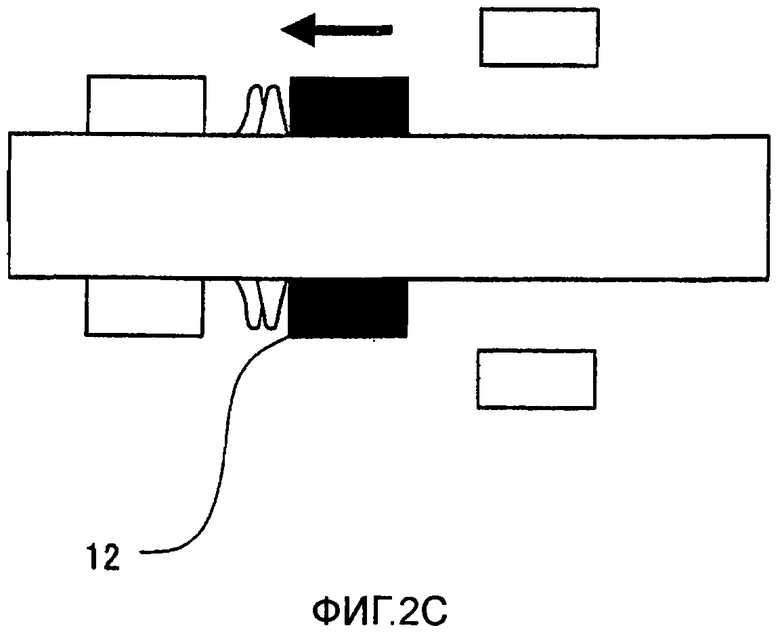


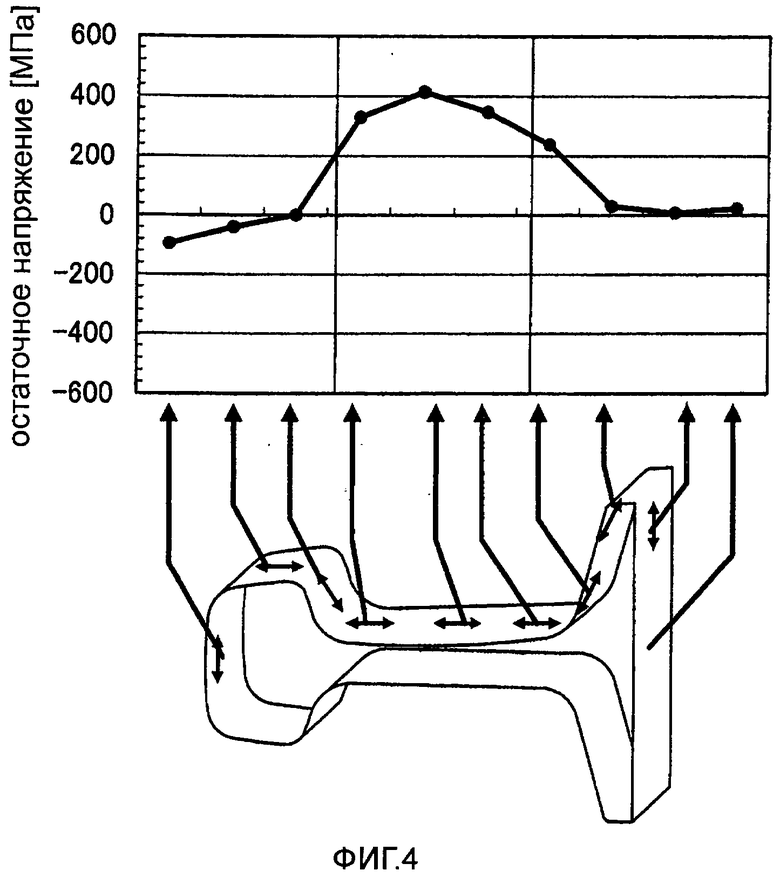
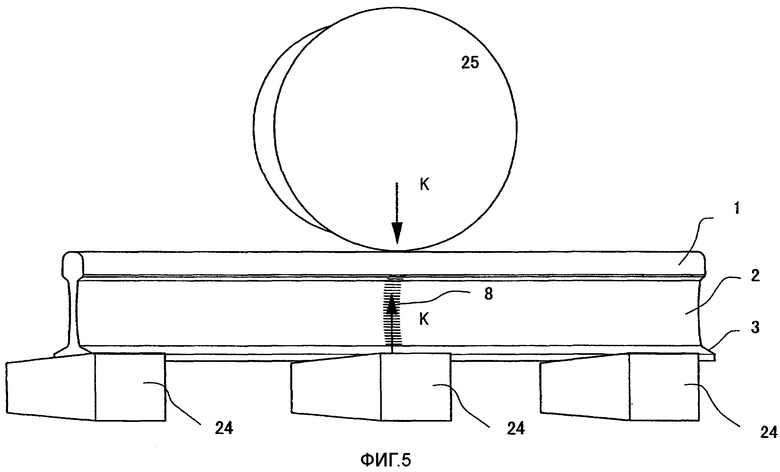
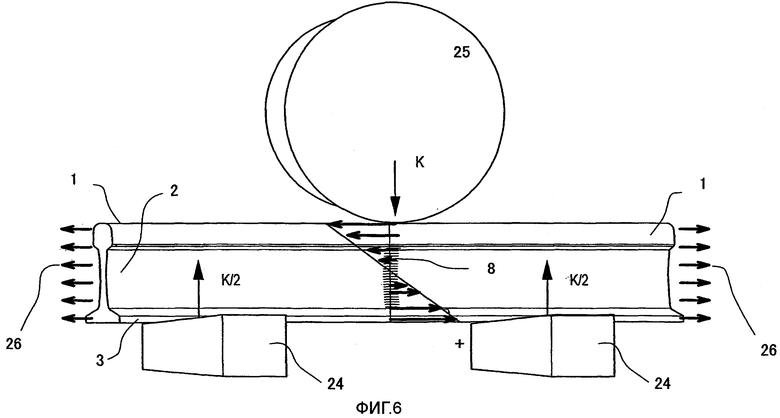

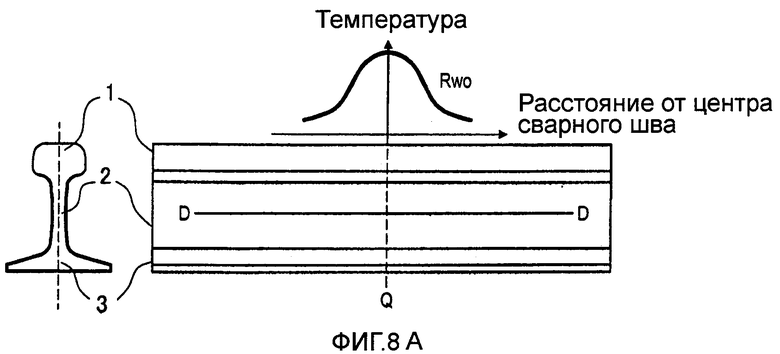

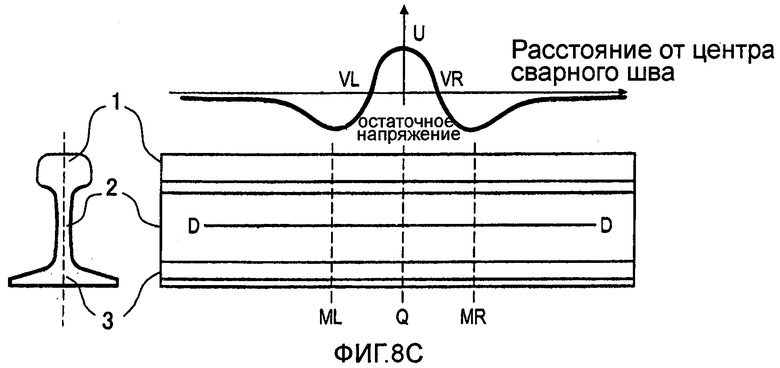


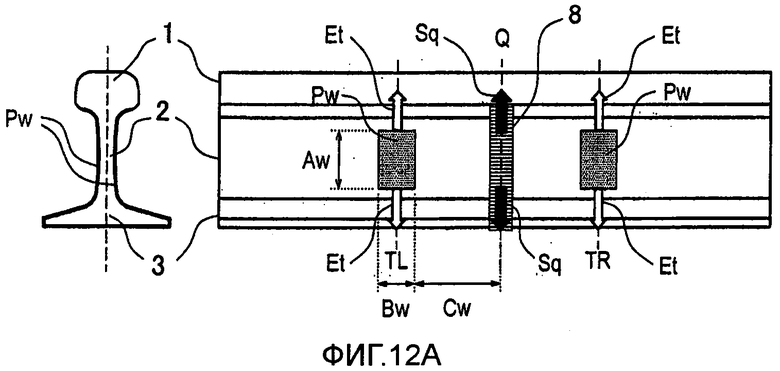
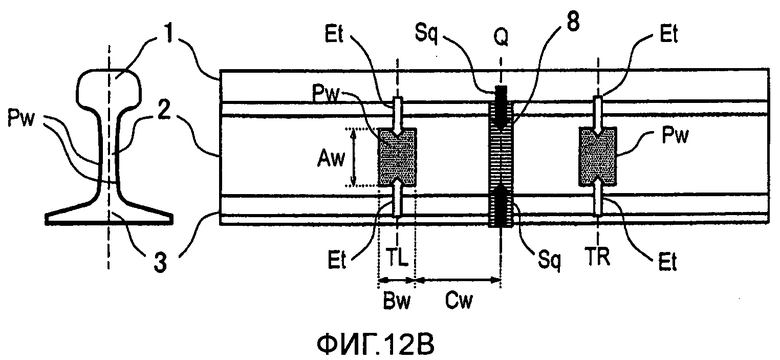

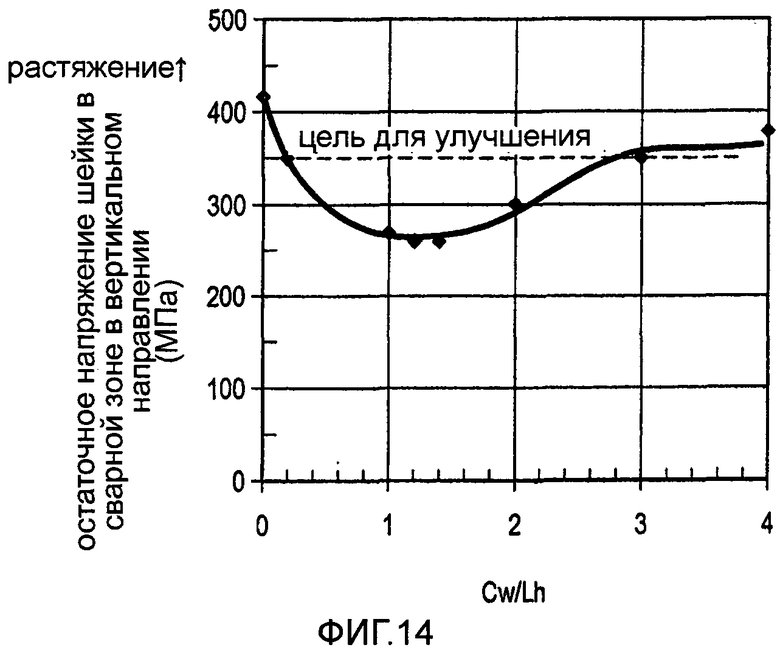
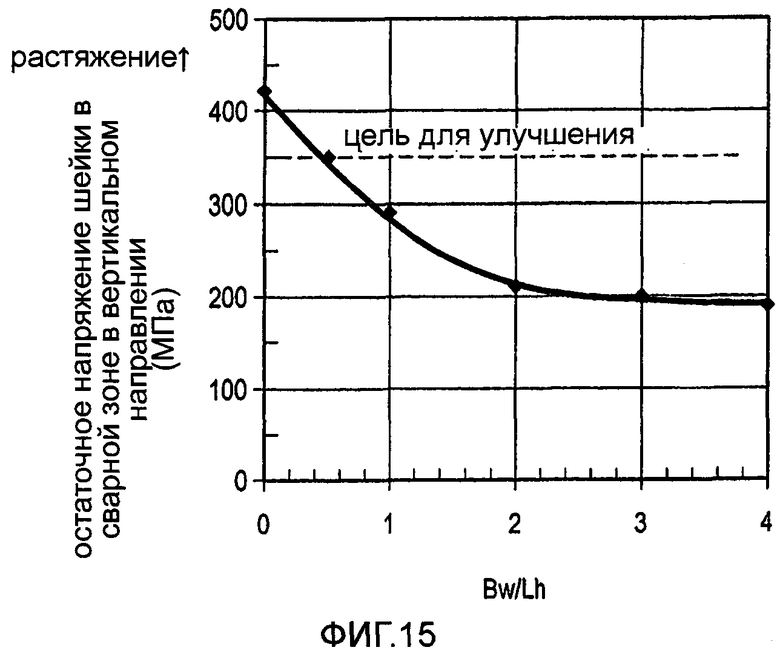


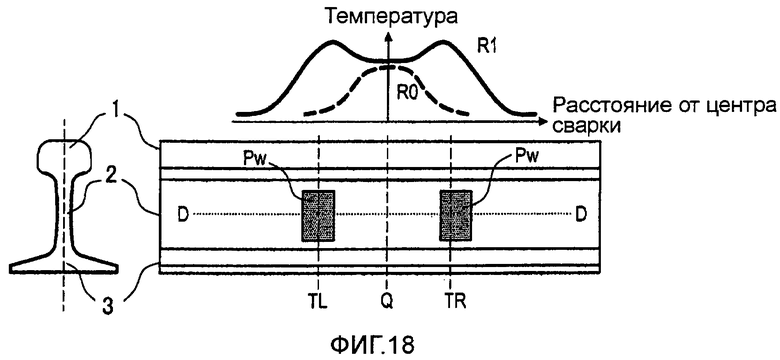
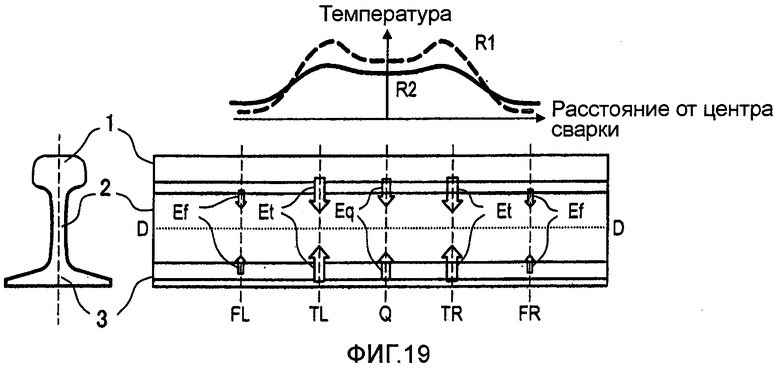

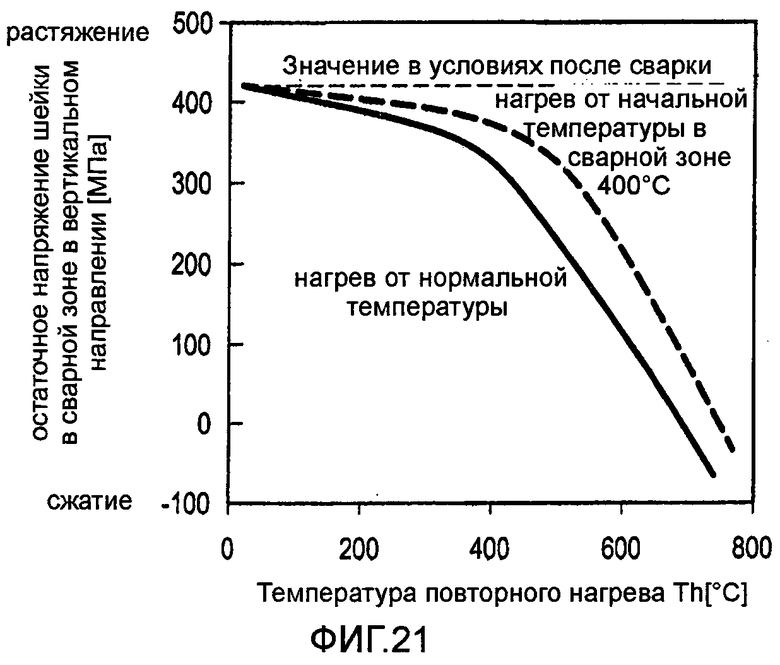


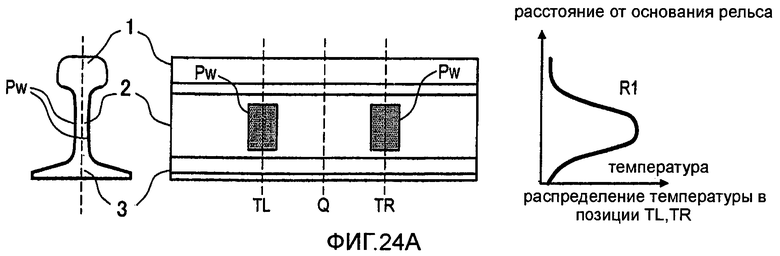

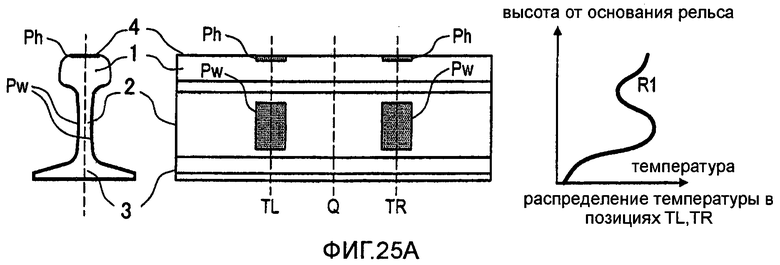
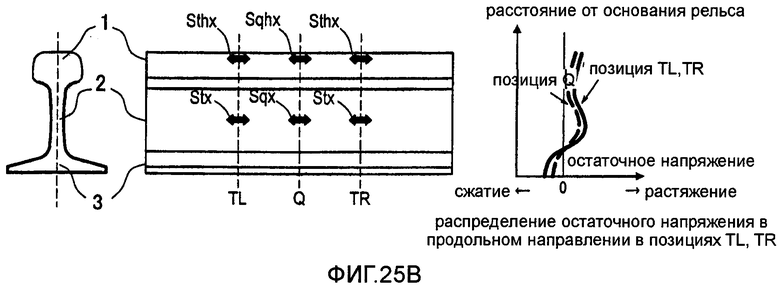



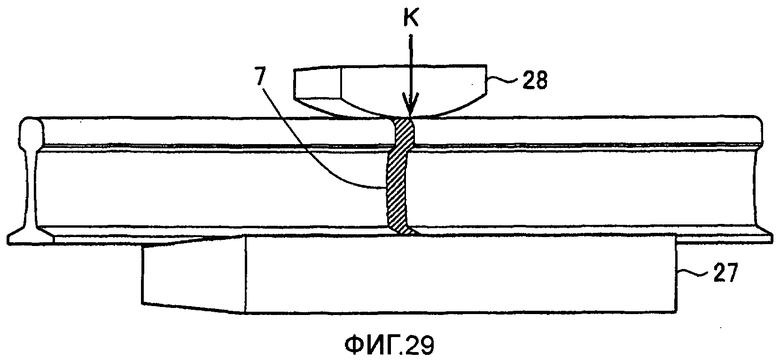
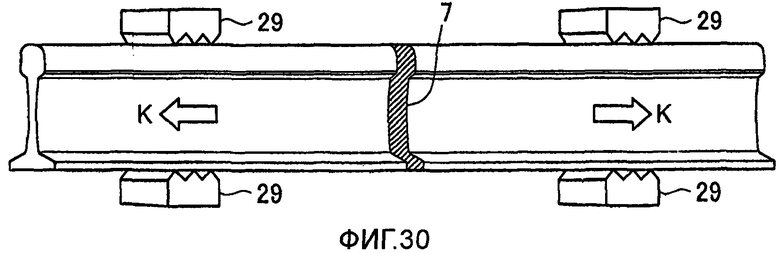

Изобретение относится к способам термической обработки рельсов. Способ включает повторный нагрев сварной зоны рельсов в области P, расположенной на расстоянии С от центра Q сварного шва, причем 0,2Lh≤C≤3Lh, где Lh - длина зоны термического воздействия (HAZ) в сварной зоне рельса. Технический результат в получении сварного соединения с усталостной прочностью, подавляющей образование усталостных трещин в шейке рельса в сварной зоне в горизонтальном направлении и образование усталостных трещин при изгибе в подошве в сварной зоне рельсов. 12 з.п. ф-лы, 4 пр., 7 табл., 31 ил.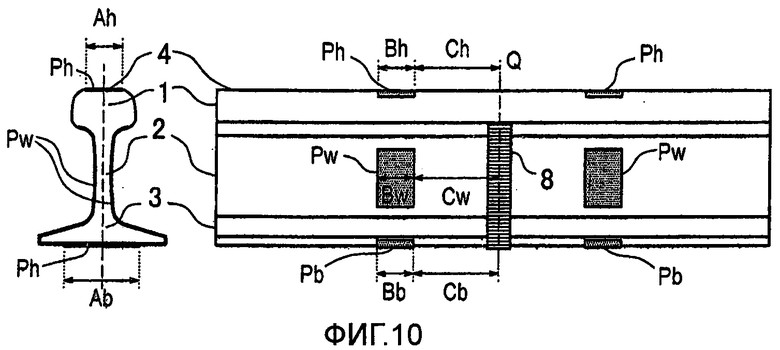
1. Способ повторного нагрева сварной зоны рельсов, включающий нагрев сварной зоны после того, как рельсы сварены, причем каждый рельс повторно нагревают в области P шейки рельса, которая расположена на расстоянии C от центра Q сварного шва, причем:
0,2Lh≤C≤3Lh,
где Lh - длина зоны термического воздействия (HAZ) в сварной зоне рельса.
2. Способ по п. 1, в котором область P повторного нагрева сварной зоны имеет длину B в продольном направлении рельса, причем 0,5Lh≤B≤5Lh.
3. Способ по п. 1 или 2, в котором высота А в области P повторного нагрева сварной зоны равна 0,2Hw≤A, где Hw - высота шейки рельса.
4. Способ по п. 1, в котором температура Th(°C), достигаемая в процессе повторного нагрева в центре области P повторного нагрева сварной зоны, больше или равна 400°C и меньше или равна 750°C.
5. Способ по п. 4, в котором температура Th(°C), достигаемая в процессе повторного нагрева в центре области P повторного нагрева сварной зоны, удовлетворяет следующему выражению (1):
где Tw - начальная температура Tw(°C) сварной зоны рельса в процессе повторного нагрева.
6. Способ по п. 1, в котором расстояние Ch между областью Ph повторного нагрева верхушки головки и центром Q сварного шва больше или равно 0,2Lh и меньше или равно трем длинам Lh зоны HAZ в сварной зоне рельса.
7. Способ по п. 6, в котором область Ph повторного нагрева верхушки головки рельса имеет длину Bh, которая больше или равна 0,5 Lh и меньше или равна пяти длинам Lh зоны HAZ в сварной зоне рельса.
8. Способ по п. 6, в котором область Ph повторного нагрева верхушки головки рельса имеет ширину Ah, которая больше или равна 0,3 от ширины Gh головки рельса.
9. Способ по п. 6, в котором температура, достигаемая в центре области Ph повторного нагрева верхушки головки, больше или равна 400°C и меньше или равна 750°C.
10. Способ по п. 1, в котором расстояние Cb между областью Pb повторного нагрева основания рельса и центром Q сварного шва больше или равно 0,2 Lh и меньше или равно трем длинам Lh зоны HAZ в сварной зоне рельсов.
11. Способ по п. 10, в котором длина Bb области Pb повторного нагрева основания рельса больше или равна 0,5 Lh и меньше или равна пяти длинам Lh зоны HAZ в сварной зоне рельсов.
12. Способ по п. 10, в котором ширина Ab области повторного нагрева основания рельса больше или равна 0,3 от ширины Gb подошвы.
13. Способ по п. 10, в котором в центре области Pb повторного нагрева достигается температура повторного нагрева основания рельса, которая больше или равна 400°C и меньше или равна 750°C.
| JPH08337819 A, 24.12.1996 | |||
| WO 2010116680 A1, 14.10.2010; | |||
| JPS5993837 A, 30.05.1984 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОГО РЕЛЬСА | 1996 |
|
RU2162486C2 |

