Изобретение относится к технологии машиностроения, в частности к нанесению полимерных покрытий на внутренние поверхности цилиндрических деталей, и может быть использовано при изготовлении металлополимерных узлов трения машин и технологического оборудования.
Известен способ нанесения покрытий на внутреннюю поверхность полых цилиндрических изделий (Швецов Г.А., Алимова Д.У., Барышников М.Д. Технология переработки пластических масс. - М.: Химия, 1988. - 160 с., Полякова К.К., Пайма В.И. Технология и оборудование для нанесения порошкообразных полимерных покрытий. - М.: Машиностроение, 1972. - 136 с.).
Известные способы имеют ряд существенных недостатков: малая прочность соединения покрытия с металлической поверхностью и самого покрытия. Поэтому известные способы применяют главным образом для нанесения защитных покрытий. Кроме того, при использовании этих способов требуется сложное специальное оборудование и для получения заданной толщины полимерного покрытия его необходимо наносить последовательно несколько раз, что снижает эффективность и повышает трудоемкость процесса.
Известен способ нанесения покрытий на внутреннюю поверхность полых изделий (А.С. №441356), при котором покрытие из парафина наносится на внутреннюю поверхность медных цилиндрических оболочек. Способ заключается в том, что внутрь заготовки устанавливают стержень и в зазор между ним и заготовкой заливают расплав материала покрытия - парафина. При этом перед установкой стержня его нагревают в сушильном шкафу до температуры 80-90°С, что на 30-50°С выше температуры плавления материала покрытия. Охлаждение проводят принудительно в направлении, противоположном направлению заливки расплава, и перед удалением стержня его вновь нагревают до 50°С.
Рассмотренный способ наиболее близок по своей технической сущности предлагаемому изобретению, однако, ему также присущи недостатки. Основной недостаток состоит в том, что для извлечения стержень необходимо нагревать до оплавления поверхности покрытия, что существенно снижает точность и качество поверхности и приводит к нерегламентированному изменению внутреннего диаметра. Кроме того, прочность соединения покрытия с металлической оболочкой всегда будет весьма низкой без специальной подготовки и обработки металлической поверхности. Названные недостатки существенно снижают область применения известного способа и, в частности, исключают возможность его применения при изготовлении деталей узлов трения машин, т.е. в триботехнике.
Задача изобретения - повышение прочности соединения полимерного покрытия с металлической поверхностью, повышение работоспособности и точности изготовления покрытия.
Указанные технические результаты достигаются тем, что полое цилиндрическое изделие неподвижно устанавливается в закрытую пресс-форму, снабженную неподвижным направляющим штоком, порошок полимерного материала засыпается в пресс-форму и пуансон, предварительно смазанный силиконовой смазкой, соосно устанавливается в пресс-форму, образуя кольцевой зазор с изделием. Собранная пресс-форма нагревается в печи до температуры на 20-30°С выше температуры плавления полимера со скоростью 10-15°С/мин, извлекается из печи, устанавливается на рабочий стол пресса, пуансон нагружается давлением 15-20 МПа в течение 10-15 мин и охлаждается до комнатной температуры.
При таком способе расплав материала полимерного покрытия под давлением 15-20 МПа из нижней полости пресс-формы поступает в кольцевой зазор и заполняет все микронеровности на поверхности металлического изделия, обработанного с обеспечением параметра шероховатости Rz 80 и очищенного этиловым спиртом. В этих условиях образуются сильные адгезионные связи между металлом и полимером. Последний охлаждается и затвердевает, находясь под высоким давлением, что создает благоприятные условия для формирования плотной структуры полимера с высокими механическими свойствами. После охлаждения пуансон легко удаляется без повреждения сформированной поверхности полимерного покрытия благодаря силиконовой смазке на поверхности пуансона, которая предотвращает схватывание последнего с полимерным покрытием.
Пример выполнения пресс-формы и получения полимерного покрытия показан на чертеже. Матрица 1 пресс-формы имеет расточку диаметром Д для установки полого изделия 2 и резьбовое отверстие для неподвижной установки направляющего штока 3 диаметром Д1. В кольцевой зазор H засыпается порошок полимерного материала, например политетрафторэтилена, полифениленсульфида или полимерного композиционного материала на основе одного из них. Масса порошка определяется объемом полимерного покрытия и его плотностью. Пуансон 4, предварительно смазанный силиконовой смазкой, устанавливается на направляющий шток 3 и центрируется с помощью гайки 5, имеющей резьбовое закрепление на матрице 1. Собранная таким образом пресс-форма нагревается в печи до заданной температуры. После чего извлекается из нее и устанавливается на рабочий стол пресса.
Под давлением 15-20 МПа расплав полимерного материала выдавливается в кольцевой зазор h, где охлаждается вместе с пресс-формой и затвердевает. Величина давления 15-20 МПа необходима для полного заполнения зазора, зависит, главным образом, от вязкости расплава полимера, определена экспериментально. Выдержка под давлением в течение не менее 10 мин необходима для полного завершения процесса формирования структуры полимера при его охлаждении.
Эффективность способа проверена экспериментально путем изготовления и испытания покрытий на стальных втулках с внутренним диаметром 70 мм. Установлено, что качественное покрытие стабильно формируется при его толщине от 0,5 до 1,0 мм. При толщине менее 0,5 мм не удается создать качественную без дефектов полимерную пленку, а при толщине более 1,0 мм неоднородность пленки и ее плотность снижаются, что приводит к резкому ухудшению механических свойств и к снижению прочности соединения с металлической поверхностью.
Оценку работоспособности и износостойкости покрытия в условиях трения скольжения производили испытанием металлических втулок с покрытием из полимерного композиционного материала на основе полифениленсульфида.
В таблице 1 приведены результаты испытаний втулок с различной толщиной покрытия при различном параметре нагружения PV, принятом в трибологии для оценки работоспособности пар трения. Параметр PV - это произведение контактного давления Р, МПа на скорость скольжения V, м/с. Продолжительность испытания 5 часов.
Полученные результаты показывают, что при толщине покрытия 0,15 мм разрушение полимерной пленки наблюдается при минимальном значении параметра PV<0,5 МПа·м/с. Аналогичный результат получен при толщине покрытия 1,5 мм. Втулки с толщиной покрытия 0,5 и 1,0 мм успешно прошли испытания на износостойкость при PV 1,5 и 2,0 МПа·м/с и показали примерно одинаковую скорость изнашивания. При этом отдельных нарушений целостности покрытия, трещин и отслоения не наблюдалось. Втулка с толщиной покрытия 0,25 выдержала испытание при PV=1,5 МПа, но при PV=2,0 МПа·м/с покрытие разрушилось.
Следовательно, толщина полимерного покрытия в пределах 0,5-1,0 мм обеспечивает надежную работу металлополимерной пары трения без разрушения и отслаивания полимерного покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЗРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2011 |
|
RU2471591C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОФТОРОПЛАСТОВЫХ ПОКРЫТИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2000 |
|
RU2186658C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ОБРАЗЦА НА ОСНОВЕ СВМПЭ И ОБРАЗЕЦ, ПОЛУЧАЕМЫЙ ТАКИМ СПОСОБОМ | 2017 |
|
RU2691789C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО ФТОРОПЛАСТА-4 НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2009 |
|
RU2413594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ЛИСТОВЫХ МЕТАЛЛОПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2561407C1 |
| Способ изготовления трёхслойного листового металлополимерного материала | 2022 |
|
RU2781389C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПОЛИТЕТРАФТОРЭТИЛЕНА | 2015 |
|
RU2603673C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ФИЛЬТРОВ ИЗ МЕТАЛЛИЧЕСКИХ СЕТОК ПУТЕМ СОЕДИНЕНИЯ С ФЛАНЦАМИ | 2007 |
|
RU2347603C1 |
| Способ изготовления трёхслойного листового металлополимерного материала | 2022 |
|
RU2781390C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2171148C1 |
Изобретение относится к технологии машиностроения, в частности к нанесению полимерных покрытий на внутренние поверхности цилиндрических деталей, и может быть использовано при изготовлении металлополимерных узлов трения машин и технологического оборудования. Техническим результатом заявленного изобретения является повышение прочности соединения полимерного покрытия с металлической поверхностью, повышение работоспособности и точности изготовления. Технический результат достигается способом нанесения полимерных покрытий на внутреннюю поверхность цилиндрических изделий. Способ включает установку пуансона в полости изделия с обеспечением кольцевого зазора между пуансоном и изделием. При этом изделие устанавливается неподвижно в пресс-форме, снабженной неподвижным направляющим штоком. Порошок полимерного материала засыпается в пресс-форму, пуансон соосно устанавливается на направляющий шток. Собранная пресс-форма нагревается в печи до температуры на 20-30°С выше температуры плавления полимера со скоростью 10-15°С/мин. Пресс-форма извлекается из печи, пуансон нагружается давлением 15-20 МПа в течение 10-15 мин. Затем изделие охлаждается совместно с пресс-формой при комнатной температуре. 3 з.п. ф-лы, 1 ил., 1 табл.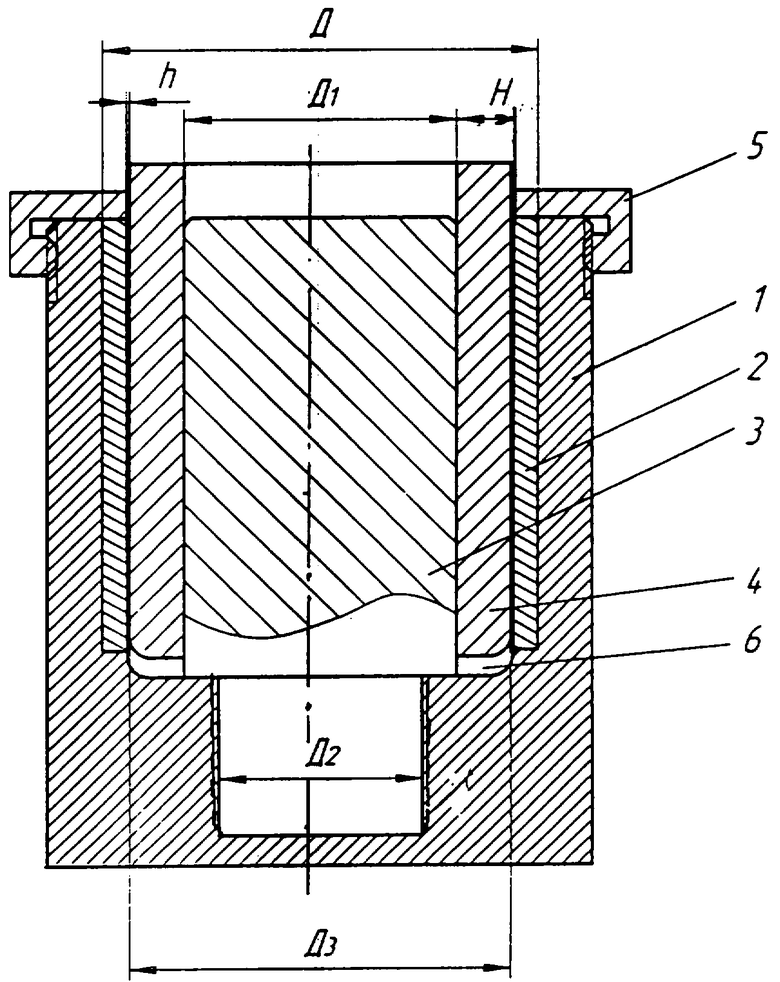
| Способ нанесения покрытий на внутреннюю поверхность полых изделий | 1973 |
|
SU441356A1 |
| JP 56056824 A, 19.05.1981 | |||
| Испарительная система охлаждения | 1979 |
|
SU817419A1 |
| JP 55086723 А, 30.06.1980 | |||
| JP 2000356923 A, 26.12.2000. | |||

