(54) ЖИДКОМЕТАЛЛИЧЕСКИЙ КОМПОЗИЦИОНИЫЙ КОНТАКТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления жидкометаллического композиционного контакта | 1981 |
|
SU966772A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖИДКОМЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО КОНТАКТА | 2005 |
|
RU2338288C1 |
| Композиционный жидкометаллический контакт и способ его изготовления | 1989 |
|
SU1644240A1 |
| ИЗНОСОСТОЙКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ С ЭВТЕКТИЧЕСКИМ ИНФИЛЬТРАНТОМ | 2011 |
|
RU2482202C2 |
| Способ изготовления жидкометаллического композиционного контакта | 1985 |
|
SU1325590A1 |
| Композиционный жидкометаллический контакт | 1988 |
|
SU1576920A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВОВ ВОЛЬФРАМ-МЕДЬ | 2015 |
|
RU2607478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИГАТУР НА ОСНОВЕ АЛЮМИНИЯ | 2001 |
|
RU2190682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВОВ МОЛИБДЕН-МЕДЬ | 2016 |
|
RU2628233C1 |
| КОМПОЗИЦИОННЫЙ ЖАРОПРОЧНЫЙ И ЖАРОСТОЙКИЙ МАТЕРИАЛ | 1998 |
|
RU2160790C2 |
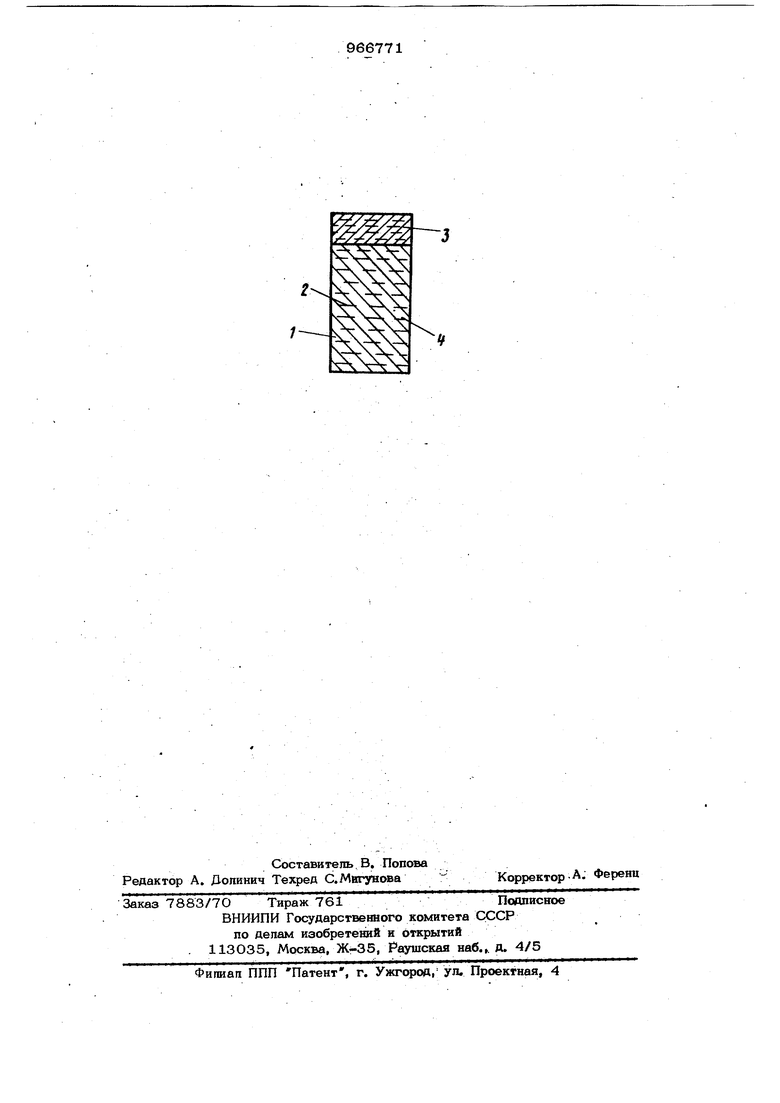
Изобретение относится к эпектротехнике, в частности к жидкометаппическим композиционным контактам дпя коммутационных электрических аппаратов. Известен жидкометаппический компози ционный контакт, содержащий пористый каркас из тугоппавкого материааа, пропи танный жидким металлом. В качестве жидкого метаппа в этом контакте использована ртуть, а в качестве материал каркаса-металлы и сплавы, практически не воздействующие с ртутью. Этот контакт выгодно отличается от твердометалда ческиX композиционных кон тактов тем, что сочетает в себе достоин ства как твердых, так и жидких контактов. Твердый каркас сообщает контакту механическую прочность, эррозионную стойкость и независимость работы от положения в пространстве, а жидкий металл обеспечивает Малое перзкоаное соппротивление, независимость его величины от величины контактного нажатия и исключение свариваемости 11. Однако указанный контакт имеет недостаточно стабильные характеристики, обусповпенные тем, что в процессе работы поверхностные слои контакта, принимающие непосредственное участие в работе, в результате воздействия электрической дуги обедняются жидким металлом, а так как процесс допитки из более удаленных слоев затруднен, то переходное сопротивление возрастает и может произойти сваривание контактов по каркасам. Наиболее близким к предлагаемому является жидкометалпический композипионный контакт, содержащий пористый каркас из тугоплавкого материала, пропитан, ный жидким металлом, в котором подпитка рабочих контактных поверхностей несколько улучшена за счет того, что исходный порощок дпя изготовления каркаса выполнен из металла,предварительно покрытого другим металлом, диффузионно растворимым в жидком металла Г2. Однаконедостаточно высокое качество подпитки и в этом контакте не позвопяет попучить высокостабипьные знарактеристйки. Цепью изобретения является повышение стабипьности койтактньлх характеристик. Поставленная цель дрстигаетея тем, что в жидкометаплическом композиционном контакте, содержащем пористый каркас из тугоплавкого материала, пропитан |Ный жидким металлом или сплавом, каркар выполнен неоднородным, с контактирующей стороны из материала с меньшим краевым углом смачивания, чем остальная часть каркаса. А также каркас может быть выполнен неоднородным, с контактирующей стороны с размером пор меньшим,, чем размер пор основной части каркаса. Такое выполнение каркаса позволя эт создать разницу капилярных давлений в отдельных его частях, что приводит к более интенсивной подпитке рабочей поверхности контакта, а следовательно по- вьпиается стабильность контактных характеристик. На чертеже схематически представлен давнный контакт.4 Контакт содержит пористый каркас 1, пропитанный жидким металлом 2. Каркас 1 выполнен неоднородным, состоящим из двух частей: контактирующей 3, через которую осуществляется коммутация с другим аналогичным контактом,.и основной 4, которая служит для .токоподвода и закрепления контакта в контактодержателе (на чертеже не показан). Выполнить контакт с различными угла ми смачивания можно двумя способами. Первый способ заключается в том, что при прессовании каркаса берут два материала с различными краевыми углами смачивания с жидким металлом, например: основная часть каркаса - вольфрам, контактная часть - молибден, жиЬиии металл- галлий. Второй способ заключается в том, чтд при прессовании каркаса берут порошок одного металла и только ту его часть, и которой будет формироваться рабочий уча ток, покрывают металлом с меньшим кра евым углом смачивания, с жидким метал лом, чем металл порошка, например: основная часть каркаса - вольфрам, контак ная часть -вольфрам, покрытый никелем жидкий металл - сплав галлий - индий олово., После формирования каркаса по любо . му из способов его прессуют в пористые заготовки и спекают, после чего каркас пропитывают жидким металлом. Кроме того, неоднородность каркаса достигается различной пористостью, которую можно обеспечить различной зернистостью исходного порошка. Пример выполнения каркаса: основная часть из порошка зернистостью 80 100 мк, контактная часть - 10-20 мк. В этом случае после прессования получается порис ая заготовка, в которой разМеры пор с контактирующей стороны меньше размера пор остальной части. Далее выполняют спекани каркаса и пропитку жидким металлом аналогично первому варианту. Возможны объединенные варианты выполнения каркаса неоднородным, например основная часть каркаса - вольфрам зернистостью 8О-100 мк, контактная частьвольфрам зернистостью 10-2О мк, покрытый никелем. Пропитывающий каркасжидкий металл - галпий. Данные контакты, из-за неоднородности тугоплавкого , которая обеспечивает разность капилярных давлений в i отдельных частях, приводящую к более интенсивной подпитке контактной поверхности жидким металлом, позволяет повысить стабильность характеристик: переходое сопротивление, его независимость от ил контактного нажатия, исключение свариваемости. Формула изобретения 1.Жидкометаплический композиционный контакт, содержащий пористый каркас из тугоплавкого материала, пропитанный жидким металлом или сплавом, о т- личающийся тем, что, с целью повышения стабильности характеристик, каркас выполнен неоднородным. 2.Контакт по п. 1, о т л и ч а ю щ и и с я тем, что неоднородный каркас выполнен с контактирующей стороны с размером пор меньшим, чем размер пор основной части каркаса. 3.Контакт по п. 1, отличающий с я тем, что неоднородный кар- кас выполнен с контактирующей стороны из материала с меньшим краевым углом смачивания, чем остальная часть каркаса. Источники ид1формации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №277130, кл. Н 01 Н 11/02, 1969. 2.Авторское свидетельство СССР № 283435, кл. Н 01 Н 11/04, 1969 (прототип).
