Изобретение относится к модулю разделения, который включает пучок керамических фильтрующих элементов в виде капилляров, а также к способу его изготовления и к его применению.
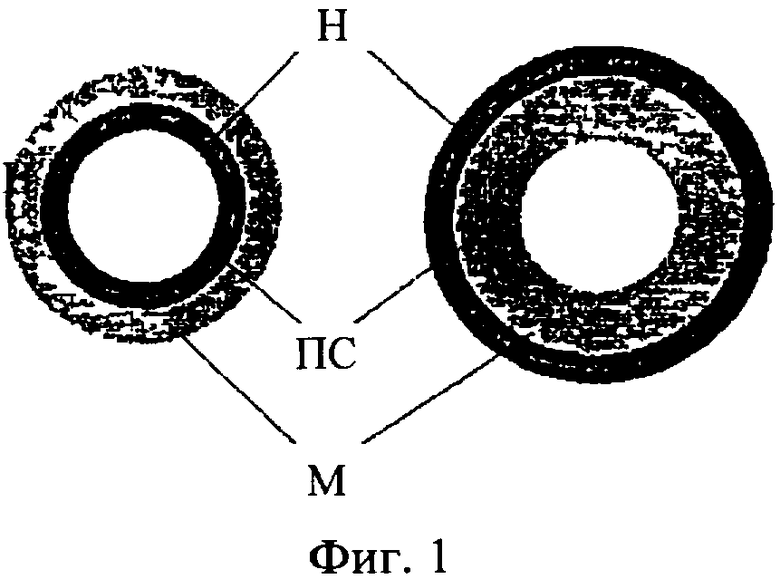
Керамические фильтрующие элементы имеют асимметричное строение, состоящее в том, что на пористый керамический носитель (основу) нанесены тонкие мембранные слои с одним или с несколькими промежуточными слоями. При этом пористый керамический носитель предопределяет внешнюю форму и механическую стабильность. Другие элементы конструкции представлены ниже.
Трубки
Трубки получают экструзионным способом. Наиболее распространенные размеры таковы:
трубка с одним каналом, внешний диаметр/внутренний диаметр = 10 мм/7 мм,
трубка с семью каналами, внешний диаметр/диаметр каналов = 25 мм/7 мм,
трубка с девятнадцатью каналами, внешний диаметр/диаметр каналов = 25 мм/3,5 мм и более.
Длина используемых в технических целях фильтрующих элементов составляет до 1,00 м, в некоторых случаях до 1,20 м.
Соты
Экструдированное тело, состоящее из очень большого числа каналов (круглых или угловатых) с незначительной толщиной стенок, называют телом с сотовой конструкцией. В минимальном объеме одного такого тела можно разместить большие поверхности мембран. Однако толщина стенок каналов слишком мала для того, чтобы пропускать наружу пермеат. Поэтому отдельные каналы попеременно закрывают и используют их для вывода пермеата (Европейские патенты №0306350, №0433582, №0923983 и заявка на международный патент №00/50156).
Пластинки
Пластинки получают прессованием, литьем или экструдированием. Толщина пластинок равна нескольким миллиметрам. Пластинки могут быть изготовлены профилированными. При укладке пластинок одна на другую образуются таким образом питающие каналы, каналы для ретентата и каналы для пермеата.
Диски
Диски получают литьем пленок. Толщина пленок лежит в пределах от 0,5 мм до 3 мм. В результате ламинирования дисков могут быть получены пакеты из пленки (патент ФРГ №4330163).
Капилляры
Капилляры с внешним диаметром от 10 мм до примерно 1 мм могут быть получены с помощью экструзии. После обжига капилляров они практически полностью сохраняют соотношение внутреннего диаметра и внешнего, равное 7/10, и приобретают высокую прочность к действию внутреннего давления, сравнимую с прочностью одноканальных трубок. Капилляры жестки, и с ними можно работать поштучно.
На экструзии расплава основан особый способ получения, в котором используют термопластичное органическое связующее и формование проводят при повышенной температуре (патент ФРГ №69400874).
Полые волокна
Понятие полых волокон относится к изделиям с внешним диаметром менее 1 мм. При экструдировании появляется необходимость в продувке капилляров газом для того, чтобы избежать опадания стенок мягкой пластичной массы (заявка на международный патент №99/22852). Очень маленькие диаметры получают прядильным способом (патенты Японии №05/221752 и №02/091221). Для этого полимер смешивают с керамическим порошком и получают из него прядильным способом полые волокна или же полимер растворяют в растворителе, суспендируют керамический порошок и проводят прядение с помощью ванны осаждения. После обжига полые волокна сохраняют определенную эластичность. С ними уже нельзя работать, как с отдельными элементами.
Керамические фильтрующие элементы располагаются в кожухах параллельно. Образуется модуль, который имеет конструкционные элементы для подачи (питающего состава), отвода (ретентата), а также для фильтрата (пермеата) и в некоторых случаях еще один для промывочной жидкости. В случае многоканальных трубок мембрану наносят на внутреннюю сторону каналов и осуществляют фильтрование из внутренней полости наружу. Для одноканальных трубок, капилляров и полых волокон известны примеры, когда мембраны наносят как с внешней, так и с внутренней стороны. При очень малом диаметре капилляров или, соответственно, полых волокон нанесение на внутреннюю сторону становится уже невозможным.
Форма модуля, в частности способ фиксации мембранных элементов, соотношения потоков и размер конструкции, определяются способом крепления и особенностями способа разделения.
В трубчатых модулях трубки встроены поштучно и герметизированы на концах кожуха с помощью уплотнительных колец или специальных уплотнительных колпачков (европейский патент №0270051, патент ФРГ №19846041). Описывается также способ, в котором на концы трубок приклеиваются или припаиваются металлические наконечники для присоединения (патент ФРГ №4131407). В случае капилляров и полых волокон такие процедуры привели бы к недопустимо высокой трудоемкости монтажных работ, а для полых волокон они вообще неприменимы из-за их гибкости. В таких случаях востребованы способы, основанные на работе с большим числом капилляров или полых волокон в виде пучка.
Описаны использующие сотовые конструкции модули, которые снабжены боковыми сверлениями или шлицами, открывающими каналы для пермеата и обеспечивающими выход пермеата в боковом направлении (патент США №5855781, европейский патент №1060784).
Предпочтительно, когда фильтрующие пакеты снабжены центральным отверстием и насажены на трубку для сбора пермеата. Таким образом получают стопки, из которых монтируют модули (патент ФРГ №4330163).
В отличие от этих модулей в настоящем изобретении описывается модуль, использующий керамические капилляры. В этой области известны приведенные далее технические решения.
В соответствии с европейским патентом №0938921 пучки капилляров, состоящих из стеклообразных углеродных мембран, устанавливают в форму и заливают смолой, которая наполнена твердым веществом, и при этом смолу подвергают ультразвуковой обработке.
В европейском патенте №0841086 описан модуль с полыми волокнами, который для достижения механической стабильности содержит мононити (палочки) с диаметром от 0,06 мм до 3 мм в соотношении от 0,5-кратного до 5-кратного к числу полых волокон, причем полые волокна и палочки фиксируются на концах с помощью перфорированных пластин. По патенту Японии №01/0035374 пучки полых волокон стабилизируют наматыванием мононитей по спирали вокруг пучков. Аналогичная механическая стабилизация для соответствующих настоящему изобретению керамических капилляров не нужна.
Европейский патент №0941759 описывает способ получения массообменного аппарата, в соответствии с которым пучок участвующих в массообмене трубок устанавливают в форму и после этого заполняют ее керамическим шликером, сушат и затем спекают с образованием пластины. В ходе еще одной операции таким же способом формируют концевую пластину. В первую пластину и в концевую пластину параллельно трубкам устанавливают собирающие трубки для подвода и отвода. При этом имеется упоминание о том, что такое расположение может быть использовано для мембранных модулей, однако никакие капилляры для этого не используются и не устанавливается специфичное для соответствующих применений расстояние между трубками.
Патент ФРГ №4133250 защищает способ получения пучков из мембранных трубочек, при котором равномерное расстояние между мембранными трубочками устанавливается за счет расширения концов до регулярных многоугольников с определяемым материалом способом соединения их склеиванием или сваркой. В отличие от этого в настоящем изобретении капилляры на концах не расширяются.
По европейскому патенту №0092839 используют лишенную пор концевую пластину, в которой просверлены отверстия, а в них с помощью специальных соединений фиксированы пористые трубки. Фиксация проводится с помощью эмали, стекла, керамики, углерода, цемента или металла. По заявке на международный патент №01/87469 монтаж полностью керамического модуля проводят, соединяя керамический корпус с конструкцией, состоящей из торцевых пластин с отверстиями и цилиндрического внешнего кожуха. Во всех этих случаях пластины с отверстиями служат для механической фиксации трубок или, соответственно, капилляров. При этом трубки находятся на определенном расстоянии, которое, однако, никак не зависит от способа разделения, в частности от количества пермеата.
По патенту Японии №61/004509 используют водный шликер из смеси стеклянных и керамических порошков с соответствующим коэффициентом расширения для заливки концов пористых стеклянных мембранных трубочек. В патенте Японии №57166244 описывается заливка маленьких трубочек уплотнительным материалом, например стеклом, в результате чего образуется герметичная торцевая пластина. В обоих случаях достигается герметизация концов капилляров и механическая фиксация. Однако определенное расстояние, связанное с практическим использованием, не устанавливается.
В патентах США №4296052, №4224386 и №4219613 описывается получение пластин с отверстиями для батарей из полых волокон, которые состоят из верхнего, не пропускающего гелий участка и расположенного под ним пористого участка и через которые проходит множество неорганических полых волокон. Стенки полых волокон служат при этом в качестве диафрагм, через которые транспорт веществ не идет, а значит, и нет необходимости в определенном расстоянии между полыми волокнами.
В основу изобретения положена задача устранения представленных недостатков уровня техники в модуле разделения с оптимальным использованием объема в зависимости от параметров специальных случаев использования.
Поставленная задача решается согласно изобретению, описываемому в формуле изобретения.
Более детально изобретение иллюстрируется примерами его реализации.
Пояснения к прилагаемому иллюстрирующему материалу.
Фиг.1: Принципиальное асимметричное строение фильтрующих элементов в виде трубок с носителем (Н); промежуточным слоем (ПС) и мембраной (М) для а) нанесения с внутренней стороны и б) нанесения с внешней стороны.
Фиг.2: Схематическое изображение модуля разделения с подключением для питания (1), ретентата (2), пермеата (3) и промывки (4), а также с фильтрующими элементами (5), отражающими пластинами для изменения направления потока (6) и корпусом 7.
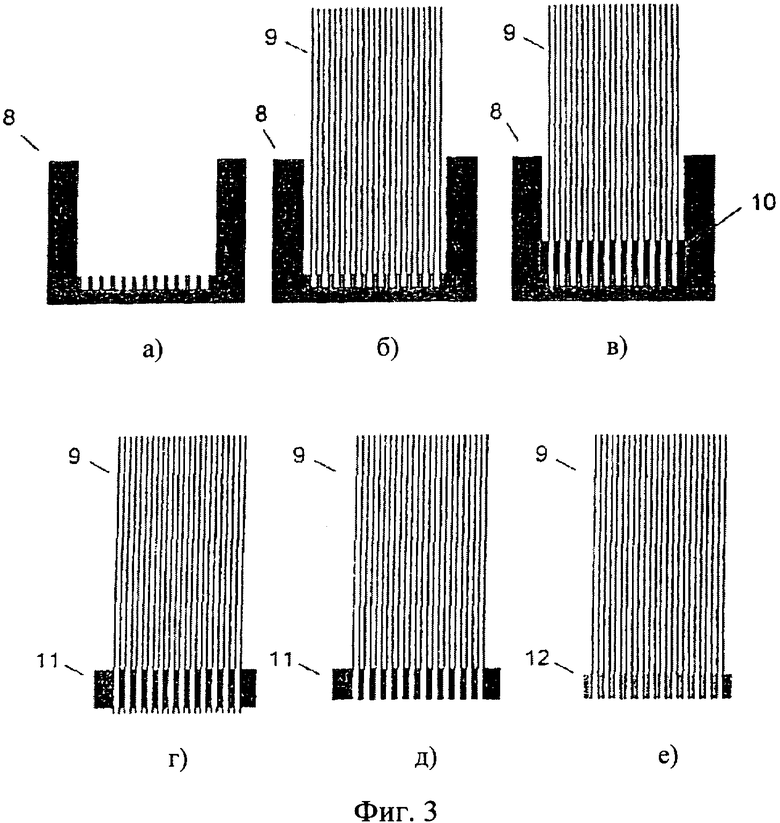
Фиг.3: Принцип соединения с литейной массой (п.14 формулы изобретения) а) гипсовая форма (8), б) гипсовая форма (8) с капиллярами (9), в) гипсовая форма (8) с капиллярами (9) и наполнением литейным шликером (10), г) пучок капилляров с необожженной торцевой пластиной (11), д) пучок капилляров с необожженной торцевой пластиной (11) после обрезки, е) пучок капилляров с торцевой пластиной после спекания (12).
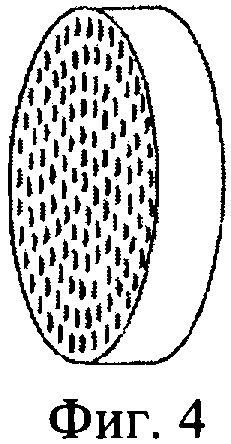
Фиг.4: Диск с углублениями (п.п. от 15 до 17 формулы изобретения).
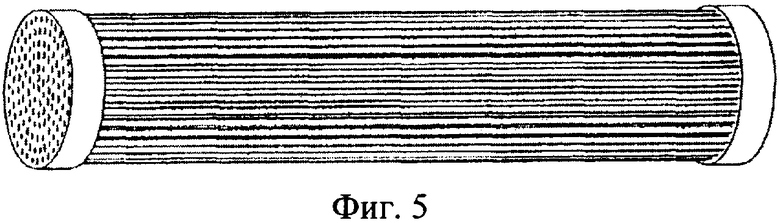
Фиг 5: Модуль разделения, полученный по одному из п.п. от 15 до 17 формулы изобретения.
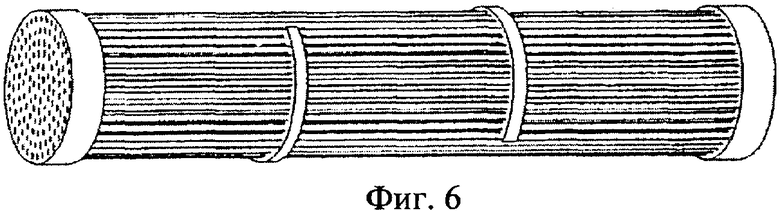
Фиг 6: Модуль разделения, полученный по одному из п.п. от 15 до 17 формулы изобретения с фиксаторами расстояний по п.8 формулы изобретения.
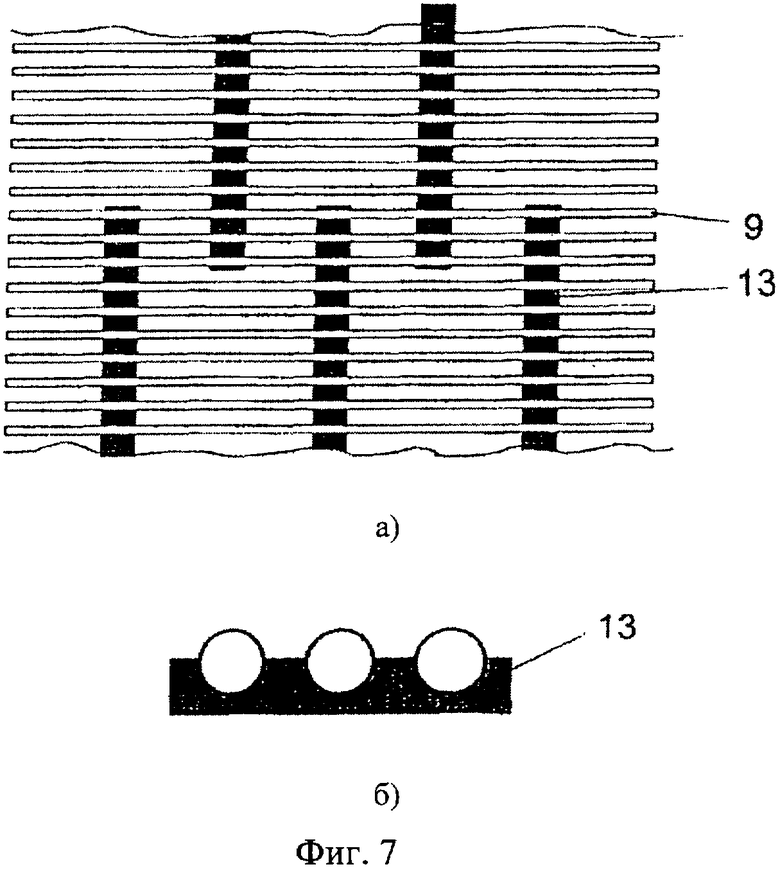
Фиг.7: Капилляры, упакованные в полоски пленки (п.19 формулы изобретения): а) вид сверху, б) вид со стороны.
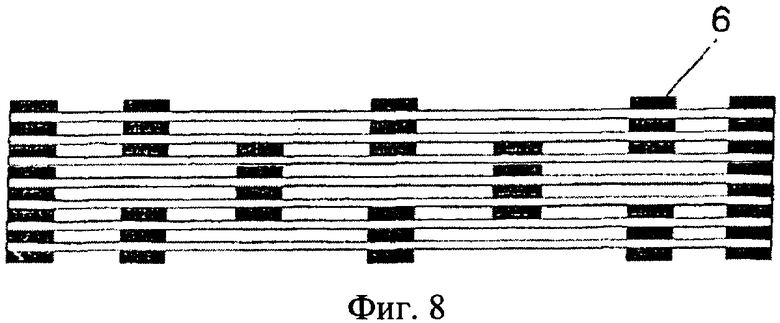
Фиг.8: Схематическое изображение разреза через пучок капилляров после упаковки (п.п.8, 18 и 19 формулы изобретения).
В настоящем изобретении описан модуль разделения, который содержит по крайней мере один пучок керамических капилляров, в котором расстояние между капиллярами установлено в процессе сборки, что входит в объем притязаний изобретения. Выбор расстояния определяется объемом пермеата, который должен отводиться беспрепятственно. Объем пермеата, в свою очередь, определяется видом мембраны и связанным с ней способом применения, что иллюстрируется следующими далее примерами 1 и 2 для соответствующего изобретению устройства.
Пример 1
Когда используют капилляры длиной 1 м с внешним диаметром 1 мм и внутренним диаметром 0,7 мм, пучок из 100 капилляров имеет поверхность мембраны 0,2 м2. При давлении 20 бар через нанофильтрационную мембрану проходит поток около 400 л/(м2·ч). Тогда из описанного здесь пучка будет выходить 80 л в час. Внешняя оболочка пучка имеет примерно 40 прорезей длиной 1 м для отвода пермеата. Если исходить из того, что общее количество пермеата поступает изнутри пучка, то тогда на одну прорезь приходится 2 л/ч. При ширине прорези 0,01 мм скорость потока пермеата будет равна 0,05 м/с, что вполне достижимо.
Пример 2
При рассмотрении того же самого пучка капилляров в процессе диффузионного испарения оказывается, что через мембрану должен проходить поток до 25 кг воды на м2. При 100°С и давлении 1 бар водяной пар имеет плотность 1,694 м3/кг. Для описанного выше пучка капилляров с поверхностью 0,2 м2 получается объем пермеата, равный 8,47 м3/ч, который с учетом пониженного давления на стороне пермеата, равного примерно 20 мбар, возрастает до 335 м3/ч. Через одну прорезь должно тогда проходить 8,38 м3/ч пара. При той же самой ширине прорези, что и в примере 1, скорость пара будет равна 232,5 м/с. Обычно скорости потока в трубках при 20 мбар лежат в пределах от 25 м/с до 50 м/с. Это соответствует ширине прорези, равной 0,1 мм. Для поддержания потерь давления на стороне перемеата на очень низком уровне следует рассчитывать на более низкие значения скоростей потоков, лежащие в пределах от 2 м/с до 5 м/с, что соответствует ширине прорези 1 мм.
Далее будут рассмотрены три варианта соответствующего изобретению способа получения сначала в общих чертах, а затем и более подробно на примерах от 3 до 5.
Капилляры, полученные экструзионным способом, имеют внешний диаметр от 0,3 мм до 10 мм, предпочтительно от 1 мм до 2,5 мм, и внутренний диаметр от 0,3 мм до 8 мм, предпочтительно от 0,7 мм до 1,5 мм.
По первому варианту получение пучка капилляров происходит в результате заливки концов литейной массой полимерного, керамического и/или стеклянного содержания. Для этого концы капилляров устанавливают в литейные формы в виде стаканов, которые для фиксации капилляров имеют расположенные на определенном расстоянии углубления. Стакан заполняют литейной массой. Литейная масса полностью охватывает капилляры и высыхает на воздухе при комнатной температуре до такого состояния, при котором можно удалить стакан. В случае полимерных литейных масс, например с эпоксидными смолами, отверждение протекает при комнатной температуре при добавлении отвердителя или же с однокомпонентными смолами при несколько повышенной температуре. При использовании литейных масс с содержанием керамики и/или стекла отверждение происходит термическим способом при температурах от 150°С до 1600°С. Эту операцию проводят на обоих концах пучка капилляров одновременно или последовательно. При одновременной заделке используют литейную массу, которая сохраняет форму после короткого выдерживания на воздухе. С помощью обрезки или шлифовки концов пучка снова открываются каналы, которые частично закупорились при заливке.
Важная для реализации изобретения определенность расстояния устанавливается в таком варианте за счет расположения углублений в донной пластине литейной формы и общей усадки заготовки, она может выбираться в соответствии с ожидаемыми характеристиками потока через мембрану в пределах от 0,05 до 10 мм.
В соответствии со вторым вариантом установка расстояния определяется за счет использования пластинок с углублениями. Пластинки с углублениями могут состоять из различных материалов, например из пластмассы, металла или керамики. Углубления в пластинке с углублениями имеют диаметр, немного превышающий диаметр капилляров. Капилляры вставляют в углубления пластинки с углублениями.
В случае пластмассовых, металлических или состоящих из обожженной керамики пластинок с отверстиями заделка осуществляется с использованием содержащих полимеры, керамику или стекло шликеров, паст или клеев. Для этого пластинки с отверстиями полностью или частично погружают в используемый для заделки материал или же используемым для заделки материалом заполняют свободные пространства между стенками отверстий и внешними сторонами капилляров. Сначала идет сушка на воздухе при комнатной температуре. Отверждение происходит в случае полимерных литейных масс, например с эпоксидными смолами, при комнатной температуре при добавлении отвердителя или же в случае однокомпонентных смол при несколько повышенной температуре. При использовании литейных масс с содержанием керамики и/или стекла отверждение происходит термическим способом при температурах от 150°С до 1600°С. Эту операцию проводят на обоих концах пучка капилляров одновременно или последовательно. При одновременной заделке используют пастообразный заделывающий материал, который сохраняет форму после короткого выдерживания на воздухе.
Для получения пучка капилляров можно использовать также необожженные керамические пластины с отверстиями. Для этого керамические капилляры вставляют в пластину с отверстиями. После этого проводят термическую обработку на уровне температуры спекания пластины с отверстиями, которая при этом в результате усадки стягивается вокруг капилляров так, что возникает механически прочное и герметичное соединение.
Можно также вставлять необожженные керамические капилляры в необожженные керамические пластины с отверстиями и после этого обжигать и те и другие вместе (Co-firing).
Если операция по заделке привела к закупориванию каналов капилляров, то их снова открывают, отрезая или зашлифовывая концы пучка. Определенное расстояние в этом случае определяется расположением отверстий в пластине с отверстиями, оно может изменяться в пределах от 0,1 мм до 10 мм, а выбирают его в соответствии с ожидаемыми характеристиками потока через мембрану.
В соответствии с третьим вариантом определенное расстояние между керамическими капиллярами устанавливается в результате того, что капилляры упаковывают с полосками листов из отверждаемого материала.
Отверждение в случае полимерных пленок происходит при несколько повышенной температуре. При использовании листов, содержащих керамику и/или стекло, термическое отверждение проводят в интервале температур от 150°С до 1600°С. Эту операцию проводят одновременно на обоих концах пучка капилляров. В дополнение к этому у концов пучка капилляров могут быть одновременно распределены на определенных расстояниях по длине пучка полоски, которые после отверждения играют роль твердых, плотных разделяющих элементов. За счет изменения алгоритма упаковки в круглых разделяющих элементах могут быть получены узкие вырезы в форме секущих, которые оказывают эффект принудительного изменения направления потока, подобный эффекту от отражающих пластин.
Упаковка может проводиться и на необожженных керамических капиллярах и необожженных керамических листах. В этом случае достигается прочное и плотное соединение в результате совместного обжига при температурах до 1700°С.
В этом случае определенное расстояние определяется толщиной служащего для сборки листа и алгоритма упаковки; оно может изменяться в пределах от 0,1 мм до 1 мм и может выбираться в соответствии с ожидаемыми характеристиками потока через мембрану.
В результате этого сборочного процесса образуются пучки капилляров, которые в типичном случае имеют диаметр от 10 мм до 250 мм, предпочтительно от 20 мм до 50 мм. Расстояние между капиллярами в пучке равно величине ≤3 мм. Предпочтительно, когда в одном модуле несколько полученных таким образом пучков капилляров подключают параллельно. При этом корпус может состоять из нержавеющей стали, а герметизация питающего объема и объема пермеата может обеспечиваться кольцевой прокладкой из эластомера.
Для самых серьезных требований к химической и термической стабильности корпус изготавливают из керамики. Формование частей корпуса происходит тогда литейным способом и/или в результате механической обработки керамического кома в мягком состоянии. Соединение корпуса и пучка капилляров с одновременным разделением питающего объема и объема пермеата при сборке из обожженных частей корпуса происходит с помощью связующих из содержащих керамику или стекло шликеров, паст или клеев с последующей термической обработкой при температурах от 500°С до 1400°С.
Если модуль разделения используется для фильтрации жидкости, разделения газов или диффузионного испарения, то мембранный слой должен находиться на пористых керамических капиллярах. В общем случае мембранный слой может быть нанесен как на внутреннюю сторону капилляров, так и на их внешнюю сторону. Мембранные слои получают с помощью различных способов с нанесением шликеров, за счет золь-гель технологии или путем осаждения кристаллов из раствора. Во всех случаях на завершающей стадии проводят термическую обработку (обжиг) мембранного слоя при температурах более 300°С. При использовании литейных масс с содержанием пластмасс, пластмассовых пластин с отверстиями или монтажных листов из пластмасс термическая обработка пучка капилляров при таких высоких температурах не возможна. В этом случае мембрану наносят перед монтажом пучка капилляров. Если же речь идет о полностью керамическом пучке капилляров или, соответственно, модуле, то операции по нанесению слоя проводят, по крайне мере частично, после изготовления пучка капилляров или, соответственно, модуля.
Пример 3
Сборка пучка капилляров с помощью литейной массы (Фиг.3)
Обожженные пористые капилляры (9) с внешним диаметром 3,6 мм и внутренним диаметром 2,0 мм, состоящие на 99,8% из оксида алюминия, нарезают по длине на 350 мм. Для литейной массы получают фарфоровый шликер с высоким содержанием глинозема, основными составными частями которого являются 52% глины, 11% кварца, 13% полевого шпата, 26% оксида алюминия, 31% воды (из расчета на твердое вещество), 0,5% жидкого стекла (из расчета на твердое вещество) и 0,2% соды (из расчета на твердое вещество). Используемая для заливки литейная форма (8) состоит из формовочного гипса. На дне литейной формы имеются 19 углублений с диаметром 3,6 мм глубиной 8 мм (Фиг.3а). Внутренний диаметр литейной формы составляет 27 мм. Капилляры (9) вставляют в углубления на дне формы (Фиг.3б) и заполняют ее вручную и непрерывно полученным в барабанной мельнице из представленных выше компонент шликером (10) (Фиг.3в). Извлечение из формы необожженной торцевой пластины (11) возможно до тех пор, пока она находится в эластичном состоянии с остаточной влажностью 12-15% (Фиг.3г). После этого сушат до белого цвета с остаточной влажностью 2%. Заделку второй стороны пучка капилляров проводят аналогичным способом. В заключение на высушенной заготовке пучка капилляров отрезают выступающие с торцевой стороны капилляры алмазным диском и зачищают торцевые стороны (Фиг.3д). Следующий за этим цикл обжига состоит из следующих стадий: 1) фаза прогрева, 2) окислительная фаза очистки, 3) восстановительная фаза полной термической обработки, 4) окислительная фаза охлаждения. Спекание пучка протекает в лежачем положении при температуре спекания 1470°С при времени выдержки 45 минут. Дополнительная обработка пучка с обожженной торцевой пластинкой (12) не требуется (Фиг.3е).
Пример 4
Пучок капилляров в пластине с отверстиями (Фиг.4, 5, 6)
Обожженные пористые капилляры с внешним диаметром 2,9 мм и внутренним диаметром 2,0 мм, состоящие на 99,8% из оксида алюминия, нарезают по длине на 320 мм. Пластины с отверстиями (Фиг.4) на концах пучка капилляров состоят из плотного оксида алюминия. Они имеют внешний диаметр 32 мм и 55 равномерно расположенных по сегментам отверстий с диаметром 2,9 мм. Оба изделия имеют одинаковый коэффициент линейного термического расширения, равный (7,6-7,8)·10-6K-1. Для получения пластин с отверстиями проводят экструзию порошка оксида алюминия со средним размером зерен 0,8 мкм с добавкой оксида магния в плотном пластичном состоянии. Для придания оксиду алюминия пластичности его загружают в месильный двухвальцовый аппарат вместе с 5% растворимой в воде целлюлозы, 3% неионогенного поверхностно-активного вещества, 2% воска и 10% воды. После перемешивания в течение примерно двух часов плотную пластичную массу экструдируют на вакуумном шнековом экструдере в виде болванки с отверстиями длиной 750 мм. Насадка для получения болванки с отверстиями состоит из гильзы с внутренним диаметром 35,5 мм и с 55 штифтами, диаметр которых равен 3,2 мм. Сушку заготовок проводят в климатической камере, начиная с 28°С и влажности 100%. В это время влажность заготовок все еще равна 10%. Сушка завершается за 72 часа. Влажность заготовок равна 2%. Высушенные заготовки разделяют по длине на 10 мм и в две пластины с отверстиями вставляют 55 капилляров так, чтобы концы капилляров находились на уровне каждой торцевой стороны пластин с отверстиями (Фиг.5). В этом положении концы фиксируют органическим клеевым составом. После сушки в течение двух часов при 80°С заготовки с пучками капилляров спекают в лежачем положении при 1580°С в окислительной атмосфере. Во время процесса спекания вся органика выгорает и происходит посадка пластины с отверстиями на капилляры. Образуется прочное соединение. В заключение торцевые стороны пластины герметизируют от утечки газа стеклом. Фиг.6 демонстрирует вариант реализации с фиксаторами расстояний для направления потока между капиллярами.
Пример 5
Пучок капилляров, упакованный в тонкие полоски (Фиг.7 и 8)
Обожженные пористые капилляры с внешним диаметром 1,4 мм и внутренним диаметром 1,0 мм, состоящие на 99, 8% из оксида алюминия, нарезают по длине на 350 мм. Эти нарезанные куски вдавливают так, как это показано на Фиг.7, параллельно в мягкие керамические тонкие полоски (13). Эти тонкие керамические полоски (13) имеют толщину, равную 2 мм. После этого сочетание капилляров (9) и полосок (13) сворачивают в пучок, как это показано на Фиг.8. За счет чередующегося расположения тонких полосок (13) и отражающих пластин (6) между капиллярами (9) образуются отдельные камеры точно определенного размера, благодаря которым течение потока в модуле может образовывать завихрения. Следующая рабочая операция представлена заливкой концов, которую проводят по аналогии с примером 3, причем можно отказаться от поддона предложенной формы, поскольку капилляры в пучке удерживаются на правильном расстоянии с помощью полосок.
Перечисление используемых цифровых обозначений
1 - питание (подача)
2 - ретентат
3 - пермеат
4 - промывочная жидкость (Sweep)
5 - фильтрующий элемент
6 - отражающая пластина
7 - корпус
8 - гипсовая форма
9 - капилляры
10 - литейный шликер
11 - торцевая пластина до проведения спекания
12 - торцевая пластина после спекания
13 - тонкие полоски
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОРАЗДЕЛИТЕЛЬНЫЙ МЕМБРАННЫЙ МОДУЛЬ ДЛЯ РАБОТЫ С ХИМИЧЕСКИ АКТИВНЫМ ГАЗОМ | 2016 |
|
RU2691335C1 |
| ГАЗОРАЗДЕЛИТЕЛЬНЫЙ МЕМБРАННЫЙ МОДУЛЬ ДЛЯ РАБОТЫ С ХИМИЧЕСКИ АКТИВНЫМ ГАЗОМ | 2016 |
|
RU2691342C1 |
| НОВЫЕ КАРТРИДЖИ И МОДУЛИ ДЛЯ РАЗДЕЛЕНИЯ ТЕКУЧИХ СРЕД | 2016 |
|
RU2707515C2 |
| ГИБКО СОГЛАСУЕМЫЕ МЕМБРАННЫЕ КАРТРИДЖИ ДЛЯ РАЗДЕЛЕНИЯ ТЕКУЧИХ СРЕД | 2016 |
|
RU2715650C2 |
| МЕМБРАННЫЙ АППАРАТ | 1993 |
|
RU2064820C1 |
| МЕМБРАННО-КАРТРИДЖНАЯ СИСТЕМА | 2014 |
|
RU2669624C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ ИЗ КЕРАМИЧЕСКИХ ПОЛЫХ ВОЛОКОН, СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2006 |
|
RU2427556C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2011 |
|
RU2466965C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННОГО МОДУЛЯ | 2010 |
|
RU2432986C1 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО В ВИДЕ ПОЛОЙ ВОЛОКОННОЙ МЕМБРАНЫ И ЕГО ПРИМЕНЕНИЕ ПРИ ОЧИСТКЕ СТОЧНЫХ ВОД, А ТАКЖЕ МЕМБРАННЫЙ БИОРЕАКТОР | 2003 |
|
RU2314864C2 |
Изобретение относится к модулю разделения и к способу его изготовления. Модуль разделения включает, по крайней мере, один пучок керамических капилляров. Для управления потоком веществ и течением в модуле разделения путем сборки установлено расстояние между капиллярами таким образом, чтобы в режиме работы скорость потока в объеме пермеата не превышала 50 м/с. Сборку модуля осуществляют путем фиксации предварительно сформированных капилляров параллельно друг другу в пучке на расстоянии, определяемом требованиями массообмена и движения потока в образующемся модуле разделения. Капилляры плотно закреплены на плоскостях обеих торцевых поверхностей образующегося модуля разделения. 2 н. и 19 з.п. ф-лы, 8 ил.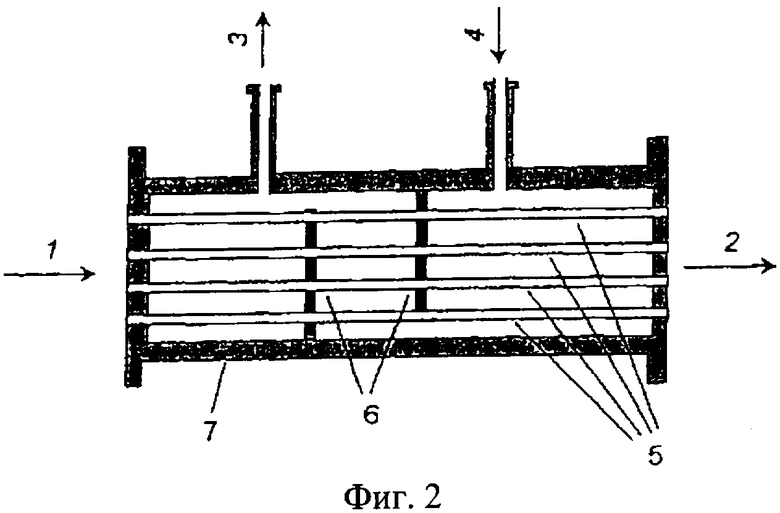
| US 4220535 А, 02.09.1980 | |||
| JP 10235161 А, 08.09.1998 | |||
| Устройство для передачи поступательного движения в вакуум | 1974 |
|
SU941759A1 |
| WO 9717125 А1, 15.05.1997 | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| US 3697635 А, 10.10.1972 | |||
| ТРУБЧАТЫЙ МЕМБРАННЫЙ МОДУЛЬ ДЛЯ ФИЛЬТРАЦИИ ЖИДКОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2156645C1 |
| GB 1056582 А, 25.01.1967 | |||
| US 5599383 А, 04.02.1997. | |||

