Изобретение относится к способу изготовления катушечной обмотки для статоров или роторов электрических машин с открытыми в радиальном направлении внутрь статорными, соответственно роторными пазами, в которой каждый катушечный виток с соответствующей перемычкой лежит в двух статорных, соответственно роторных пазах, и обе перемычки соединены с помощью выступающей за торцевую поверхность статора лобовой части обмотки, при этом одновременно создают несколько катушечных витков посредством намотки n параллельных, подаваемых с одной проводной направляющей проводов с промежуточным расстоянием друг от друга на вращающийся вокруг своей продольной оси шаблон. Обычно это для процесса изготовления так называемой петлевой обмотки, в котором при одном повороте шаблона из каждого провода создается лишь один катушечный виток с двумя перемычками, которые в последующем процессе изготовления подлежат введению в два статорных паза. В противоположность петлевой обмотке при изготовлении волновой обмотки при каждом повороте шаблона формируется из каждого провода несколько перемычек, которые затем подлежат введению в несколько пазов.
Создаваемые до настоящего времени посредством намотки на шаблон петлевые обмотки имеют, независимо от того, состоят они из концентрических или перекрывающих друг друга на периметре витков провода или катушек, тот недостаток, что в готовом статоре или роторе лобовые части обмотки являются относительно объемными, в частности имеют в радиальном направлении относительно большую толщину. Поэтому в основу изобретения положена задача создания способа и устройства, с помощью которых можно создавать, в частности при применении круглого провода, обмотку, которая, независимо от вида введения в ротор или статор, обеспечивает для определенного числа поперечных сечений провода в поперечном сечении статорного или роторного паза узкую в радиальном направлении структуру лобовых частей обмотки.
Указанная выше задача решена, согласно изобретению, в части способа тем, что для статора или ротора с кратным 2n числом предназначенных для размещения катушечной обмотки статорных, соответственно роторных пазов, в рабочей стадии А создают из каждого из параллельных проводов на шаблоне соответствующую перемычку и длину провода лобовой части с заданным промежуточным расстоянием друг от друга перемычек в соответствии с окружным расстоянием между статорными, соответственно роторными пазами, и в рабочей стадии В сдвигают образованные в рабочей стадии А перемычки, при сохранении их промежуточного расстояния друг от друга, вместе с примыкающим первым концом соответствующих лобовых частей обмотки и направляющей для проводов вместе со вторым концом этой лобовой части относительно друг друга на увеличенное в n раз заданное промежуточное расстояние в первом осевом направлении вдоль оси вращения шаблона, до тех пор, пока после многократного повторения рабочих стадий А и В не будут созданы на шаблоне еще перемычки для последних n статорных, соответственно роторных пазов, и затем обмотку снимают с шаблона и плоско сжимают, так что перемычки лежат в одном ряду, рядом друг с другом, а затем перемычки укладывают предпочтительно в расположенные на одной стороне поперечные пазы имеющего форму планки катушечного приемника и оттуда переводят в расположенные с одинаковым измеряемым по окружности промежуточным расстоянием, как и поперечные пазы, открытые в радиальном направлении наружу пазы аналогичного ротору передаточного инструмента, и затем из него выдавливают радиально наружу в расположенные на одной линии статорные, соответственно роторные пазы. Однако созданную посредством намотки на шаблон, плоско сжатую обмотку можно также подвергать другой дальнейшей обработке, например, укладывать в имеющий форму зубчатой рейки статорный пакет стальных листов, который затем изгибают в круговой статор или же используют для линейного электродвигателя. Кроме того, плоско сжатую обмотку можно укладывать непосредственно в пазы ротора или в пазы статора электродвигателя с внешним ротором.
Предложенный способ особенно эффективен, когда лобовые части обмотки формируют с помощью расположенных на шаблоне фасонных тел по существу V-образно или в форме щипца крыши с выступающей из статора или ротора в осевом направлении наружу, округленной вершиной. В этом случае точки перекрещивания проводов в лобных частях обмотки лежат на цилиндрической боковой поверхности с относительно большим промежуточным расстоянием рядом друг с другом, вместо расположения друг над другом в радиальном направлении. При этом предпочтительным является также то, что когда лобовые части обмотки формируют так посредством осевого сдвига их первого конца относительно второго конца во время рабочей стадии В, что после введения в статор, соответственно ротор одно ее плечо в радиальном направлении лежит несколько дальше наружу, чем другое плечо.
Сжимание в радиальном направлении относительно оси вращения шаблона изготовленных перед этим на шаблоне спиральных со ступеньками катушечных обмоток облегчается, когда перемычки на противоположных сторонах шаблона образованы в двух параллельных прямых плоскостях, расположенных на расстоянии менее 1 см друг от друга. Особенностью предлагаемого способа является то, что с помощью указанной выше рабочей стадии В и последующего сжимания по существу намотанной спирально петлевой обмотки создается особый вид волновой обмотки, в которой перемычки на своем одном конце переходят в лежащую в радиальном направлении дальше наружу лобовую часть обмотки, в то время как на ее другом конце примыкает лежащая в радиальном направлении дальше внутрь лобовая часть обмотки. Таким образом, группа из n параллельных проводов является переплетенной друг с другом в зоне лобовых частей обмотки уже тогда, когда она образует в статорных пазах лишь один единственный, например, лежащий в радиальном направлении совсем снаружи слой проводов, так что обмотка в целом представляет удерживаемое вместе наподобие сетки образование.
С помощью предложенного способа предпочтительно изготавливают так называемую распределенную обмотку так, что после первой обмотки создают вторую обмотку с тем же количеством перемычек из n параллельных проводов и с помощью катушечного приемника и передаточного инструмента вводят вместе с первой обмоткой или после нее в статорные, соответственно роторные пазы, так что примыкающие к одной перемычке лобовые части обмотки на обеих сторонах статора, соответственно ротора отогнуты от перемычки в противоположном направлении, как у принадлежащей к первой обмотке, лежащей в том же статорном, соответственно роторном пазу перемычки, при этом концы обоих обмоток имеют такую электрическую полярность, что через лежащие в том же статорном, соответственно роторном пазу перемычки протекает ток в одинаковом направлении.
Такая распределенная обмотка занимает в узких статорных пазах, в которых все провода лежат в единственном радиальном ряду, например, лишь два слоя проводов. Можно видеть, что, несмотря на большое число перекрещиваний проводов в зоне лобовых частей обмотки, вследствие равномерно распределенных перекрещиваний провода имеется лишь радиальная проводная структура с толщиной двух слоев провода.
Являющуюся предпочтительной по указанным выше причинам распределенную обмотку можно изготавливать тремя различными путями. В первом варианте выполнения один конец проводов первой половины распределенной обмотки соединяют с одним концом проводов второй половины распределенной обмотки так, что лежащие в каждом статорном пазу перемычки пропускают ток в одном направлении. Во втором варианте выполнения складывают, например, в два, в четыре или в другое четное количество раз проходящую вокруг окружности статора обмотку в плоское сжатое состояние посередине, при этом необходимо следить за тем, чтобы на обоих осевых концах лобовые части обмотки лежали в промежутках между лобовыми частями других половин обмотки.
Наконец, третий вариант выполнения состоит в том, что на шаблоне создают первую половину распределенной обмотки с определенным первым направлением намотки и в первом осевом направлении, а затем без прерывания провода продолжают намотку дальше в противоположном направлении намотки в противоположном осевом направлении.
Когда, например, по причинам лучшей гибкости применяют вместо одного катушечного провода с большим поперечным сечением два катушечных провода с меньшим поперечным сечением, то можно вместо n параллельных проводов использовать n пар проводов.
Предусмотренное для осуществления указанного выше способа устройство имеет контролируемым образом поворачиваемый вокруг своей продольной оси шаблон и направляющую для проводов для подачи n параллельных проводов, которые одновременно с заданным осевым промежуточным расстоянием наматываются на шаблон, при этом каждая катушечная обмотка формируется в виде двух вводимых в статорные, соответственно роторные пазы, по существу прямых перемычек и примыкающих к их концам лобовых частей обмотки.
Шаблон имеет, согласно изобретению, форму по существу плоской планки или полосы, ширина которой соответствует длине перемычек и с которой взаимодействуют подвильные фасонные тела для создания лобовых частей обмотки, а также направляющие механизмы для удерживания и направления создаваемых перемычек относительно направляющей для проводов так, что после каждого половинного оборота шаблона для образования перемычки и лобовой части обмотки из каждого из n параллельных проводов и после разгружающего лобовую часть обмотки движения отвода фасонного тела осуществляется расплющивающее лобовые части обмотки относительное движение между направляющей для проводов и направляющими механизмами в первом осевом направлении параллельно поворотной оси шаблона. При этом созданные последними перемычки и направляющая для проводов раздвигаются друг от друга на в n раз большее промежуточное расстояние параллельных проводов. Кроме того, предпочтительно предусмотрен имеющий форму планки или полосы катушечный приемник с расположенными на одной стороне поперечными пазами для размещения перемычек снятой с шаблона обмотки, а также роторообразный передаточный инструмент с открытыми радиально наружу пазами, которые для переноса обмотки необходимо сначала последовательно по отдельности привести на одну линию с поперечными пазами катушечного приемника, а затем все вместе - со статорными, соответственно роторными пазами.
Помимо способа изготовления изобретение одновременно предлагает также новый статор или ротор с открытыми радиально внутрь статорными, соответственно роторными пазами, в которых лежат перемычки образованной из n проводов петлевой обмотки в виде "напускной" обмотки, у которой n проводов, соответственно пар проводов, при каждом проходе через статорный, соответственно роторный пакет стальных листов лежат в n следующих друг за другом в окружном направлении пазах и перекрещиваются в зоне своих по существу имеющих форму щипца крыши лобовых частях обмотки так, что относительно определенного окружного направления n следующих друг за другом проводов каждый следующий в окружном направлении провод на одном конце статора проходит радиально снаружи, а на другом конце статора радиально внутри от лежащего перед ним в окружном направлении провода, и обе примыкающие к одной перемычке лобовые части обмотки лежат на одном конце статора, соответственно перед, а на другом своем конце в окружном направлении - после перемычки. Обмотка предпочтительно выполнена в виде распределенной обмотки, обе половины которой предпочтительно соединены друг с другом без прерывания провода. Пазы статора, соответственно ротора, имеют в поперечном сечении предпочтительно асимметричную форму, которая согласована с двумя рядами проводов, которые плотно лежат рядом друг с другом с возможно меньшим зазором.
Ниже приводится подробное описание некоторых примеров осуществления изобретения со ссылками на прилагаемые чертежи, на которых схематично изображено:
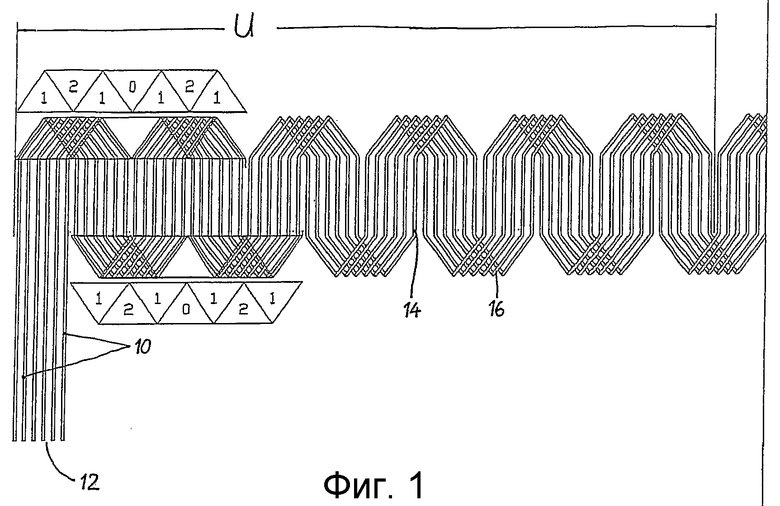
Фиг.1 - созданная на поворачиваемом шаблоне плоско развернутая статорная обмотка;
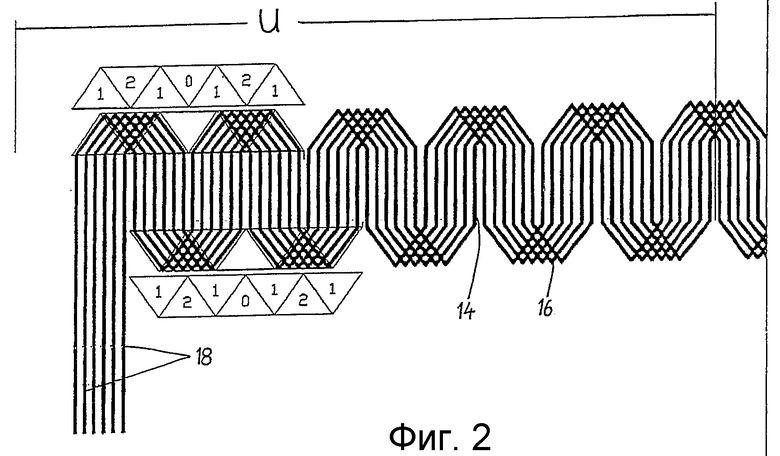
Фиг.2 - такая же статорная обмотка, которая вместе с обмоткой, согласно Фиг.1, но при расположении на окружности статора со сдвигом, может образовывать распределенную обмотку;
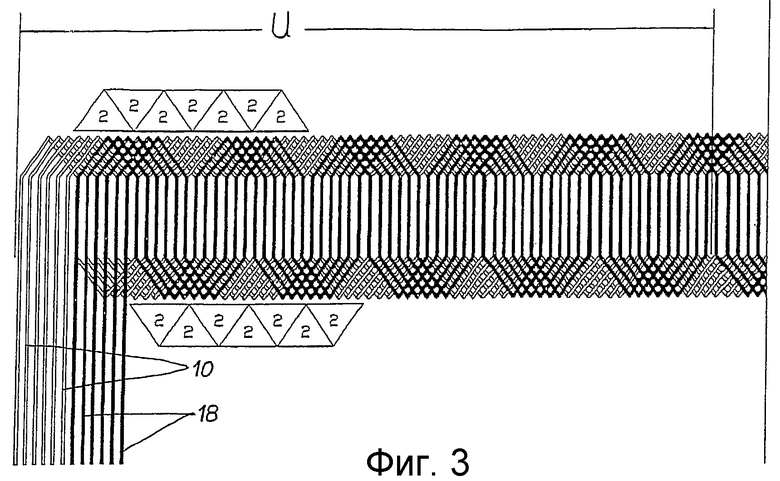
Фиг.3 - напластованные обмотки, согласно Фиг. 1 и 2, на виде сверху;
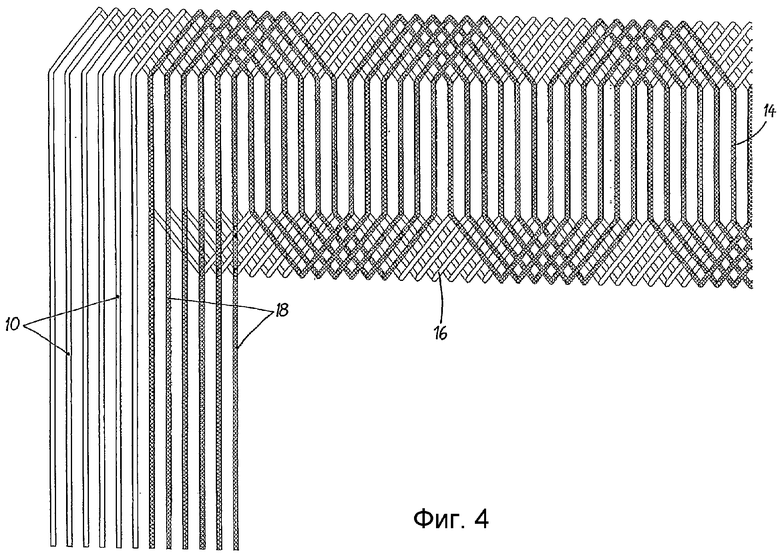
Фиг.4 - левый конец напластованных обмоток, согласно Фиг.3, на виде сверху в увеличенном масштабе;
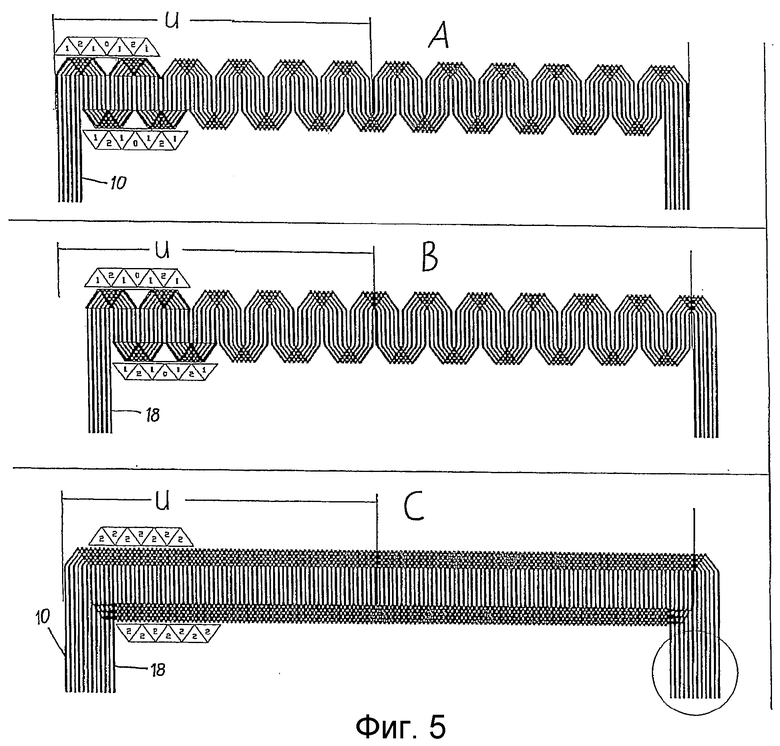
Фиг. 5А-С - полные обмотки, показанные на Фиг. 1-3 лишь наполовину;
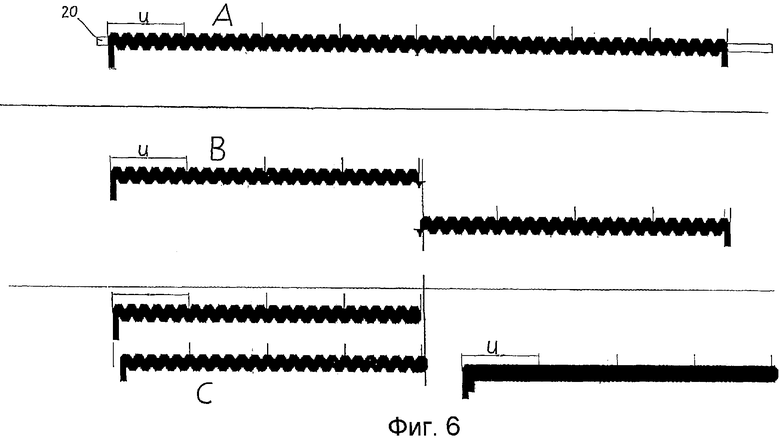
Фиг. 6А-С - схема способа для изготовления распределенной обмотки посредством складывания;
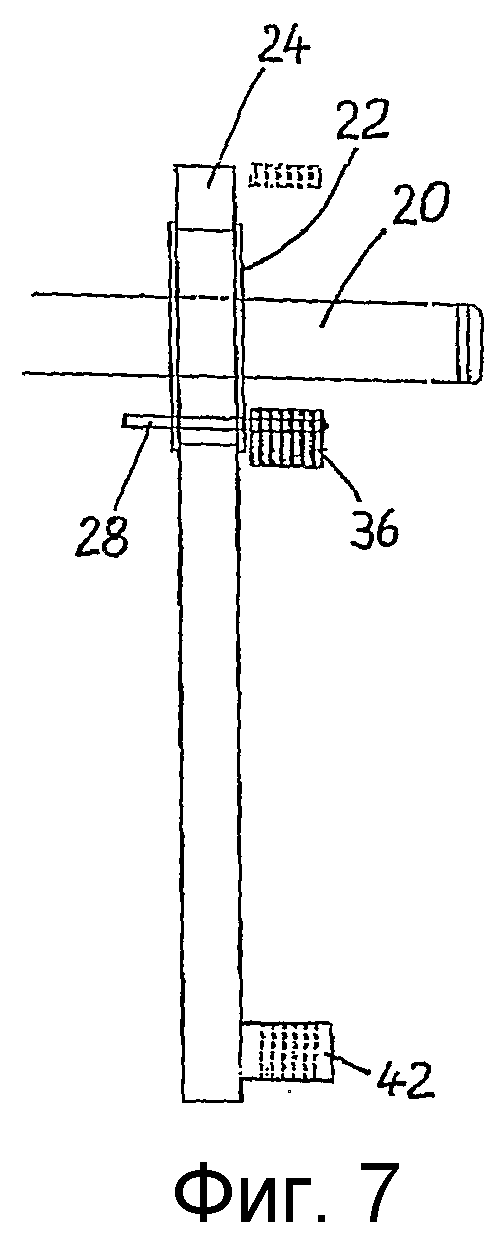
Фиг.7 - шаблон и направляющая для проводов для создания обмоток, показанные на Фиг. 1-6 вида, упрощенно на виде сбоку;
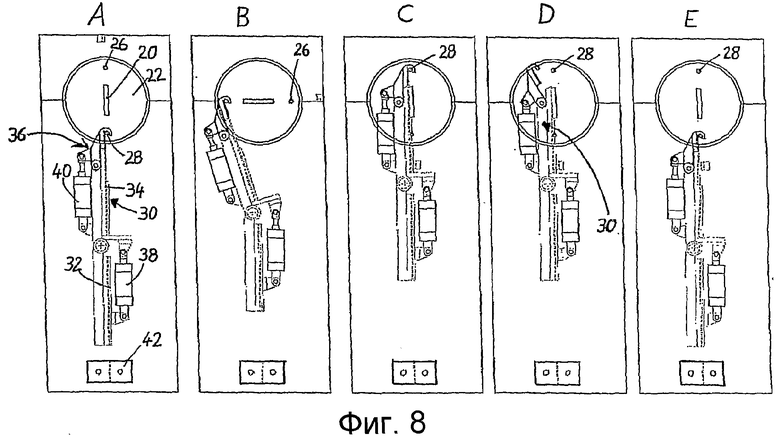
Фиг. 8А-Е - намоточное устройство, согласно Фиг.7, при различных фазах процесса намотки, на виде сбоку;
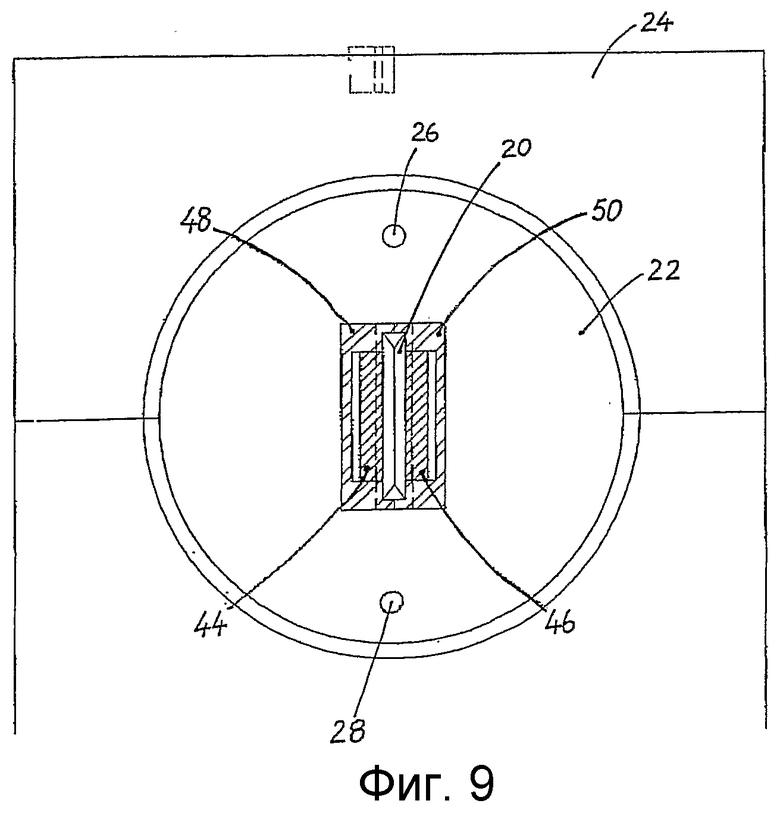
Фиг.9 - намоточный шаблон, образующий часть намоточного устройства, согласно Фиг.7 и 8А-Е, на виде сбоку в увеличенном масштабе;
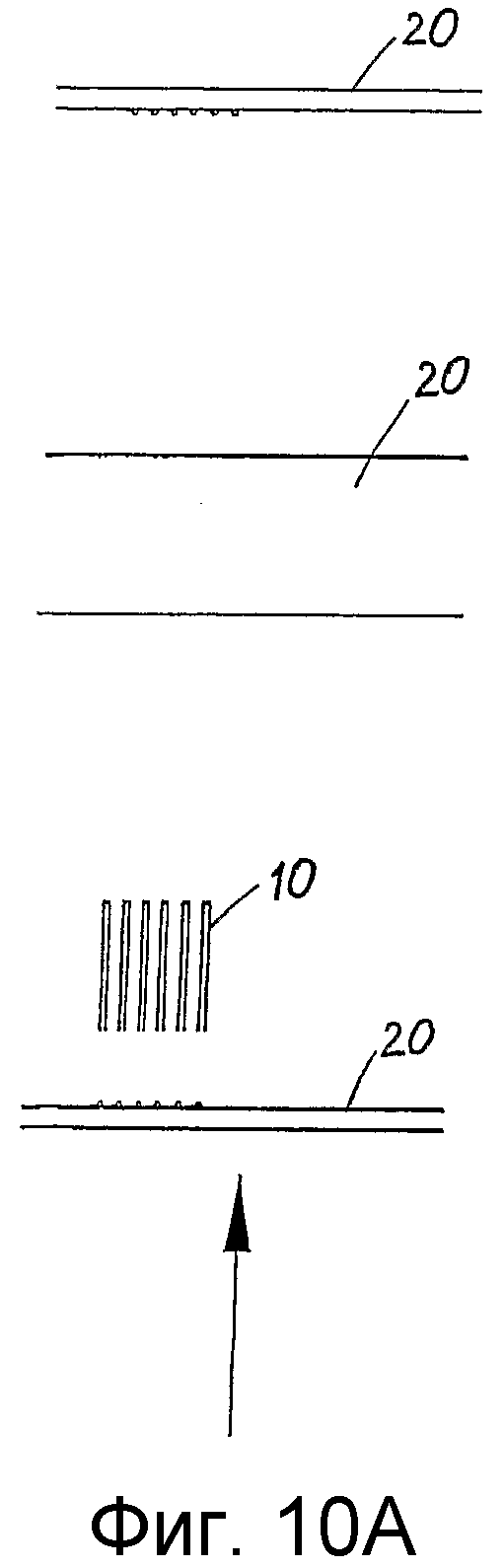
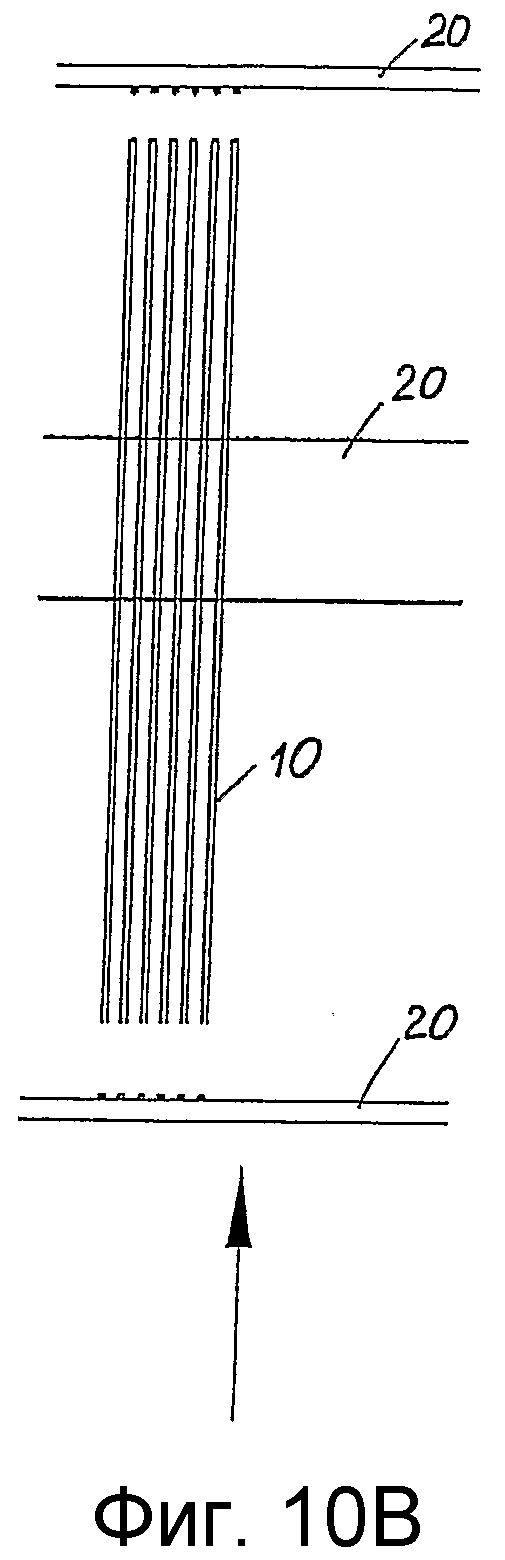
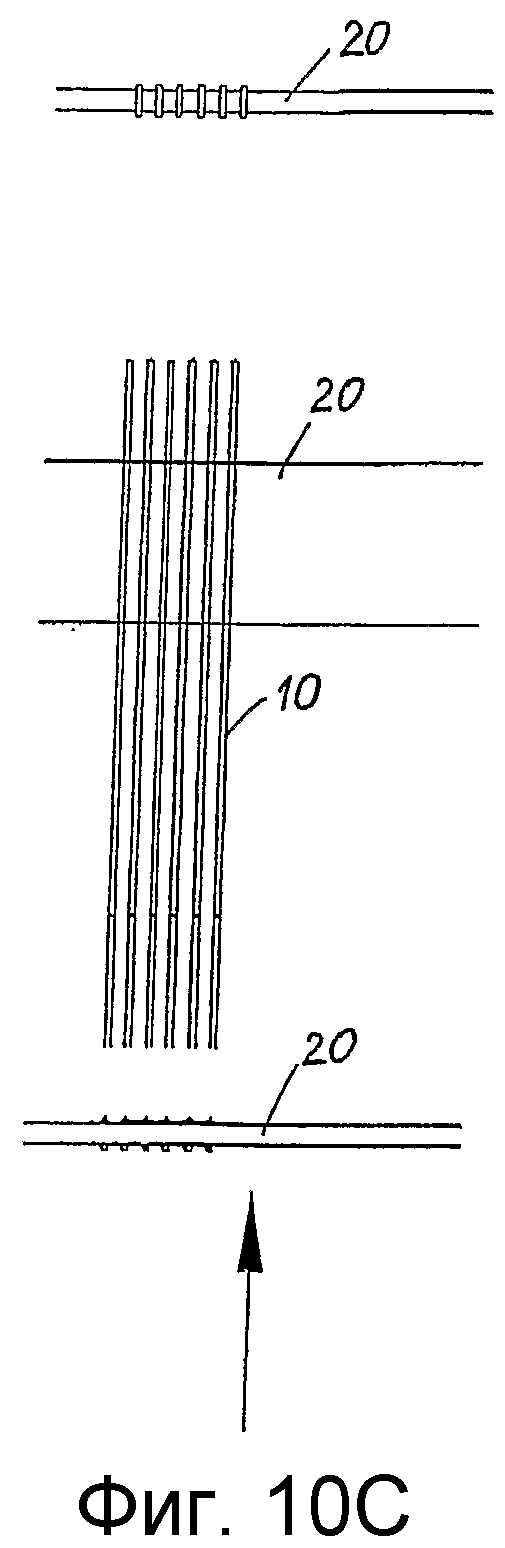
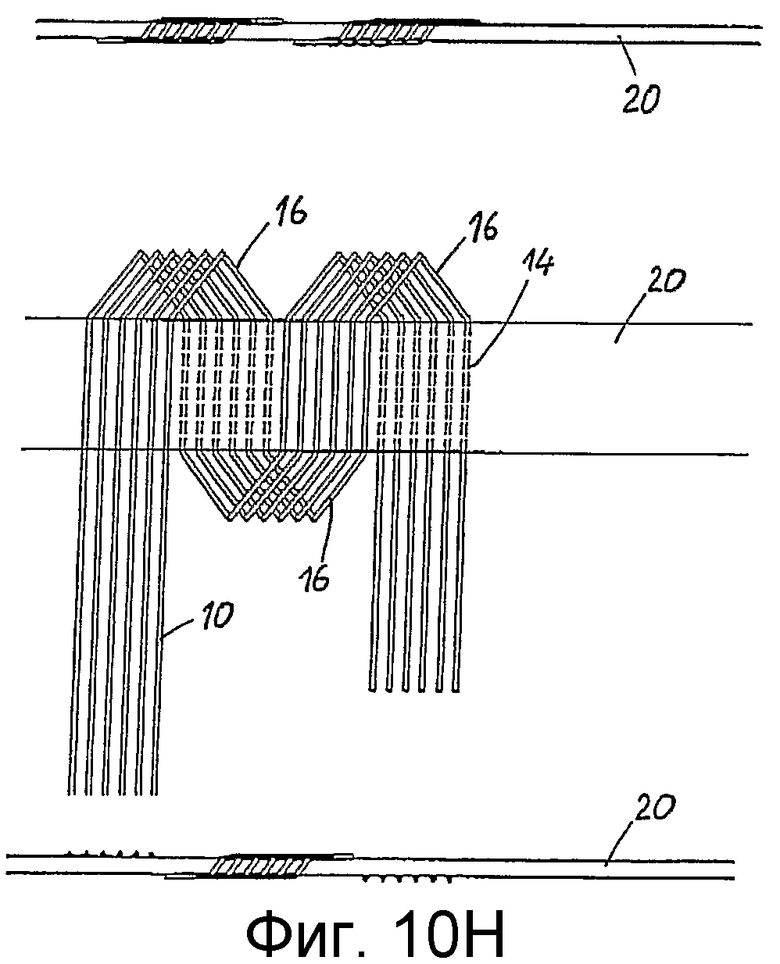
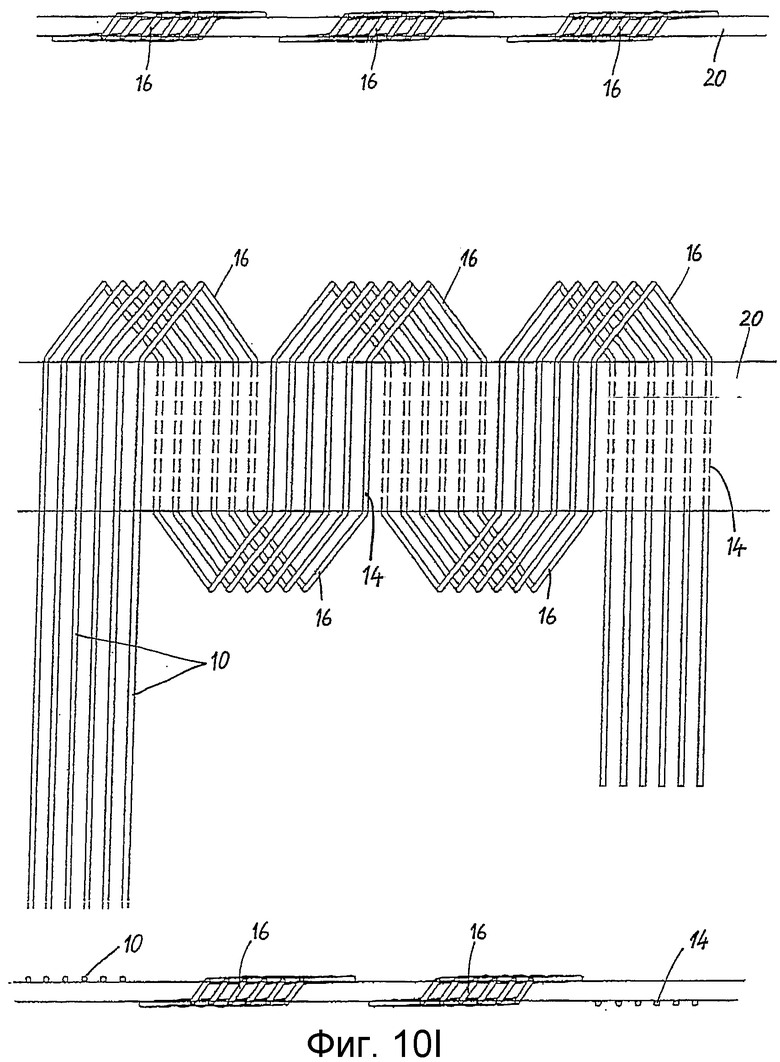
Фиг. 10А-I - различные фазы возникновения обмотки, согласно Фиг. 1-4, на намоточном устройстве, согласно Фиг. 7 и 8А-Е, в упрощенном виде;
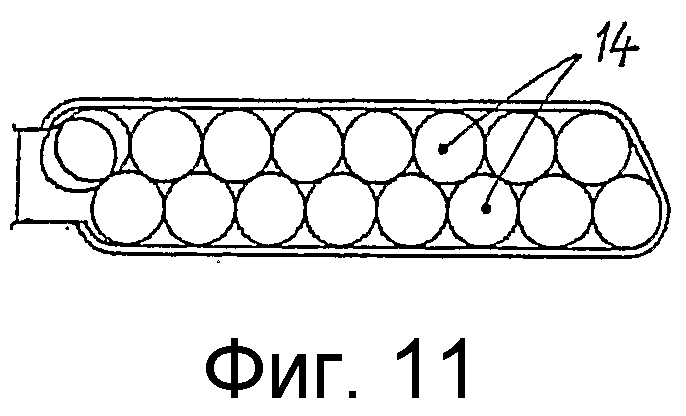
Фиг.11 - поперечное сечение статорного паза, который заполнен проводами двух распределенных обмоток, согласно Фиг.6.
На Фиг.1 показана обмотка, изготовленная из шести параллельных проводов 10 в соответствии со способом, описание которого будет приведено ниже, в данном случае в качестве примера для статора с 72 равномерно распределенными по периферии, открытыми внутрь радиальными пазами. Обмотка, показанная на Фиг.1, намотана на плоском, имеющем форму планки шаблоне и затем показана в сжатом, плоско развернутом состоянии. Начало обмотки обозначено позицией 12. За счет намотки на имеющий форму планки шаблон сначала формируются из шести проводов 10 в показанном первом участке U обмотки с одинаковым промежуточным расстоянием параллельно лежащих рядом друг с другом участков проводов, обозначенных здесь как перемычки 14, которые в более поздней стадии способа вставляются в 72 паза статора. Каждая перемычка 14 переходит на своем верхнем и нижнем концах в имеющую форму щипца крыши лобовую часть 16 обмотки, отогнутую вправо и с другой стороны влево, то есть во всяком случае на обоих концах перемычки в противоположные стороны.
В имеющих форму щипца крыши лобовых частях 16 обмотки перекрещиваются провода 10. Можно видеть, что все точки перекрещивания лежат со сдвигом по высоте и ширине относительно друг друга. Кроме того, из Фиг.1 следует, какая часть лобовой части 16 обмотки лежит сверху или снизу одной или нескольких лобовых частей обмотки других проводов 10. Поэтому из Фиг.1 также следует, что при рассматривании справа налево шесть проводов 10 намотаны спирально вокруг имеющего форму планки шаблона, при этом создаваемые спиральные витки имеют подъем лишь в зоне лобовых частей 16 обмотки.
При рассматривании по их длине лобовые части 16 обмотки не имеют одинаковый вид равномерного распределения, как перемычки 14. Как показано на Фиг.1, лобовые части 16 обмотки образуют повторяющуюся последовательность из четырех треугольных участков, в которых провода 10 лежат одним слоем, затем в зоне перекрещивания двумя слоями, затем снова лишь одним слоем, к которому примыкает свободная треугольная зона, прежде чем последовательность повторяется. В зоне точек перекрещивания образуется лишь двухслойная структура проводов, поскольку все точки перекрещивания лежат в различных местах.
Если рассматривать шесть параллельных проводов 10 в качестве одной группы, то из Фиг.1 видно, что эта группа, так же как каждый отдельный провод 10, в сжатом, плоско развернутом состоянии имеет вид волновой обмотки с той особенностью, что в последовательности лобовых частей 16 обмотки, попеременно вверху и внизу, один раз лежащий наиболее далеко справа провод перекрещивает другие провода, следующий раз лежащий наиболее далеко слева провод 10. В целом справедливо, что при рассматривании прохода группы из шести проводов 10 через статорный пакет стальных листов в примыкающих к одному концу перемычек 14 лобовых частях обмотки, относительно Фиг.1 слева направо, каждая лобовая часть 16 обмотки перекрещивает предшествующую радиально снаружи, в то время как на противоположном конце перемычек 14 все происходит наоборот.
На Фиг.1 показана лишь первая половина всей обмотки, которая достаточна для прохождения два раза вокруг окружности статора. На Фиг.2 показана созданная независимо от первой половины из других шести проводов одинаковая с первой половиной обмотка. В целом эта половина также достаточна для прохождения два раза вокруг окружности статора. Так как обе обмотки, согласно Фиг. 1 и 2, показаны друг над другом, а именно со сдвигом на шесть пазов, они вводятся друг за другом в пазы одного статора. На Фиг.3 показаны в плоско развернутом виде обе обмотки, согласно Фиг. 1 и 2, при этом для различия обозначенные позицией 18 шесть проводов обмотки, согласно Фиг.2, показаны более черными. Можно видеть, что теперь в зоне лобовых частей 16 обмотки во всех треугольных сегментах имеется двухслойная проводная структура. Другими словами, это означает, что перекрещивания проводов распределены равномерно, то есть оптимально, на всей окружности статора. Двухслойная проводная структура в зоне лобовых частей 16 обмотки соответствует числу проводов в каждом пазе. Когда статорные пазы настолько узки, что в них провода лежат лишь в один радиальный ряд, то число слоев проводов в пазах равно числу слоев проводов в зоне лобовых частей обмотки. Однако предпочтительным является выполнение статора, в котором пазы имеют такую ширину, что провода располагаются в них в двух плотно прилегающих друг к другу радиальных рядах.
Особенно отчетливо равномерное распределение лобовых частей 16 обмотки показано на Фиг.4, на которой показано начало обмотки, согласно Фиг.3, в увеличенном масштабе. На Фиг. 5А, В и С показаны обмотки, согласно Фиг. 1, 2 и 3, каждая во всей длине. При этом имеется возможность такого соединения друг с другом в целом двенадцати концов проводов на правом конце составленной обмотки, согласно Фиг.5С, что в обоих лежащих в одном статорном пазе проводах ток протекает в одинаковом направлении. Кроме того, поскольку оба лежащих в одном пазе провода на каждом конце образуют две отогнутые в противоположные стороны лобовые части обмотки, то образуется так называемая распределенная обмотка. Кроме того, эта обмотка, с учетом ее изготовления на поворачиваемом шаблоне, является петлевой обмоткой с той особенностью, что ее катушечные витки (петли) растянуты в осевом направлении и посредством плоского сжимания сформированы в целом в волновую обмотку.
С учетом того, что катушечные витки на шаблоне частично сдвинуты относительно друг друга в осевом направлении, то обмотки, согласно Фиг. 1-5, можно назвать также «напускными» обмотками.
Показанная на Фиг.6А обмотка соответствует обмотке по Фиг. 1 или 2, а также по Фиг. 5А или 5В, однако имеет такую длину, что она достаточна для прохождения восемь раз вокруг периметра статорного пакета стальных листов, в который она вводится. На Фиг.6В, С показана другая возможность изготовления распределенной обмотки в виде однослойной обмотки, согласно Фиг.6А. Для этого обмотку, согласно Фиг.6А, сгибают у ее середины и плоско накладывают друг на друга с показанным на Фиг.6С сдвигом обе половины обмотки, при этом, в отличие от Фиг.6В, С, провода длинной обмотки, согласно Фиг.6А, при складывании не разрезаются. При показанном на Фиг.6С сдвиге обе наложенные друг на друга без прерывания проводов половины обмотки снова образуют распределенную обмотку, как было описано выше применительно к Фиг.5С. Эта составленная обмотка показана на правой стороне Фиг.6С. Поскольку ее длина теперь достаточна для прохождения четыре раза вокруг периметра статора и обмотка за счет складывания является двухслойной, то в каждом пазу статора подлежат размещению восемь перемычек 14. Понятно, что обмотка указанного выше вида не ограничивается определенным числом параллельных проводов. Можно использовать больше или меньше шести показанных параллельных проводов. Число статорных пазов также не имеет значения в практических случаях. Наоборот, поскольку в предлагаемой обмотке лобовые части обмотки занимают оптимальное малое пространство, то новая обмотка пригодна также для случаев применения, для которых другие, обычные обмотки не подходят.
На Фиг. 7, 8А-Е и 9 показано простое намоточное устройство для создания обмоток, согласно Фиг. 1-6. Существенной частью намоточного устройства является узкий, имеющий форму планки шаблон 20, который вместе с несущим его диском 22 установлен с возможностью поворота в корпусе 24. Шаблон 20 имеет толщину лишь несколько миллиметров, обычно менее 1 см и в стоячем на кромке положении, показанном на Фиг.8А, имеет высоту, соответствующую длине подлежащих изготовлению перемычек 14. В показанном примере выполнения планкообразный шаблон 20 установлен с возможностью шаговой подачи с помощью диска 22 в продольном направлении корпуса 24 вправо относительно Фиг.7. Кроме того, в диске 22 установлены два пальца 26 и 28 на радиальном промежуточном расстоянии от узких сторон шаблона 20, которые пофазно подаются в осевом направлении наружу и снова вдвигаются в диск 22. Они образуют фасонное тело для лобовых частей 16 подлежащих изготовлению обмоток.
Кроме того, показанное устройство содержит обозначенную в целом позицией 30 направляющую для проводов. Она состоит из двух нижних, шарнирно соединенных друг с другом направляющих частей 32, 34 и верхней, называемой гребнем, части 36. Направляющая 34 выполнена с возможностью поворота относительно направляющей части 32 при помощи силового цилиндра 38, а гребень 36 установлен с возможностью поворота относительно направляющей части 34 при помощи силового цилиндра 40.
Например, шесть подаваемых в направляющую 32, 34, 36 проводов проходят сначала через зажим 42 для проводов, который в закрытом состоянии предотвращает протягивание провода к шаблону 20.
Наконец, намоточное устройство, показанное на Фиг.9, содержит четыре направляющие и тормозные колодки, а именно, на каждой стороне шаблона 20 одну внутреннюю колодку 44, соответственно 46 и одну наружную колодку 48, соответственно 50. Колодки установлены с возможностью перемещения по отдельности и совместно вдоль имеющего форму планки шаблона 20 и, кроме того, с возможностью управляемого прижимания к шаблону 20 и к прилегающим к нему проводам или избирательного поднимания от шаблона 20. Показанные на Фиг.9 пунктирными линиями направляющие желобки в прижимных поверхностях всех колодок 44-50 принимают, каждый, одну перемычку подлежащей созданию на шаблоне 20 обмотки, и множество параллельно расположенных направляющих желобков обеспечивают сохранение заданного промежуточного расстояния между создаваемыми на шаблоне перемычками. При этом направляющие и тормозные колодки взаимодействуют друг с другом на каждой стороне шаблона наподобие шаговых транспортеров. Например, в то время как внутренняя колодка 46 удерживает и направляет уже перед этим созданные перемычки обмотки в предусмотренном положении относительно друг друга, наружная колодка 50 может подниматься от шаблона 20, перемещаться вдоль шаблона 20 к диску 22 и за счет повторного прижимания к шаблону захватывать как раз перед этим созданные на шаблоне шесть перемычек. Одновременно наружная колодка 50 снова захватывает также уже перед этим образованные перемычки. Поэтому затем внутренняя колодка 46 может подниматься от шаблона 20, также перемещаться вдоль шаблона 20 и затем посредством прижимания к перемычкам снова захватывать и удерживать перемычки. Таким образом, уже образованные витки проводов непрерывно удерживаются и направляются, даже когда расположенные на одной стороне шаблона направляющие и тормозные колодки 46, 50, соответственно 44, 48 после следующего образования перемычек 14 необходимо по отдельности передвигать в продольном направлении.
Ниже приводится описание формирования обмотки с помощью устройства, согласно Фиг. 7-9, со ссылкой на схематичные изображения по Фиг. 10А-I.
Показанные в качестве примера шесть передних концов проводов, приходящих снизу, подаются, как показано на Фиг.10А, через направляющую 32 и 34 для проводов к шаблону 20, который на каждой из Фиг.10 показан в середине на виде сбоку, сверху - на виде сверху, и снизу - на виде снизу. В положении, показанном на Фиг.10В, шесть проводов 10 поданы за шаблон 20 вверх. Выходящий за шаблон 20 выступ проводов 10 образует затем начало 12 обмотки. В этом положении передние концы проводов отгибаются, например, вокруг пальца 26, вниз до прилегания к задней стороне шаблона 20 и там закрепляются, так что образуется показанная на Фиг.10С ситуация. Однако при этом палец 26 не изображен.
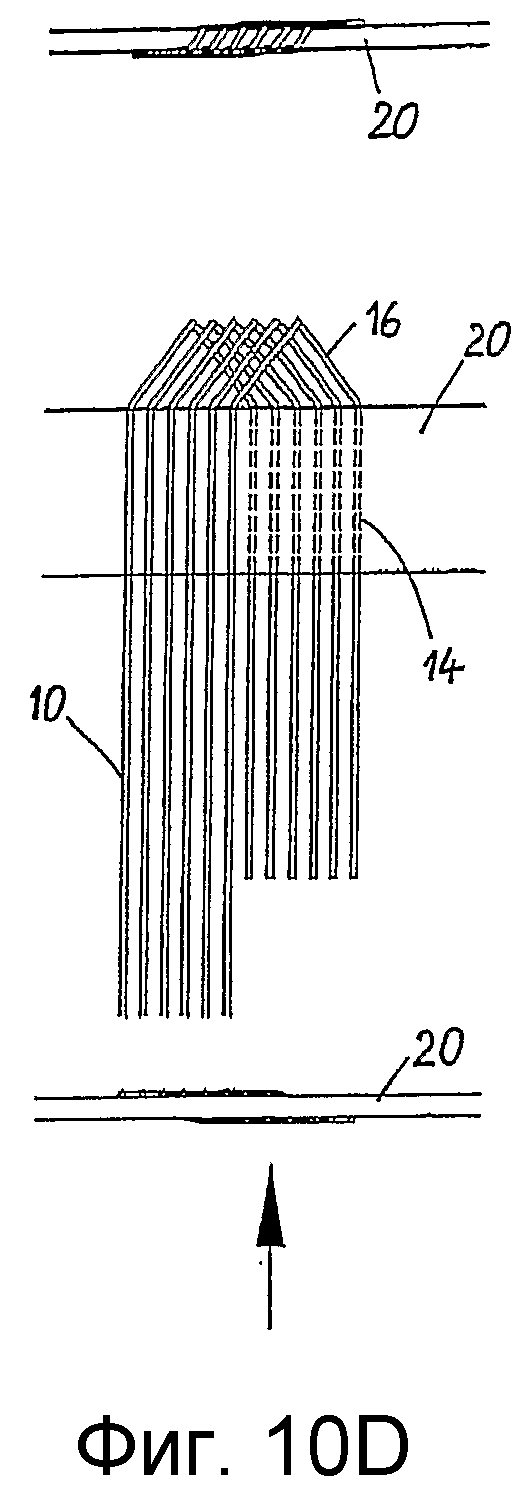
В то время как в начальной фазе шаблон 20 все еще сохраняет свое показанное на Фиг.8А исходное положение, например, наружная направляющая и тормозная колодка 50 захватывает прилегающие к задней стороне шаблона 20 концы проводов, а затем шаблон 20 вместе с колодкой 50 подается вправо, относительно Фиг.10, на шестикратное промежуточное расстояние между проводами 10, в то время как направляющая 32-36 для проводов удерживает приходящие из запаса проводов проводные пряди относительно оси вращения шаблона 20 от осевого смещения, а зажимное устройство 42 предотвращает подтягивание проводов к шаблону 20. Однако непосредственно перед этим осевым относительным сдвигом начала обмотки относительно направляющей 30 для проводов, палец 26 втягивается обратно в диск 22, так что создаются первые лобовые части 16 обмотки, согласно Фиг.10D, в форме щипца крыши, и при этом в соответствии с шириной ее раздвигания уменьшается ее высота. На Фиг.10D можно хорошо видеть, что провода при раздвигании лобовых частей 16 обмотки несколько скручиваются у своей верхней вершины. Далее при небольшой толщине шаблона 20 провода укладываются друг на друга в точках перекрещивания по существу в двух плоскостях.
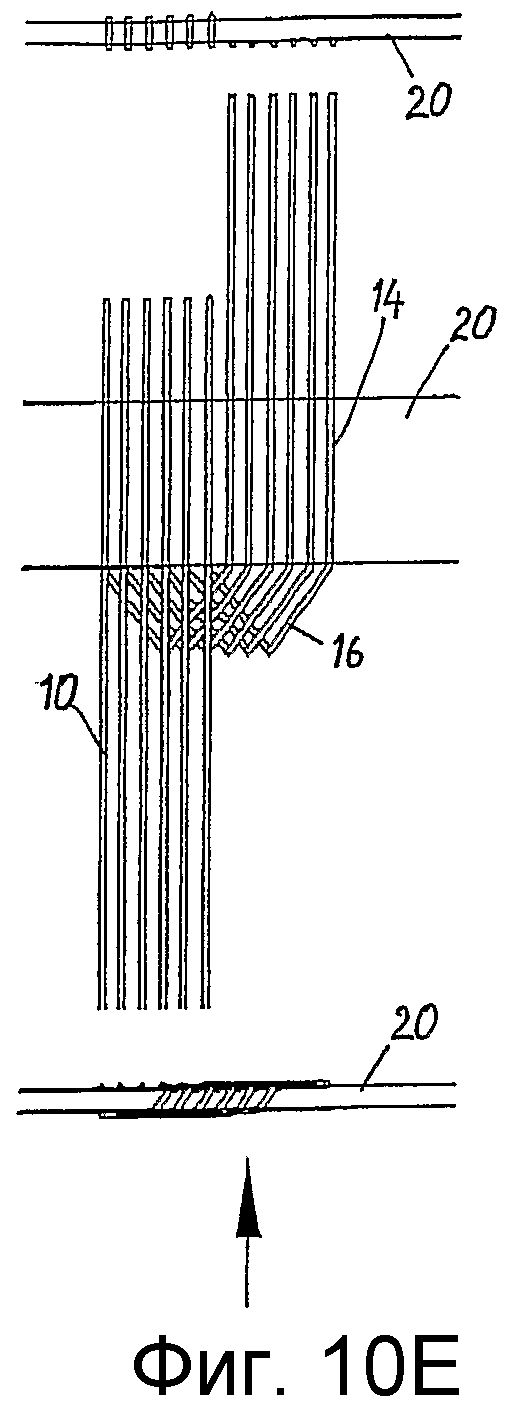
В следующей стадии гребень 36 направляющей 30 для проводов сцепляется с находящимся, согласно Фиг.8А, внизу направляющим пальцем 28 и следует за ним при своем перемещении во время половинного оборота диска 22 с шаблоном 20. Это движение изображено в переходе из положения, согласно Фиг.8А, в положение, согласно Фиг.8В, и далее до положения, согласно Фиг.8С. Поскольку при половинном обороте шаблона его находящаяся на Фиг.8А слева передняя сторона становится задней стороной, то ранее прилегающие к передней стороне шесть проводных прядей находятся на задней стороне, и оттуда провода проходят через находящийся на Фиг.8С сверху направляющий палец к направляющей 30 для проводов, которая после промежуточного освобождения проводного зажима 42 во время поворотного движения шаблона и повторного зажимания может отводиться назад, так же как и направляющий палец 28. Таким образом, для подлежащей созданию обмотки образуется состояние, показанное на Фиг.10Е.
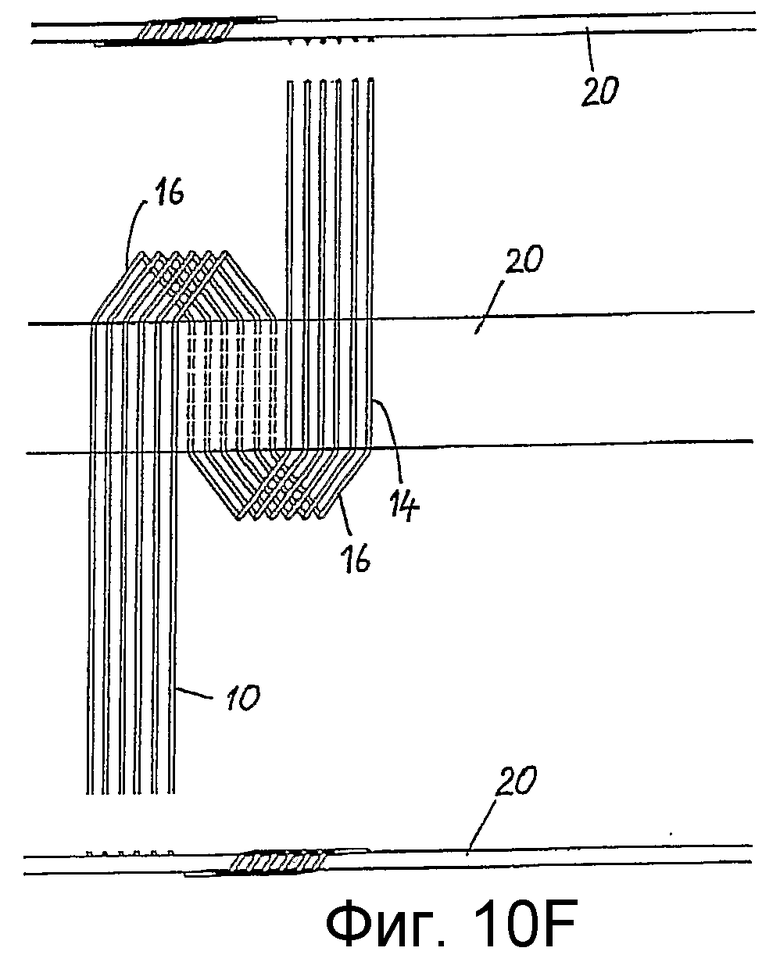
В следующей стадии одна из находящихся на задней стороне шаблона 20 направляющих и тормозных колодок, например колодка 48, перемещается относительно Фиг.10Е влево для захвата образованных напротив направляющей для проводов на задней стороне шаблона 20 перемычек 14. Затем следует новое шаговое перемещение в осевом направлении шаблона 20 со всеми удерживающими ранее образованные перемычки 14 колодками 44-50, так что для обмотки достигается показанное на Фиг.10F состояние с двумя группами раздвинутых в форме щипца крыши лобовых частей 16 обмотки.
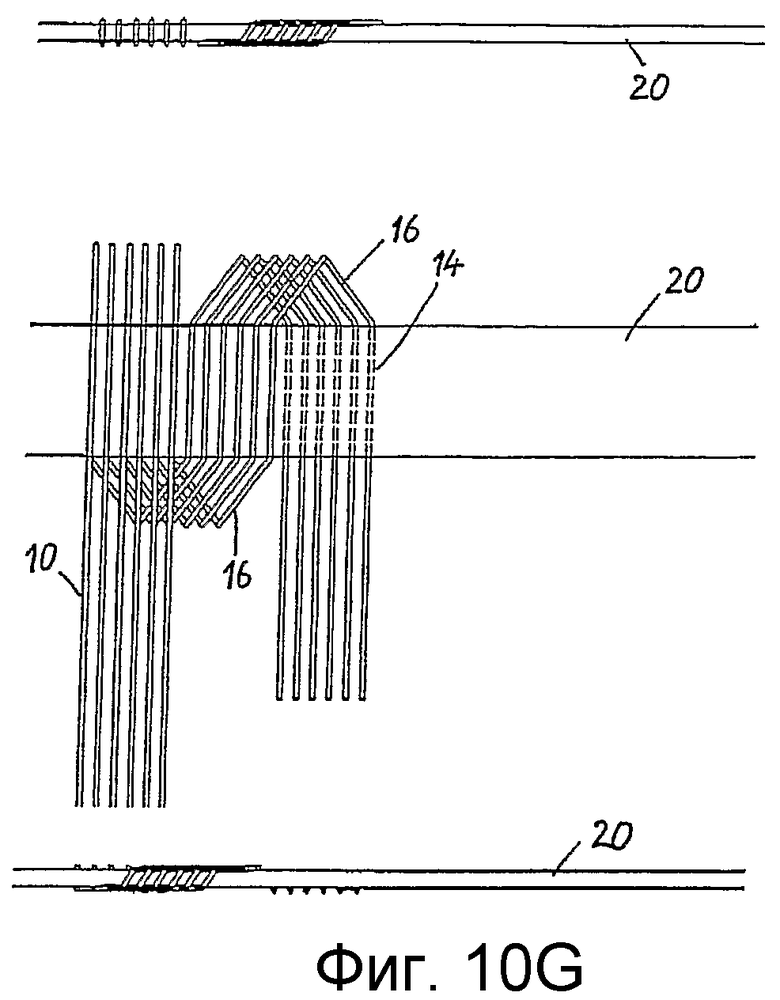
После этого гребень 36 направляющей 30 для проводов отводится вниз, где он опирается на находящийся там направляющий палец 26. При отпущенном проводном зажиме 42 следует дальнейший половинный оборот диска 22 с шаблоном 20 и прилегающими к нему направляющими и зажимными колодками 44-50, за счет чего достигается состояние обмотки, показанное на Фиг.10G. Затем выполняется снова описанный выше процесс захвата и сдвига последних прилегающих к задней стороне шаблона перемычек 14, в то время как направляющая 30 удерживает приходящие пряди проводов в осевом направлении, а проводной зажим 42 снова закрыт. Таким образом, обмотка приходит в состояние, показанное на Фиг.10Н. Поскольку стадии намотки попеременно одинаково выполняются при половинном обороте шаблона 20 и осевом относительном сдвиге вновь образованных на задней стороне шаблона 20 перемычек 14, то на Фиг.10I показано в увеличенном масштабе лишь одно другое промежуточное состояние создаваемой обмотки. Таким образом, обмотка увеличивается на желаемое количество перемычек в соответствии с числом подлежащих заполнению статорных пазов или на кратное им число.
Распределенную обмотку можно создавать также за счет того, что после достижения определенной длины простой обмотки, согласно Фиг.10А-I, работу продолжают с противоположным направлением вращения и обратным направлением шаговой подачи шаблона 20.
Когда обмотка изготовлена на шаблоне 20 с предусмотренной длиной и с помощью не изображенного режущего устройства отделена от запаса проводов, то ее можно снимать с шаблона 20 в радиальном направлении вместе с направляющими и зажимными колодками 44-50. Затем обмотку в сохраняемом с помощью направляющих и зажимных колодок 44-50 порядке перемычек сжимают, так что все перемычки 14 лежат по существу в одной прямой плоскости, и в этом виде переносят на также имеющий форму планки приемник катушки с поперечными пазами на расстоянии направляющих желобков в колодках 44-50. При необходимости, одна из колодок 44-50 может также служить в качестве приемника катушки. Когда необходимо приводить несколько обмоток в определенное относительное расположение и совместно вводить в статор, то можно сначала собирать их в одном приемнике катушек, а затем, как показано, например, на Фиг. 8 и 9 в патентной заявке Германии 10328956.9, переносить в открытые в радиальном направлении наружу пазы роторообразного передаточного инструмента. Как также описано в указанной патентной заявке, затем передаточный инструмент вводят так в статорное отверстие, что содержащие обмотку пазы лежат в радиальном направлении на одной линии со статорными пазами. В последней стадии, как описано также и показано на Фиг. 10 и 11 в патентной заявке 10328956.9, перемычки обмотки, соответственно обмоток, сдвигают в радиальном направлении из пазов передаточного инструмента в статорные пазы.
Поскольку в предлагаемом способе намотки создаются очень небольшие лобовые части обмотки, то желательно иметь также возможно меньшие поперечные сечения статорных пазов. Согласно Фиг.11, статорные пазы должны выполняться так, что они при обычной радиальной ориентации между параллельными боковыми стенками имеют ширину, которая в (1 + cos 30°) раз превышает диаметр провода. В этот паз входят точно два ряда круглых проводов, когда они лежат со сдвигом оптимально плотно относительно зазора. В соответствии с положением проводов, в примере выполнения, показанном на Фиг.11, радиально наружная стенка статорного паза образует с ее боковыми стенками угол в 60°, соответственно 120°, при этом углы целесообразно округлены с половинным диаметром провода.
Находящийся радиально внутри вход паза должен быть лишь несколько больше диаметра провода, поскольку провода можно вводить друг за другом в паз. Проходы между боковыми стенками у узкого входного канала также округлены в соответствии с диаметром провода и, поскольку боковые стенки имеют одинаковую длину, как показано на Фиг.11, сдвинуты относительно друг друга в радиальном направлении. При этом контур входной зоны может быть выполнен так, что последний вводимый в паз провод как раз размещается, несколько под углом, с боковым сдвигом относительно входа паза, блокирует другие провода против движения в направлении входа паза, а сам удерживается в пазу также за счет оказываемого предпоследним проводом в наклонном направлении усилия в соединении с образующимся на проходе от ширины паза к ширине входа паза углом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ УКЛАДКИ ВОЛНОВЫХ ОБМОТОК В ШИХТОВАННЫЕ ПАКЕТЫ РОТОРОВ И СТАТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2004 |
|
RU2344534C2 |
| ОБМОТКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2275729C1 |
| СИСТЕМА ЛОБОВОЙ ЧАСТИ ОБМОТКИ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2020 |
|
RU2777723C1 |
| Многофазная статорная обмотка на печатной плате | 2022 |
|
RU2814208C2 |
| Обмотка статора электрической машины | 2024 |
|
RU2839280C1 |
| Фазная статорная обмотка на печатной плате | 2022 |
|
RU2786180C1 |
| ОБМОТКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2012 |
|
RU2509402C1 |
| ОБМОТКА СТАТОРА ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ПЕРЕМЕННОГО ТОКА | 2002 |
|
RU2226026C2 |
| Статор машины переменного тока с компактной обмоткой и способ его изготовления | 2021 |
|
RU2778350C1 |
| Многофазная обмотка ротора двухскоростного асинхронного двигателя (ее варианты) | 1982 |
|
SU1101979A1 |
Изобретение относится к области электротехники и касается особенностей выполнения катушечных обмоток статоров или роторов электрических машин с открытыми внутрь пазами. Сущность изобретения состоит в изготовлении катушечной обмотки для статоров или роторов, в которых каждый катушечный виток с соответствующей перемычкой (14) лежит в двух соответственно статорных или роторных пазах, и обе перемычки (14) соединены выступающей за торцевую поверхность статора или ротора лобовой частью (16) обмотки. При этом одновременно создают несколько катушек посредством намотки n параллельных проводов (10) на поворотный шаблон (20). Для получения небольших лобовых частей обмотки попеременно создают на шаблоне (20) в первой рабочей стадии А из каждого из параллельных проводов (10) перемычку (14) и лобовую часть (16). Затем в рабочей стадии В сдвигают созданные перемычки (14) и направляющую для проводов вместе с одним концом этих лобовых частей (16) посредством осевого перемещения шаблона (20). После многократного повторения рабочих стадий А и В создают перемычки (14) для последних n статорных пазов. Затем обмотку снимают с шаблона, плоско сжимают, укладывают катушечный приемник, имеющий форму планки, затем переводят в открытые в радиальном направлении пазы передаточного инструмента и выдавливают из них в радиальном направлении наружу в статорные или роторные пазы. Также предложено устройство для изготовления данных обмоток статор или ротор с такими обмотками. Технический результат - обеспечение узкой в радиальном направлении структуры лобовых частей обмотки для определенных поперечных сечений провода в поперечном сечении статорного или роторного паза, независимо от способа введения обмотки в ротор или статор. 3 н. и 18 з.п. ф-лы, 19 ил.