Область техники
Настоящее изобретение касается способа и устройства для изготовления намотанных по шаблону обмоток статора из заранее сконструированной бобины.
Проблемы известных технических решений
Обмотки статора обычно изготавливают по "шаблонам", которые состоят из множества витков медной проволоки и могут иметь заданную форму, соответствующую требуемой конфигурации готовой обмотки статора.
Раньше изготовление намотанных по шаблону обмоток статора представляло собой трудоемкую операцию. Шаблоны из изолированной медной проволоки изготавливали до соответствующей формы обмотки на станках с ручным управлением и затем обжимали до требуемой формы. Одним недостатком этого способа является то, что повторное обжатие шаблона приводило к ухудшению свойств медной проволоки и изоляции витков. Другим недостатком известного способа является то, что формование шаблона до заданной формы обмотки статора занимало 15 минут. Также трудно было изготовить обмотки в пределах узких допусков, поскольку неудовлетворительные обмотки затрудняли их размещение на сердечнике статора, причем часто это приводило к повреждению обмотки, а в дальнейшем к выходу из строя двигателя.
Предпринимались различные попытки для создания устройства, на котором можно было изготовить шаблоны, соответствующие заданной конфигурации обмотки статора. Наиболее близкими к заявленному изобретению являются известные из уровня техники решения, раскрытые в патентах EP 0135483 A и EP 0107314 A.
Краткое изложение изобретения
Целью этого изобретения является создание устройства, на котором можно полностью изготовить намотанную по шаблону обмотку статора из бобины.
Цель этого изобретения - создание устройства для изготовления намотанных по шаблону обмоток статора, имеющих различные размеры, при минимальном изменении технологической оснастки.
Целью этого изобретения является создание устройства, позволяющего изготавливать в серийном производстве намотанные по шаблону обмотки статора, причем таким образом, что уменьшается или исключается деградация или деформационное упрочнение медной проволоки в бобине.
Целью этого изобретения является создание устройства для серийного производства намотанных по шаблону обмоток статора, имеющих мало, если вообще они есть, значительных отклонений в допусках, при производительности одна обмотка за 1 минуту или меньше.
Согласно одному признаку изобретения предложено устройство для изготовления намотанной по шаблону обмотки статора из бобины. Бобина, из которой изготавливают намотанную по шаблону обмотку статора, имеет нижнюю "ножку", включающую в себя прямой участок и два "плеча" на переднем конце, выходной конец, определяющий внутренний радиус выводов на переднем конце, противоположный конец, определяющий внутренний радиус вывода на противоположном конце, и выводы.
Устройство включает в себя средство крепления нижней ножки по существу в ее первоначальной форме и образования радиуса заданного размера между прямым участком и плечами нижней ножки на переднем конце и средство для начальной установки зажима нижней ножки по меньшей мере на противоположных концах прямого участка нижней ножки.
Устройство также включает в себя средство крепления верхней ножки бобины для удержания прямого участка верхней ножки по существу в его первоначальной форме и образования радиуса заданного размера между прямым участком и плечами на переднем конце верхней ножки по меньшей мере на противоположных концах плеча прямого участка верней ножки.
Устройство также содержит средство поворота крепежных средств для верхней и нижней ножек, причем оба эти средства вращения поворачиваются вокруг оси, соответствующей центральной оси сердечника статора, в которой будет вставляться готовая обмотка статора.
Предусмотрены средство крепления переднего конца вывода и средство крепления противоположного конца вывода в неподвижном положении.
Первое и второе установочные средства предназначены для установки крепежных средств выводов на переднем конце и выводов на противоположном конце в зависимости от размеров бобины. Также предусмотрены первое и второе средства выборочного приложения давления к первому и второму установочным средствам, причем давление прилагают обычно снаружи от центра устройства.
Имеются рабочие средства для поворота узла зажима нижней ножки под первым заданным углом и поворота узла зажима верхней ножки под вторым заданным углом и для привода в действие первого и второго средств приложения давления заданной величины так, чтобы средства крепления верхней и нижней ножек достигали их соответствующих заданных углов по существу одновременно.
Также предусмотрены кодирующие устройства для обеспечения обратной связи с устройством управления положениями зажимов нижней ножки, установочного средства для зажимов нижней ножки, поворотного средства, средств крепления выводов первого и второго установочных средств, и для обеспечения обратной связи с устройством контроля статуса рабочих средств.
Имеются датчики положения для визуальной индикации поперечного расстояния между каждым средством крепления нижней ножки и каждым средством крепления верхней ножки для установки этих зажимов на расстояние, равное длине прямого участка каждой ножки бобины.
Устройство содержит средства управления рабочими средствами для установки и перемещения средств крепления нижней ножки и верхней ножки, средствами установки зажимов нижней ножки и верхней ножки, средствами установки зажима верхней ножки, средствами крепления выводов на переднем конце и крепления выводов на противоположном конце и первым и вторым установочными средствами, чтобы зажимы могли сначала устанавливаться для приема бобины, имеющей заданные размеры, затем закрываться для удержания бобины, перемещаться и вращаться для изготовления намотанной по шаблоны обмотки, имеющей заданные размеры.
Также предусмотрены средства для крепления отдельных прядей проволоки на передней части выводного конца для исключения неправильного центрирования относительно друг друга и средство для закрепления отдельных прядей проволоки для исключения неправильного центрирования относительно друг друга на противоположном конце выводов.
Также имеются средства для сгибания в дугу плеч верхней и нижней ножек до заданного радиуса. Предусмотрено дополнительное средство для придания выводам заданной конфигурации.
Согласно другому признаку этого изобретения предложен способ изготовления намотанной по шаблону обмотки статора из бобины. Нижнюю и верхнюю ножки катушки закрепляют вблизи противоположных концов их прямых участков для поддержания прямых участков в заданных размерах.
Переднюю часть выводного конца, выводы и переднюю часть противоположного выводного конца также закрепляют и поддерживают в плавающем состоянии за счет действия приложенного давления величиной от примерно 10 фунтов/кв.дюйм до 25 фунтов/кв.дюйм или предпочтительно 15 фунтов/кв.дюйм. Как должно быть ясно специалисту в данной области техники, давление можно изменять в зависимости от усилий, приложенных к катушке во время операции изготовления обмотки. Идеально, давление, приложенное к зажимам передних концов, является достаточным, чтобы заставить зажимы плавно перемещаться внутрь в направлении друг к другу, когда ножки поворачиваются наружу друг от друга.
Нижняя и верхняя ножки поворачиваются наружу до заданного углового положения относительно друг друга вокруг оси, эквивалентной центральной оси статора, в который будут вставлять обмотку. Примерно одновременно образуют радиус заданных размеров между прямым участком и плечами нижней ножки на переднем конце, причем радиусы образуются между передней частью выводного конца и передней частью противоположного выводного конца, а также плечами верхней и нижней ножек вблизи упомянутых передних концов. Эти радиусы образуются радиальными инструментами, расположенными на внешних концах зажимов, которые удерживают прямые участки катушки.
Передние концы поворачиваются на заданный угол и поднимаются до требуемого "перепада" (угловое положение передних концов относительно линии, проходящей по касательной к зубьям сердечника статора, при котором остается достаточно пространства для ротора, который должен устанавливаться на сердечнике статора после размещения обмоток в пазах сердечника статора).
В конкретных исполнениях способа радиусы образуются на верхнем и нижнем плечах передних концов. Также формуют до заданной конфигурации выводы. Кроме того, нижнюю и верхнюю ножки поворачивают наружу до заданного углового положения относительно друг друга при плавном непрерывном перемещении для уменьшения деградации медной проволоки в катушке.
В соответствии с другим признаком этого изобретения предложена система управления устройством для изготовления намотанной по шаблону обмотки статора заданной конфигурации из бобины, имеющей заданную конфигурацию и размеры. Система управления включает в себя средство ввода данных о размерах бобины и обмотки и данных о положениях зажимов. Она также включает в себя средство, управляемое оператором, для выборочного генерирования сигналов-команд для управления устройством, например сигналов для установки средства, расположенного на катушке, для приема бобины, и сигналов, заставляющих средство, действующее на катушке, управлять бобиной для образования обмоток, и чтобы заставить средство, действующее на катушке, освободить готовую обмотку для удаления ее из устройства. Система управления оснащена средством для интерпретации сигнала обратной связи, принимаемых от кодирующего устройства. Она также включает в себя средство управления программой переменных для приема и интерпретации данных о размерах катушки и обмотки, входных сигналов кодирующего устройства и сигналов-команд для начала работы.
Система управления дополнительно включает в себя средство для передачи команд в заданной последовательности рабочему средству, реагирующему на устройство управления программой переменных параметров, для привода в действие рабочего средства для установки средств, действующих на катушке, для приема катушки, изготовления обмотки заданных размеров и привода в действие средства, действующего на катушке, для удаления готовой обмотки из устройства.
Настоящее изобретение является очень значительным достижением в сравнении с известными техническими решениями. Благодаря настоящему изобретению один оператор может изготовить одну обмотку из катушки менее чем за минуту, причем идеально за 45 секунд или меньше. Известные способы требовали 15 минут для осуществления этой же операции. Кроме того, обмотки, изготовленные в соответствии с настоящим изобретением, являются равномерными и имеют значительно узкие допуски, чем это было возможно при применении известных устройств. Кроме того, медный провод в обмотках, изготовленных в соответствии с настоящим изобретением, не подвергается почти значительному механическому ухудшению свойств в отличие от известного способа, в котором бобину необходимо обжимать до значительной степени в некоторых случаях для изготовления обмотки, в результате свойства медной проволоки ухудшаются и также повреждается изоляция проводов до некоторой степени.
Настоящее изобретение будет лучше понято, а его различные преимущества буду полностью оценены из последующего описания со ссылкой на приложенные чертежи.
Чертежи
Фиг. 1 - вид бобины, применяемой в соответствии с настоящим изобретением.
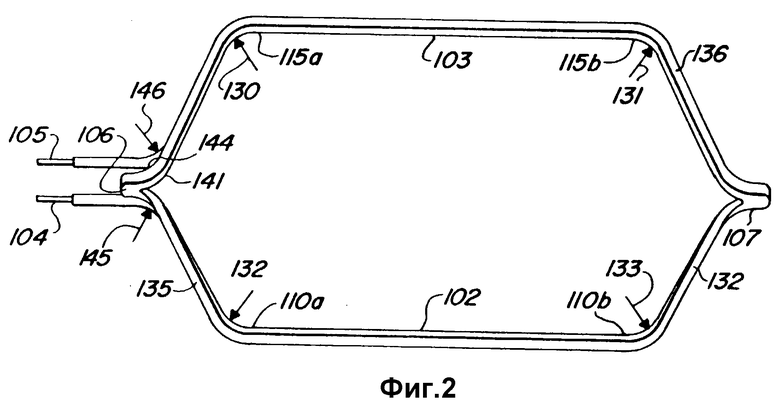
Фиг. 2 - вид готовой, намотанной по шаблону обмотки статора, изготовленной из бобины, показанной на фиг. 1.
Фиг. 3 - вид сбоку готовой обмотки статора, намотанной по шаблону, которая показана на фиг. 2.
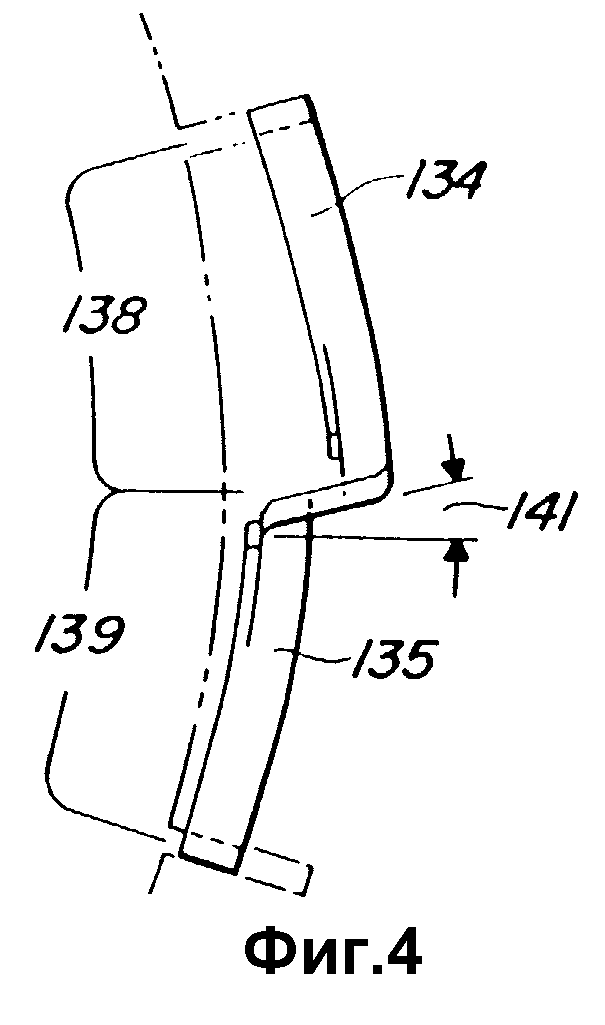
Фиг. 4 - вид с торца готовой обмотки статора, представленной на фиг. 2.
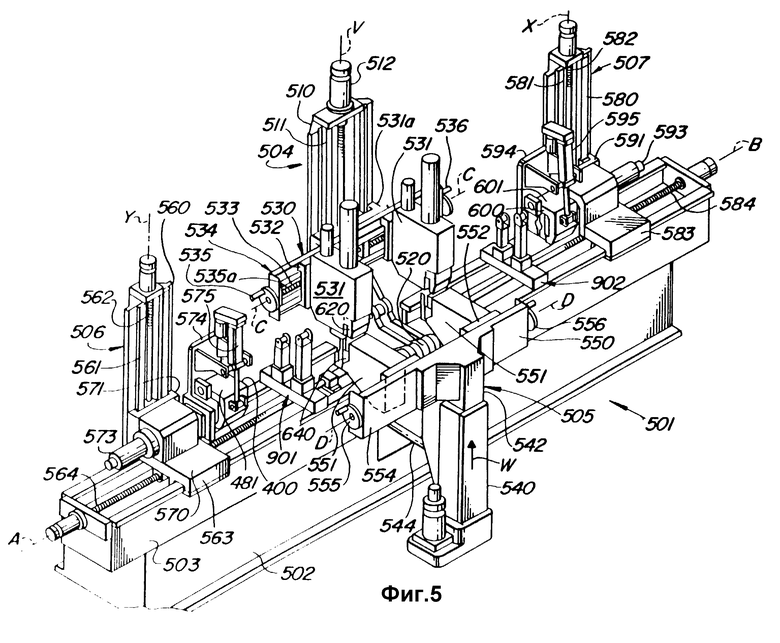
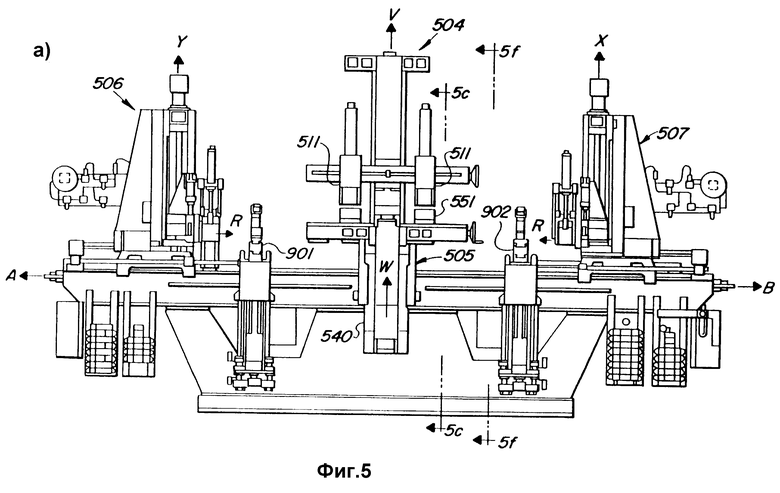
Фиг. 5 - вертикальная проекция основных узлов устройства в соответствии с настоящим изобретением.
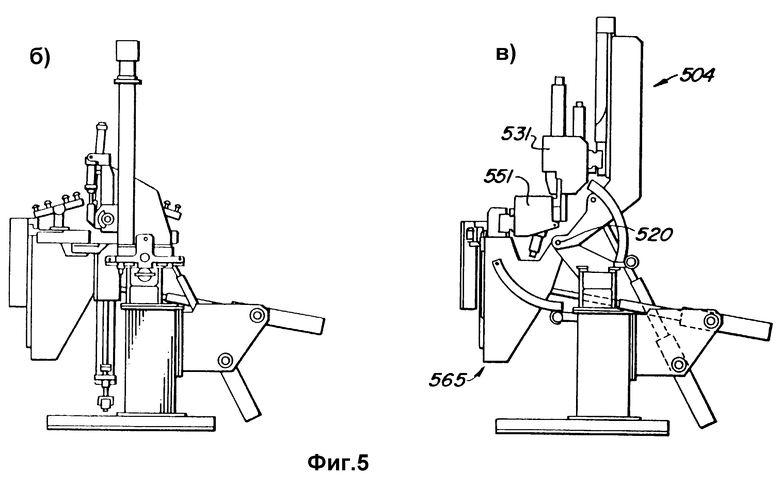
Фиг. 5A - вид спереди, показывающий основные узлы устройства в другом варианте исполнения в соответствии с настоящим изобретением.
Фиг. 5B - вид сбоку некоторых элементов устройства (фиг. 5A) в плоскости F-F.
Фиг. 5C - вид сбоку в плоскости A-A фиг. 5A.
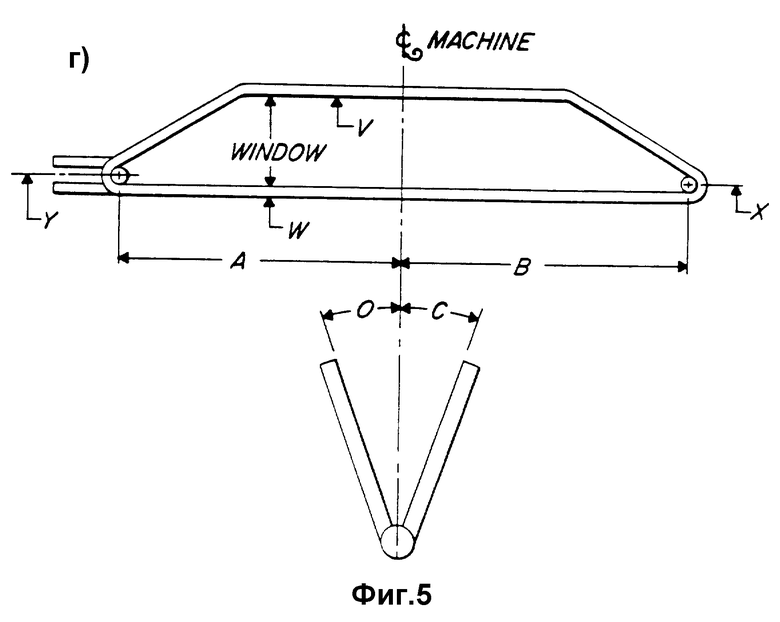
Фиг. 5D - диаграмма различных осей вращения устройства в соответствии с этим изобретением.
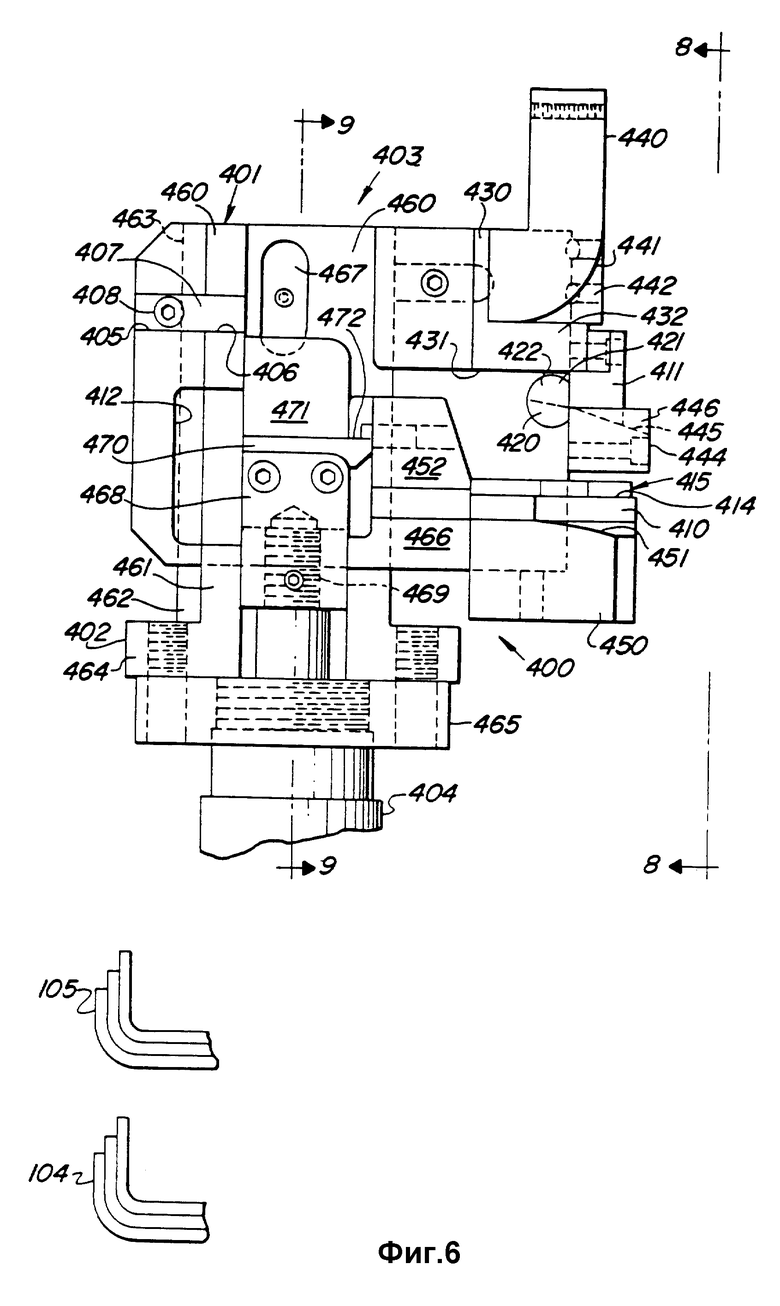
Фиг. 6 - вид спереди задней секции блока головки зажима для передней части вывода, показывающий шток цилиндра в выдвинутом положении и как концы бобины сгибаются съемными инструментами, применяемыми в этом зажиме.
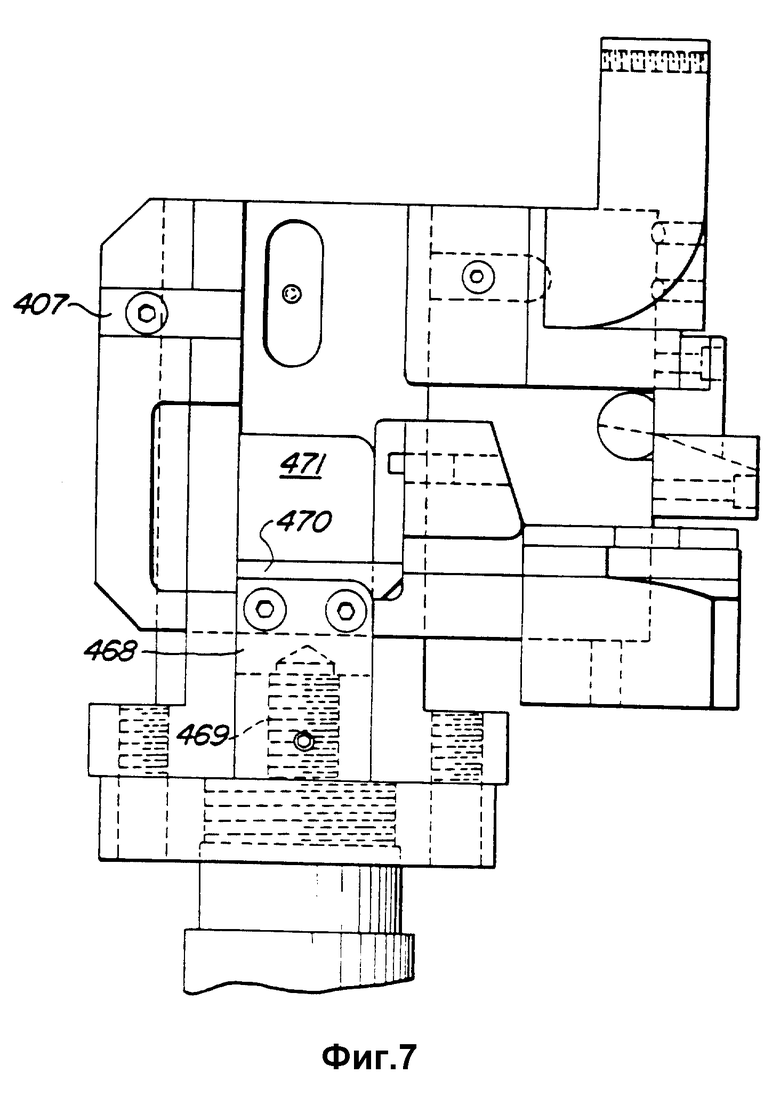
Фиг. 7 - вид спереди задней секции блока головки зажима для передней части вывода, показывающий шток цилиндра в отведенном положении и как концы бобины сгибаются съемными инструментами, применяемыми в этом зажиме.
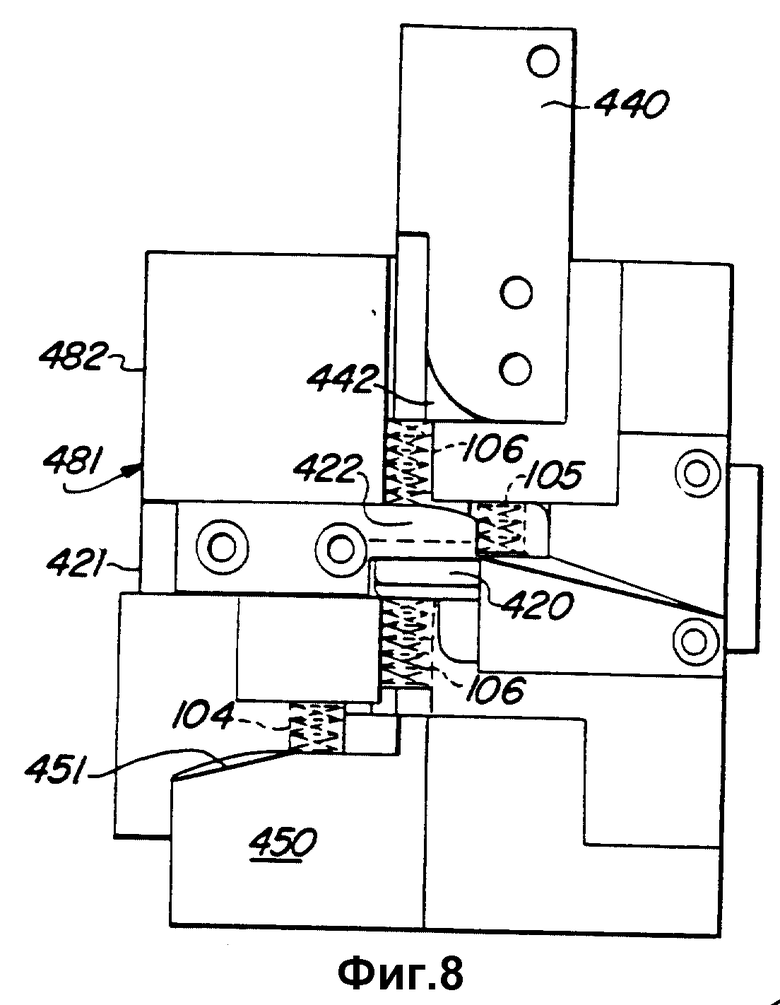
Фиг. 8 - вид сбоку задней и передней секции блока головки зажима в закрытом положении для передней части выводного конца бобины.
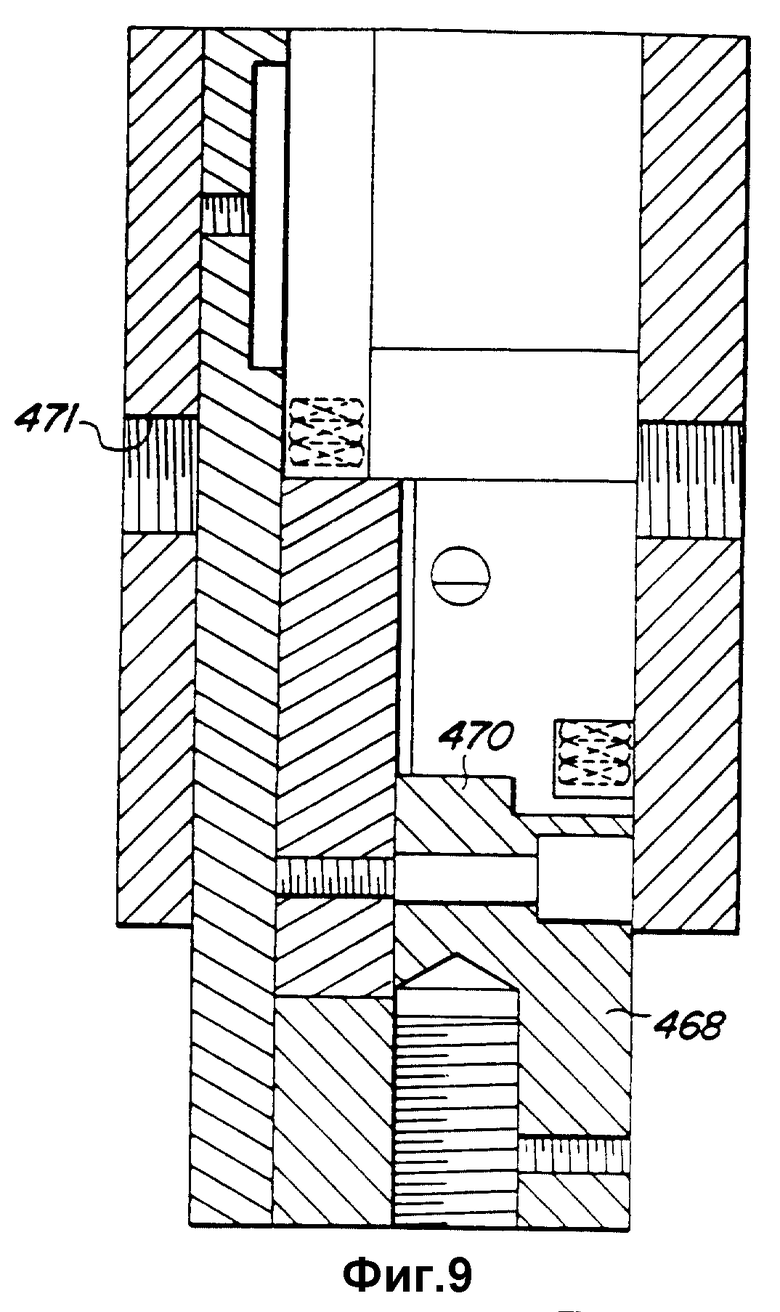
Фиг. 9 - вид в разрезе в плоскости X-X фиг. 6.
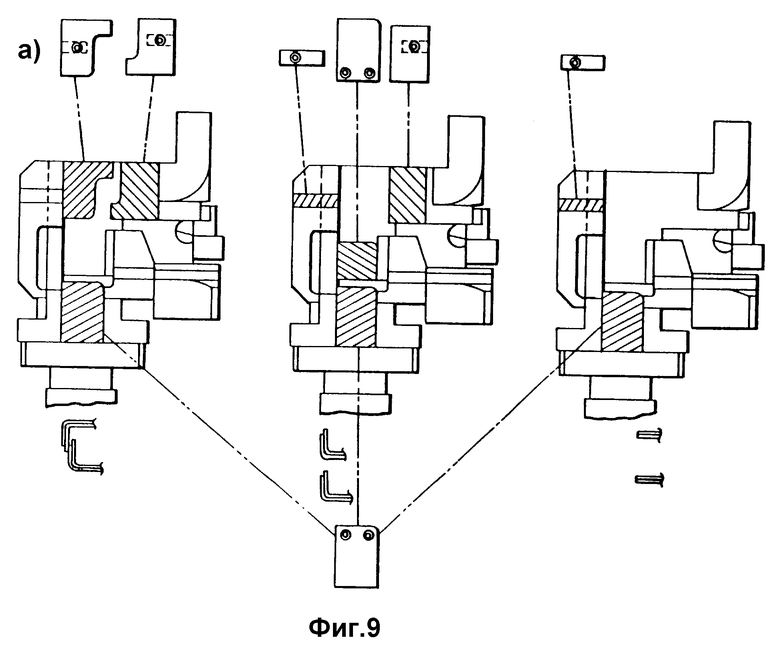
Фиг. 9A - вид спереди задней секции зажима для передней части конца вывода, который представляет три вида сбоку нижнего блока головки зажима для передней части конца вывода, имеющего съемные инструменты для гибки провода, которые изображены затемненными для демонстрации этих инструментов и конфигурации выводов, которые они могут образовать.
Фиг. 9B-9I представляют блок головки зажима для передней части конца вывода в различном изображении, чтобы показать более подробно его различные детали.
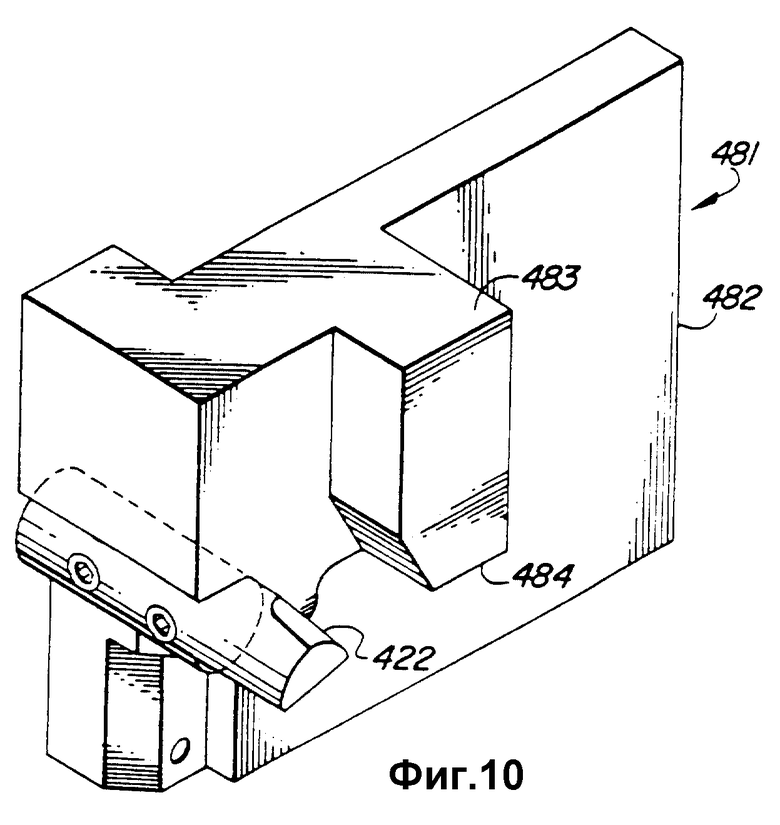
Фиг. 10 - вид переднего блока зажимной головки зажима для передней части конца вывода.
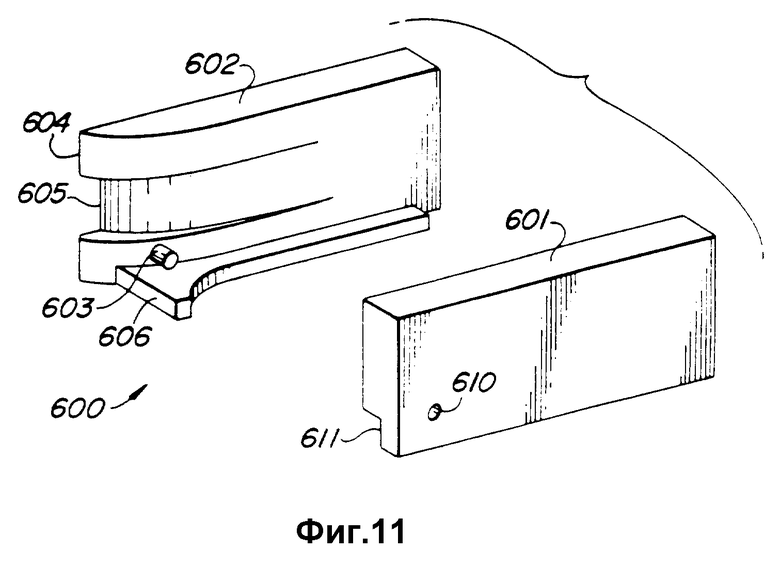
Фиг. 11 - вертикальная проекция зажима для противоположного конца вывода.
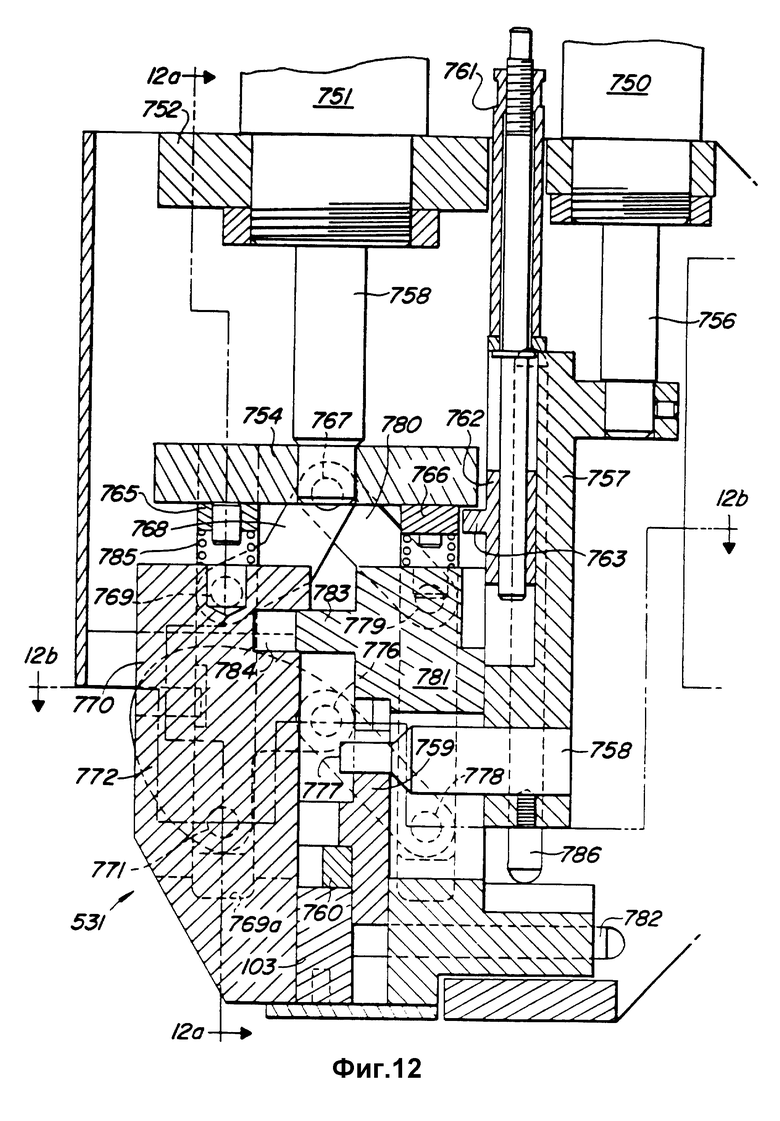
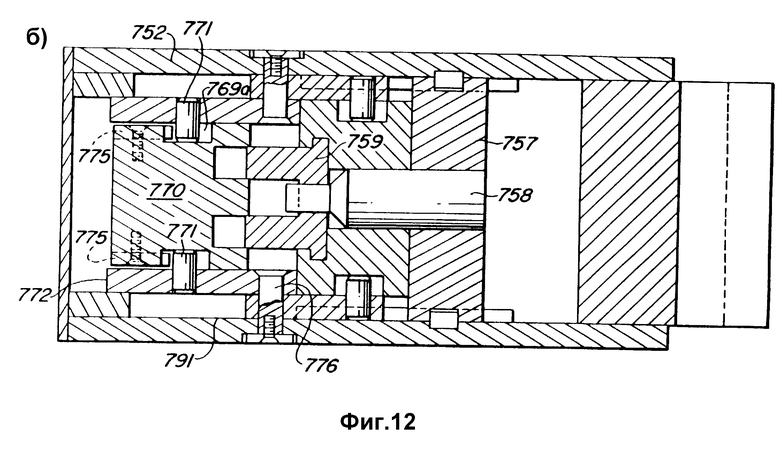
Фиг. 12 - вид сбоку в разрезе узла зажима для верхней ножки.
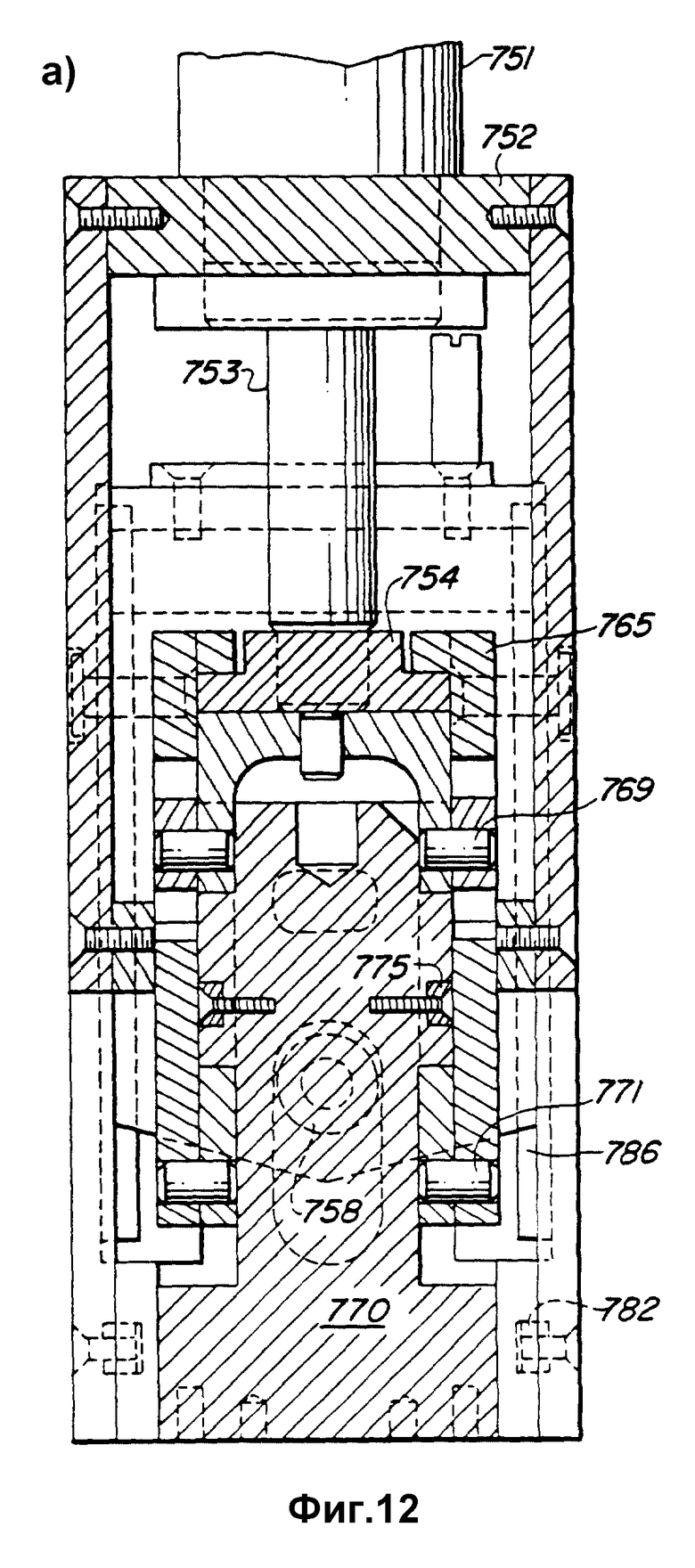
Фиг. 12A - вид спереди в разрезе в плоскости C-C фиг. 12.
Фиг. 12B - вид сверху в плоскости A-A фиг. 12.
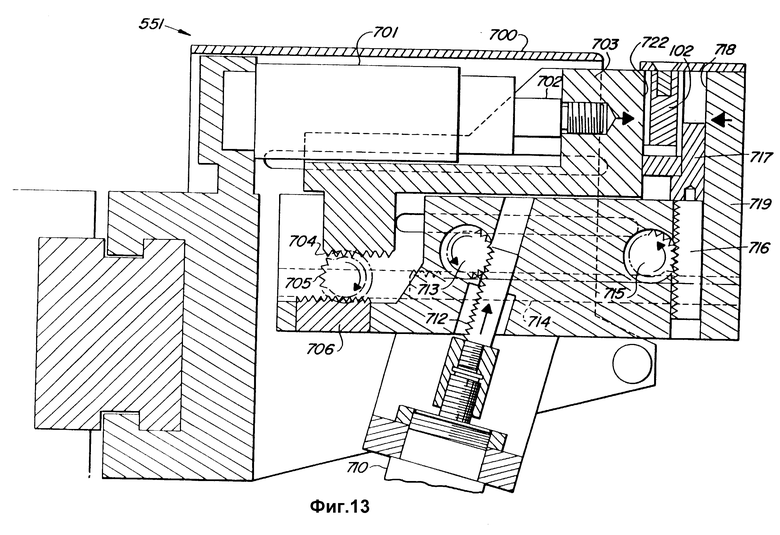
Фиг. 13 - вид сбоку в разрезе зажима 551 для нижней ножки.
Фиг. 14 - частичная вертикальная проекция, в трехмерном изображении, зажима 551 для нижней ножки 551.
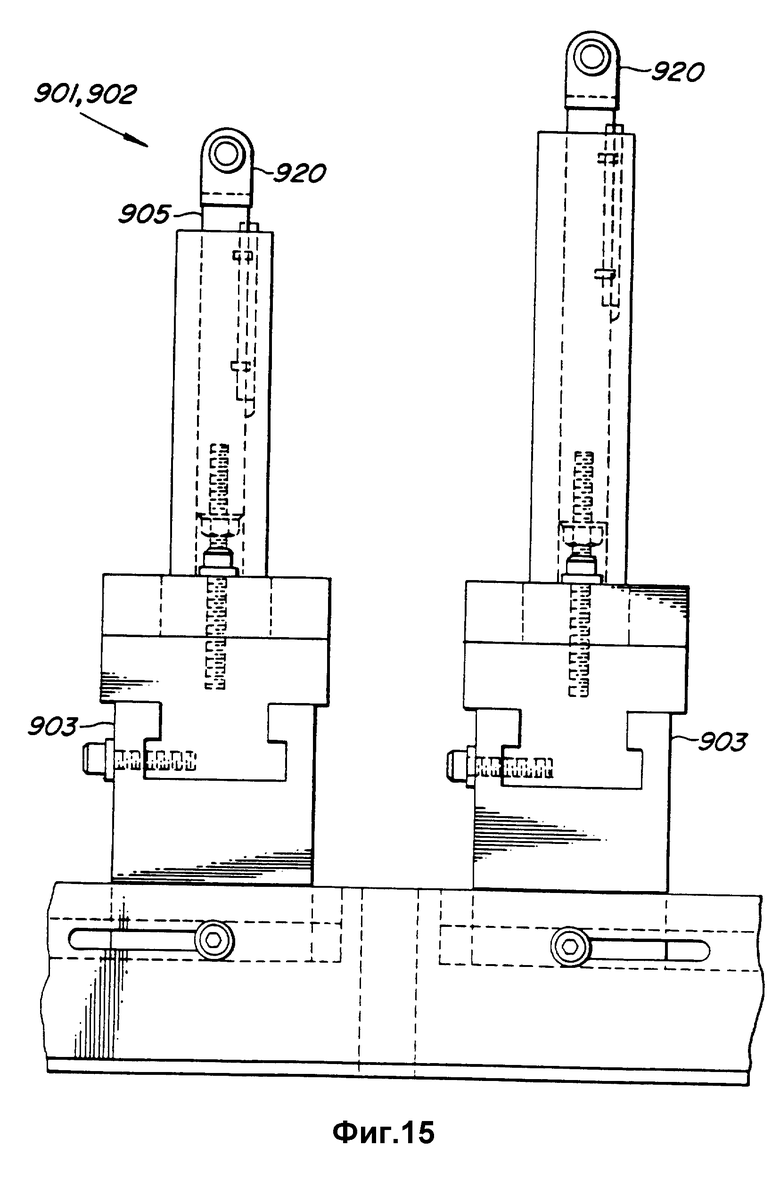
Фиг. 15 - вид спереди устройств для образования дуги на плечах переднего конца бобины.
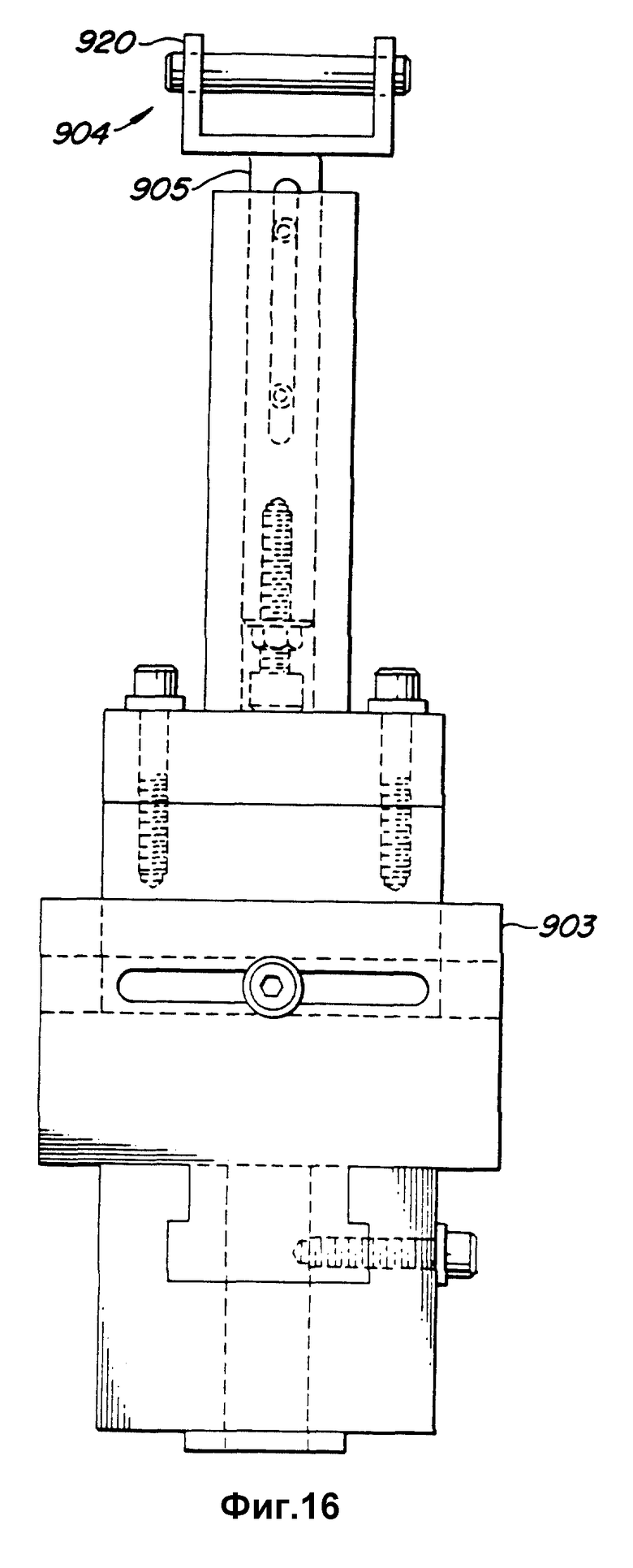
Фиг. 16 - вид сбоку устройств для образования дуг на плечах переднего конца бобины.
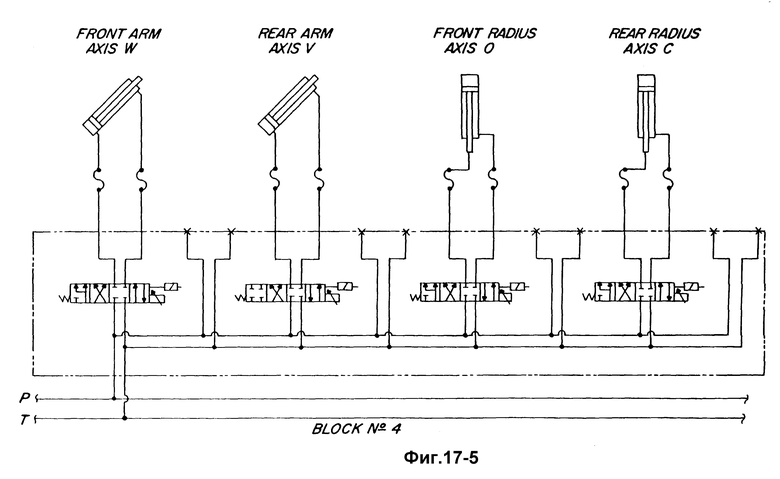
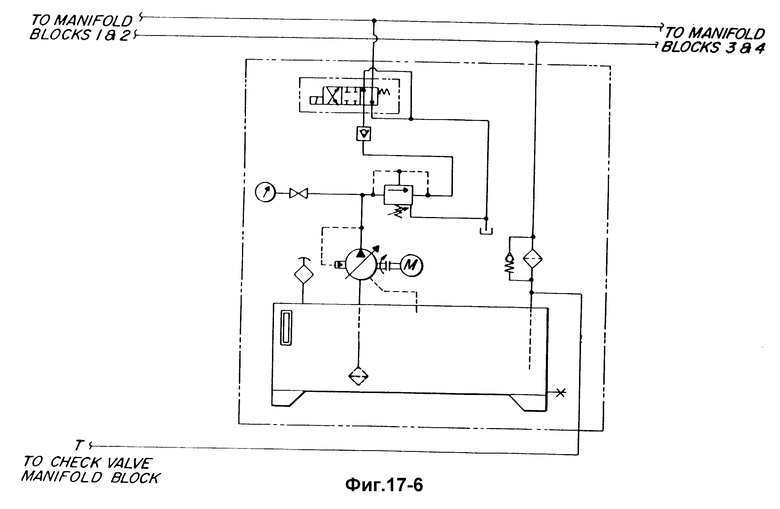
Фиг. 17-1 - 17-8 - схематический вид гидравлической системы, которая может управлять устройством, показанным на фиг. 5-16.
Подробное описание
Устройство в соответствии с настоящим изобретением превращает бобины в намотанные по шаблону обмотки статора. Размеры бобины являются функцией, рассчитанной окончательной геометрии намотанных по шаблону обмоток статора. Бобина, применяемая в соответствии с настоящим изобретением, схематически показана на фиг. 1. Бобина 101 содержит по меньше мере один виток изолированной медной проволоки, намотанной в конфигурацию, показанную на фиг. 1. Бобина 101 имеет нижнюю ножку 102, верхнюю ножку 103, выводы 104 и 105, переднюю часть 106 выводного конца и переднюю часть 107 противоположного выводного конца. Нижняя ножка 102 включает в себя прямой участок 110 бобины, проходящий между линиями 110A и 110B, длина которого равна длине всего прямого участка готовой обмотки, и плечи 111 и 112 на переднем конце. Верхняя ножка 103 включает в себя прямой участок 115, проходящий между линиями 115A и 115B, который равен по длине общей длине прямого участка готовой обмотки, и плечи 116 и 117 на переднем конце.
Как будет объяснено более подробно, бобину 101 помещают в зажимы устройства 501 для изготовления обмотки, показанного на фиг. 5. Устройство для изготовления обмотки в соответствии с этим изображением разматывает бобину для образования готовой, намотанной по шаблону обмотки статора, имеющей конфигурацию, показанную на фиг. 2-4.
Фиг. 2 показывает обмотку, изготовленную устройством в соответствии с этим изображением. Как будет описано, зажимы 531 и 551 соответственно для верхней и нижней ножек развертывают ножки 102 и 103.
Фиг. 3 представляет вид сбоку обмотки, фиг. 4 - вид с торца.
Как показано на фиг. 5, основные узлы устройства 501 для изготовления обмотки включают в себя станину 502, корпус 503 приводного механизма на станине, узел 504 зажима для верхней ножки бобины, узел 506 зажима для переднего конца вывода и узел 507 зажима для передней части противоположного конца вывода.
Узел 504 зажима для верхней ножки бобины включает в себя раму 510 башенного типа, имеющую направляющие 511 и ведущий вал 512. Рама 510 башенного типа соединена, с возможностью ее поворота, с осью 520, причем рама башенного типа 510 может поворачиваться вокруг оси 520 посредством гидравлического механизма привода или других соответствующих известных средств. Датчики положения, которые не показаны, но известны специалистам в данной области техники, установлены для индикации угла, на который поворачивается рама башенного типа вокруг оси 520.
Механизм 530 башенного привода установлен в приводной связи с ведущим валом 512 и включает в себя блоки 531a с пазами для фиксированного скользящего зацепления с направляющими 511. Таким образом, механизм 530 башенного привода может перемещаться вверх и вниз по раме башенного типа 510 вдоль оси "Y", которая проходит через ведущий вал 512. Датчики положения, которые не показаны, но известны в технике, установлены для индикации положения механизма привода 530 на раме 510. Механизм привода 530 рамы башенного типа оснащен зажимами 531 для верхней ножки бобины, которые соединены с возможностью скольжения посредством зацепляющих блоков 532 с направляющими 533 на узле 534 поперечного привода, который перемещает зажимы верхней ножки бобины вдоль оси "C", проходящей поперек оси "Y" рамы 510. Узел поперечного привода включает в себя одну или несколько червячно-реечных передач или другие соответствующие средства для установки зажимов 531 в их требуемое положение. В показанной конструкции зажимы 531 перемещаются одновременно наружу от центра или внутрь в сторону центра посредством поворота вручную рукоятки 535 или 536, при этом соответственно приводится в движение ходовой винт 535A, имеющий правую или левую резьбу. На этом узле установлен индикатор положения для индикации положения каждого зажима на поперечном узле 534 привода. Эту позицию вводят в систему управления согласно изобретению.
Можно также применять датчик положения для автоматической передачи данных о положении в систему управления.
В качестве зажимов 531 для верхней ножки бобины применяют четырехсторонние зажимы, которые предназначены для захвата верхней ножки 103 бобины 101. Как показано на фиг. 12, которая представляет вид сбоку узла 531 зажима для верхней ножки и соответствующее устройство, узел 531 зажима верхней ножки включает в себя два гидравлических цилиндра: передний цилиндр 751 и задний цилиндр 750. Передний цилиндр 751 установлен на раме 752. Шток 753 переднего цилиндра соединен с плитой 754, которая подсоединена вообщем к U-образным кронштейнам 765 (фиг. 12A) и 766 (фиг. 12). Ось 767 рамы соединена со звеном 769, которое, в свою очередь, соединено посредством оси 769 с U-образным кронштейном 765. U-образный кронштейн 765 скользит в пазу 769a заслонки 770. Штифт 771 соединен с нижним концом U-образного кронштейна 765. Штифт 771 также соединен со звеном 772. Звено 772 и звено 768 преобразуют вращательное движение в линейное так, что при отводе штока 753 цилиндра 751 заслонка 770 поднимается вперед и вверх относительно звеньев и таким образом открывается для обеспечения ввода или удаления верхней ножки 103 бобины 101. Как показано на фиг. 12B, фиксирующие шпонки 775 расположены в заслонке 770 для продвижения заслонки 770 в ее отведенное или открытое положение U-образным кронштейном 765.
На фиг. 12 звено 772 также соединено с осью рамы 776, которая соединена со звеном 777. Звено 777 вращается вокруг оси рамы 776 и также соединено со штифтом 778. Штифт 778 расположен в задней U-образной раме 766. Штифт 779 также расположен в U-образной раме 766. Звено 780 соединено со штифтом 779 и осью 767. Задний кулачок 781 установлен с возможностью скольжения на шпонке 782.
При движении штока 753 он закрывает заслонку 770, сообщая вращение линейному движению через U-образную раму 765, которая поворачивается вокруг звеньев 768 и 772, закрывающих заслонку 770. При движении штока 753 звенья 780 и 777 сообщают линейное движение заднему кулачку 781, имеющему выполненную за единое целое шпонку 783, которая сопрягается с пазом 784 в заслонке 770 для совместного запирания заслонки 770 и кулачка 781.
Обжимные пружины 785, размещенные между U-образными рамами 765 и 766 и заслонкой 770 и задним зажимом 771, упрощают цикл раскрытия зажима, когда заслонка 770 открыта (то есть при отводе штока 753).
Задний цилиндр 750 имеет шток 756, соединенный с ползушкой 757, направляемой шпонками 786. Ось 758 соединена с ползушкой 757, проходит вперед и соединена своим противоположным концом с верхним кулачком 759, на котором съемно закреплен зажимной инструмент 760. Как показано на фиг. 13, зажимной инструмент 760 обычно имеет L-образную конфигурацию с внутренней поверхностью радиальной формы. Инструмент 760 можно выполнить так, чтобы он соответствовал размерам бобины 101, устанавливаемой в зажиме. Таким образом, за счет изготовления ряда деталей инструментов 760 различного размера верхний зажим 531 может входить в зацепление и зажимать бобины разных размеров. Шток 756 цилиндра перемещает инструмент 760 вверх и вниз. При размещении бобины в зажиме инструмент 760 находится в верхнем положении, а когда зажим закрывается, инструмент 760 перемещается вниз на верхнее плечо 115 бобины 101 для закрепления ее в зажиме.
Регулируемый штифт 761 соединен с упором 762, имеющим фланец 763, установленный для зацепления с пластиной 754 для прекращения относительного движения между верхней и нижней частями зажима 531.
Как показано на фиг. 5, зажим для нижней ножки бобины 505 состоит из опорной рамы 540 и ведущего вала 542, приводимого двигателем или гидравлическими средствами (не показаны), которые известны специалистам в данной области техники. Приводная рама 542 приводится в движение по оси "W" в опорной раме 540. Опорная рама 540 соединена с возможностью поворота с цапфой 520, при этом опорная рама 540 может вращаться вокруг цапфы 520 посредством гидравлического привода, например гидравлическим ведущим валом 544 или другими подходящими средствами, известными для специалистов в данной области техники. Датчики положения (не показаны, но известны специалистам) размещаются для указания углового положения опорной рамы 540 по мере ее вращения на цапфе 520.
Приводная рама 542 оснащена зажимами 551 для нижней ножки, которые входят в скользящее зацепление посредством пазовых узлов 552 с направляющими (не показаны) на устройстве поперечного привода 554, которое движет зажимы верхней ножки вдоль оси "D", расположенной поперечно оси "W" опорной рамы 540. Устройство поперечного привода 554 прикреплено к приводной раме 542. Датчики положения (не показаны, но известны специалистам в данной области техники) установлены для указания положения устройства поперечного привода по оси "W" опорной рамы 542.
Устройство поперечного привода включает в себя винтовую пару или другие соответствующие средства для перемещения зажимов 551 в их требуемую позицию. В показанном примере исполнения изобретения зажимы 551 перемещаются независимо и вручную посредством поворота рукоятки 555 или 556 привода. Индикатор положения расположен на устройстве для указания положения каждого из зажимов 551 на устройстве поперечного привода 554. Это положение представляет входные данные в систему контроля в соответствии с изобретением. С другой стороны, датчики положения могут применяться для автоматической передачи данных о положении в систему управления.
Зажимы 551 для нижней ножки представляют собой четырехсторонние зажимы, которые предназначены для зацепления нижней ножки 102 бобины 101. Фиг. 13 представляет вид сбоку в разрезе зажима 551 для нижней ножки и связанных с ним деталей. Зажимы для нижней ножки включают в себя шасси 700, несущие гидравлический цилиндр 701, имеющий шток цилиндра или поршень 702 в приводной связи с верхним кулачком 703. На нижней части кулачка 703 установлено зубчатое колесо 704, которое приводит в движение шестерню 705. Шестерня 705 находится в зубчатом зацеплении с нижним кулачком 706. Таким образом, когда поршень 702 перемещается, верхний и нижний кулачки перемещаются в направлении друг к другу и в сторону друг от друга.
Гидравлический цилиндр 710 прикреплен к нижнему кулачку 706 и перемещается вместе с нижним кулачком. Цилиндр 710 имеет шток 711, соединенный с рейкой 712, которая приводит в движение шестерню 713. Шестерня 713 приводит в движение шток 714, который приводит подвижный передний кулачок 717 в позицию для закрепления нижней ножки 102 бобины 101. Как показано на фиг. 14, подвижный кулачок 717 скользит вверх и вниз в пазу 718, образованном передним кулачком 719. На конце переднего кулачка 719, т.е. на стороне, расположенной ближе всего к переднему концу, установлен цилиндрический блок 725 для образования радиуса на нижней ножке бобины около самого ближнего переднего конца для образования плеч на нижней ножке бобины, как лучше всего показано на фиг. 1 и 2. Когда нижнюю ножку 102 бобины 101 помещают в зажим, то она лежит на верхней поверхности 721 полки 720, прикрепленной к направляющим 726 кулачка 717. Как показано на фиг. 14, размер "x" полки 720 слегка меньше толщины проволоки бобины, таким образом, передняя поверхность 727 верхнего кулачка 703 прижимает бобину к противоположной поверхности кулачка 717 и 720, когда зажим закрывается. На передней поверхности 722 кулачка 703 имеются пазы 723, которые принимают направляющие 726. Полку 721 и блок 725 для образования радиуса можно менять в зависимости от размера бобины и требуемых размеров обмотки статора, изготавливаемой в устройстве 501.
Вернемся к фиг. 5, которая показывает, что узел 506 зажима для выводного конца на переднем конце включает в себя раму 560 башенного типа, оснащенную направляющими 561 и ведущим валом 562. Рама 560 башенного типа включает в себя перемещаемое по направляющей устройство 563 для обеспечения движения рамы башенного типа вдоль оси "A" ходового винта 564 в корпусе механизма привода на станине. Таким образом, перемещаемое по направляющей устройство 564 установлено в приводной связи на средстве 564 ведущего вала, которым может быть винт или другое соответствующее известное средство. Датчики положения, не показанные, но известные специалисту в этой области, установлены в раме башенного типа 560 для индикации ее положения на оси "A" относительно точки 520 поворота.
Механизм привода 570 башни установлен в приводной связи со средством 562 ведущего вала и включает в себя пропазованные устройства 571 в фиксированном скользящем зацеплении с направляющими 561. Таким образом, механизм привода 570 башни может перемещаться вверх и вниз по раме 560 башенного типа вдоль оси "Y", которая проходит через ведущий вал 562. Для индикации положения механизма привода 570 на раме 560 башенного типа установлены известные датчики положения.
Механизм привода 570 башни также включает в себя вращающийся ведущий вал 573, установленный обычно поперечно средству 562 ведущего вала и параллельно оси через точку поворота 520. Корпус 574 зажима для выводного конца бобины на ее передней части установлен с возможностью вращения на вращающемся ведущем валу 573. Корпус 574 зажима для выводного конца включает в себя гидравлический цилиндр или другое соответствующее средство для открывания и закрытия верхнего блока 481 зажимной головки на зажиме 400 для выводного конца на передней части бобины. Установлены датчики положения, которые не показаны, но известны специалисту в данной области, для индикации угла, на который поворачивается узел зажима выводного конца.
Как показано на фиг. 6-8, зажим 400 для выводного конца передней части представляет собой средство для закрепления передней части 106 выводного конца и соответствующего нижнего вывода 104 и верхнего вывода 104 и обеспечения требуемого углового поворота передней части выводного конца и требуемой конфигурации выводов. Таким образом, зажим 400 применяют для образования выводного конца катушки и придания соответствующей конфигурации выводам. Зажим 400 для выводного конца включает в себя задний блок 401 головки и передний блок 481 зажимной головки (показан на фиг. 10), который закрепляется на заднем блоке 410 головки для удержания бобины 101 на месте во время операции изготовления обмотки, и скользящий блок 402, применяемый для придания соответствующей конфигурации выводам катушки.
Как показано на фиг. 6, задний блок 401 головки включает в себя паз 403 для приема скользящего блока 402 с возможностью скольжения в нем. Скользящий блок 402 может перемещаться вверх и вниз в пазу 403 посредством гидравлического цилиндра 404 или другого соответствующего средства. Задний блок 401 головки и скользящий блок 402 снабжены пазами 405, предназначенными для приема упора 407, который может вставляться в пазы 405 и 406, причем его можно закреплять винтом 408 или другим соответствующим средством для исключения движения скользящего блока 402 в пазу 403.
Задний блок 401 головки выполнен с пазом 410 для приема нижнего вывода 104 и с пазом 411 для приема верхнего вывода 105. Полость, образованная стенкой 412, выполнена с пазами 410 и 411 для обеспечения достаточного пространства, чтобы выводы 104 и 105 не ударялись о стенку 412 во время операции изготовления обмотки устройством 501.
Полка 414 образована поблизости и вверх от паза 410 для приема передней части 106 выводного конца. В зависимости от размера бобины можно прикрепить полку 415 к поверхности полки 414.
Нижняя полуось 420 оси 421 прикреплена к блоку 401 вверх от полки 414 и съемной полки 415 на достаточное расстояние для образования пространства для размещения внутреннего радиуса 120 передней части 106 выводного конца вокруг нижней полуоси 420, когда бобину сначала помещают в блок 400 головки. Верхняя полуось 422 прикреплена к переднему блоку 481 зажимной головки, как показано на фиг. 10, и она сопрягается с нижней полуосью 420 для образования оси 421, когда зажим 400 с формующей головкой закрывается, как показано на фиг. 8. Концы нижней полуоси 420 и верхней полуоси 422 закруглены на достаточную величину, чтобы верхняя полуось 422 могла скользить в зацепление с нижней полуосью 420 обычно смежно с внутренним радиусом 120 переднего конца 106 вывода без повреждения изоляции или медного провода на переднем конце вывода бобины 101.
Блок 430 прикреплен к блоку 401 вверх от нижней полуоси 421. Нижняя часть 431 блока 401 частично образует паз 411. Часть 432 стороны блока 430 имеет обычно цилиндрическую форму и образует отверстие, когда зажимной блок 481 закрывается на блоке 401 для размещения переднего конца вокруг оси 421. Боковая часть 432, обычно цилиндрической формы, образует криволинейную поверхность, которая позволяет исключить повреждение переднего конца вывода 106 во время операции изготовления обмотки.
Блок 440 подвижно установлен на боковой части 432 блока 430. Блок 440 имеет дуговидный клин 441, выступающий наружу от обычно закругленной поверхности 442. Дуговидный клин 441 и закругленная поверхность контактируют с передним концом 106 вывода во время операции изготовления обмотки, причем благодаря их соответствующим конфигурациям они не повреждают медную проволоку или изоляцию на переднем конце 106 вывода. Блок 440 может перемещаться вверх и вниз для размещения бобин различного размера.
Блок 444 прикреплен к блоку 401, таким образом, поверхность 445 является равнопланарной с поверхностью паза 411 для приема верхнего провода. Поверхность 445 выполнена с изогнутым вниз наклоном. Поверхность 446, которая имеет цилиндрическую форму, проходит вверх от поверхности 445. Поверхности 445 и 446 контактируют вместе с внутренним радиусом переднего конца 106 и плечами 116 переднего конца бобины 101 во время операции изготовления обмотки, причем изогнутый профиль из поверхностей препятствует повреждению проволоки или изоляции бобины.
Блок 452 образует верхнюю кромку паза 410. Блок 452 прикреплен к блоку 401, причем он может быть взаимозаменяемым с другими блоками, имеющими подобную форму, для изменения размеров паза 410 в зависимости от размеров бобины. Блок 450 образует нижнюю кромку паза 410. Верхняя поверхность 451 блока 450, который образует паз 410, является самой широкой на конце, удаленном дальше всего от паза 403 скользящего блока, причем этот конец закруглен и несколько изогнут вниз на конце, который наиболее удален от паза 411. Верхняя поверхность 451 постепенно сужается дугообразно так, чтобы самая узкая часть является той частью, которая расположена наиболее близко от паза 403 скользящего блока.
Скользящий блок 402 предназначен для скольжения в пазу 403 скользящего блока. Скользящий блок 402 включает в себя заднюю стенку 460. Боковая стенка 461 выступает под прямым углом от задней стенки 460 и разнесена с одной стороны, образуя выступ 462, который входит со скользящим контактом в паз 463 блока 401. Наружная кромка стенки 461 имеет такую конфигурацию, чтобы образовать полость с радиальным зазором для выводов бобины вместе со стенкой 412 заднего блока 401 головки, когда скользящий блок находится в самом верхнем положении в заднем блоке 401 головки.
Скользящий блок 402 также включает в себя плиту 464 основания, которая предназначена для прикрепления к головке 465 цилиндра. Фланец 468 блока 401 расположен перпендикулярно к плите основания 464 и предназначен для прилегания к фланцу 466 заднего блока 401 головки для останова движения вверх скользящего блока. Скользящий блок 402 дополнительно включает в себя средство для закрепления вспомогательных инструментов, например, отверстие 467 под винт, как будет описано.
Как было сказано, цилиндр 404 имеет прикрепленную к нему плиту основания 465. Плита основания также прикреплена к плите основания 464 скользящего блока 402, таким образом, когда цилиндр 404 перемещается, он заставляет двигаться скользящий блок 402. Блок 468 прикреплен к штоку 469 цилиндра. Блок 470 прикреплен к задней части блока 468 и слегка выступает вверх от блока 468. Произвольный задний блок 471 может быть прикреплен позади блока 470. Шток 469 цилиндра может перемещать блоки 468, 470 и 471 вверх относительно прикрепленного скользящего блока 402. Цилиндр 404 является свободно плавающим так, что, когда приводится в действие шток 469 цилиндра, он оказывает усилие на цилиндр 404, заставляя его и прикрепленный к нему скользящий блок 402 перемещаться в противоположном направлении. Фланец 472 блока 470 штока цилиндра приспособлен для ограничения движения вниз скользящего блока за счет удара о фланец 466 блока 401.
Блок 481 передней зажимной головки включает в себя крышку 482, блок 483 для направления выводов, выполненный так, что его нижняя сторона 484 образует верхнюю сторону части паза 411, когда блок верхней зажимной головки закрывается на блоке 401 задней головки. Полуось 422 крепится к крышке 482 так, что, когда блок зажимной головки закрывается на блоке 401 задней головки, полуось 422 сопрягается с полуосью 420 для образования оси 423. Конец полуоси 422 закруглен так, что если полуось 422 касается внутреннего радиуса при вершине 120 внутреннего торца 106 вывода, то медная проволока будет соскальзывать с головки полуоси 422 и, следовательно, ни медная проволока, ни изоляция на проволоке в этой части бобины не будут испытывать никаких повреждений. Часть 485 конца крышки 482, ближайшая к полуоси 422, обычно имеет цилиндрическую форму, так что плечо проволоки бобины, ближайшее к ней во время операции изготовления обмотки, нисколько не пострадает.
Один из примеров того, как выводы могут сгибаться до требуемой формы, можно увидеть из сравнения фиг. 6, 7 и 8. На фиг. 7 показано положение инструментов 468, 470 и 471, когда шток цилиндра 469 находится в отведенном положении. На фиг. 6 и 8 показано положение тех же инструментов, когда шток цилиндра 469 находится в выдвинутом положении. Когда упор 407 входит в пазы 405 и 406, скользящий блок 402 не может двигаться. Когда шток цилиндра 469 действует, то он приводит инструменты 468, 470 и 471 в движение вверх, при этом инструменты сгибают проволоку выводов 104 и 105, удерживаемую в положении в пазах 410 и 411 и выступающую в полость, в которую приводятся инструменты 468, 470 и 471.
Из фиг. 5 видно, что зажимное устройство 507 для противоположного конца выводов включает в себя раму 580 башенного типа, оснащенную направляющими 581, и ведущим валом 582. Рама 580 башенного типа включает в себя узел 583, перемещающийся по направляющим и установленный в приводной связи на ведущем валу 584, который может быть винтовым или представлен другими соответствующими средствами, известными для специалистов в данной области техники, применяемыми для перемещения рамы башенного типа к точке поворота 520 или от нее в зависимости от размеров бобины. Датчики (не показанные, но известные специалистам) размещены в раме 580 башенного типа для указания ее положения относительно точки поворота 520.
Приводной узел 590 башни установлен в приводной связи с ведущим валом 582 и содержит пазовые узлы 582, находящиеся в фиксированном подвижном зацеплении с направляющими 581. Приводной узел башни 590 может, следовательно, перемещаться вверх и вниз по раме 580 башенного типа вдоль оси "X", проходящей через ведущий вал 582. Датчики положения (не показаны, но известны специалистам) установлены для указания положения приводного узла 590 башни на раме 580 башенного типа.
Приводной узел 590 башни также содержит вращающийся ведущий вал 593, обычно устанавливаемый поперечно к ведущему валу 582 и параллельно оси через точку поворота 520. Корпус зажима 594 для торцевого конца, противоположного выводам, установлен с возможностью вращения на поворотном приводном валу 593. Корпус зажима 594 для противоположного конца выводов содержит гидравлический цилиндр 595 или другие подходящие средства для открывания и закрывания блока 601 верхней зажимной головки на зажиме 600 для противоположного конца выводов. Датчики положения, которые не показаны, но известны специалистам, установлены для индикации угла, на который поворачивается узел корпуса зажима передней части противоположного конца.
Как показано на фиг. 11, зажим 600 для противоположного выводного конца включает в себя верхнюю пластину 601 и нижнюю пластину 602. Нижняя пластина имеет штифт 603, закругленный на его конце. Нижняя пластина 602 имеет обычно цилиндрическую поверхность 604 на конце, расположенном ближе всего к точке поворота 520, причем в ней выполнена выемка 605 для образования полости, в которую может входить плечо 117 бобины, когда бобину 101 помещают в зажим. Полка 606 расположена снизу, разнесена от штифта 603 и образует опору, на которой может лежать плечо 112 бобины 101, когда она находится в зажиме. Верхняя пластина 601 имеет отверстие 610, предназначенное для приема штифта 603, и выемку 611 для образования полости вместе с нижней пластиной 602, в которой может находиться плечо 112 бобины, когда бобина 101 расположена в зажиме.
Когда устройство для изготовления обмотки в соответствии с изобретением приводится в действие, все зажимы открыты, таким образом бобину можно правильно размещать в зажимах. Как будет описано, размеры бобины передаются в систему управления, и система управления приводит в действие средство вращения ведущих валов 564 и 584, которые перемещают рамы 560 и 580 башенного типа, и следовательно, зажим 400 для выводного конца и зажим 600 для противоположного выводного конца перемещаются в положение, при этом передняя часть 107 противоположного выводного конца размещается в зажиме 600, таким образом, внутренний радиус 121 передней части противоположного выводного конца проходит смежно со штифтом 603, а передний конец 106 вывода может быть расположен на нижней полуоси 120, а выводы - в пазах 410 и 411. Прямой участок 115 верхней ножки 103 бобины 101 размещается в зажимах 531 верхней ножки, которые расположены так, что прямая поверхность (номер) каждого зажима 531 удерживает наружную кромку прямого участка 115, при этом блок 791 для образования радиусов устанавливается так, чтобы образовать радиусы в катушке между прямым участком 115 кромки и плечами 116 и 117 переднего конца.
Аналогично, прямой участок 110 нижней ножки 102 бобины 101 помещают в зажимах 551 для нижней ножки, которые расположены так, что прямая поверхность (номер) каждого зажима 551 удерживает наружную кромку прямого участка 110, при этом устанавливают блок 725 формирования радиуса для образования радиусов в обмотке между прямым участком кромки и плечами 111 и 112 переднего конца.
Как было указано, зажимы 531 и 551 для верхней и нижней ножек бобины оснащены блоками для образования радиусов, которые образуют радиусы на конце каждого прямого участка каждой ножки.
Для того, чтобы растянуть бобину для образования обмотки, рама 510 башенного типа, которая содержит узел верхнего зажима, поворачивается на заданный угол вокруг точки поворота 520, при этом рама 540 башенного типа, которая содержит узел нижнего зажима, поворачивается в противоположном направлении на заданный угол вокруг точки поворота 520. Таким образом, ножки бобины растягиваются в сторону и поворачиваются на угол, на который поворачиваются рамы башенного типа. Точка поворота 520 расположена на таком же расстоянии от ножек бобины в зажимах, какое будет расстояние от пазов в сердечнике статора, в котором будет размещаться обмотка, от центра сердечника статора. Таким образом, ножки обмотки размещаются устройством так, чтобы обмотка имела точную посадку на сердечнике статора.
Как было указано, зажим 400 для вывода на переднем конце и зажим 600 противоположного конца вывода удерживают передний конец переднего вывода и передний конец противоположного вывода. Узлы, которые удерживают эти зажимы, позволяют им свободно "плавать" во время операции развертывания ножек бобины, за исключением, что усилие величиной примерно 15 фунтов прилагается гидравлическим средством в направлении наружу вокруг оси "A" (показано на фиг. 5).
Итак, когда ножки бобины развертываются, зажим 400 для выводного конца и зажим 600 для противоположного выводного конца выдвигаются в сторону точки поворота 520 устройства 501. Когда ножки бобины развертываются на заданное расстояние, зажимы 400 и 600 для передних концов поворачиваются приводами 573 и 593 для придания передним концам заданного угла. Кроме того, если требуется поднять какой-либо передний конец, то узел 570 или узел 590 можно переместить вверх посредством приводов 562 или 582.
Наконец, устройства 901 и 902 для образования дуг, показанные схематически на фиг. 5 и более подробно на фиг. 5A, 15 и 16, зацепляют плечи бобины и придают им требуемые радиусы. Установлены визуальные индикаторы положения или автоматизированные датчики положения, которые не показаны, но известны специалисту в данной области техники, для индикации положения устройств для образования дуг вокруг осей "A" и "B". Как показано на фиг. 15 и 16, каждое устройство 901 и 902 для образования дуг состоит из средства 903 для контактирования с направляющими вдоль осей "A" и "B", показанного на фиг. 5, для перемещения устройств для образования дуг вдоль оси "A" и оси "B". Оно дополнительно включает в себя средство 904 зацепления плеч на переднем конце. Каждое средство зацепления переднего конца включает в себя люльку 920, установленную так, что поверхность люльки может контактировать с плечом переднего конца. Шток 905 зацепляется соответствующим механизмом привода, например, гидравлическим средством для установки люльки 920 в удерживающей связи с плечом переднего конца бобины и для гибки плеча переднего конца до заданного радиуса. Каждое устройство для образования дуги установлено так, что оно зацепляет соответствующее плечо переднего конца для образования радиуса требуемой формы и конфигурации, как это должно быть понятно специалистам в данной области техники.
Фиг. 2-4 позволяют понять работу описанного устройства. Каждый зажим 531 для верхней ножки и зажим 531 для нижней ножки, которые развертывают ножки 102 и 103, имеют прямой участок, прикрепленный на концах 110A и 110B и 115A и 115B прямых участков нижней и верхней ножек 102 и 103 бобины. Каждый из этих зажимов также имеет часть, образующую радиус, которая расположена для образования радиусов 130, 131, 132 и 133, когда ножки раздвигают в сторону. Также после разворота ножек в заданное положение устройства для образования дуг зацепляют плечи 134, 135, 136 и 137 передних концов катушки для образования дуг 138 и 139, как можно увидеть на фиг. 4, которая представляет вид с торца катушки.
Зажим 40 для вывода на переднем конце также образует наружные радиусы 144 и 145 на передних концах плеч 134 и 135 и наружные радиусы 146 и 147 выводов 105 и 104.
Фиг. 3 показывает "перепад" (степень, до которой плечи изгибают в сторону от сердечника статора), который образуется после развертывания ножек в их заданное положение посредством подъема по меньшей мере одного переднего конца. Передние концы можно поднять посредством подъема зажима 400 для переднего выводного конца и/или зажима 600 противоположного выводного конца (фиг. 5). Зажимы для переднего конца также обеспечивают угловые вращения 141 и 142 передних концов 106 и 107 катушки.
Таким образом, устройство в соответствии с этим изобретением может превратить бобину в готовую, намотанную по шаблону обмотку статора примерно за 45 секунд.
Различные средства перемещения зажимов в устройстве 501 могут управляться любыми соответствующими средствами.
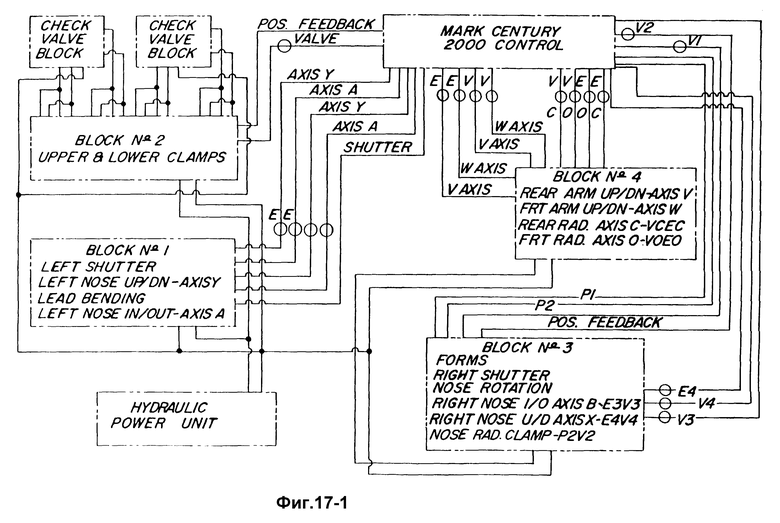
Фиг. с 17-1 по 17-8 показывают одну соответствующую гидравлическую систему, которую можно применять, как должно быть ясно специалисту в данной области техники. Эта система может управляться любой соответствующей системой автоматического управления. Одной такой соответствующей системой управления является система числового программного управления с помощью компьютера Марк Сенчури 2000, которая представляет собой стандартную компьютерную систему для промышленных применений. Ее можно запрограммировать для управления требуемыми перемещениями зажимов.
Как показано на фиг. 17-1, датчики положения обеспечивают обратную связь с системой управления Марк Сенчури 2000, которая передает команды для управления работой клапанов в гидравлической системе.
Надписи к фигурам
Фиг. 1 - вид бобины, применяемой в соответствии с изобретением:
1 - полоса; 2 - бобина; 3 - сердечник; 4 - удаляемая лента; 5 - оба конца бобины.
Фиг. 2 - вид готовой, намотанной по шаблону обмотки статора, изготовленной из бобины, показанной на фиг. 1:
1 - развертывание обоих концов; 2 - развертывание обоих концов; 3 - радиус; 4 - оба конца; 5 - зазор на изоляцию.
Фиг. 3 - вид сбоку обмотки статора:
1 - ползучесть; 2 - образование вывода для P3; 3 - сердечник; 4 - ползучесть; 5 - окончательное изготовление обмотки; после изготовления следует удалить ленту; 6 - установочные размеры; 7 - позиция нагрузки; 8 - позиция развертывания; 9 - свободно плавающий; 10 - допускаются фитинги (?) для задней части кольца, которые можно регулировать для поддержания заданных размеров.
Фиг. 4 - вид с торца готовой обмотки статора.
Фиг. 5 - вертикальная проекция основных узлов устройства в соответствии с изобретением.
Фиг. 5A - вид спереди основных узлов устройства в другом варианте исполнения.
Фиг. 5B - вид сбоку некоторых деталей устройства в плоскости фиг. 5A.
Фиг. 5C - вид сбоку в плоскости А-А фиг. 5A.
Фиг. 5D - схематический вид, показывающий различные оси устройства.
Обозначение осей устройства:
W = положение верхней стороны радиуса нижнего плеча;
Y = вертикальное положение оси переднего конца вывода (центр оси);
X = вертикальное положение оси передней части противоположного конца вывода (центр оси);
V = положение радиуса верхнего плеча;
A = горизонтальное положение оси переднего конца противоположного вывода от центра устройства;
B = горизонтальное положение оси переднего конца противоположного вывода от центра устройства (центр оси);
C = угол для заднего плеча (верхняя ножка обмотки);
O = угол для переднего плеча (нижняя ножка обмотки);
S = положение зажимов (ручные) для плеч;
R = угол расположения вращателей для передних концов.
Фиг. 6 - вид спереди задней секции блока головки зажима для переднего конца вывода, показывающий шток цилиндра в выдвинутом положении и как сгибают выводы бобины съемными инструментами, применяемыми в этом зажиме.
Фиг. 7 - вид спереди задней секции блока головки зажима для вывода, показывающий шток цилиндра в отведенном положении.
Фиг. 8 - вид сбоку передней и задней секций блока головки зажима для конца вывода в закрытом положении.
Фиг. 9 - вид в разрезе в плоскости X-X фиг. 6.
Фиг. 9A - вид спереди задней части зажима для конца вывода, представляющий три вида сбоку нижнего блока головки зажима для конца вывода, оснащенного съемными гибочными инструментами, и конфигурации выводов, которые они образуют
1 - детали для гибки выводов; 2 - можно изменить в зависимости от применения; 3 - прямые выводы не должны иметь команду М-13 в программе.
Фиг. 9В - подробный вид блока головки зажима для переднего конца вывода:
1 - детали головки (проверьте, чтобы применяли правильные детали); 2 - блок затвора левой головки; 3 - блок для направления провода; 4 - блок затвора правой головки; 5 - ... можно добавить или удалить; 6 - блок головки; 7 - направляющий блок для переднего конца вывода; 8 - ось; 9 - направляющий блок для верхнего вывода; 10 - полка для бобины; 11 - направляющий блок для нижнего вывода; 12 - гидравлическая система; 13 - блок для заднего конца; 14 - направляющий блок для заднего конца; 15 - применяемые блоки; 16 - блок головки; 17 - стандартный ; 18 - регулируемый до датчика касания.
Фиг. 9В-9I показывают более подробно различные детали блока головки зажима для переднего конца вывода.
Фиг. 10 - вид переднего блока зажимной головки зажима для конца переднего вывода.
Фиг. 11 - вертикальная проекция для вывода на противоположном конце.
Фиг. 12 - вид сбоку в разрезе узла зажима для верхней ножки.
Фиг. 12A - вид спереди в разрезе в плоскости C-C фиг. 12.
Фиг. 12B - вид сверху в плоскости A-A фиг. 12.
Фиг. 13 - вид сбоку в разрезе зажима (551) нижней ножки.
Фиг. 14 - частичная вертикальная проекция (в трехмерном изображении) зажима (551) нижней ножки.
Фиг. 15 - вид спереди устройств для образования дуг на плечах переднего конца бобины.
Фиг. 16 - вид сбоку устройств для образования дуг на плечах переднего конца бобины.
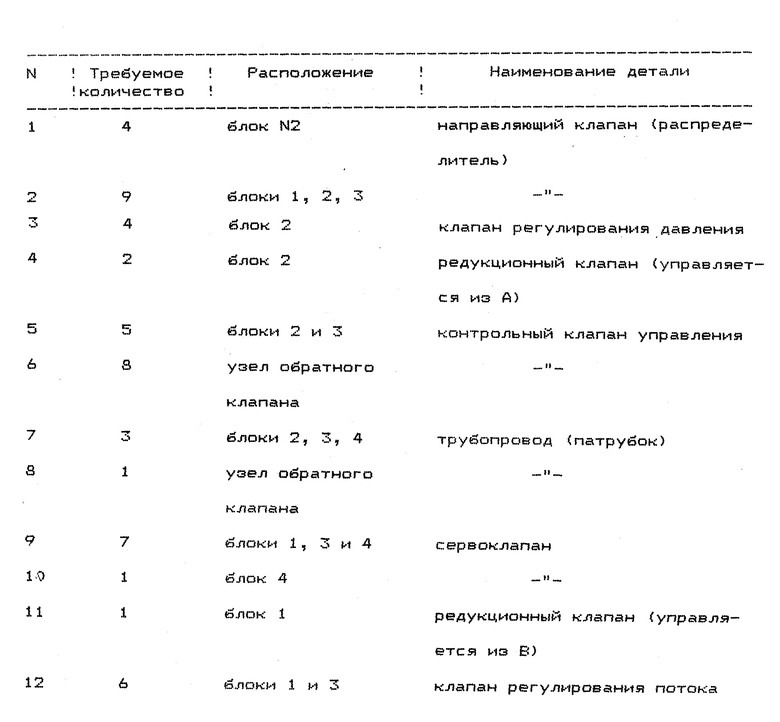
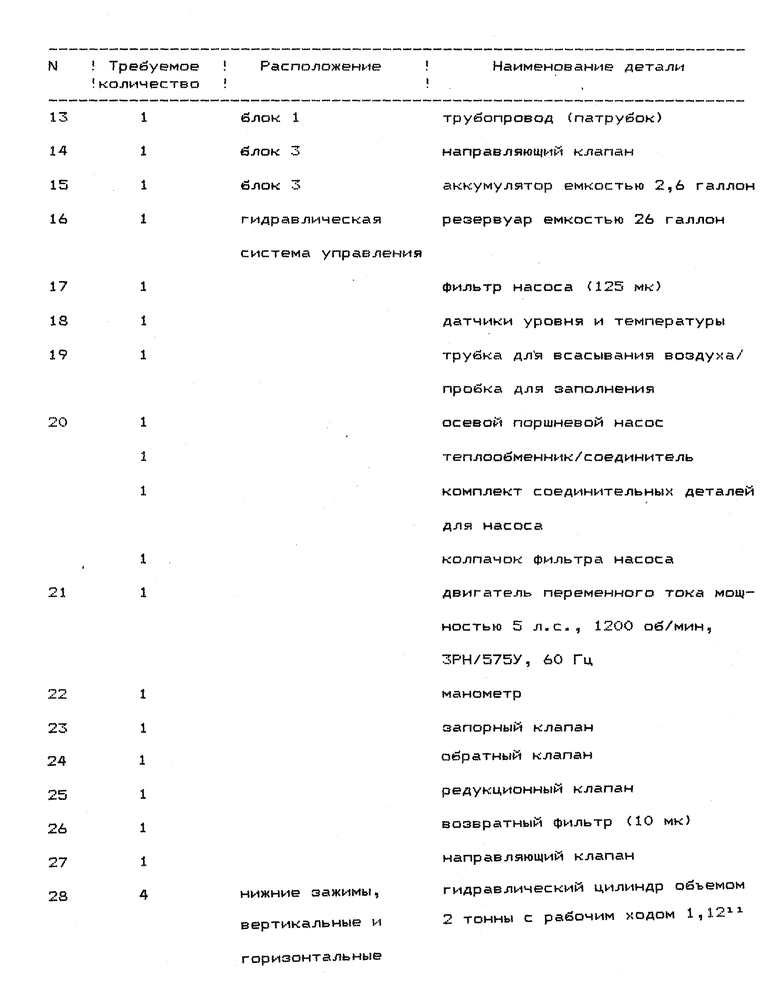
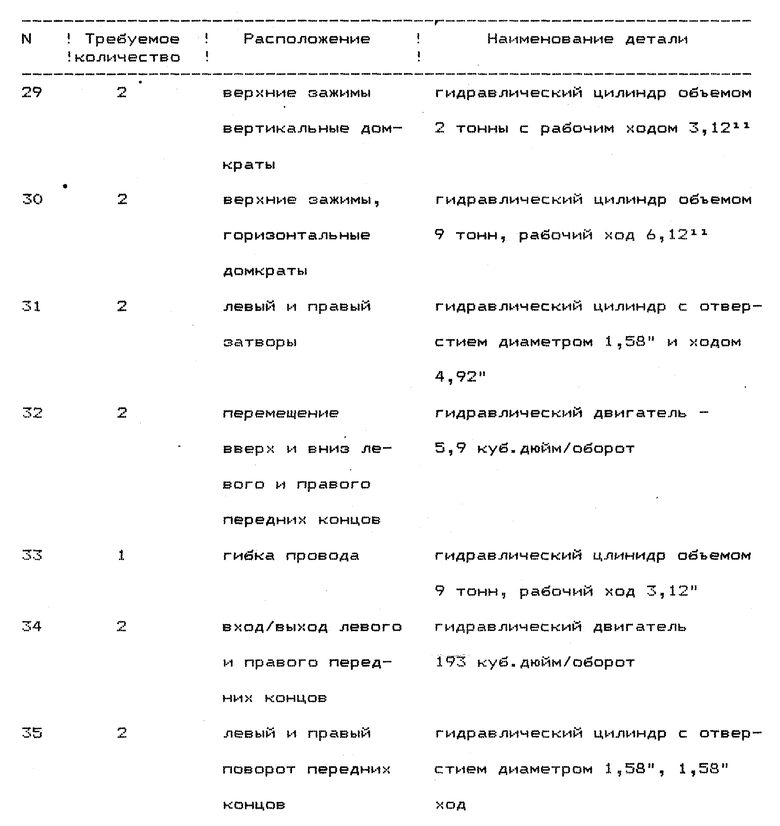
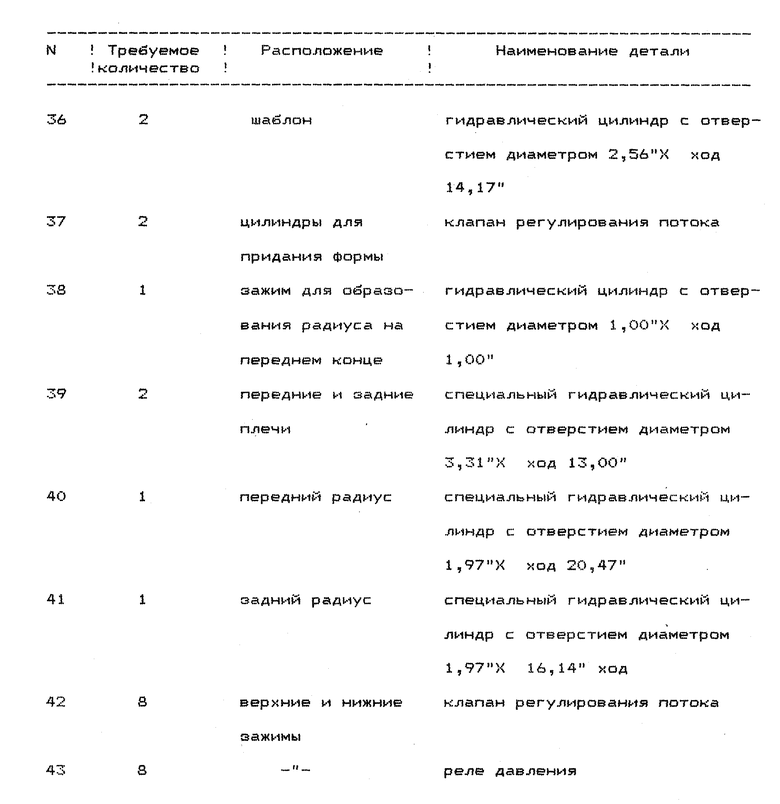
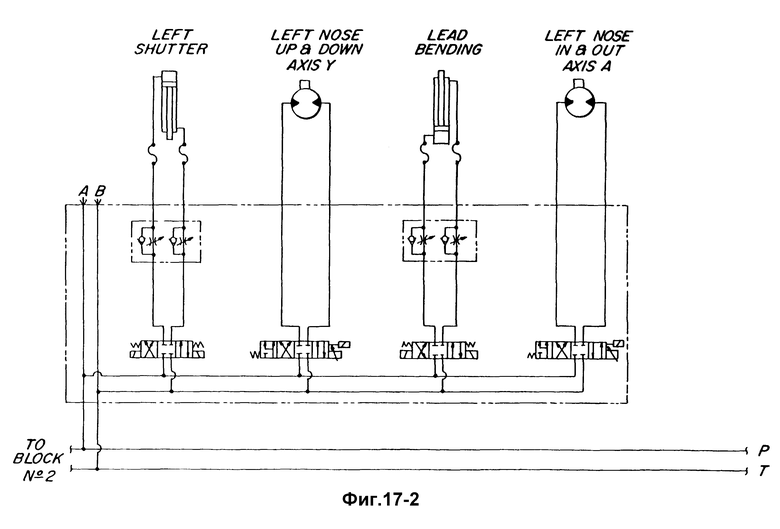
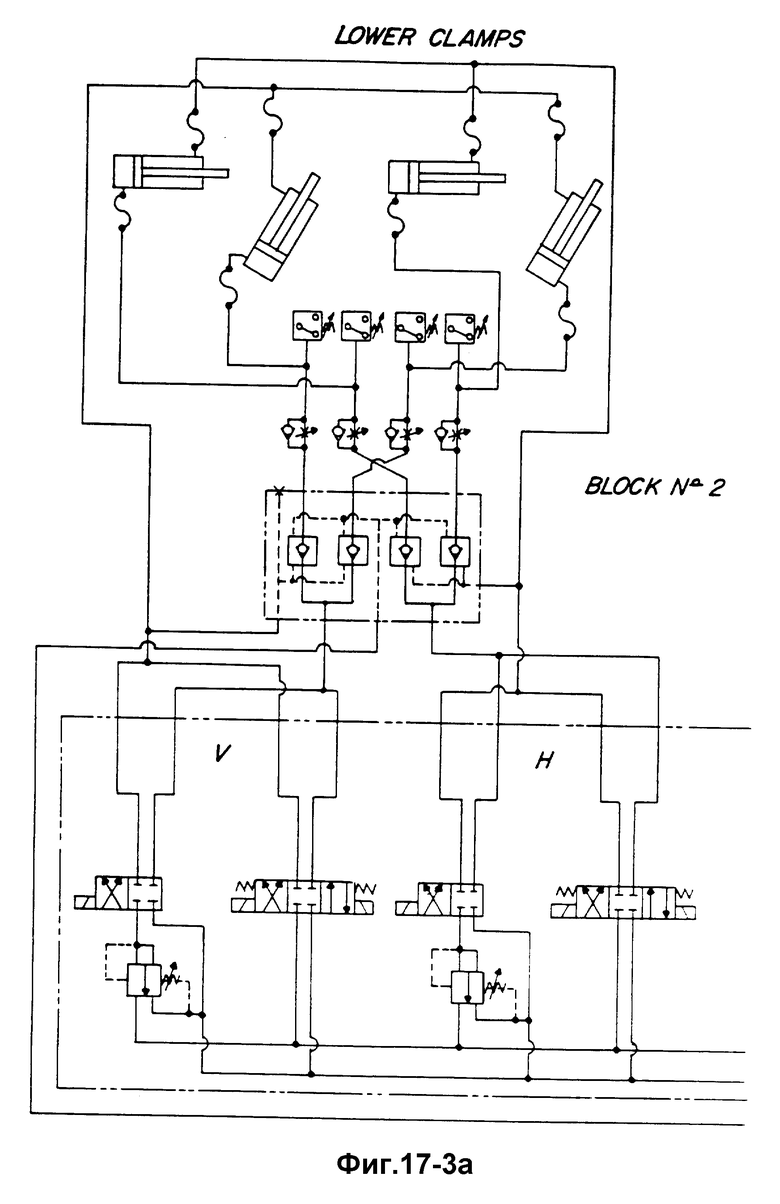
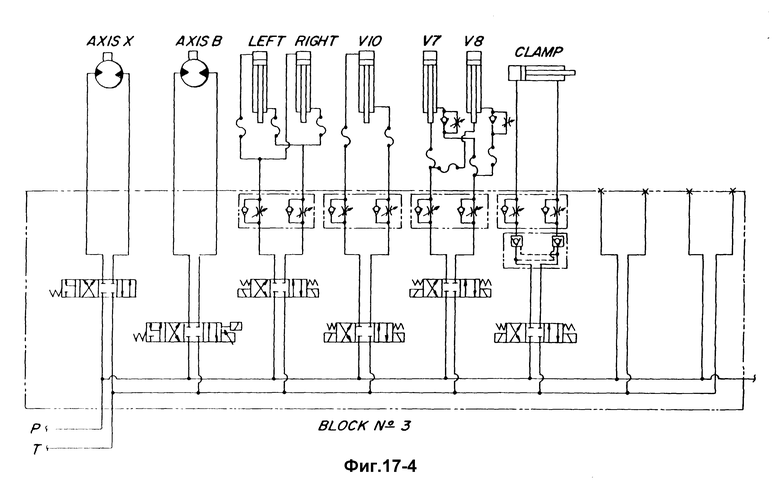
Фиг. 17-1 - схематический вид гидравлической системы управления:
1 - левая сторона устройства; 2 - блок обратного клапана; 3 - блок обратного клапана; 4 - блок N 2; нижние зажимы; верхние зажимы (см. лист 3 или 7); 5 - положение питающих ... ; 6 - клапан; 7 - ось; 8 - заслонка; 9 - блок N 1; 10 - левая заслонка (затвор); 11 - ось " " - вверх/вниз для левого переднего конца; 12 - гибка провода; 13 - ось "A" - ввод/вывод для левого переднего конца (см. лист 2 или 7); 14 - правая сторона устройства; 15 - блок N 4; 16 - ось " " - вверх/вниз для заднего плеча; 17 - ось " " -вверх/вниз для переднего плеча; 18 - ось переднего радиуса; 19 - ось "O" заднего радиуса; 20 - блок N 3; 21 - шаблоны (?); 22 - правый затвор; 23 - поворот передних концов; 24 - оси " " - ввод/вывод для правого переднего конца; 25 - ось " " - вверх/вниз для правого переднего конца; 26 - зажим для образования радиуса на переднем конце.
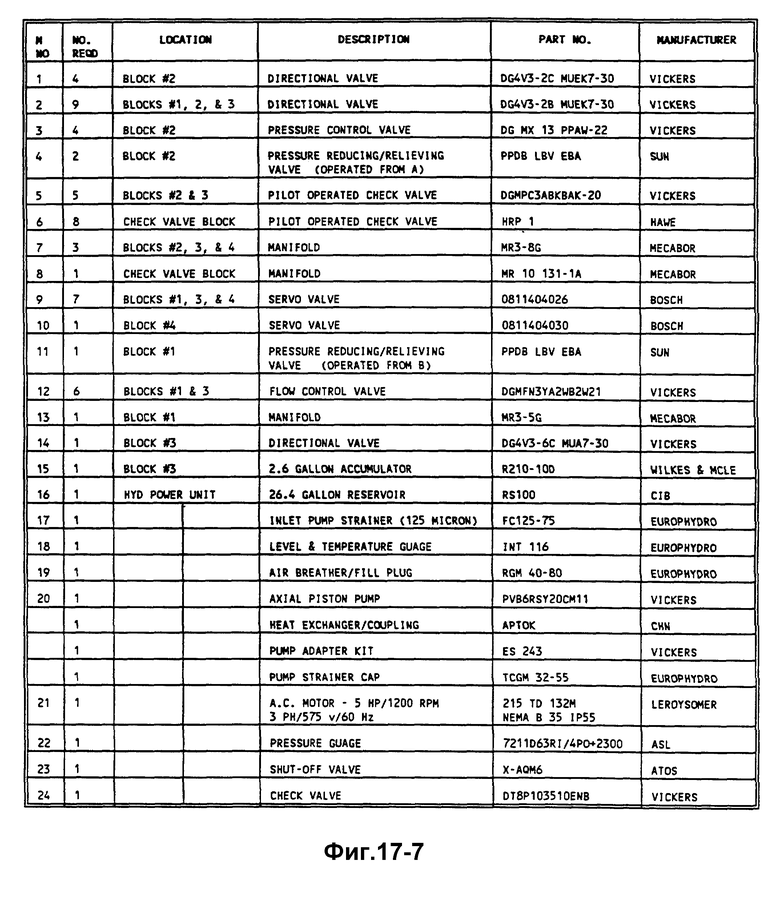
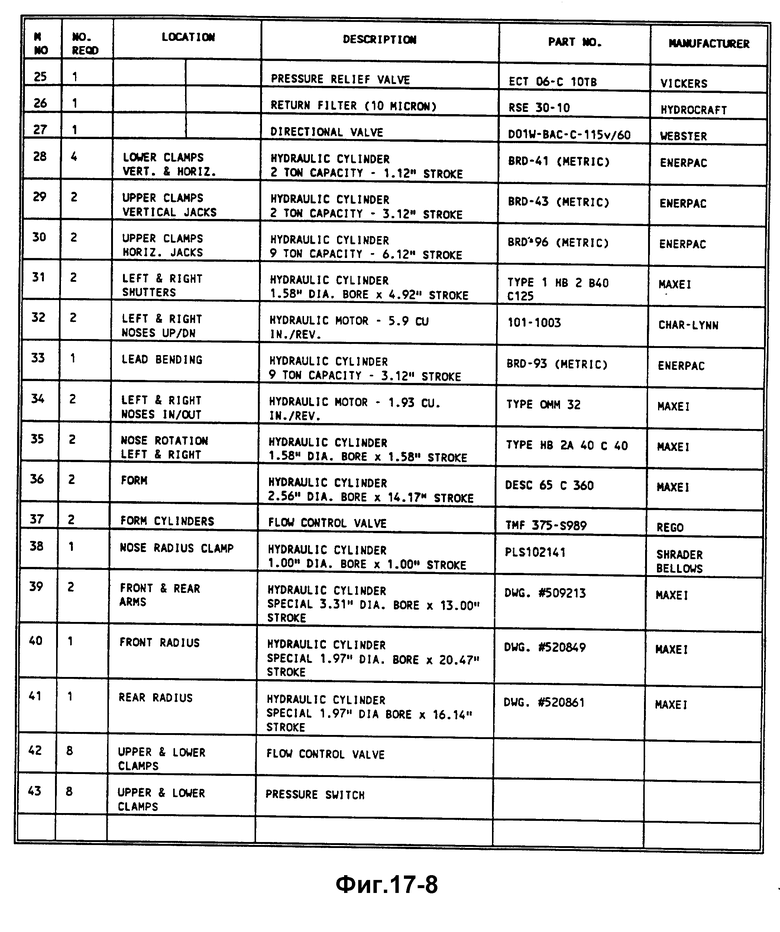
Пояснения к фиг. 17-7 даны в табл.1, пояснения к фиг.17-8 даны в табл.2.


Изобретение относится к электротехнике и касается технологии изготовления намотанных по шаблону обмоток статора. Сущность изобретения состоит в том, что обмотка, предназначенная для помещения в пазы сердечника статора, наматывается по шаблону из бобины. Устройство для изготовления данной обмотки содержит средство крепления бобины и согласно изобретению предназначено для использования с бобиной, имеющей нижнюю и верхнюю ножки, каждая из которых включает прямой участок и два плеча переднего конца, передние концы выводных концов, определяющие внутренние радиусы двух выводных концов бобины, а также ее выводы. Устройство содержит также средство крепления прямых участков бобины для образования прямых участков каждого витка обмотки, средство для гибки бобины до заданных радиусов для образования плеч, проходящих от прямых участков каждого витка обмотки до каждого ее переднего конца, средство для сгибания каждого плеча до заданного радиуса, средства для изгиба передних концов на заданный угол, средство для придания заданной конфигурации выводам бобины. Предусмотрено также средство для придания "перепада" участкам плеч обмотки относительно отверстия статора, для которого изготавливаемая обмотка предназначена. Изобретение также раскрывает способ изготовления данной обмотки статора из охарактеризованной выше бобины с помощью предложенного устройства. Изобретение позволяет изготавливать намотанные по шаблону обмотки статора различных типоразмеров при минимальном изменении технологической оснастки. 2 с. и 11 з.п. ф-лы, 17 ил., 2 табл.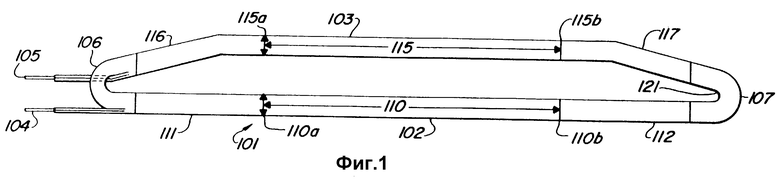
| Способ получения лактонов | 1960 |
|
SU135483A1 |
| Способ изготовления искусственного меха из синели и устройство для осуществления способа | 1956 |
|
SU107314A1 |
| Станок для растяжки и формовки катушек петлевой якорной обмотки | 1976 |
|
SU663030A1 |
| Станок для растяжки и формовки обмоток электрических машин | 1977 |
|
SU748688A1 |
| Станок для изготовления секцийэлЕКТРичЕСКиХ МАшиН | 1979 |
|
SU828324A1 |
| 1979 |
|
SU826509A1 | |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |
| Способ изготовления жестких катушек электрических машин | 1983 |
|
SU1134989A1 |
| Антонов М.В., Герасимов Л.С | |||
| Технология производства электрических машин | |||
| - М.: Энергоиздат, 1982, с | |||
| РАССЕИВАЮЩИЙ ТОПЛИВО МЕХАНИЗМ | 1920 |
|
SU298A1 |

