(Л
4
;о
Изобретение относится к технологии изготовления многослойной обмотки для электрических машин с полыми цилиндрическими якорями и может быть использовано в электротехнической промышленности.
Цель изобретения - улучшение качества за счет исключения защемления витков.
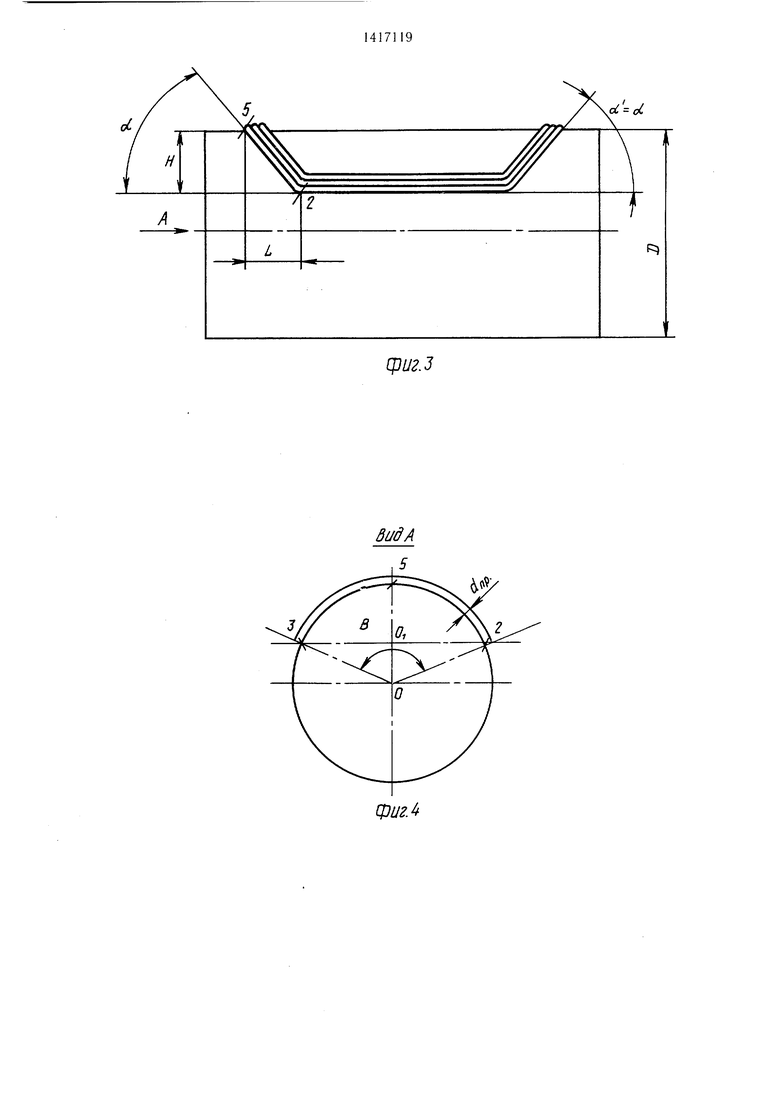
На фиг. 1 изображена секция, намотанная на шаблон; на фиг. 2 - операция предварительной формовки лобовых частей; на фиг. 3 - положение секции на оправке; на фиг. 4 - вид по стрелке А на фиг. 3; на фиг. 5 - окончательная формовка лобовых частей обмотки.
Способ осуществляют следующим образом.
Провод 1 наматывают на шаблон 2 между параллельными пластинами 3 и 4, установленными на расстоянии, равном диаметру провода.
Намотанные на шаблоне секции 5 перекладывают на пластину 6 приспособления для отгиба лобовых частей и фиксируют второй пластиной 7. Затем поворотом подвижной части 8 относительно пластины 6
а агс1е - Й сезЖ) где D
на угол
диаметр оправки; Р - число пар полюсов якоря; а - длина лобовой части секции, осуществляют предварительную формовку лобовых частей обмотки, при этом каждую лобовую часть поворачивают относительно оси БГ или Б Г , находящейся в плоскости перехода активной части обмотки в лобовую.
Угол а выбирается из условия, что формовка идет по увеличивающейся в диаметре конусной поверхности лобовой части и окончательного расположения активных частей ББ или ГГ на оправке.
Секции с предварительно сформованными лобовыми частями укладывают на оправку 9 и закрепляют на ней активные части. Затем подводят с торцов оправки к лобовым частям формующие элементы 10 и 11 конической формы и осуществляют окончательную формовку лобовых частей, после 0 чего обмотку бандажируют.
Использование предлагаемого способа (в отличие от известных) улучшает качество получаемого якоря за счет исключенно с защемления провода при формовке лобовых частей обмотки.
Формула изобретения
Способ изготовления обмотки полого цилиндрического якоря путем намотки секций на щаблоне, укладки готовых секций на оправку, формовки лобовых частей, и бандажа обмотки, отличающийся тем, что, с целью улучщения качества за счет исключения защемления витков, перед укладкой секций на оправку осуществляют предварительную формовку лобовых частей путем их отгиба относительно плоскости размещения активных частей в приспособении для jOTrH6a на угол
,,,,, iгде D - диаметр оправки;
Р - число пар полюсов якоря; а - длина лобовой части секций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмотки якоря электрической машины | 1980 |
|
SU904118A1 |
| Способ изготовления беспазового якоря электрической машины | 1983 |
|
SU1251238A1 |
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Способ изготовления многослойной обмотки электрических машин | 1977 |
|
SU635565A1 |
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| Способ изготовления обмотки беспазового якоря | 1971 |
|
SU366812A1 |
| РОТОР МАЛОГАБАРИТНОГО ДВИГАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2038675C1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1982 |
|
SU1120453A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1983 |
|
SU1251237A1 |
| Способ изготовления многослойной обмотки электрических машин | 1985 |
|
SU1310958A2 |

Изобретение относится к технологии изготовления многослойной обмотки для электрических машин с полыми цилиндрическими якорями и может быть использовано в электротехнической промышленности. Целью изобретения является улучшение качества за счет исключения заш,емления провода. Для этого намотанные на шаблоне секции 5 перекладывают на пластину 6 приспособления для отгиба лобовых частей и фиксируют второй пластиной 7. Затем поворачивают подвижную часть 8 относительно пластины 6 на угол а arctgD/2(l-cos(907P)/a, где D - диаметр оправки, а - длина лобовой части, Р - число пар полюсов якоря, осуществляя тем самым предварительную формовку лобовых частей. Поворот лобовых частей ведется вокруг оси БГ или Б Г, находящейся в плоскости перехода активной части обмотки в лобовую. Затем обмотка укладывается на цилиндрическую оправку и производится окончательная формовка лобовых частей. 5 ил. с 
фz/гJ
ЦзигЛ
11
Фиг. 5
| Способ изготовления обмотки беспазового якоря | 1971 |
|
SU366812A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления обмотки якоря электрической машины | 1980 |
|
SU904118A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
