Изобретение относится к электромашиностроению а именно к технологическому оборудованию, для изготовления катушек волновой обмотки, и может быть использовано в производстве электрических машин.
В настоящее время в промышленности используются станки и ручные устройства для формовки волновых катушек в одной плоскости. Затем плоские катушки изгибают, превращая в готовое изделие на других приспособлениях, что снижает точность их изготовления и уменьшает производительность.
Известен станок для изготовления секций электрических машин, который предназначен для обеспечения окончательной формовки секции [1] На этом станке закрепляется полуотформованная катушка, специальным рычагом создается поступательное движение ее в сторону ножек, закрепленных в формующих частях станка. В этом станке не может производиться качественная формовка, так как ножки волновой катушки разной длины и разной кривизны, и для каждой ножки нужна разная длина поступательного движения. Кроме того на данный станок требуется закреплять полуотформованную катушку, что снижает производительность.
Цель изобретения повышение качества формовки катушек, упрощение конструкции станка путем воздействия формуемых волновых частей катушки на раздельное движение двух кареток, в которых закреплены их концы, и повышение его производительности.
Станок состоит из двух частей. Первая из них формует полупетлю с головкой, а вторая волновые концы катушек. Волновая часть станка может быть соединена с различными типами станков для формовки полупетли или работать в виде самостоятельного станка, но наиболее удачно она соединяется с частью станка для формовки катушек петлевой якорной обмотки [2] Кроме того соединения всего станка для формовки катушек петлевой якорной обмотки с волновой частью дает возможность создать станок для формовки смешанной двухслойной катушки, состоящей из петлевой и волновой катушек, у которой две ножки петлевые и две ножки волновые [2] Получается универсальный станок для формовки смешанной катушки, из которого, методом отсечения частей, можно получить или только станок для формовки петлевых якорных катушек, или только станок для формовки волновых катушек. Поэтому описание станка для формовки волновых катушек производится с частью станка для формовки петлевых якорных катушек.
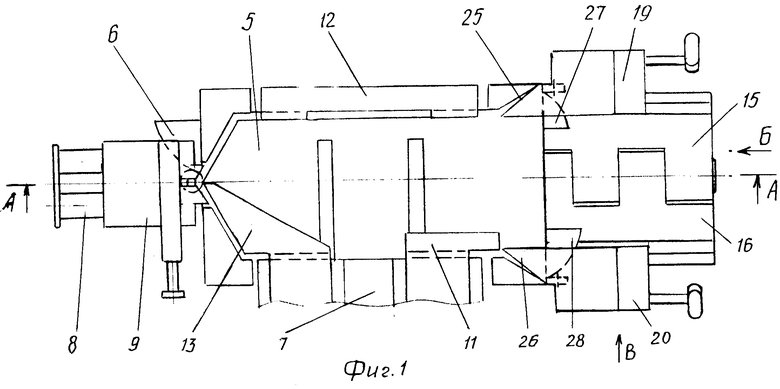
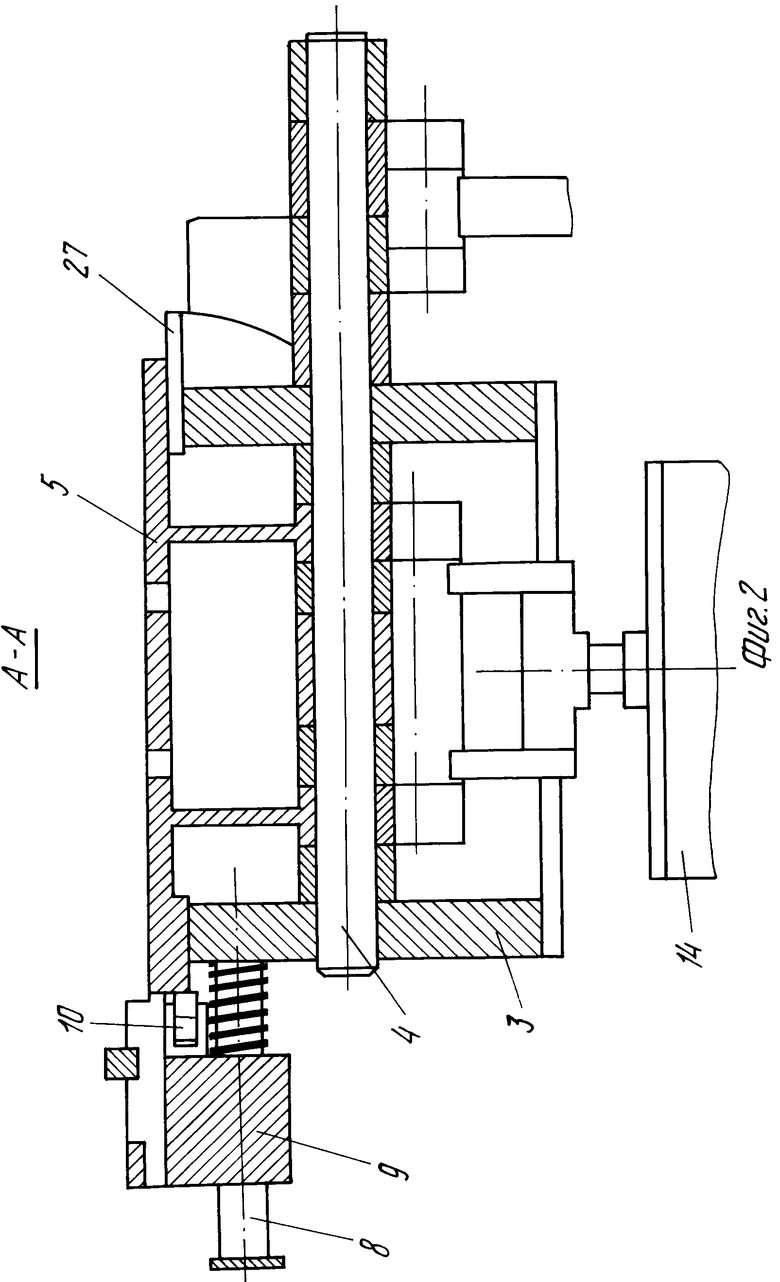
На фиг. 1 изображен станок, вид сверху; на фиг.2 сечение А-А фиг.1; на фиг.3 вид Б фиг.1; на фиг.4 вид В фиг.1.
Станок состоит из станины 1, сверху которой на регулируемых опорах 2 установлена рама 3 с закрепленным на ней механизмом пространственной формовки, состоящим из двух частей. На первом формуется полупетля, а на втором волновые концы катушки. Они объединены общей центральной осью 4 и каждая часть имеет свой привод.
Первая часть механизма состоит из нижнего шаблона 5 с одной криволинейной поверхностью 6 и верхнего шаблона 7. На раме 3 со стороны свободного торца установлены неподвижные направляющие элементы 8, на которых с возможностью возвратно-поступательного перемещения расположена каретка 9 с роликом 10, в которой закрепляется место сгиба заготовки (головка катушки). Пазовые части катушки закрепляются зажимами 11, 12, 13 на нижнем и верхнем шаблонах 5 и 7, соединенных с приводом 14, например, пневмоцилиндром.
Вторая часть механизма состоит из двух секторов 15 и 16, расположенных на общей центральной оси 4. На секторах расположены направляющие элементы 17 и 18, на которых с возможностью возвратно-поступательного движения установлены две каретки 19 и 20 с роликами 10, пластинами 21 и 22, зажимами 23 и 24 и формующими упорами 25 и 26. А на раме неподвижно закреплены две разные криволинейные поверхности 27, 28, которые в процессе формовки волновых ножек обкатываются роликами кареток 19 и 20. Сектора 15 и 16 тягами 29 и 30 соединены со вторым приводом 31, например, пневмоцилиндром, установленным центрично.
Станок работает следующим образом.
На станке устанавливают заготовку, выполненную в виде нескольких согнутых элементарных пластинчатых проводников. Заготовки могут быть в один, два или три слоя. Место сгиба заготовки (головку) зажимают в каретке 9. Пазовые части катушки закрепляются зажимами 11, 12 и 13 на нижнем 5 и верхнем 7 шаблонах. Включается привод, который вращает формующие шаблоны 5 и 7. Пазовые части катушки раздвигаются, заставляя перемещаться каретку 9 с зажатой в ней головкой катушки. Каретка 9 движется по направляющим элементам 8 своим роликом 10, обкатывая криволинейную поверхность 6 нижнего шаблона 5. Образуется полупетля с висящими в воздухе двумя прямыми концами. Концы катушки закладываются между пластинами двух кареток 19 и 20 и раздельно закрепляются зажимами 23 и 24. Затем включается второй привод, например пневмоцилиндр, и тягами 29 и 30 вращает сектора 15 и 16 с расположенными на их направляющих элементах 17 и 18 каретками 19 и 20. Так как катушка при формовке укорачивается в осевом направлении, каретки под действием зажатых в них концов заготовки приобретают кроме вращательного поступательные движения в осевом направлении и своими роликами 10 обкатывают две разные криволинейные поверхности 27 и 28, закрепленные на раме 3, которые ограничивают перемещение кареток, растягивая и напрягая ветви катушек. Когда вращение секторов 15 и 16 прекращается, каретки, набрав поступательную скорость, своими упорами 25 и 26 формуют волновые части катушек. После раскрепления всех зажимов 11, 12, 13, 23, 24 готовая катушка снимается со станка.
Опытный образец станка изготовлен и испытан на заводе по ремонту электроподвижного состава метрополитена г. Москва. По сравнению с ручными устройствами производительность поднялась в 6 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для формовки катушек петлевой якорной обмотки | 1984 |
|
SU1220061A1 |
| Станок для растяжки и формовки катушек петлевой якорной обмотки | 1976 |
|
SU663030A1 |
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Станок для растяжки и формовки секционных катушек петлевой якорной обмотки электрических машин | 1960 |
|
SU143880A1 |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОВИТКОВОЙ ЖЕСТКОЙ ШАБЛОННОЙ ПЕТЛЕВОЙ КАТУШКИ ДВУХСЛОЙНОЙ ОБМОТКИ СТАТОРА | 2012 |
|
RU2529012C2 |
| Устройство для рихтовки статорных катушек электрических машин | 1983 |
|
SU1157620A1 |
| Станок для изготовления секцийэлЕКТРичЕСКиХ МАшиН | 1979 |
|
SU828324A1 |
| Устройство для изготовления катушек статоров электрических машин | 1982 |
|
SU1089714A1 |

Использование: в электромашиностроении, как технологическое оборудование для изготовления катушек волновых обмоток электрических машин. Сущность изобретения: станок состоит из станины 1 и закрепленной на станине рамы 3. На общей оси 4 станка установлены две части механизма пространственной формовки. На первой части, связанной с приводом, формуется полупетля, а на втором, связанном с приводом 31, формуются волновые части катушки. Концы волновых частей закреплены в двух каретках 19 и 20, установленных на двух секторах 15 и 16, связанных с приводом 31, с возможностью независимых поступательных перемещений. Каретки 19 и 20 снабжены роликами, обкатывающими две разных криволинейных поверхности, расположенных на раме 3. 4 ил.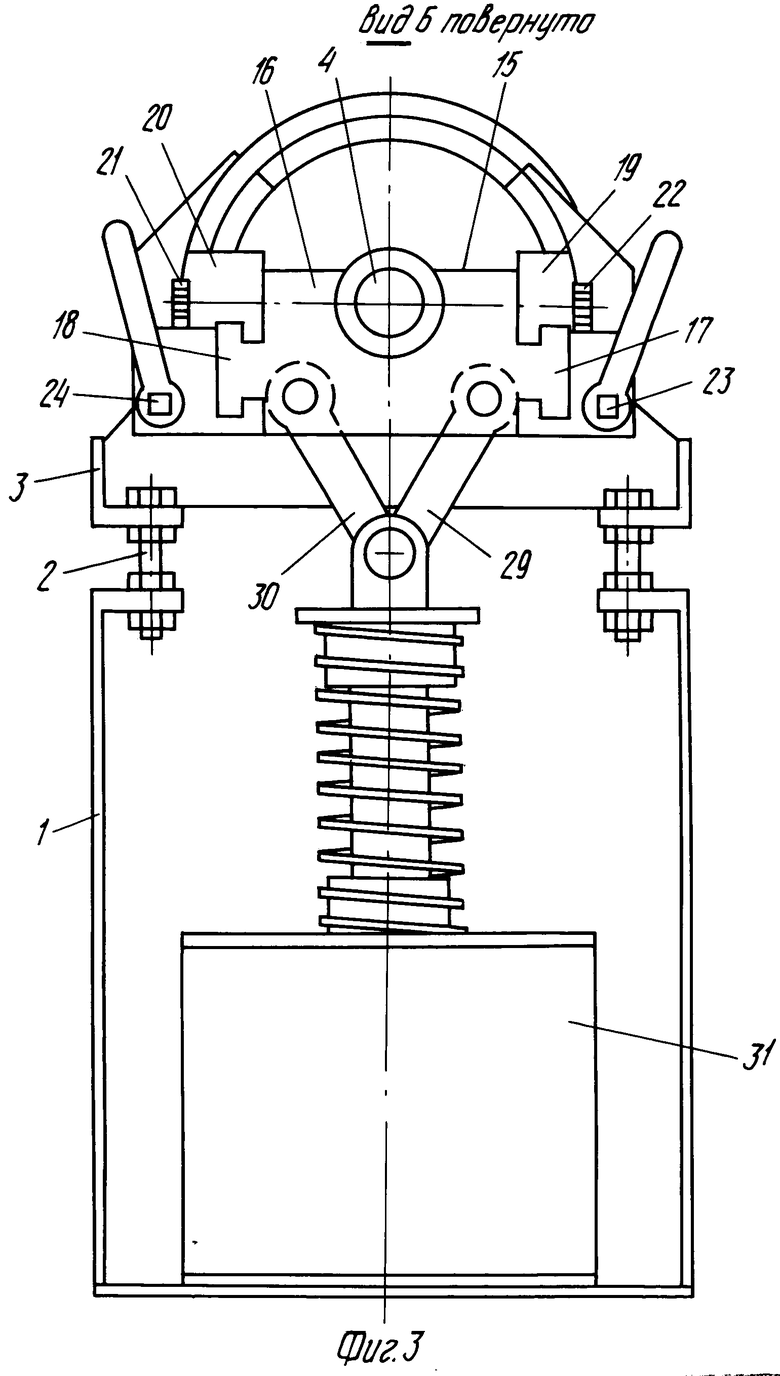
СТАНОК ДЛЯ ФОРМОВАНИЯ КАТУШЕК ВОЛНОВОЙ ОБМОТКИ, содержащий раму с механизмом пространственной формовки, отличающийся тем, что снабжен двумя каретками, установленными на двух секторах, соединенных с приводом с возможностью независимых возвратно-поступательных перемещений от воздействия формуемых волновых частей катушки с закрепленными в каретках концами, элементами с криволинейными поверхностями, расположенными на раме, при этом каретка снабжена роликами, имеющими возможность обкатывания по криволинейным поверхностям.
| Станок для формовки катушек петлевой якорной обмотки | 1984 |
|
SU1220061A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
