Настоящее изобретение относится в основном к устройству и способу для формования под давлением пластмассового укупорочного средства и, более конкретно, к устройству и способу для осуществления выталкивания с помощью воздуха формованного укупорочного средства из соответствующей формовочной оснастки, улучшая, таким образом, высокоскоростное производство укупорочного средства и при этом избегая неприемлемой деформации укупорочного средства.
Пластмассовые укупорочные средства, изготовленные компрессионным формованием, нашли очень широкое применение на рынке, причем такие укупорочные средства особенно подходят при использовании для закупоривания газированных напитков, а также для других применений, требующих необходимые характеристики прочности и герметичности, которые могут обеспечить такие укупорочные устройства. Кроме того, таким типам укупорочных средств можно легко придать форму для обеспечения индикации несанкционированного вскрытия, обеспечивая, таким образом, потребителю требуемое качество продукта.
Патенты США №№4378893, 4407422, 4418828 и 4978017, включенные здесь посредством ссылки, иллюстрируют конструкции пластмассовых укупорочных средств, включая укупорочные средства, которым можно придавать форму для индикации несанкционированного вскрытия и которые могут быть эффективно и экономно сформованы с помощью компрессионного формования. Патенты США №№4343754, 4497765, 5554327, 5670100 и 5866177, включенные здесь посредством ссылки, описывают способы и устройства, с помощью которых пластмассовые укупорочные средства могут быть сформованы с помощью компрессионного формования.
Для обычных применений укупорочное устройство, сформованное с помощью компрессионного формования, включает в себя элемент удерживания, обычно в форме спиральной резьбовой структуры на внутренней поверхности участка юбки укупорочного средства. Пуансон оснастки для компрессионного формования, иногда называемый формовочным пальцем, включает в себя внешнюю формовочную поверхность, которая соответствующим образом сконструирована для формования резьбовой структуры укупорочного средства. Для того чтобы ускорить высокоскоростное производство таких укупорочных средств, обычно на практике формованное пластмассовое укупорочное средство механически «срывают» с формовочного пальца без какого-либо относительного вращения для «откручивания» укупорочного средства с формовочного пальца. Механическое срывание посадки с натягом между формованным укупорочным средством и формовочным пальцем требует, чтобы участок юбки укупорочного средства был деформирован извне, так как резьба укупорочного средства выталкивается из канавок или других деталей формовочного пальца, внутри которого она формуется.
Опыт показывает, что деформация резьбовой структуры, которая может возникнуть в результате такого срывания, обычно действует на ограничение скоростей, с которыми пластмассовые укупорочные средства могут быть сформованы. Хотя ротационные компрессионные формовочные машины включают в себя охлаждающие проходы внутри элементов формовочной оснастки, скорости работы обычно ограничены временем, требующимся для достаточного отверждения формованной резьбовой структуры, чтобы позволить механическое срывание каждого укупорочного средства с его соответствующего формовочного пальца без неприемлемой деформации резьбовой структуры или других частей укупорочного средства.
Ранее были сделаны попытки улучшить это механическое срывание резьбового пластмассового укупорочного средства с соответствующей оснастки пуансона. Для формования под давлением укупорочных средств использовали сжатый газ, направляемый в формованное пластмассовое укупорочное средство во время его снятия с соответствующей оснастки. Также были сделаны попытки введения таких приспособлений для воздушного выталкивания в оборудование для компрессионного формования, которые проиллюстрированы в патенте США №5786079, включенном здесь посредством ссылки, и в опубликованной международной заявке WO 01/32390, включенной здесь посредством ссылки. Однако эти ранее известные устройства нежелательно увеличили сложность оснастки и в одной из конструкций потребовалось предусматривать воздушный проход, который обычно имеет тенденцию уменьшать размеры охлаждающих проходов внутри оснастки. Такие устройства, как правило, были ограничены в размере проходов, предусмотренных для направления воздуха в формованное укупорочное устройство, и были сконструированы так, что это могло нежелательно привести к утончению металлических частей оснастки, снижающему износостойкость.
Настоящее изобретение направлено на разработку улучшенного устройства для компрессионного формования пластмассовых укупорочных средств и на способ, который улучшает высокоскоростное производство укупорочных средств путем введения сжатого газа, обычно воздуха, в формованное укупорочное средство при его снятии с соответствующего формовочного пальца пуансона, с системой, желательно сконструированной для сохранения целостности соответствующей оснастки и позволяющей рентабельное применение в оборудовании для компрессионного формования.
Согласно первому объекту настоящего изобретения создано устройство для формования пластмассового укупорочного средства, содержащее узел пуансона, включающий в себя центральный формовочный палец и внешнюю втулку пальца, внутри которой расположен формовочный палец; и матрицу, которая взаимодействует с узлом пуансона для образования формовочной полости, для формования пластмассового укупорочного средства, имеющего участок верхней стенки и кольцевой участок юбки, причем узел пуансона и матрица перемещаются относительно друг друга для открытия формовочной полости для снятия формованного пластмассового укупорочного средства со свободного торца центрального формовочного пальца, причем узел пуансона образует, по меньшей мере, один воздушный проход, проходящий в осевом направлении между центральным формовочным пальцем и внешней втулкой пальца, причем воздушный проход имеет сообщение по текучей среде с формовочной полостью, чтобы обеспечить направление сжатого воздуха в формовочное пластмассовое укупорочное средство после снятия с матрицы для облегчения снятия укупорочного средства с центрального формовочного пальца; при этом устройство включает в себя множество воздушных проходов, проходящих в осевом направлении между центральным формовочным пальцем и внешней втулкой пальца.
Предпочтительно устройство включает в себя, по меньшей мере, один периферийный канал, проходящий между формовочным пальцем и втулкой пальца, соединяя множество воздушных проходов по текучей среде.
Предпочтительно узел пуансона включает в себя выталкивающую втулку, расположенную вокруг внешней втулки пальца, причем формовочный палец и выталкивающая втулка перемещаются относительно друг друга так, что взаимодействие выталкивающей втулки с участком юбки формованного пластмассового укупорочного средства сдвигает пластмассовое укупорочное средство с формовочного пальца; при этом выталкивающая втулка герметично входит в контакт с укупорочным средством, когда сжатый воздух направляется в укупорочное средство из воздушного прохода.
Предпочтительно внешняя часть формовочного пальца имеет такую конфигурацию, чтобы формовать пластмассовое укупорочное средство, по меньшей мере, с одним элементом удерживания на внутренней поверхности участка юбки, причем воздушный проход сообщается с формовочной полостью в области между элементом удерживания и поверхностью укупорочного средства, которое герметично входит в контакт с выталкивающей втулкой.
Предпочтительно выталкивающая втулка взаимодействует со свободной кромкой участка юбки формованного пластмассового средства.
Предпочтительно центральный формовочный палец и внешняя втулка пальца перемещаются относительно друг друга и образуют кольцевую формовочную поверхность, примыкающую к свободной кромке участка юбки укупорочного пластмассового средства; при этом участок юбки укупорочного средства включает в себя, по меньшей мере, один элемент индикации несанкционированного вскрытия, образуемого на кольцевой формовочной поверхности.
Предпочтительно центральный формовочный палец и внешняя втулка пальца перемещаются относительно друг друга и образуют взаимодействующие кольцевые поверхности для регулирования потока сжатого воздуха в формованное пластмассовое укупорочное средство.
Согласно второму объекту настоящего изобретения создан способ формования пластмассового укупорочного средства, включающий формование в полости, образованной узлом пуансона и матрицей, которая взаимодействует с узлом пуансона, пластмассового укупорочного средства, имеющего участок верхней стенки, кольцевой участок юбки, отходящий от участка верхней стенки, и, по меньшей мере, один элемент удерживания на внутренней поверхности кольцевого участка юбки, причем узел пуансона дополнительно содержит, по меньшей мере, один воздушный проход, сообщающийся по текучей среде с кольцевым участком юбки формуемого пластмассового укупорочного средства; и снятие укупорочного средства с узла пуансона после направления сжатого воздуха через, по меньшей мере, один воздушный проход в отформованное пластмассовое укупорочное средство в области между элементом удерживания и свободной кромкой участка юбки при герметизации свободной кромки участка юбки пластмассового укупорочного средства от потери воздушного давления, таким образом деформируя укупорочное средство для выведения из зацепления с узлом пуансона.
Предпочтительно узел пуансона дополнительно содержит центральный формовочный палец, внешнюю втулку пальца, внутри которой располагается формовочный палец, а, по меньшей мере, один воздушный проход проходит в осевом направлении между ними.
Предпочтительно узел пуансона содержит множество воздушных проходов.
Предпочтительно потоком сжатого воздуха через воздушный проход управляют с помощью относительного осевого перемещения центрального формовочного пальца и внешней втулки пальца.
Предпочтительно узел пуансона дополнительно содержит выталкивающую втулку, окружающую узел пуансона и выполненную с возможностью независимого перемещения вдоль своей радиальной оси для герметичного взаимодействия со свободным концом юбки отформованного пластмассового укупорочного средства.
Таким образом, настоящее изобретение направлено на создание устройства для формования пластмассового укупорочного средства и способа функционирования, который улучшает высокоскоростное производство укупорочных средств путем введения сжатого газа (воздуха) в формованное пластмассовое укупорочное средство во время той части цикла формования, в которой укупорочное средство механически «срывается» с соответствующего формовочного пальца пуансона. В иллюстрируемом варианте осуществления, в котором устройство сконструировано для формования укупорочного средства, включающего в себя элемент удерживания, обычно в форме спиральной резьбовой структуры для закрепления укупорочного средства на соответствующем контейнере, устройство сконструировано таким образом, что оно направляет сжатый воздух в укупорочное средство в область между элементом удерживания и свободной кромкой укупорочного средства. Было обнаружено, что это желательно создает силы на внутренней части укупорочного средства, в частности, в области элемента удерживания (резьбовая структура), которые существенно улучшают высокоскоростное снятие укупорочного средства с соответствующего формовочного пальца пуансона.
Введение системы воздушного выталкивания в оснастку компрессионного формования, в частности, улучшается с помощью направления воздуха в формованное укупорочное средство через один или более проходов, образуемых между формовочным пальцем пуансона и соответствующей внешней втулкой пальца. Проходы с требуемой площадью сечения потока могут быть легко образованы при сохранении целостности формовочной оснастки и без необходимости уменьшения размера и/или числа охлаждающих проходов, которые обычно предусмотрены в оснастке компрессионного формования для способствования отверждению расплавленной пластмассы после ее компрессионного формования.
Согласно иллюстрируемому варианту осуществления устройство для формования пластмассового укупорочного средства содержит узел пуансона, включающий в себя центральный формовочный палец и внешнюю втулку пальца, внутри которой располагается формовочный палец. Устройство дополнительно включает в себя матрицу, которая взаимодействует с пуансоном для образования в основном чашеобразной формовочной полости для формования пластмассового укупорочного средства, имеющего участок верхней стенки и кольцевой участок юбки. Узел пуансона и матрица перемещаются относительно друг друга для открытия формовочной полости для снятия формованного пластмассового укупорочного средства со свободного торца центрального формовочного пальца.
В иллюстрируемом варианте осуществления узел пуансона включает в себя выталкивающую втулку, расположенную вокруг внешней втулки пальца, причем формовочный палец и выталкивающая втулка перемещаются относительно друг друга для того, чтобы зацепление выталкивающей втулки с участком юбки формованного пластмассового укупорочного средства сдвигало пластмассовое укупорочное средство с формовочного пальца. Когда пластмассовое укупорочное средство формуется с элементом удерживания, например, в виде спиральной резьбовой структуры на внутренней поверхности участка юбки, выталкивающая втулка действует таким образом, что срывает формованное пластмассовое укупорочное средство с центральной части формовочного пальца путем смещения резьбовой структуры с формовочного пальца.
Узел пуансона образует, по меньшей мере, один воздушный проход, который проходит в осевом направлении между центральным формовочным пальцем и внешней втулкой пальца. Воздушный проход может быть соединен по текучей среде с формовочной полостью для направления сжатого воздуха в формованное пластмассовое укупорочное средство после снятия с матрицы, тем самым облегчая снятие укупорочного средства с центрального формовочного пальца. Устройство, в частности, сконструировано таким образом, что воздушный проход сообщается с формовочной полостью в области между элементом удерживания формованного укупорочного средства и поверхностью укупорочного средства, обычно свободной кромкой участка юбки, который герметично контактирует с выталкивающей втулкой. С помощью такой конструкции формованное укупорочное средство герметизируется на выталкивающей втулке, когда сжатый воздух направляется в укупорочное средство. Укупорочное средство расширяется во внешнюю сторону так, как это происходит при надувании шара, облегчая, таким образом, механическое срывание укупорочного средства с центрального формовочного пальца, включая снятие резьбовой структуры с внешней поверхности формовочного пальца, внутри которого формуется резьбовая структура.
Согласно предпочтительному варианту осуществления центральный формовочный палец и внешняя втулка пальца перемещаются относительно друг друга и образуют кольцевую формовочную поверхность, примыкающую к свободной кромке участка юбки пластмассового укупорочного средства. В обычной конфигурации участок юбки пластмассового укупорочного средства включает в себя, по меньшей мере, один элемент индикации несанкционированного вскрытия, причем этот элемент формуется на кольцевой формовочной поверхности центрального формовочного пальца. В частности, эта область раздела между внешней втулкой пальца и центральным формовочным пальцем действует таким образом, чтобы обеспечивать механизм, подобный действию клапана, который регулирует и дросселирует сжатый воздух, направляемый в формованное пластмассовое укупорочное средство при выталкивании после формования.
Предпочтительные признаки настоящего устройства улучшают эффективную высокоскоростную работу и в тоже время исключают нежелательный износ формовочной оснастки. В предпочтительном варианте осуществления множество воздушных проходов проходят в осевом направлении между центральным формовочным пальцем и внешней втулкой пальца узла пуансона, с одним или более кольцевых каналов, проходящих между формовочным пальцем и втулкой пальца, соединяющей множество воздушных проходов так, чтобы они сообщались по текучей среде. В иллюстрируемом варианте осуществления предусматривается пара кольцевых каналов, соединяющих множество осевых воздушных проходов, причем верхний из каналов распределяет воздух среди воздушных проходов, а нижний из кольцевых каналов желательно действует как накопитель для сжатого воздуха. В предпочтительном варианте множество осевых воздушных проходов располагаются таким образом, чтобы сбалансировать реактивные силы, создаваемые воздушным давлением между центральным формовочным пальцем и внешней втулкой пальца, избегая, таким образом, нежелательного соприкосновения или износа формовочной оснастки, что, с другой стороны, может привести к дисбалансу, создаваемому внутри формовочной оснастки подачей сжатого воздуха между формовочным пальцем и втулкой пальца.
С помощью деформации, направленной изнутри наружу, или с помощью надувания участка юбки формованного пластмассового укупорочного средства сила, требуемая для механического срывания пластмассового укупорочного средства с формовочного пальца, преимущественно уменьшается. Это приводит к меньшей деформации укупорочного средства, которая в противном случае может проявляться в виде выпученных частей укупорочного средства, в частности, в области элемента индикации несанкционированного вскрытия, а также в виде деформированной резьбы.
Другие признаки и преимущества настоящего изобретения будут легко понятны из последующего подробного описания, прилагаемых чертежей и формулы изобретения. На чертежах:
Фиг.1 - схематичный вид устройства для формования пластмассового укупорочного средства, воплощающего в себе принципы настоящего изобретения;
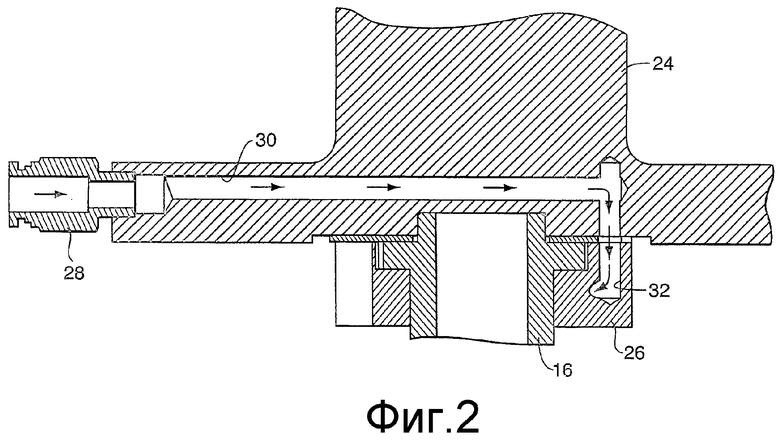
Фиг.2 - относительно увеличенный частичный вид устройства с Фиг.1, на котором не показан формовочный палец устройства;
Фиг.3 - схематичный вид в разрезе устройства с Фиг.1 по линии 3-3;
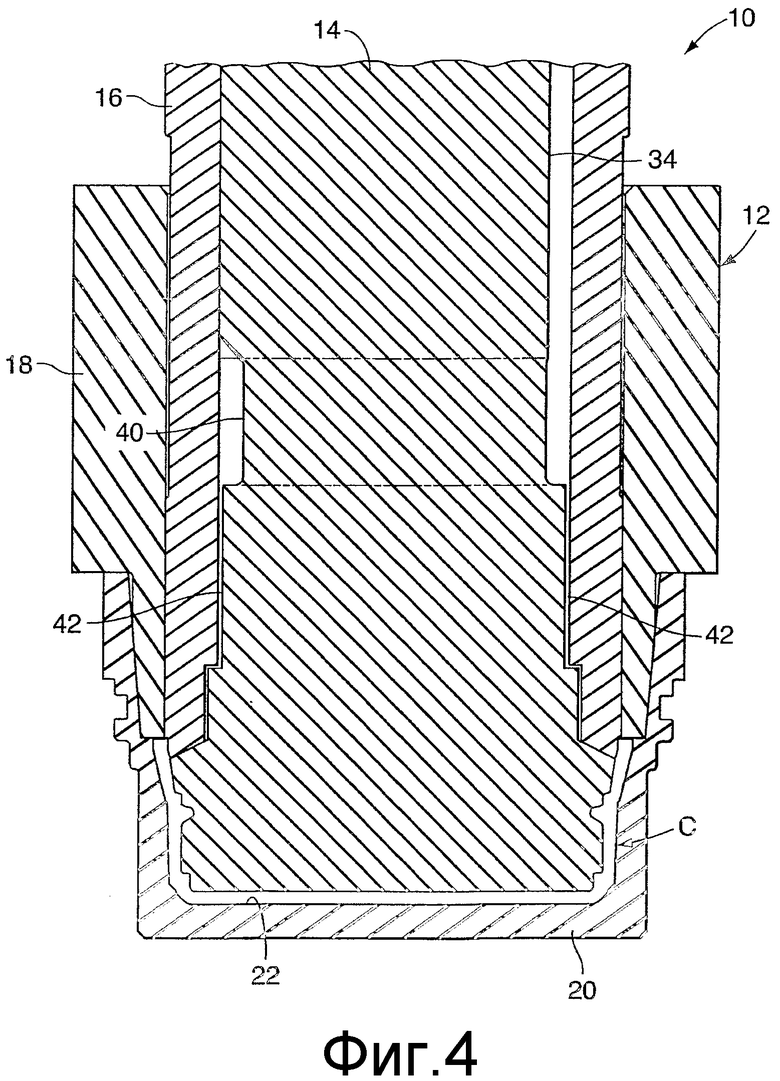
Фиг.4 - относительно увеличенный схематичный вид устройства с Фиг.1, иллюстрирующий устройство в закрытом положении для формования внутри него пластмассового укупорочного средства;
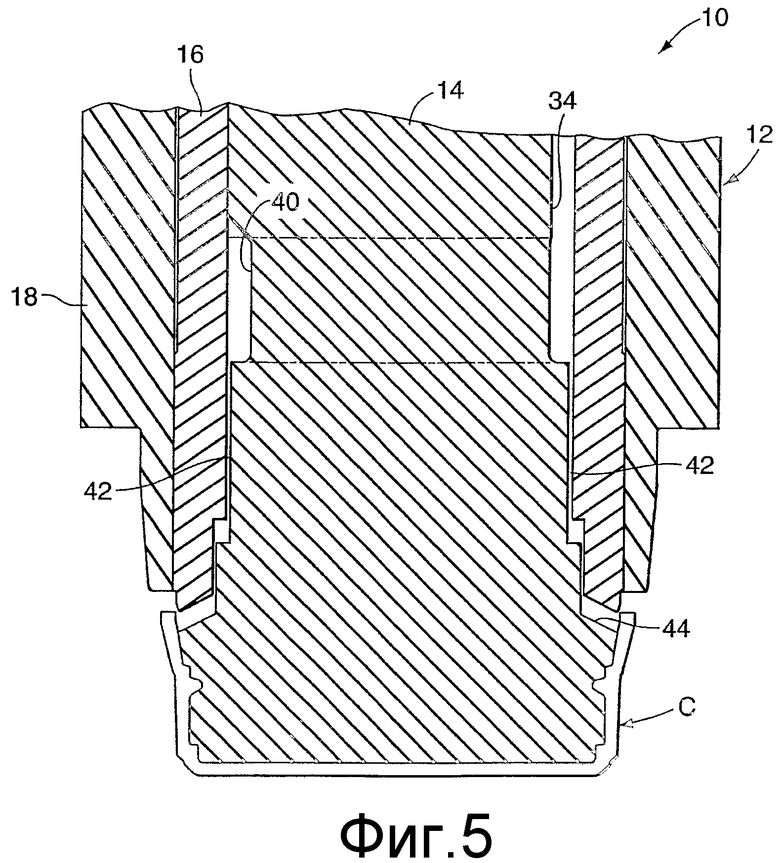
Фиг.5 - вид, подобный Фиг.4, иллюстрирующий настоящее устройство в открытом состоянии, в начале снятия формованного пластмассового средства с соответствующего формовочного пальца;
Фиг.6 - вид, подобный Фиг.5, дополнительно иллюстрирующий снятие формованного пластмассового укупорочного средства с соответствующего формовочного пальца, причем с укупорочным средством, герметизированным на соответствующей выталкивающей втулке, и введенным в него сжатым воздухом;
Фиг.7 - вид, подобный Фиг.6, дополнительно иллюстрирующий снятие формованного укупорочного средства с соответствующего формовочного пальца, схематично иллюстрирующий силы сжатого воздуха, действующие на внутреннюю поверхность иллюстрируемого пластмассового укупорочного средства для облегчения его снятия с соответствующего формовочного пальца; и
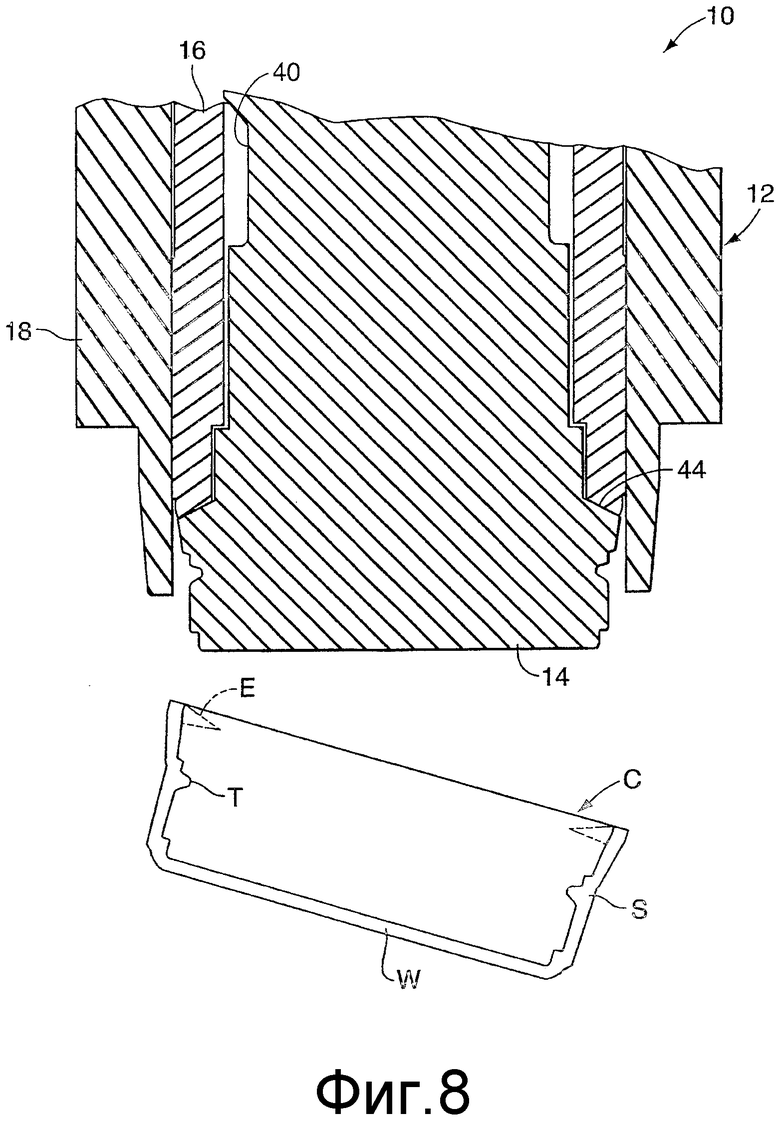
Фиг.8 - схематичный вид этапа завершения снятия формованного пластмассового укупорочного средства с формовочного пальца соответствующей оснастки.
Хотя настоящее изобретение допускает варианты осуществления в различных формах, здесь на чертежах показан и далее будет описан предпочтительный в настоящее время вариант осуществления, с пониманием того, что настоящее раскрытие должно рассматриваться как иллюстративный пример изобретения и оно не ограничивает изобретение до конкретного иллюстрируемого варианта осуществления.
Настоящее изобретение направлено на разработку устройства компрессионного формования и способа формования, который улучшает высокоскоростное производство формованных пластмассовых укупорочных средств или подобных изделий путем введения сжатого воздуха в формованное укупорочное средство при его выталкивании из соответствующей оснастки. В типовых устройствах компрессионного формования ротационные или револьверные машины для компрессионного формования включают в себя множество узлов формовочной оснастки, которые конструируются для работы во время вращательного движения машины для компрессионного формования. Каждый узел оснастки передвигается относительно соответствующего экструдера или подобного устройства и соответствующего измерительного механизма, который помещает заданное количество расплавленной пластмассы в каждый из формовочных узлов, когда они находятся в открытом состоянии. Постоянное вращательное движение устройства вызывает закрытие каждого формовочного узла обычно с помощью кулачкового воздействия, посредством чего количество расплавленного материала сжимается между формовочным пальцем пуансона и полостью матрицы, формируя, таким образом, формованное пластмассовое укупорочное средство. В формовочной оснастке обычно предусматриваются внутренние охлаждающие проходы, по которым охладитель циркулирует, когда машина для компрессионного формования вращается для того, чтобы расплавленная пластмасса быстро отвердела в требуемое формованное пластмассовое укупорочное средство в виде чаши.
После того как пластмассовое укупорочное средство будет сформовано и затвердеет достаточно для того, чтобы можно было извлечь его из формовочной оснастки, формовочная оснастка открывается, чтобы можно было снять укупорочное средство. Обычно узел пуансона и соответствующий узел матрицы перемещаются относительно друг друга, открывая тем самым формованное укупорочное средство, когда оно находится в положении на узле пуансона. Так как пластмассовое укупорочное средство обычно формуется с частью, представляющей собой верхнюю стенку, с соответствующим кольцевым участком юбки и, по меньшей мере, с одним элементом удерживания, обычно спиральной резьбовой структурой на внутренней поверхности юбки укупорочного средства, укупорочное средство удерживается на оснастке пуансона с помощью, по существу, посадки с натягом, так как резьбовая структура удерживается в той части оснастки пуансона, в которой она формуется.
Хотя известно, что для снятия укупорочного средства с оснастки пуансона применяется «откручивание» формованного укупорочного средства, высокоскоростное производство ускоряется при применении механического срывания укупорочного средства с оснастки. Это обычно осуществляется относительным перемещением той части пуансона, которая удерживает укупорочное средство, относительно соответствующей выталкивающей или съемной втулки, которая входит в контакт со свободной кромкой юбки укупорочного средства. Таким образом, осевые силы, возникающие на участке юбки приводят к его деформации, направленной изнутри наружу, когда резьбовая структура укупорочного средства перемещается из области оснастки пуансона, в которой она формуется. Так как резьбовая структура из-за ее поперечного сечения обычно является одной из последних частей укупорочного средства, которая полностью отвердевает, скорость работы устройства формования обычно ограничивается временем, требуемым на отвердевание резьбовой структуры, достаточное, чтобы избегать ее неприемлемую деформацию, когда укупорочное средство механически срывается с оснастки пуансона.
Настоящее изобретение направлено на разработку устройства для компрессионного формования, включающего в себя узел пуансона, который специально сконструирован так, чтобы улучшать высокоскоростное производство путем направления сжатого воздуха в формованное пластмассовое укупорочное средство во время этапа выталкивания цикла формования. Очень важно, так как настоящее изобретение уменьшает силы, действующие на резьбовую структуру укупорочного средства во время выталкивания, что скорости работы формовочных устройств могут быть значительно увеличены, существенно улучшая, таким образом, эффективность производства. Как будет понятно, такие увеличенные скорости формования являются прямым результатом уменьшенных напряжений, которым подвергается резьбовая структура укупорочного средства, позволяющим иметь более высокие скорости работы без неприемлемой деформации укупорочного средства.
Обратимся теперь к чертежам, на которых показан узел 10 формовочной оснастки пластмассового укупорочного средства, воплощающий принципы настоящего изобретения. Как будет понятно специалистам в данной области техники, узел 10 формовочной оснастки сконструирован для выполнения компрессионного формования пластмассового материала в имеющейся в нем формовочной полости, как это будет описано далее. Узел формовочной оснастки обычно является одним из многочисленных инструментов, устанавливаемых на ротационной или револьверной машине для компрессионного формования с приводным вращением машины, чередующим каждый узел оснастки через необходимые этапы для производства пластмассового укупорочного средства. Как известно из предшествующего уровня техники, узел 10 формовочной оснастки обычно включает в себя внутренние охлаждающие проходы (не показаны) для ускорения затвердевания формованного пластмассового укупорочного средства, чтобы создать достаточный предел прочности сжатого стержня в боковой стенке укупорочного средства или в участке юбки, чтобы обеспечить срывание укупорочного средства с формовочной оснастки, способствуя, таким образом, высокоскоростному производству.
Как показано, узел 10 формовочной оснастки включает в себя узел 12 пуансона, включающий в себя центральный формовочный палец 14, и внешнюю втулку 16 пальца, внутри которой располагается формовочный палец. Дополнительно узел пуансона включает в себя выталкивающую втулку 18, располагаемую вокруг внешней втулки 16 пальца, причем формовочный палец 14 и выталкивающая втулка 18 перемещаются относительно друг друга так, чтобы вхождение в контакт выталкивающей втулки с участком юбки формованного пластмассового укупорочного средства сдвигало пластмассовое укупорочное средство с формовочного пальца. Выталкивание, осуществляемое таким образом, будет описано далее.
Узел 10 формовочной оснастки дополнительно включает в себя матрицу, которая взаимодействует с узлом 12 пуансона для образования формовочной полости 22 для формования пластмассового укупорочного средства. Пластмассовое укупорочное средство, обозначенное буквой С и схематично показанное на чертежах, включает в себя участок верхней стенки W и кольцевой участок юбки или боковую стенку S. Кольцевой участок S юбки включает в себя, по меньшей мере, один элемент удерживания на ее внутренней поверхности для закрепления укупорочного средства на соответствующем контейнере. Элемент удерживания обычно содержит резьбовую структуру, обозначенную буквой Т, но будет понятно, что эта конкретная конфигурация элемента удерживания может изменяться и при этом соответствовать принципам, раскрываемым в настоящем изобретении.
Узел 10 формовочной оснастки переносится задвижкой 24 соответствующей ротационной машины для компрессионного формования. Фиксатор 26 втулки пальца обычно располагается под задвижкой 24, смежно с внешней втулкой 16 пальца узла оснастки. Работа узла оснастки обычно производится под воздействием соответствующих кулачков, которые действуют на относительное перемещение различных элементов оснастки, чтобы закрывать формовочную полость после того, как заранее определенное количество расплавленного пластмассового материала в нее поступит. Приведение в действие оснастки осуществляет компрессионное формование пластмассы для формования пластмассового укупорочного средства в формовочной полости, после чего оснастка открывается, чтобы способствовать снятию формованного укупорочного средства, в частности снятию формованного укупорочного средства с конца центрального формовочного пальца 14 в виде плунжера. Силы для компрессионного формования пластмассы обычно направлены через задвижку 24, втулку 16 пальца, формовочный палец 14 и матрицу 20.
Согласно настоящему изобретению устройство формования выполнено с возможностью направления сжатого газа, обычно воздуха, в формованное пластмассовое укупорочное средство, для ускорения его снятия с центрального формовочного пальца 14. С этой целью предусматривается конструкция подачи воздуха для направления сжатого воздуха в пластмассовое укупорочное средство, формованное внутри полости 22. В то время как использование сжатого воздуха для осуществления изобретения на практике в настоящее время предпочтительно, будет понятно, что иной, нежели воздух, подходящий газ может быть использован для осуществления на практике настоящего изобретения. Таким образом, должно быть понятно, что использование здесь термина «воздух» со ссылкой на газ, который сжимается для ускорения выталкивания укупорочного средства, имеет намерением включать в себя другие подходящие газы.
Как показано на Фиг.1 и 2, конструкция подачи воздуха включает в себя муфту 28, установленную на скобе 24, причем муфта взаимодействует с внутренним проходом 30, образованным задвижкой. Сжатый воздух, направляемый через муфту 28 в проход 30, подается в сборку формовочной оснастки из соответствующего устройства вращения, которое обеспечивает действие подобно клапану для направления сжатого воздуха в узел оснастки во время той части цикла формования, в которой происходит выталкивание формованного укупорочного устройства. В то время как использование устройства вращения (не показано) в настоящее время предпочтительно, специалистам в данной области техники будет понятно, что другие клапанные системы, такие как подходящие электромеханические клапаны или подобные, могут быть альтернативно использованы для прохода сжатого воздуха в оснастку во время соответствующей части цикла формования.
Проход 30 задвижки 24 имеет сообщение по текучей среде с проходом 32, границы которого образованы фиксатором 26 втулки пальца, причем проход 32, в свою очередь, сообщается с отверстием, границы которого образованы втулкой 16 пальца, и осевым воздушным проходом 34, границы которого находятся между формовочным пальцем 14 и внешней втулкой 16 пальца. Хотя настоящее изобретение предполагает, что, по меньшей мере, один воздушный проход 34 будет предусмотрен между формовочным пальцем 14 и втулкой 16 пальца, в настоящее время предпочтительно, чтобы было предусмотрено множество воздушных проходов, проходящих в осевом направлении между формовочным пальцем и внешней втулкой пальца. Предпочтительный в настоящее время вариант компоновки таких воздушных проходов проиллюстрирован на Фиг.3, которая показывает поперечное сечение формовочного пальца 14 и внешней втулки 16. Предпочтительное выполнение множества воздушных проходов, размещаемых таким образом, чтобы балансировать силы, действующие на формовочный палец, позволяет избежать нежелательного сцепления и износа элементов оснастки. В иллюстрируемой компоновке оснастка предусматривается с вышеупомянутым воздушным проходом 34, так же как и пара воздушных проходов 36, 36', которые располагаются таким образом, чтобы сбалансировать силы, действующие между формовочным пальцем 14 и втулкой 16 пальца. Хотя согласно настоящему изобретению, может быть использована пара расположенных диаметрально напротив друг друга проходов, опыт показывает, что использование трех воздушных проходов 34, 36, 36' положительно воздействует на обеспечение стабильной балансировки сил между формовочным пальцем и втулкой пальца. При таком расположении нежелательное сцепление между элементами оснастки исключается. Как будет понятно, может быть предусмотрено более трех проходов между формовочным пальцем и втулкой пальца с желательным эффектом балансировки сил, создаваемых воздушным давлением внутри узла оснастки, избегая, таким образом, сцепления и нежелательного износа.
Как будет понятно, расположение воздушных проходов 34, 36, 36', проходящих между формовочным пальцем и втулкой пальца, желательно исключает необходимость дополнительных внутренних элементов внутри узла оснастки. Точнее, проходы могут быть образованы формированием областей в виде каналов в области раздела формовочного пальца и втулки пальца. Воздушные проходы желательно могут быть образованы без какого-либо существенного снижения конструкционной целостности оснастки и без необходимости уменьшения размеров охлаждающих проходов (не показаны) внутри узла оснастки.
Для того чтобы обеспечить требуемое распределение сжатого воздуха между множеством воздушных проходов, узел оснастки включает в себя, по меньшей мере, один кольцевой канал 38, проходящий между формовочным пальцем 14 и втулкой 16 пальца для соединения по текучей среде множества воздушных проходов друг с другом. Кольцевой канал 38 распределяет сжатый воздух, вводимый в узел оснастки, по множеству воздушных проходов, предусмотренных между втулкой пальца и формовочным пальцем, достигая, таким образом, требуемую балансировку сил, действующих между формовочным пальцем и втулкой пальца.
Согласно иллюстрируемому варианту осуществления в настоящее время предпочтительно, чтобы был предусмотрен другой кольцевой канал 40, обычно располагаемый в осевом направлении по отношению к каналу 38. Канал 40 также имеет сообщение по текучей среде с множеством воздушных проходов 34, 36, 36' и желательно функционирует как накопитель для накапливания сжатого воздуха до введения воздуха в формованное пластмассовое укупорочное средство.
Сжатый воздух из канала 40 направляется в формовочную полость 22 по множеству более маленьких проходов 43, которые расположены по периферии вокруг формовочного пальца 14, обычно между формовочным пальцем и отдаленным от центра концом внешней втулки 16 пальца. Проходы 42 могут быть образованы плоскостями, образуемыми формовочным пальцем 14, причем настоящий вариант осуществления включает в себя восемь таких проходов.
Конкретная конфигурация узла 10 формовочной оснастки настоящего устройства, конечно, будет зависеть от конкретных особенностей конструкции формуемого пластмассового укупорочного средства С. Для многих применений желательно предусматривать на укупорочном средстве С возможности индикации несанкционированного вскрытия, и с этой целью пластмассовое укупорочное устройство обычно обеспечивается, по меньшей мере, одним элементом индикации несанкционированного вскрытия, предусматриваемым на внутренней поверхности участка юбки укупорочного средства. Такие элементы индикации несанкционированного вскрытия схематически показаны пунктирными линиями Е на Фиг.8, причем такие типы элементов индикации несанкционированного вскрытия обычно предусматриваются в виде одного или более выступов, которые выполнены для оперативного зацепления с соответствующим контейнером во время снятия укупорочного средства. Обычно предусматривается хрупкое соединение между нижним участком юбки укупорочного средства и остальной частью юбки; таким образом, зацепление одного или более элементов индикации несанкционированного вскрытия с соответствующим контейнером вызывает отламывание участка юбки и, таким образом, обеспечивает видимое свидетельство того, что укупорочное средство было частично или полностью снято с соответствующего контейнера.
Для того чтобы сформовать укупорочное средство С, имеющее один или более таких элементов Е индикации несанкционированного вскрытия, узел 10 формовочной оснастки конструируется таким образом, чтобы центральный формовочный палец 14 и внешняя втулка 16 пальца перемещались относительно друг друга и образовывали кольцевую формовочную поверхность 44, примыкающую к свободной кромке участка S юбки пластмассового укупорочного средства С. Фиг.5 иллюстрирует формовочный палец 14 и внешнюю втулку 16 пальца после такого относительного перемещения между собой, которое имело бы место после вынимания формованного укупорочного средства С из матрицы 20.
В частности, формовочная поверхность 44 не только обеспечивает поверхность, на которой формуется один или более элементов Е индикации, но дополнительно взаимодействует с сопрягаемой кольцевой поверхностью на отдаленном конце втулки 16 пальца так, что формовочный палец и втулка пальца действуют вместе для регулирования потока сжатого воздуха, направляемого в формованное укупорочное средство, когда воздух движется из проходов 42. Достигается эффект типа дросселирования, так как сжатый воздух направляется между формовочным пальцем и втулкой пальца. В настоящее время предпочтительно, если эта область в виде клапана не будет плотно заполнена воздухом, так как эта область желательно обеспечивает выходной путь для того, чтобы воздух выходил из формовочной полости 22 после того, как формовочный узел закрывается и пластмасса проходит вверх вокруг формовочного пальца 14. Выход воздуха во время этой части цикла формования особенно предпочтителен, чтобы избегать образования воздушных пузырей или пустот в формованных пластмассовых изделиях.
Относительное осевое перемещение формовочного пальца 14 и втулки 16 пальца может выполняться механически, например, с помощью кулачкового воздействия, но в типовых конструкциях оснастка конструируется для относительного перемещения, которое осуществляется вместе с открытием формовочного узла, путем отделения матрицы 20 от узла 12 пуансона.
После относительного перемещения формовочного пальца 14 и втулки 16 пальца, показанных на Фиг.5 для облегчения снятия элементов индикации несанкционированного вскрытия пластмассового укупорочного средства С, снятие пластмассового укупорочного средства с формовочного пальца осуществляется «срыванием» пластмассового укупорочного средства с формовочного пальца безотносительно вращения или «откручивания» резьбовой структуры или другого удерживающего элемента укупорочного средства с деталей формовочного пальца, в которых формуется резьбовая структура. Выталкивание укупорочного средства осуществляется относительным перемещением формовочного пальца 14 и внешней втулки 16 пальца относительно выталкивающей втулки 18. Опять-таки, такое относительное перемещение обычно выполняется с помощью кулачкового воздействия, такого как перемещение вверх формовочного пальца и втулки пальца относительно вертикально зафиксированной выталкивающей втулки 18.
Ранее выталкивание пластмассового укупорочного средства осуществлялось созданием выталкивающей втулкой 18 достаточной силы на свободной кромке участка юбки укупорочного средства так, чтобы вынуждать структуру резьбы укупорочного средства сдвигаться с и от формовочного пальца 14. Это, конечно, требует того, чтобы укупорочное средство полностью отвердело, чтобы избегать излишнего вздутия или деформации участка юбки, в частности, в области полосы индикации несанкционированного вскрытия. Кроме того, относительно большие силы, которые обычно воздействовали на только что сформованные резьбы укупорочных средств, ограничивали скорости формования, поскольку резьбы должны были достаточно отвердеть, чтобы предотвратить неприемлемую деформацию, когда укупорочное средство с силой срывалось с формовочного пальца.
Согласно настоящему изобретению направление сжатого воздуха в укупорочное средство во время этапа выталкивания цикла формования очень существенно снижает напряжения, которым подвергается укупорочное средство, снижая, таким образом, уровень отвердевания и прочность, которую должно выдержать укупорочное средство при срывании. Это, в свою очередь, напрямую приводит к существенному повышению скоростей работы для устройств компрессионного формования.
Для того чтобы эффективно подать давление во внутрь укупорочного средства С, предполагается, что укупорочное средство в достаточной степени герметично у свободной кромки участка юбки укупорочного средства напротив выталкивающей втулки 18. На Фиг.6 показано укупорочное средство в этом герметичном положении относительно выталкивающей втулки 18, с кольцевой формовочной поверхностью 44 формовочного пальца и ее соответствующей смежной поверхностью на свободном конце втулки 16 пальца, открытом для облегчения снятия элементов индикации несанкционированного вскрытия укупорочного средства.
Сжатый воздух направляется в пластмассовое укупорочное средство из накопительного кольцевого канала 40 через множество воздушных проходов 42 и пересекает кольцевую формовочную поверхность 44. С помощью такой компоновки сжатый воздух направляется в пластмассовое укупорочное средство в область между резьбовой структурой Т или другим элементом удерживания укупорочного средства и поверхностью укупорочного средства, которая входит в контакт с выталкивающей втулкой 18, обычно свободной кромкой участком S юбки. Кольцевое уплотнение, создаваемое между свободной кромкой укупорочного средства и выталкивающей втулкой 18, позволяет сжатому воздуху направляться в укупорочное средство, чтобы воздействовать на внутреннюю поверхность юбки укупорочного средства (как показано стрелками на Фиг.6) и, таким образом, выпучивать или «надувать» укупорочное средство, когда укупорочное средство выталкивается с формовочного пальца с помощью относительного перемещения формовочного пальца и выталкивающей втулки 18.
Введение сжатого воздуха в эту область формованного укупорочного средства особенно предпочтительно, так как он действует на часть укупорочного средства между резьбовой структурой и свободной кромкой укупорочного средства, чтобы надувать в наружном направлении часть укупорочного средства, расположенную над резьбовой структурой (см. показанное расположение). Это существенное отличие от предыдущих компоновок воздушного выталкивания, в которых воздух направляется в укупорочное средство между резьбовой структурой (или другим элементом удерживания) и участком верхней стенки укупорочного средства. В таких предыдущих компоновках резьбовая структура может нежелательно действовать как обратное уплотнение потока сжатого воздуха на полной внутренней поверхности участка юбки, особенно той области, которая примыкает к свободной кромке юбки, у которой наддув в наружном направлении наиболее желателен для уменьшения напряжений, возникающих на резьбе укупорочных средств при срывании с формовочного пальца.
Сжатый воздух направляется через узел пуансона из соответствующей ротационной машины во время этой части цикла формования, когда укупорочное средство герметизируется у выталкивающей втулки 18, с достаточным интервалом времени, создаваемым при работе формовочной оснастки, чтобы обеспечить достаточный наддув укупорочного средства. В типовых применениях сжатый воздух подается через систему подачи воздуха с давлением около 50 фунт/кв.дюйм.
На Фиг.7 дополнительно показан внутренний наддув укупорочного средства С, когда укупорочное средство срывается с формовочного пальца 14 с помощью выталкивающей втулки 18. Как отмечено стрелками, сжатый воздух внутри укупорочного средства действует на внутреннюю поверхность участка юбки укупорочного средства, так же как и на внутреннюю поверхность верхней стенки W формованного укупорочного средства.
Внутренняя поверхность верхней стенки укупорочного средства будет моментально достаточно надута, когда укупорочное средство снимается с формовочного пальца 14, чтобы позволить сжатому воздуху, направляемому в укупорочное средство, двигаться вокруг периферийной нижней кромки формовочного пальца 14. С помощью прерывания естественного вакуума, который обычно создается между внутренней поверхностью укупорочного средства и нижней поверхностью формовочного пальца, можно формовать укупорочные средства, имеющие более плоские верхние стенки.
Так как сжатый воздух действует таким образом, что надувает изнутри участок юбки укупорочного средства для облегчения снятия резьбовой структуры Т с формовочного пальца 14, один или более элементов индикации несанкционированного вскрытия укупорочного средства двигаются изнутри от формовочной поверхности 44 формовочного пальца 14. В действительности создается «радиальная» выталкивающая сила. Это желательным образом действует на уменьшение напряжений, которым подвержены элементы индикации несанкционированного вскрытия, желательно повышая, таким образом, прочность таких элементов. Повышенная прочность для таких элементов может улучшить их требуемый механизм взаимодействия с соответствующим контейнером для индикации несанкционированного вскрытия.
На Фиг.8 показано завершение цикла выталкивания со снятием укупорочного средства С с формовочного пальца 14. Относительное перемещение между формовочным пальцем 14 и выталкивающей втулкой 18 было выполнено, и формовочная поверхность 44 формовочного пальца 14 снова перемещается во взаимодействие с сопрягаемой кольцевой поверхностью на отдаленном конце внешней втулки 16 пальца. Во время этой части цикла формования подача сжатого воздуха, направляемого в формовочный узел из соответствующей ротационной машины, отсоединяется, подготавливая, таким образом, формовочный узел для следующего цикла формования.
Таким образом, настоящее изобретение существенно улучшает высокоскоростное производство формованных пластмассовых укупорочных средств. Внутренний наддув формованного укупорочного средства во время выталкивания существенно снижает напряжения, которым подвергается укупорочное средство во время его механического срывания с соответствующего формовочного пальца, позволяя, таким образом, существенно повысить скорости работы и одновременно снизить постоянную деформацию формованного укупорочного средства. Также достигается улучшенное формование деталей индикации несанкционированного вскрытия. Так как настоящее устройство сконструировано таким образом, чтобы направлять сжатый воздух между формовочным пальцем и соответствующей втулкой пальца, обычные охлаждающие проходы в оснастке могут иметь желаемые размеры, причем с проходами воздуха дополнительно улучшающими вентилирование формовочной полости после формования укупорочного средства.
Уменьшение натяга между формовочным пальцем и формованным укупорочным средством и, как следствие, уменьшение сил выталкивания приводят к уменьшению деформации резьбы, уменьшенному наддуву ленточной части укупорочного средства с лентой индикации несанкционированного вскрытия и уменьшенной деформации внешней боковой стенки в месте размещения резьбы. Воздух высокого давления, вводимый в формованное укупорочное средство, дополнительно имеет преимущество в снижении вогнутости верхней панели из-за снижения сил вакуума, вырабатываемых во время выталкивания, и обеспечивает деформацию, которая противодействует вогнутому сжатию верхней стенки, обычно происходящему с готовым укупорочным средством. Сокращение времени охлаждения формования приводит к существенному снижению общего времени цикла, требующегося на формование, охлаждение и выталкивание формованного укупорочного средства.
Из вышесказанного ясно, что многочисленные модификации и варианты могут быть выполнены, не выходя из объема новой концепции настоящего изобретения. Должно быть понятно, что никакие ограничения по отношению к конкретному варианту осуществления, проиллюстрированному здесь, не подразумеваются и не должны предполагаться. Описание охватывает посредством прилагаемой формулы изобретения все такие модификации, которые попадают в объем формулы изобретения.



Устройство для формования пластмассового укупорочного средства включает в себя узел пуансона, содержащий центральный формовочный палец и внешнюю втулку пальца, внутри которой расположен палец, и которые взаимодействуют с матрицей для образования формовочной полости для формования пластмассового укупорочного средства. Укупорочное средство имеет участок верхней стенки и кольцевой участок юбки. Узел пуансона и матрица перемещаются относительно друг друга для открытия формовочной полости для снятия формованного укупорочного средства со свободного торца центрального формовочного пальца. Узел пуансона образует, по меньшей мере, один воздушный проход, проходящий в осевом направлении между центральным формовочным пальцем и внешней втулкой пальца. Воздушный проход имеет сообщение по текущей среде с формовочной полостью, чтобы обеспечить направление сжатого воздуха в формовочное пластмассовое укупорочное средство после снятия с матрицы для облегчения снятия формовочного пластмассового укупорочного средства с центрального формовочного пальца для облегчения механического срывания формованного укупорочного средства с формовочного пальца. При этом устройство включает в себя множество воздушных проходов, проходящих в осевом направлении между центральным формовочным пальцем и внешней втулкой пальца. Растягивание формованного пластмассового укупорочного средства во внешнем направлении во время выталкивания с формовочного пальца позволяет значительно снизить силы, которые действуют на укупорочное средство во время выталкивания, уменьшая тем самым количество охладителя укупорочного средства, которое требуется во время цикла формования до выталкивания. Таким образом, могут быть достигнуты существенно повышенные скорости работы устройства компрессионного формования. Технический результат, который достигается при использовании устройств по изобретениям, заключается в том, что устройство и способ позволяют улучшить высокоскоростное производство укупорочных средств путем введения сжатого газа, например, воздуха, в формованное укупорочное средство при его снятии с соответствующего формовочного пальца пуансона, с системой, желательно сконструированной для целостности соответствующей оснастки. 2 н. и 10 з.п. ф-лы, 8 ил.
узел пуансона, включающий в себя центральный формовочный палец и внешнюю втулку пальца, внутри которой расположен формовочный палец; и
матрицу, которая взаимодействует с узлом пуансона для образования формовочной полости, для формования пластмассового укупорочного средства, имеющего участок верхней стенки и кольцевой участок юбки, причем узел пуансона и матрица перемещаются относительно друг друга для открытия формовочной полости для снятия формованного пластмассового укупорочного средства со свободного торца центрального формовочного пальца, причем узел пуансона образует, по меньшей мере, один воздушный проход, проходящий в осевом направлении между центральным формовочным пальцем и внешней втулкой пальца, причем воздушный проход имеет сообщение по текучей среде с формовочной полостью, чтобы обеспечить направление сжатого воздуха в формовочное пластмассовое укупорочное средство после снятия с матрицы для облегчения снятия укупорочного средства с центрального формовочного пальца;
при этом устройство включает в себя множество воздушных проходов, проходящих в осевом направлении между центральным формовочным пальцем и внешней втулкой пальца.
| US 6177041 B1, 23.01.2001 | |||
| Гидравлический домкрат, преимущественно для подъема автомобилей | 1959 |
|
SU132390A1 |
| RU 2001121648 A, 20.06.2003 | |||
| US 5086938 A, 11.02.1992. | |||

