Изобретение относится к технике нанесения тонкопленочных покрытий в вакууме (PVD метод), предназначенных для поверхностного легирования материалов, нанесения защитных и декоративных покрытий, получения различных пленочных структур.
Известен способ магнетронного напыления пленок, когда в объеме работают 2n магнетронов, объединенных по магнитному полю в мультипольную конфигурацию, препятствующую потерям ионов на стенку, и увеличивают степень ионизации, тем самым повышая скорость осаждения пленки [1]. Этот способ не позволяет получать сверхвысокие скорости осаждения покрытий.
Известен способ напыления пленок в вакууме [2], заключающийся в распылении мишени в плазме магнетронного разряда низкого давления. В газоразрядном промежутке создают магнитное поле и предварительную плазму, в которой формируют сильноточный высоковольтный разряд с напряжением горения свыше 75 В путем пропускания через нее импульсов тока с плотностью 0,3-100А/см2 длительностью 10-6-1 с, частотой следования от однократного до 103 Гц, после чего производят осаждение покрытия.
Режим разряда, обладающий вышеуказанными свойствами, реализуется независимо от рода газа, материала катода и конструкции разрядного устройства. Характерным свойством такого разряда является отсутствие неоднородностей в плазме разряда и образования катодных пятен.
Данным способом можно наносить покрытия на подложки из любых материалов, включая нетермостойкие (например, металлы, полиэтилен, бумага, ткани и т.д.). Импульсная скорость нанесения покрытий при этом достигает величин свыше 50 мкм/мин (для меди). Увеличение длительности импульса свыше 1 с при плотности тока до 10 А/см2 приводит к развитию ионизационно-перегревной неустойчивости и контракции разряда, уменьшение длительности менее 10-6 с ограничивает возможность самораспыления материала катода, что снижает эффективность способа. Увеличение плотности тока свыше 100 А/см2 приводит к превышению критического тока образования катодного пятна, что также приводит к переходу разряда в дуговой режим с потерей преимущества обработки с помощью сильноточного диффузионного разряда. Частота следования 103 Гц ограничивается временем восстановления электрической прочности газоразрядного промежутка.
Показано, что при переходе в сильноточную форму разряд распространяется на существенно более широкую область катода, повышая его ресурс по сравнению со стационарным магнетронным разрядом, а также повышая равномерность потока распыленных атомов.
Использование способа позволяет путем увеличения частоты следования импульсов увеличить среднюю скорость нанесения покрытий по сравнению с существующими способами магнетронного нанесения покрытий, существенно (более чем в 10 раз) уменьшить количество примесей в напыляемых пленках и, регулируя время воздействия потока распыленных частиц, определять температурный режим поверхности обрабатываемого материала.
Недостатком рассматриваемого способа является отсутствие возможности воздействия на свойства формируемого покрытия иными способами, отличными от традиционных, применяемых в магнетронном напылении (температура подложки, напряжение смещения, скорость роста пленки и т.д.). При сверхскоростном осаждении вещества на подложку необходимо иметь средство воздействия на процессы диффузии в направлениях, нормальном и тангенциальном к поверхности подложки, с целью влияния на скорость роста кристаллических зерен и управления таким образом структурой и текстурой покрытия, адгезией, пористостью, микротвердостью и т.д.
Из уровня техники также известны способы осаждения покрытий, позволяющие иметь дополнительное средство воздействия на структурные процессы внутри формируемого покрытия, использующие ассистирующий ионный пучок (Ion Beam Assist Deposition-IBAD методы). В этом методе процесс формирования покрытия ассистируется непрерывно пучком высокоэнергетических ионов и позволяет, изменяя параметры ионного воздействия (энергия, плотность тока, тип иона и т.д.), влиять на тонкую структуру пленки и подложки. Механизм этого воздействия в настоящее время до конца не изучен, но важным моментом влияния пучка на формируемое покрытие является радиационно-стимулируемая диффузия, сопровождающая такое воздействие.
Известен, в частности, способ импульсно-периодического нанесения вакуумных покрытий, включающий в каждом цикле поочередное осаждение на подложку потока плазмы и облучение подложки пучками ускоренных ионов, причем осаждение на подложку потока плазмы и облучение подложки пучками ускоренных ионов производят с временным сдвигом между импульсами потока плазмы и ионного пучка, который устанавливают больше времени рекомбинации плазмы в объеме камеры. Плазма в объеме создается периодически, например, импульсной дугой [3]. Данное решение по технической сущности и достигаемому результату является наиболее близким к заявленному.
С помощью этого решения реализована IBAD (ассистирующий ионный пучок-Ion Beam Assist Deposition) технология нанесения износостойких и жаропрочных покрытий. Использование ассистирования с помощью ионных импланторов показало возможность получения необходимых структур поверхности. Существенным в этой технологии является соотношение количества осаждаемых атомов на один имплантируемый ион, которое по экспериментам должно быть от 102 до 105, и энергия ионов от 103 до 106 эВ. В частности, обнаружено влияние на адгезионные показатели пленки к подложке, изменение зерна и текстуры пленки, пористости и микротвердости, коэффициента трения и, как следствие, пленки, полученные на металлообрабатывающем инструменте таким способом, показали лучшие результаты по сравнению с традиционными технологиями.
В то же время на существующем уровне техники одновременное применение при осаждении покрытий ассистирующего ионного пучка (создаваемого ускорителем ионов) и непрерывно работающего импульсного генератора плазмы не представляется возможным. При совмещении этих устройств (ускорителя и генератора) возникает проблема высоковольтного пробоя ускорительной секции ускорителя ионов потоком вторичных электронов, генерируемым пучком ионов в рабочем газе, используемом как для формирования магнетронного разряда, так и для плазмохимических процессов при осаждении пленки. Вторичные электроны возникают в процессе ионизации рабочего газа ионами пучка. Кроме этих частиц высоковольтный пробой может инициироваться электронами плазмы магнетронного разряда. На известном уровне техники неизвестны методы подавления этого отрицательного эффекта, что ограничивает применение этого способа только для высоковакуумного импульсного дугового разряда.
Заявленное изобретение направлено на устранение недостатков методов вакуумного напыления, известных на предшествующем уровне техники, и создание нового способа нанесения пленочных покрытий, которое одновременно характеризовалось бы высокой скоростью нанесения покрытия, возможностью воздействия на его свойства и повышенной адгезией покрытия к подложке.
Указанная задача решается тем, что в способе нанесения пленочных покрытий, включающем подачу рабочего газа в вакуумную камеру, импульсную генерацию потока плазмы и пучка высокоэнергетических ионов и поочередное их воздействие на подложку через временной промежуток, согласно изобретению импульсный поток плазмы создают путем сильноточного высоковольтного диффузионного разряда, который формируют путем пропускания через стационарную плазму магнетронного разряда импульсов тока длительностью 10-6...1 с, плотностью 0,3-100 А/см2 и частотой следования до 103 Гц, временной промежуток между воздействием импульсного потока плазмы и импульсного пучка высокоэнергетических ионов выбирают больше, чем время рекомбинации плазмы сильноточного высоковольтного диффузионного разряда в объеме вакуумной камеры и воздействие на подложку импульсным пучком высокоэнергетических ионов осуществляют с энергией не более 106 эВ и с частотой следования до 103 Гц, при этом осуществляют подавление высоковольтного пробоя ускоряющих промежутков от вторичных электронов рабочего газа и электронов плазмы.
Предпочтительно воздействие импульсным пучком высокоэнергетических ионов осуществлять при условии отношения числа имплантируемых ионов к числу атомов осаждаемого вещества 1:10-105.
Предпочтительно воздействие импульсным пучком высокоэнергетических ионов осуществлять с энергией пучка не менее 102 эВ.
В частном случае в качестве средства подавления высоковольтного пробоя использовать электростатические подавители вторичных электронов.
В другом частном случае в качестве средства подавления высоковольтного пробоя использовать магнитные ловушки на входе импульсного ионного пучка в рабочий объем камеры, обеспечивающие замагничивание электронов плазмы.
Целесообразно в вакуумной камере предварительно создавать магнитное поле мультипольной конфигурации с помощью 2n магнетронных генераторов плазмы, из которых 2m, где 1<m<n, m и n-целые числа, магнетронных генераторов подключены к импульсным генераторам тока и формируют импульсный высоковольтный диффузионный разряд..
Указанная совокупность признаков за счет совмещения в одном объеме магнетронных способов осаждения покрытия и ионного ассистирования обеспечивает получение нового качества процесса напыления покрытий в промышленных масштабах, причем указанное качество не может быть представлено в виде простого сложения эффектов от известных способов, т.е. одновременное применение в заявленном способе двух известных, но ранее совместно не применявшихся методов обладает синергетическим эффектом.
В частности новый способ обеспечивает:
- повышение скорости нанесения покрытия за счет уменьшения времени воздействия плазмы разряда на обрабатываемый материал (с непрерывного до 40 мс за импульс) при одновременном увеличении скорости нанесения покрытия (в частности, импульсная скорость нанесения покрытия по меди до 120 мкм/мин);
- управление структурой кристаллизации материала покрытия путем воздействия на поверхностную и межслойную диффузию, структуру и текстуру кристаллитных блоков, что дает возможности для расширения диапазона применения при одновременном повышении качества пленок;
- повышение адгезионных показателей покрытия к подложке без нагрева последней;
- повышение эффективности плазмохимических реакций за счет увеличения степени ионизации и высокой плотности плазмы;
- уменьшение концентраций вредных примесей в покрытии, получение пленок в отсутствие капельной фазы;
- воздействие на структуру подложки и активацию последней (получение в ней переходных диффузионных слоев) перед осаждением покрытия при низкой температуре;
- получение многослойных наноструктурированных покрытий многокомпонентного состава;
- в случае необходимости непрерывное легирование растущего покрытия имплантируемым материалом;
- уменьшение энергетической цены атома осаждаемого материала и, как следствие, эффективность использования вложенной электрической мощности за счет снижения паразитных потоков плазмы на стенку камеры, что достигается магнитной изоляцией (удержания основного объема плазмы в магнитной ловушке мультипольной конфигурации) и создания сильных электрических полей вблизи образцов за счет подачи на них постоянного, импульсного или высокочастотного электрического смещения.
В обоснование интервальных характеристик, применяемых в способе, следует отметить, в частности, что превышение плотности тока свыше 100 А/см2 приводит к контракции (сжатию) разряда и переходу ее в дуговую форму. При этом напряжение горения разряда всегда оказывается менее 75 В. Плотность тока менее 0,3 А/см2 соответствует стандартной форме стационарного магнетронного разряда (предельная плотность тока в стационарном режиме 0,3).
Помимо этого при превышении значения энергии ассистирующего пучка величины 106 эВ имплантируемые ионы проникают на глубину больше толщины депозита (пленочного покрытия) и не оказывают ассистирующего воздействия. Одновременно при энергиях менее 10 эВ идет активное распыление материала мишени при отсутствии эффекта имплантации.
Далее, с длительностями импульсов разряда связана частота процесса, время рекомбинационных процессов. Экспериментально установлено, что получить удовлетворительную форму импульсного магнетронного разряда при сверхкоротких (менее микросекунды) длительностях импульсов не получается. Одновременно превышение длительности импульса значения 1 с приводит к получению стационарного разряда и эффектов от импульсного разряда не получается.
Частота следования импульсов выбирается с учетом того, что при превышении частоты импульса свыше 103 Гц не происходит восстановления электрической прочности газоразрядного промежутка.
Предпочтительное отношение числа имплантируемых ионов к числу атомов осаждаемого вещества обусловлено следующим: увеличение соотношения числа имплантируемых ионов свыше 1:10 может приводить к повреждению подложки из-за перегрева ее пучком, а при соотношении l:105 возникают слабо радиационные повреждения, не приводящие к сколько-нибудь существенным эффектам. Длительность ассистирования (т.е. длительность воздействия пучком ионов - далее по тексту t2) подбирается исходя из требуемого отношения числа ионов к числу атомов.
Изобретение поясняется далее более подробно на конкретном неограничительном случае его осуществления со ссылкой на прилагаемые чертежи, на которых изображено:
- на фиг.1 - принципиальная схема установки для осуществления способа по изобретению;
- на фиг.2 - временная диаграмма распределения импульсов магнетрона и ускорителя ионов согласно предлагаемого способа;
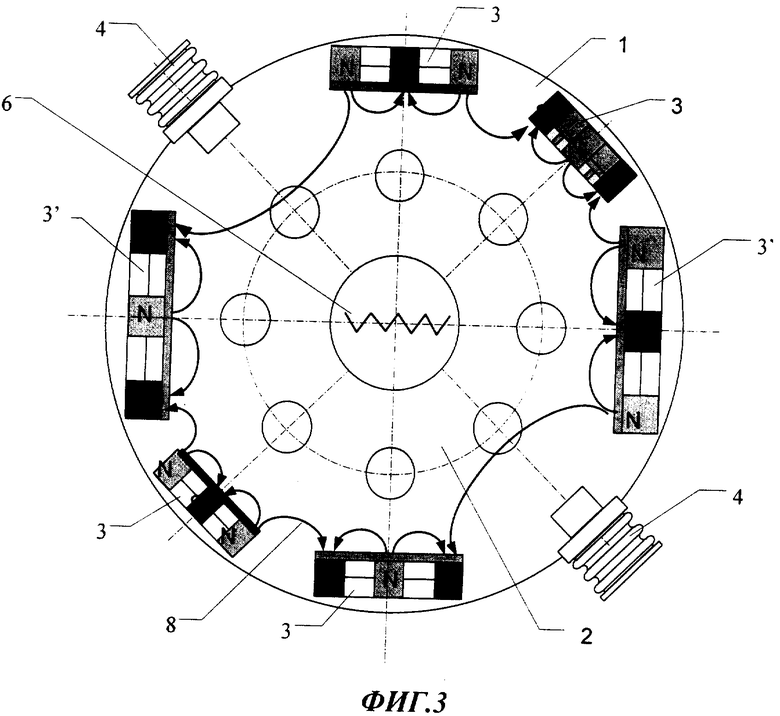
- на фиг.3 - частный случай реализации рабочей камеры магнетронной установки для осуществления заявленного способа.
Как схематично показано на фиг.1, в вакуумной камере 1 установки для осуществления способа по изобретению размещены образец-подложка 2, стационарный магнетронный генератор плазмы 3 и импульсный ускоритель ионов 4 с системой 5 подавления вторичных электронов газа и плазмы. Магнетронный генератор 3 подключен к импульсной системе электропитания 6, которая зажигает в объеме вакуумной камеры сильноточный высоковольтный диффузионный разряд с напряжением горения свыше 75 В путем пропускания через нее импульсов тока с плотностью 0,3-100 А/см2, длительностью 10-6-1 с в течение времени t, а ускоритель ионов 4 через временную задержку τ, достаточную для рекомбинации плазмы сильноточного высоковольтного диффузионного разряда в камере 1, генерирует пучок высокоэнергетических ионов, ассистирующий процесс формирования покрытия на подложке 2 в течение времени. Описанный процесс повторяется с частотой F меньше 103 Гц. В момент генерации высокоэнергетического пучка ионов включается или работает в дежурном режиме система 5 подавления высоковольтного пробоя ускоряющих промежутков от вторичных электронов рабочего газа и электронов плазмы. Система 5 может быть построена на базе электростатических подавителей вторичных электронов - супрессоров или магнитых ловушек - на входе пучка в объем, замагничивающих электроны плазмы (см., например. Габович М.Д., Физика и техника плазменных источников ионов. М.: Атомиздат. 1972).
В частности, как показано на фиг.3, в заявленном способе в вакуумной камере 1 может быть установлено 2n магнетронных генераторов плазмы 3, объединенных по магнитным полям в мультипольную систему, образуя таким образом магнитную ловушку. При этом часть генераторов 3' общим числом 2 m, где 1<m<n (n,m - целые числа) подключена к импульсным генераторам тока 4, а внутри камеры также отдельно установлен импульсный ускоритель ионов 5 с системой подавления вторичных электронов.
Далее приводятся конкретные примеры осуществления способа по изобретению
Пример 1. Получение покрытия нитрида титана с мелкокристаллической структурой с электростатическим подавлением эмиссии вторичных электронов (посредством супрессоров). Были использованы импульсный разряд с длительностью 2-10-2 с, с током разряда 500 А, импульсный имплантор с длительностью импульса 3-10-4 с с энергией пучка 27 кэВ, средним током пучка 15 мА, частота процесса 10 Гц, отношение числа имплантируемых ионов к числу атомов осаждаемого вещества 1:500. Как результат была получена средняя скорость нанесения покрытия 10 мкм/час, произошло измельчение кристаллической структуры пленки до размера кристаллов меньше 1 мкм.
Пример 2. Осаждение композитного аморфного покрытия Ti+В+С+Cu в атмосфере азота. Установка та же, режимы те же. Ток разряда 300 А, энергия ассистирования 20 кэВ. Осаждение указанного покрытия обычным импульсным разрядом приводит к получению аморфного покрытия. Осаждение предлагаемым способом в режиме ассистирования 1:300 приводило к образованию кристаллических зерен размером порядка 10 нм. Средняя скорость осаждения 3 мкм/час.
В заключение следует еще раз подчеркнуть, что приведенные примеры служат исключительно для лучшего понимания сущности изобретения и не могут рассматриваться в качестве ограничивающих объем правовой охраны, определяемый исключительно прилагаемой формулой изобретения.
Источники информации
1. GB 2258343 & US 5556519, TEER COATINGS LTD, С23С 14/32, 03.02.1993.
2. RU 2058429 C1, ХОДАЧЕНКО и др., C23C 14/35, 20.04.1996.
3. RU 2141004 C1, ГосОКБ «Горизонт», C23C 14/32, 10.11.1999.
4. Габович М.Д. Физика и техника плазменных источников ионов. М.: Атомиздат. 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВАКУУМНОГО НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ | 2023 |
|
RU2816980C1 |
| Газоразрядное распылительное устройство на основе планарного магнетрона с ионным источником | 2020 |
|
RU2752334C1 |
| СПОСОБ "ГИБРИДНОГО" ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ | 2011 |
|
RU2485210C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ИЗДЕЛИЕ ИЗ МЕТАЛЛА ИЛИ СПЛАВА | 2008 |
|
RU2392351C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2566232C1 |
| Способ получения защитного покрытия на поверхности детали энергомашиностроения | 2023 |
|
RU2824769C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 2008 |
|
RU2370570C1 |
| Способ получения износостойкого покрытия на режущем инструменте | 2023 |
|
RU2827193C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| СПОСОБ И УСТРОЙСТВО НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ ПЛАЗМОХИМИЧЕСКОГО ОСАЖДЕНИЯ | 2001 |
|
RU2205893C2 |

Изобретение относится к способам нанесения пленочных покрытий. Способ включает подачу рабочего газа в вакуумную камеру, импульсную генерацию потока плазмы и пучка высокоэнергетических ионов и поочередное их воздействие на подложку через временной промежуток. Импульсный поток плазмы создают путем зажигания сильноточного высоковольтного диффузионного разряда, который формируют путем пропускания через стационарную плазму магнетронного разряда импульсов тока длительностью 10-6...1 с, плотностью 0,3-100 А/см2 и частотой следования до 103 Гц. Указанный временной промежуток выбирают больше, чем время рекомбинации плазмы сильноточного высоковольтного диффузионного разряда в объеме вакуумной камеры. Воздействие на подложку импульсным пучком высокоэнергетических ионов осуществляют с энергией не более 106 эВ и с частотой следования до 103 Гц. При этом осуществляют подавление высоковольтного пробоя ускоряющих промежутков от вторичных электронов рабочего газа и электронов плазмы. Технический результат - высокая скорость нанесения покрытия, возможность воздействия на свойства покрытия и повышенная адгезия покрытия к подложке. 5 з.п. ф-лы, 3 ил.
| СПОСОБ ИМПУЛЬСНО-ПЕРИОДИЧЕСКОГО НАНЕСЕНИЯ ВАКУУМНЫХ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2141004C1 |
| RU 2058429 С1, 20.04.1996 | |||
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ТОНКОСЛОЙНЫХ ПОКРЫТИЙ | 1997 |
|
RU2138094C1 |
| СПОСОБ СОЗДАНИЯ ПОЛИКОМПОНЕНТНЫХ ПАСТБИЩНЫХ АГРОФИТОЦЕНОЗОВ | 2004 |
|
RU2258343C1 |
| УСТРОЙСТВО ДЛЯ ВЫЧИСЛЕНИЯ ПОЛИНОМОВ | 1971 |
|
SU421015A1 |

