Объектами настоящего изобретения являются способ изготовления полосы из нанокристаллического материала, устройство для изготовления тороидального сердечника посредством наматывания этой полосы, а также указанные тороидальные сердечники и содержащие их компоненты.
Изготовление тороидальных сердечников из нанокристаллического материала низкой магнитной проницаемости (μ≤1000) с использованием аморфных лент типа FeCuNbSiB, которые обрабатывают путем отжига, раскрыто, в частности, в патенте FR 2823507.
В этом документе описан способ отжига этих лент под напряжением, который существенно снижает чрезвычайную хрупкость нанокристаллических материалов, манипулирование которыми после нанокристаллизации на тороидальном сердечнике раньше было невозможным. Этот способ отжига под напряжением позволяет получать такие механические свойства, при которых можно производить наматывание и разматывание полосы, не опасаясь ее повреждения, а также и повторное наматывание, с сохранением тех же самых оправок для наматывания.
Эти улучшенные механические свойства обеспечиваются за счет получения нанокристаллизованной полосы Ω-образного сечения, содержащей минимум точек перегиба с прогибом более 1% от ширины. Такая форма соответствует менее хрупкому состоянию классического нанокристаллического материала и позволяет, в частности, разматывать и затем наматывать кристаллизованную полосу на одну и туже оправку, однако такое состояние с ярко выраженным Ω-образным профилем остается еще слишком хрупким, чтобы полосой можно было манипулировать, разматывать/наматывать ее на оправки меньшего диаметра, в частности, для получения тороидальных сердечников диаметром, меньшим или равным 10 мм.
Кроме того, за счет Ω-образного профиля магнитные свойства и процент повреждений при повторном наматывании зависят от стороны полосы, обращенной наружу тороидального сердечника. Когда выступ Ω-образного профиля направлен наружу сердечника, свойства лучше, и степень повреждения при повторном наматывании меньше; при выступе Ω-образного профиля, направленном внутрь сердечника, эффект оказывается обратным. Таким образом, в процессе производства необходимо обеспечивать направление выступа Ω-образной полосы наружу производимых тороидальных сердечников, что требует дополнительного контроля и усложняет применение способа, в противном случае ухудшается качество конечной продукции и проявляется разнородность свойств.
Кроме того, во время автоматического наматывания тороидального сердечника головная часть полосы очень трудно поддается всасыванию и укладке на оправку для наматывания, так как Ω-образный профиль мешает хорошему всасыванию и сцеплению головной части полосы.
Кроме того, установлено, что чем сильнее магнитная проницаемость полосы, тем более хрупкой она является в своем конечном состоянии и степень ее повреждения возрастает. Таким образом, этот способ не позволяет наладить промышленное производство нанокристаллической полосы, в частности, если ее магнитная проницаемость превышает 1000.
Наконец, хотя и сниженная, но все-таки еще достаточно большая хрупкость полосы, полученной при помощи известных способов, обеспечивает скорость прохождения, не превышающую 3 см/с.
Считается, что способ нанокристализационного отжига является промышленным, если он позволяет достичь степени повреждения аморфной полосы менее 10 повреждений на км при скорости прохождения, превышающей или равной 10 см в секунду и на метр полезной зоны печи (зона, в которой температура превышает или равна 500°С) и при диапазоне регулировки температуры отжига более 10°С (диапазон, в котором можно менять температуру отжига, не меняя существенно свойств полосы, в частности, ее хрупкости).
Таким образом, настоящее изобретение направлено на создание способа изготовления нанокристаллических полос, который можно применять в промышленном масштабе, а также нанокристаллического продукта, которым можно легко манипулировать и который можно использовать для более компактных геометрических форм магнитных контуров, чем в известных технических решениях, в частности, с намного меньшим радиусом намотки, чем это достигалось до сих пор.
В связи с этим первым объектом настоящего изобретения является способ изготовления полосы из нанокристаллического материала, полученной из ленты, отливаемой в аморфном состоянии, со следующим атомным составом:

где М' является, по меньшей мере, одним из элементов V, Cr, Al и Zn,
М'' является, по меньшей мере, одним из элементов С, Ge, P, Ga, Sb, In и Be, при:
a≤0,07 и b≤0,1;
0,5≤x≤1,5 и 2≤α≤5;
10≤y≤16,9 и 5≤z≤8;
β≤2 и γ≤2.
при этом аморфную ленту подвергают кристаллизационному отжигу, причем отжиг ленты производят в размотанном состоянии, пропуская через по меньшей мере два S-образных блока, натягивают ее по существу в осевом продольном направлении и выдерживают при температуре отжига от 530 до 700°С в течение времени от 5 до 120 секунд под напряжением от осевого натяжения, находящимся в пределах от 2 до 1000 МПа, при этом напряжение от осевого натяжения, действующее на указанную аморфную ленту, ее скорость прохождения во время указанного отжига, время и температуру отжига выбирают таким образом, чтобы профиль сечения полосы не имел Ω-образного сечения, а максимальный прогиб поперечного сечения полосы был менее 3% от ширины полосы, предпочтительно меньше 1% от ширины.
Хрупкость нанокристаллических полос можно значительно уменьшить, придавая им плоское сечение, не имеющее Ω-образного профиля. Это уменьшение хрупкости позволяет значительно снизить степень повреждения на 1 км и повысить скорость прохождения полосы.
При данной скорости прохождения и данном напряжении от натяжения, чем больше повышается температура или время отжига под напряжением, тем больше увеличивается кристаллизованная доля fx вплоть до достижения критической кристаллизованной доли fx c, зависящей от уровня напряжения. Если fx становится больше этой критической доли fx c, то начинает образовываться Ω-образный профиль и материал становится гораздо более хрупким.
При помощи настоящего нового способа, предусматривающего соответствующее регулирование условий отжига (напряжение от натяжения, скорость прохождения, время и температура отжига), можно стабилизировать производство при кристаллизованной доле, меньшей критической рекристаллизованной доли, чтобы избежать появления Ω-образного профиля сечения полосы. Таким образом, получают полосу, которую можно легко захватывать в начале наматывания, наматывать ее на барабаны большого диаметра без появления закруглений профиля, причем наматывать ее эффективно как одной, так и другой стороной, обращенной наружу тороидального сердечника.
Способ в соответствии с настоящим изобретением может также содержать следующие отличительные признаки, взятые отдельно или в комбинации:
- скорость прохождения полосы превышает или равна 10 см в секунду на метр полезной зоны печи,
- напряжение от осевого натяжения превышает 500 МПа,
- степень повреждения аморфной ленты при ее прохождении меньше 10 повреждений на километр ленты,
- у превышает или равно 12.
В предпочтительном варианте выполнения состав аморфной ленты выбирают таким образом, чтобы:
a≤0,04 и b≤0,1;
0,5≤x≤1,5 и 2≤α≤5;
13≤y≤16,6 и 5,8≤z≤8;
β≤2 и γ≤2.
В другом предпочтительном варианте выполнения состав аморфной ленты выбирают таким образом, чтобы:
a≤0,02 и b≤0,05;
0,5≤x≤1,5 и 2,5≤α≤4;
14,5≤y≤16,5 и 5,8≤z≤7,5;
β≤1 и γ≤1.
Эти два последних варианта выполнения, в которых используются специальные интервалы состава, наиболее применимы для изготовления датчиков тока, измеряющих ток, содержащий высокую постоянную составляющую, и которые можно использовать в одноступенчатом или двухступенчатом счетчике энергии, содержащем, по меньшей мере, один тороидальный сердечник из указанного нанокристаллического материала, а также для изготовления накопительных или фильтрующих катушек индуктивности, независимых от уровня наложенной постоянной составляющей, которые можно использовать в счетчике энергии, содержащем по меньшей мере один тороидальный сердечник из указанного нанокристаллического материала.
Вторым объектом настоящего изобретения является полоса из нанокристаллического материала, полученная при помощи способа в соответствии с настоящим изобретением, которую можно изгибать в любом месте полосы с диаметром кривизны не более 3 мм, без появления излома или трещины.
Полоса в соответствии с настоящим изобретением может также содержать следующие отличительные признаки, взятые отдельно или в комбинации:
- полоса получена при помощи способа в соответствии с настоящим изобретением из аморфной ленты, при этом толщина указанной полосы уменьшается, по меньшей мере, на 10% по отношению к толщине указанной аморфной ленты,
- коэрцитивное поле полосы меньше или равно 7 А/м и предпочтительно меньше или равно 5 А/м,
- индукция полосы при 200 Э больше или равна 12 кГс.
Третьим объектом настоящего изобретения является тороидальный сердечник из нанокристаллического материала, получаемый при помощи способа в соответствии с настоящим изобретением, по завершении которого наматывают указанную нанокристаллическую полосу, при этом ее магнитная проницаемость превышает или равна 50 и меньше 200, а частота отсечки находится в пределах от 30 до 200 МГц, при этом диаметр тороидального сердечника меньше или равен 10 мм.
В предпочтительном варианте выполнения тороидальный сердечник в соответствии с настоящим изобретением характеризуется ухудшением приращения объема не более чем на 3% по сравнению с приращением объема, получаемым путем наматывания полосы того же состава, прошедшей кристаллизационный отжиг без напряжения, при этом уменьшение толщины нанокристаллизованной полосы достигает 10% по сравнению с толщиной исходной аморфной ленты.
В другом предпочтительном варианте выполнения тороидальный сердечник в соответствии с настоящим изобретением получают способом в соответствии с настоящим изобретением, по завершении которого указанную нанокристаллическую полосу наматывают первый раз на первую оправку, затем производят разматывание и последующее наматывание на вторую оправку, при этом диаметр второй оправки меньше диаметра первой оправки.
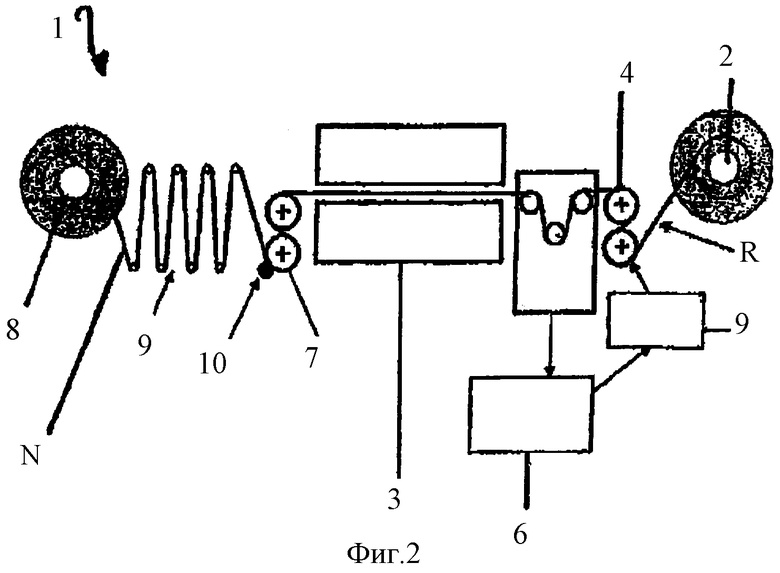
Четвертым объектом настоящего изобретения является устройство (1) для изготовления магнитного тороидального сердечника из ленты (R), отливаемой в аморфном состоянии, при помощи отжига указанной аморфной ленты (R), который содержит:
- приемный вал (2) для бобины ленты (R) в аморфном состоянии,
- проходную печь (3) с регулируемой температурой,
- по меньшей мере, один S-образный блок (4), установленный перед входом ленты (R) в печь (3) и соединенный с тормозным двигателем (5),
- устройство (6) регулирования напряжения от натяжения в осевом направлении указанной аморфной ленты (R) и полосы (N) из нанокристаллического материала, при этом указанное устройство (6) содержит устройство измерения усилия, связанное с модулем управления тормозным двигателем (5) указанного S-образного блока (4), установленного перед входом ленты (R) в печь (3),
- по меньшей мере, один S-образный блок (7), установленный после выхода полосы (N) из проходной печи (3) и соединенный с двигателем,
- по меньшей мере, одну оправку (8) для наматывания полученной после отжига полосы (N) в виде тороидального сердечника из нанокристаллического материала,
при этом аморфная лента (R) проходит от бобины для хранения аморфной ленты (R), установленной на указанный приемный вал (2), до бобины полосы (N) из нанокристаллического материала последовательно через S-образный блок (4), находящийся перед входом ленты (R) в печь (3), затем через устройство (6) измерения усилия, затем через печь (3), затем через S-образный блок (7), находящийся после выхода полосы (N) из печи (3).
Устройство в соответствии с настоящим изобретением может дополнительно содержать следующие отличительные признаки, взятые отдельно или в комбинации:
- устройство содержит первую оправку для наматывания полосы и вторую оправку для наматывания полосы, выполненные таким образом, чтобы после наматывания первого тороидального сердечника на первой оправке можно было обрезать полосу (N) и закрепить головную часть полосы (N) на второй оправке с целью наматывания второго тороидального сердечника, не прерывая процесс производства,
- устройство содержит только одну оправку (8) для наматывания полосы (N) и накопитель (9) полосы после указанного S-образного блока (7) на выходе печи (3), позволяющий менять намоточную бобину, не прерывая процесса производства,
- устройство дополнительно содержит, по меньшей мере, один нажимной ролик (10), прижимающий отожженную полосу (N) во время ее прохождения в S-образном блоке (7), находящемся после выхода полосы (N) из проходной печи (3),
- устройство дополнительно содержит, по меньшей мере, один бочкообразный ролик, прижимающий аморфную ленту (R) во время ее прохождения в S-образном блоке (4), находящемся перед входом указанной ленты (R) в печь (3).
Это устройство позволяет получить плоское сечение, которое и является техническим результатом изобретения. Следует отметить, что нанокристаллическая полоса может повторять сильные и чередующиеся изгибы S-образного блока при больших наложенных напряжениях от натяжения, не подвергаясь повреждениям даже на протяжении нескольких километров ленты.
Далее следует описание изобретения со ссылками на прилагаемые чертежи, на которых:
на фиг.1 показано устройство по патенту FR 2823507;
на фиг.2 показан схематичный вид устройства в соответствии с настоящим изобретением.
Сплавы, используемые для изготовления нанокристаллических полос в соответствии с настоящим изобретением, имеют следующий атомный состав:
где М' является, по меньшей мере, одним из элементов V, Cr, Al и Zn,
М'' является, по меньшей мере, одним из элементов С, Ge, P, Ga, Sb, In и Be, при:
a≤0,07 и b≤0,1;
0,5≤x≤1,5 и 2≤α≤5;
10≤y≤16,5 и 5≤z≤8;
β≤2 и γ≤2.
В настоящем описании все значения содержания составов выражают атомный процентный состав, если только не будет иного специального указания.
Использование элемента-аморфизатора, такого как бор, позволяет при помощи литья с быстрым охлаждением получать аморфный материал, как правило, в виде тонкой ленты, которую затем подвергают отжигу для получения материала типа нанокристаллического, то есть материала, содержащего более 50% от объема кристаллов, имеющих размер менее 100 нм, в аморфной фазе, составляющей остальную часть материала.
В рамках настоящего изобретения атомное процентное содержание бора находится в пределах от 5 до 8%. Действительно, если содержание бора меньше, без частичного замещения другим аморфизатором очень сложно перевести ленту в аморфное состояние при помощи обычного способа путем закалки на валке. На практике должно быть не меньше 5% и предпочтительно более 6%.
Если же увеличить процентное содержание бора, затрудняется непрерывная кристаллизация под напряжением, что требует снижения скорости V прохождения и ограничивает диапазон доступных значений магнитной проницаемости (μмин≥300), а также приводит к значительному ухудшению коэрцитивного поля Нс, которое достигает значений, превышающих 13 А/м. Следовательно, максимальное содержание бора необходимо ограничить значением 8%.
Элементы, объединенные под буквой М'', а именно С, Ge, P, Ga, Sb, In и Be, тоже являются элементами-аморфизаторами. Частичное замещение бора одним или несколькими из этих элементов, возможно при соблюдении предельного уровня замещения, так как бор является наиболее эффективным аморфизатором по отношению к закалке на валке, необходимой для получения 100%-ного аморфного состояния перед кристаллизационным отжигом под натяжением. Таким образом, степень замещения другими элементами-аморфизаторами ограничивают 2%.
Максимальное содержание кобальта в полосе в соответствии с настоящим изобретением составляет примерно 5,75 ат.% (а≤0,07 и b, х, у, z, α, β и γ являются минимальными). Действительно, при превышении этого значения ухудшается Hc, а также появляются магнитные потери, что отрицательно сказывается на миниатюризации компонентов, изготавливаемых из этой полосы. Учитывая эти отрицательные факторы, предпочтительно ограничивать значение а до 0,04, даже до 0,02, и предпочтительно оно должно быть равно 0.
Максимальное содержание никеля в полосе в соответствии с настоящим изобретением составляет примерно 8,25 ат.% (b≤0,1 и а, х, у, z, α, β и γ являются минимальными). Действительно, при превышении этого значения насыщение материала снижается намного ниже 1,2 Тл, так же как и его способность к существенному уменьшению объемов магнитных контуров по сравнению с альтернативными вариантами аморфных материалов, например, на основе кобальта. Учитывая эти отрицательные факторы, предпочтительно ограничивать значение b до 0,07, даже до 0,05, и предпочтительно оно должно быть равно 0.
Кроме того, предпочтительно ограничивать общее содержание кобальта и никеля значением примерно 8,25 ат.% (a+b≤0,1).
Атомное процентное содержание меди в составе в соответствии с настоящим изобретением находится в пределах от 0,5 до 1,5%. Процентное содержание меди необходимо поддерживать сверх 0,5%, так как ниже этого значения образование зародышей нанокристаллов является недостаточным для получения кристаллов небольшого размера и происходит чрезмерное повышение Hc. И, наоборот, если процентное содержание меди превышает 1,5%, образуются многочисленные кристаллы, но это не приводит к видимому улучшению характеристик, тогда как магнитное насыщение снижается.
Атомное процентное содержание ниобия в составе в соответствии с настоящим изобретением находится в пределах от 2 до 5%. Этот элемент является замедлителем роста, функцией которого является удержание небольшого размера кристаллов во время их роста. При значении содержания ниобия ниже 2% замедление является недостаточным, и Hc повышается на всех типах нанокристаллических лент, в том числе лент, полученных нанокристаллизацией под натяжением.
Если повысить процентное содержание ниобия до 6%, индукция насыщения В (20 Э) значительно ухудшается, и, более того, наблюдается повышение хрупкости ленты, что усложняет промышленное манипулирование и приводит к учащению повреждений.
Следовательно, процентное содержание ниобия необходимо поддерживать в значении, меньшем или равном 5%.
Атомное процентное содержание кремния в составе в соответствии с настоящим изобретением находится в пределах от 10 до 16,9%. Этот металлоид позволяет регулировать магнитострикцию нанокристаллизованной ленты в значении, близком к нулю.
Согласно предпочтительному варианту выполнения, содержание кремния в полосе в соответствии с настоящим изобретением превышает или равно 12%. Действительно, при содержании ниже этого значения Нс ухудшается и достигает значений порядка 8 А/м, что приводит к высоким, хотя и допустимым магнитным потерям.
Элементы, объединенные под буквой М', а именно V, Cr, Al и Zn, являются металлоидами, которые могут в определенных пределах замещать кремний. Действительно, замещение сверх 2% существенно отходит от этих значений магнитострикции и делает конечный продукт чувствительным к внешним напряжениям, таким как сматывание ленты (напряжение кривизны полосы) и упаковка.
Кроме того, при использовании для накопления энергии для сглаживания гармоничной частоты тока или в высокочастотных дросселях синфазного сигнала большая линейность В-Н не является обязательной, или полезной, или предпочтительной, и соотношение Br/Bm (Br - инерционная индукция, Bm - индукция при 20 Э, называемая индукцией приближения к насыщению) в пределах 10-15% может быть вполне достаточным.
Однако в некоторых вариантах компонентов, таких как фильтрующие катушки индуктивности, где необходимо вносить одно и то же затухание независимо от наложенной постоянной составляющей, или как накопительные катушки индуктивности, где необходимо накапливать или передавать одну и ту же энергию от электрической цепи и на электрическую цепь независимо от наложенной постоянной составляющей, или датчики тока, где необходимо измерять и/или преобразовывать ток с одной и той же точностью независимо от наложенной постоянной составляющей, необходима высокая линейность В-Н. Для сплавов, подвергаемых непрерывной нанокристаллизации под натяжением, требуется соотношение Br/Bm, меньшее или равное 3% и предпочтительно меньшее или равное 1%. Обнаружено, что для достижения таких значений описанные выше интервалы состава необходимо сокращать.
Таким образом, получают все ранее перечисленные преимущества изобретения, а также улучшенную линейность В-Н, при которой соотношение Br/Bm меньше или равно 3% при 20°, при соблюдении следующих условий:
a≤0,04 и b≤0,07;
0,5≤x≤1,5 и 2≤α≤5;
13≤y≤16,6 и 5,8≤z≤8;
β≤2 и γ≤2.
Кроме того, в этой области состава отмечается, что соотношение Br/Bm при температуре от 0 до 400°С меньше или равно 6% и что соотношение Dr/Dm при температуре от 0 до 300°С меньше или равно 3%.
Кроме того, получают оптимальную линейность В-Н, при которой соотношение Dr/Dm меньше или равно 1% при 20°С и предпочтительно равно 0,7% при 20°С, при соблюдении следующих условий:
a≤0,02 и b≤0,05;
0,5≤x≤1,5 и 2≤α≤5;
14,5≤y≤16,5 и 5,8≤z≤7,5;
β≤1 и γ≤1.
Кроме того, в этой области состава отмечается, что соотношение Br/Bm при температуре от 0 до 400°С меньше или равно 1,5% и что соотношение Вr/Bm при температуре от 0 до 300°С меньше или равно 0,8%.
Материал приводят в жидкое состояние, затем осуществляют литье с высокой скоростью охлаждения в литейной установке для литья аморфных лент с охлаждаемым цилиндром классического типа, при этом на выходе из литейной установки получают аморфную полосу, намотанную в бобину с прилегающими друг к другу витками.
Установка для отжига в основном содержит проходную печь (3), которая может быть печью сопротивления, обеспечивающей конвективный и радиационный нагрев полосы, печью только для радиационного нагрева или установкой нагрева полосы за счет эффекта Джоуля при прохождении через печь.
Отжиг полосы можно также осуществлять при помощи псевдосжиженного слоя, состоящего из твердых или жидких частиц, или при помощи золя-геля и аэрозоля в суспензии в газе-носителе, при этом саму среду нагрева полосы нагревают контактным способом при помощи камеры, которую нагревают при помощи классической печи, например, печи сопротивления.
Печь (3) содержит центральную зону, в которой температура является равномерной и находится в интервале, необходимом для осуществления рекристаллизации полосы под натяжением при прохождении в соответствии с настоящим изобретением, при этом температура находится в пределах от 530 до 700°С, предпочтительно от 540 до 690°С. В этом диапазоне температуру Т можно менять по существу в зависимости от выбранной скорости V прохождения и в зависимости от выбранного напряжения от натяжения σ (то есть и от выбранного значения магнитной проницаемости μ), поскольку повышение V или уменьшение σ повышает оптимальную температуру Т отжига. Верхний предел температуры полосы в 700°С выбирают из условия исключения образования кристаллических фаз борида, которые повышают хрупкость полосы и снижают ее магнитные свойства.
Предпочтительно оправки (8) для наматывания и разматывания полосы оборудуют приводом или тормозом (например, порошковым тормозом на размотке) для повышения производительности устройства. S-образные блоки на входе (4) и выходе (7) проходной печи (3) тоже оборудованы приводами, при этом входной S-образный блок (4) соединен с тормозным двигателем (5), который производит торможение и создает удерживающий момент на аморфной ленте (R) в течение всей обработки. S-образный блок (7) на выходе печи (3) приводится в действие двигателем, соединенным с редуктором, и протягивает полосу (N) для ее прохождения через печь с идеально регулируемым напряжением от натяжения, а также с равномерной скоростью, которая может превышать 10 см/с. Длина печи (3) для отжига должна соответствовать скорости прохождения ленты (R), чтобы кристаллизация происходила правильно, при этом чем выше скорость прохождения, тем больше должна быть длина печи (3).
Комбинация этих двух S-образных блоков (4, 7) позволяет идеально равномерно регулировать натяжение по всей ширине полосы, при этом напряжение от натяжения в осевом продольном направлении ленты (R) во время обработки в печи (3) для отжига составляет от 2 до 1000 МПа.
Предпочтительно также, чтобы оправки наматывания (8) полосы (N) и разматывания (2) аморфной ленты (R) были оборудованы приводом для обеспечения регулирования натяжения с небольшой амплитудой (порядка нескольких МПа), действующего на ленту (R) до ее прохождения через входной S-образный блок (4) и/или на полосу (R) после ее прохождения через выходной S-образный блок (7).
Регулирование напряжения от натяжения, действующего на полосу (N) при прохождении во время обработки отжигом, осуществляют при помощи устройства (6) измерения и регулирования усилия.
Это устройство (6) может содержать первый неподвижный шкив и второй неподвижный шкив, по которым полоса проходит последовательно на входе и на выходе устройства регулирования усилия. Между этими двумя шкивами лента (R) проходит по шкиву с подвижной осью, параллельной осям двух неподвижных шкивов. Шкив с подвижной осью соединен при помощи натяжного штока с датчиком усилия, закрепленным на кронштейне. Этот шток позволяет непрерывно измерять натяжение F, действующее на ленту (R), и соответствующий сигнал измерения передается на модуль управления тормозным двигателем (5) механизированного S-образного блока (4) на входе печи.
Этот тормозной двигатель (5) регулируется на основании сигнала усилия для воздействия на ленту (R) удерживающей и натягивающей силой в осевом продольном направлении, равной силе F, которая является параметром регулирования. Сила натяжения и протягивания, создаваемая двигателем механизированного S-образного блока (7) на выходе печи (3), регулируется автоматически по значению усилия F, действующего на тормозной двигатель (6).
Кроме того, устройство (1) в соответствии с настоящим изобретением может содержать первую оправку и вторую оправку для наматывания полосы, чтобы после намотки первого тороидального сердечника на первой оправке можно было обрезать полосу (N) и завести головную часть полосы (N) на вторую оправку для наматывания второго тороидального сердечника, не прерывая процесса производства. Эта смена бобин конечных продуктов обеспечивается, в частности, полным разъединением зоны сильного натяжения, заключенной между двумя S-образными блоками (4, 7), и зон слабого натяжения перед и после этих блоков (4, 7), при этом разъединение позволяет сгладить возможные резкие колебания напряжения. В данном случае под термином «тороидальный сердечник» следует понимать тороидальный сердечник, окончательно намотанный в соответствии с требованиями размерности магнитного компонента, такого как катушка, то есть полуфабрикат, предназначенный для последующей установки в ручное или автоматическое устройство наматывания тороидального сердечника (осуществляющее операции разматывания, измерения длины полосы, наматывания тороидального сердечника, обрезания по длине, приклеивания наружного витка и снятия с оправки).
На выходе S-образного блока (7) можно также установить нажимной ролик (10), который прижимает прошедшую отжиг полосу (N) во время ее хода через S-образный блок (7) после выхода. Этот дополнительный ролик (10) S-образного блока может быть бочкообразным. Предпочтительно размещать бочкообразные ролики в S-образных блоках (4, 7), так как они не только прижимают аморфную ленту (R) или нанокристаллическую полосу (R) во время прохождения в S-образном блоке (4, 7), но и позволяют автоматически центровать ленту (R) или полосу (N), что обеспечивает прохождение без отклонения по траектории движения и воздействие напряжения, равномерно распределенного по ее ширине и по всей контактной поверхности роликов S-образных блоков (4, 7).
Можно также повысить сцепление полосы, ее устойчивость и ее центровку вдоль поперечной оси роликов за счет установки других S-образных блоков в производственной линии. Это позволяет, кроме того, регулировать соотношение напряжений между зоной сильного натяжения (между S-образными блоками) и передней и задней зонами слабого натяжения, а также распределение локальных напряжений и, следовательно, в конечном счете, еще больше снизить степень повреждений на 1 км.
Способ в соответствии с настоящим изобретением позволяет также получать тороидальные сердечники, намотанные на высокой скорости, круглой или вытянутой формы на отдельном посту наматывания, не связанном с постом отжига под натяжением.
В этом случае наматывание осуществляют при помощи бобин полос, полученных отжигом под натяжением в соответствии с настоящим изобретением. Для изготовления вытянутых тороидальных сердечников в момент наматывания полосы, полученной способом отжига под натяжением, необходимо использовать дополнительные немагнитные опоры для наматывания, которые убирают после обмазки или пропитки тороидальных сердечников или на некоторое время оставляют на месте.
Интерес представляет использование магнитной оправки или оправки с всасыванием для фиксирования начала ленты на оправке.
Как правило, условия кристаллизации полосы внутри печи (3) для отжига под натяжением являются такими, чтобы полоса содержала, по меньшей мере, 50% нанокристаллов, размер которых находится в пределах от 2 до 20 нм. Различные кристаллы отделены друг от друга матрицей, образованной частью сплава, остающейся в аморфном состоянии.
Одним из преимуществ способа в соответствии с настоящим изобретением является возможность использования очень широкого диапазона напряжений от натяжения, от 2 до 1000 МПа. Это позволяет достичь значений магнитной проницаемости от 50 до 5000.
В частности, применяя напряжение от натяжения, превышающее 250 МПа и предпочтительно превышающее 500 МПа, можно получить нанокристаллическую полосу, обладающую магнитной проницаемостью, находящейся в пределах от 50 до 200, чего до сих пор достичь было невозможно, используя известные способы (например, FR 2823507). Так, была достигнута магнитная проницаемость порядка 90 при напряжении 400 МПа и магнитная проницаемость 50 при напряжении 700 МПа.
Кроме того, действуя на аморфную ленту повышенными напряжениями от натяжения, можно уменьшить толщину нанокристаллической полосы на 3-10% и даже больше. Так, ленту толщиной в 20 мкм можно трансформировать в полосу толщиной 18 или 19 мкм. Это уменьшение толщины нанокристаллической полосы сказывается на магнитных свойствах изготавливаемых из нее компонентов. Действительно, оно позволяет уменьшить токи, индуцированные в металле, и, следовательно, снизить магнитные потери будущего намотанного сердечника.
Кроме того, улучшение магнитных характеристик достигается без снижения приращения объема полосы, что оказалось неожиданным, так как известно, что чем больше толщина металлического листа, тем больше приращение объема намотки.
Чтобы уменьшить токи, индуцируемые в тороидальном сердечнике, и магнитные потери, в зависимости от предусмотренного конечного назначения может понадобиться нанесение или создание электроизоляционного слоя на полосу для того, чтобы изолировать друг от друга последовательные витки. Можно, например, непрерывно наносить на полосу после отжига минеральное вещество по толщине от десятых долей микрометра до нескольких микрометров.
Таким минеральным веществом, нанесенным между витками, может быть магнезиевое молоко (MgO), воду из которого впоследствии удаляют при помощи операции сушки при низкой температуре.
В основном можно использовать следующие классические составы:
- порошок SiO2, MgO, Al2О3, нанесенный на поверхность путем погружения в смолу, путем напыления, путем электрофореза или при помощи любой другой технологии нанесения,
- покрытие из тонких слоев SiO2, MgO, Al2О3, нанесенное на поверхность напылением, таким как химическое осаждение из паровой фазы или осаждение из паровой фазы под давлением, или электростатическим способом,
- раствор алкилсиликата в спирте, смешанный с кислотой для образования форстерита MgSiO4, после термической обработки,
- раствор, полученный частичным гидролизом SiO2 и TiO2, смешанный с различными керамическими порошками,
- раствор, в основном содержащий поликарбонат-титан, нанесенный на ленту и затем нагретый,
- нанесенный и нагретый раствор фосфата,
- изоляционный раствор, полученный путем нанесения агента-окислителя и нагрева.
Предпочтительно изоляционный слой наносят либо на полосу, размотанную из бобины и полученную после отжига, перед повторным наматыванием в виде одного или нескольких тороидальных сердечников для электромагнитного компонента, либо на линии на выходе S-образного приводного блока перед сматыванием в бобину. В обоих случаях это нанесение покрытия, как правило, сопровождается низкотемпературным отжигом для обеспечения полимеризации или дегидратации.
Можно также использовать предварительное покрытие перед кристаллизационным отжигом, обладающее изоляционными свойствами и нанесенное по толщине от 1/10 микрометра до нескольких десятков микрометров на аморфную ленту, при этом указанное покрытие обладает температурной стойкостью при ускоренном отжиге и прочностью по отношению к сильным натяжениям при отжиге. Можно, например, в качестве предварительного покрытия аморфной полосы использовать метилат магния.
Этот тип изоляционного покрытия перед отжигом и для электрической изоляции отожженной полосы можно осуществлять при помощи любого соответствующего средства и, в частности, путем нанесения между двумя валками, или путем химического осаждения из паровой фазы или осаждения из паровой фазы под давлением, или путем напыления, или при помощи псевдоожиженного слоя и т.д. с возможным дополнительным этапом сушки и/или полимеризации и/или сшивания, в том числе в зависимости от природы изоляционного материала типа мономера и от присутствия растворителя.
Если применяют минеральное изоляционное покрытие (обладающее температурной стойкостью), его предпочтительно наносят на аморфную ленту перед рекристаллизационным отжигом и еще предпочтительнее - перед входным S-образным блоком. Обнаружено, что часть изоляционного материала отделяется от аморфной ленты во время прохождения в печи для отжига, но остаточный изоляционный материал позволяет усилить механические характеристики ленты и снизить ее хрупкость.
Кроме того, в этом случае снижается величина натяжения, необходимого для получения заранее определенного уровня магнитной проницаемости. Таким образом, увеличивая натяжение, можно получить меньшие значения магнитной проницаемости.
Совершенно независимо и дополнительно к межвитковой изоляции можно также покрывать тороидальные сердечники в соответствии с настоящим изобретением, предварительно намотанные в соответствии с геометрическими параметрами, диктуемыми назначением, пластическим материалом, например, таким как эпоксидная смола, причем эту смолу можно наносить холодным или горячим способом. Было установлено, что покрытие такого типа совершенно не ухудшает магнитные свойства тороидальных сердечников, даже если смолу наносят при температуре порядка 200°С. Это покрытие проникает очень неглубоко между витками и предназначено для повышения жесткости и защиты тороидального сердечника от действия напряжений при наматывании на бобину, для защиты электроизоляционного материала катушечного провода от повреждений острыми краями намотанной полосы, для обеспечения хорошей диэлектрической изоляции между намотанным тороидальным сердечником и катушкой. Кроме описанных выше межвитковых электроизоляционных покрытий и наружного покрытия тороидального сердечника для электрической и механической защиты тороидального сердечника и его катушки, можно также пропитывать промежутки, остающиеся между витками тороидального сердечника в соответствии с настоящим изобретением, при помощи специальной жидкой и затвердевающей смолы, существенно не ухудшая при этом его магнитной проницаемости. В этом состоянии тороидальный сердечник становится очень жестким, моноблочным и поэтому легко поддается резанию.
Полученный таким образом пропитанный тороидальный сердечник можно разрезать на две С-образные части с увеличением коэрцитивного поля Hc, не превышающим 50%, тогда как магнитная проницаемость μ1 магнитного контура, выполненного при помощи двух состыкованных С-образных частей, можно регулировать путем соответствующей поверхностной обработки поверхностей разрезания до уровня, меньшего не более чем на 50% по отношению к μ.
Если, например, получают пропитанный тороидальный сердечник в соответствии с настоящим изобретением, магнитная проницаемость которого достигает μ=300, то можно получить магнитную проницаемость μ1 от 150 до 300. Это уменьшение происходит в результате остаточного зазора, образовавшегося при разрезании.
Таким образом, понятно, что можно получить тороидальный сердечник с низкой магнитной проницаемостью, обладающий всеми описанными выше свойствами нанокристаллических материалов, прошедших отжиг под напряжением, а также 2С-геометрию, позволяющую реализовать конечный компактный компонент, не имеющий другого зазора, кроме остаточного, который мог бы стать причиной возмущений внешних магнитных полей и локального нагрева в направлении зон зазора.
Испытания
Были реализованы отливки 1-19, составы которых указаны в таблице 1, для получения аморфных лент при помощи классического способа закалки на охлажденном валке.
Эти ленты были подвергнуты различным процессам отжига, характеристики которых приведены в таблице 2.
После обработки отжигом под напряжением и получения нанокристаллических полос их подвергли определенному числу характеристических испытаний, результаты которых приведены в таблице 2.
В рамках этих испытаний условно приняты следующие обозначения:
- RP: известный способ отжига под напряжением нанокристаллических материалов с использованием одной или двух пар прижимных роликов (патент FR 823507),
- Прямой: известный способ отжига под напряжением нанокристаллических материалов с использованием прямого натяжения ленты при помощи намоточных и размоточных бобин (патент FR 823507),
- BS: способ отжига под напряжением нанокристаллических материалов, предлагаемый настоящим изобретением, с использованием, например, S-образного блока на входе печи для отжига и S-образного блока на выходе этой печи.
Используются также следующие символы:
Dmin - предельный радиус кривизны при разрыве полосы,
ТТТН - температура нанокристаллизационного отжига,
σ - напряжение от натяжения во время отжига,
ΔT - диапазон значений температуры отжига, позволяющий получить DMIN≤3 мм для всего доступного диапазона μr,
Br - инерционная индукция,
Bm - индукция при 20 Э, называемая индукцией приближения к насыщению,
В(200) - индукция насыщения при 200 Э,
Hc - коэрцитивное поле.
Под «диапазоном μr» следует понимать доступный интервал значений μr для данной отливки при данных характеристиках процесса внутри максимального диапазона μr от 50 до 5000.
Определение DMIN
Предельный радиус кривизны при разрыве DMIN полосы измеряют, последовательно помещая полосы на калиброванные полукруглые профили, диаметр которых постепенно уменьшается, до момента, когда полоса ломается. При этом последовательно и в сторону уменьшения используют диаметры от 5 до 2,5 мм с шагом 0,1 мм.
Определение ΔT
ΔT является диапазоном значений температуры отжига, позволяющим получить DMIN≤3 мм для всего доступного диапазона μr. Действительно, считается, что хрупкость полосы соответствует производству в промышленном масштабе, если DMIN меньше 3 мм.
Таким образом, для определения значения ΔТ измеряют DMIN для полос разной магнитной проницаемости, полученных при изменении напряжения от натяжения во время отжига, и для разных температур отжига ТTTH. Так, для отливки с составом №1 (см. таблица 1) получили следующие значения DMIN:
В этом примере рассчитанное значение ΔТ равно 30°С в диапазоне от 560 до 595°С.
Отмечается, что чем больше увеличивается магнитная проницаемость, тем больше увеличивается DMIN , стабилизируясь при μ=1500-2000. Таким образом, наименее хрупкой лентой является лента с наименьшей магнитной проницаемостью, что является дополнительным преимуществом при применении тороидального сердечника для сглаживания/накопления энергии.
Отмечается также, что DMIN является очень чувствительным к температуре отжига под натяжением. Так, отклонение в 30°С переводит все полосы с магнитной проницаемостью, превышающей 500, из состояния незначительной хрупкости, полученного при 570°С (DMIN≤3 мм), в состояние все большей хрупкости (DMIN может достигать 3,6 мм).
Пример 1 - Влияние состава марки материала
Влияние содержания бора
Примеры V, W и X, где содержание бора составляет 8,4%, иллюстрируют хрупкость правильного уровня со степенью повреждения менее 5 повреждений/км.
Однако при таком высоком содержании бора непрерывная кристаллизация под напряжением затрудняется и, в частности, происходит медленнее, чем при промышленных испытаниях, например, таких как испытания С, D, Е и F, что вынуждает снижать скорость прохождения до менее 4 см/с и что ограничивает доступный диапазон магнитной проницаемости значениями, превышающими 300. Следовательно, максимальное содержание бора необходимо ограничить до 8%.
Кроме того, пример N показывает, что 1,22% углерода, частично замещающего бор, лишь незначительно ухудшает свойства продукта.
Влияние содержания ниобия
Пример J показывает, что, если используют ниобий в процентном содержании порядка 3,9%, магнитные свойства в основном сохраняются, хотя и со снижением индукции насыщения В(200 Э) до 12 кГс вместо 12,5 кГс при составе, использованном в примерах А - С, где содержание ниобия составляет только 2,96%.
Кроме того, скорость прохождения необходимо существенно понизить, чтобы получить ленту после отжига под напряжением с требуемыми характеристиками предельной кривизны (≤3 мм) и доступного диапазона магнитной проницаемости.
Если повысить процентное содержание ниобия до 6% (пример К), диапазон регулирования температуры еще больше увеличивается (50°С) и доступный диапазон магнитной проницаемости пока остается приемлемым (μmin=200). Однако индукция насыщения В (200 Э) значительно ухудшается до 11,2 кГс, что не позволяет производить компоненты нужной компактности.
Кроме того, предельный диаметр для наматывания тороидального сердечника из полосы, нанокристаллизованной под напряжением, существенно увеличивается до 3,8 мм, что свидетельствует об охрупчивании полосы, которое усложняет манипулирование в промышленных условиях и повышает опасность повреждений.
Влияние содержания меди
Примеры Н и I показывают, что небольшое отклонение от значения 1% содержания меди соответственно до значений 1,5 или 0,7% существенно не ухудшает характеристики.
Влияние содержания кремния
По сравнению с лентами примеров А-С, которые содержат 15,3% кремния, отмечается (испытания R-U), что, если снизить процентное содержание кремния до 13,5%, метал остается применимым для промышленного производства (μmin=100), но условия способа BS в соответствии с настоящим изобретением становятся более критическими в связи с магнитными характеристиками, такими как коэрцитивное поле Нс.
Так, при температурах отжига 615 и 640°С Нс остается меньше или равно 7 А/м, но, начиная с 650°С, Нс значительно повышается (пример Т), что не препятствует промышленному производству, так как диапазон ΔТ регулирования температуры отжига под напряжением остается высоким (˜30°С). Вместе с тем, если еще понизить процентное содержание кремния до 11,5 (пример U), коэрцитивное поле уменьшается и достигает 8 А/м при оптимальных условиях хрупкости, что приводит к слишком большим магнитным потерям намотанного тороидального сердечника.
Влияние содержания элемента типа М'
Возможное содержание этих металлоидов, замещающих кремний, необходимо ограничивать значением не более 2%. Действительно, примеры L и М показывают, что значения содержания хрома 1% или алюминия 1,5% не влияют на конечный продукт, когда они замещают кремний.
Вместе с тем, пример О показывает, что содержание ванадия 2,4% существенно повышает хрупкость ленты (>10 повреждений/км), что вынуждает снижать допустимую скорость непрерывного прохождения из-за этого повышения хрупкости. Одновременно уменьшается коэрцитивное поле Нс, и температурный интервал ΔТ способа, в котором можно получать нормальные свойства, становится слишком незначительным (<10°С), что не позволяет производить полосу в промышленных масштабах. Кроме того, доступный диапазон μr уменьшается до μr≥300.
Влияние содержания элемента типа М''
Пример Р показывает, что, если замещать кремний на 2,6% германия, коэрцитивное поле Нс очень уменьшается (≥8 А/м) и доступный диапазон температуры отжига ΔТ становится незначительным, тогда как другие характеристики остаются вполне приемлемыми.
Влияние содержания кобальта
Примеры D и Е показывают, что умеренное добавление кобальта с целью частичного замещения железа в размере 1,7% и 5% уменьшает доступный диапазон магнитной проницаемости μ для «прямого» способа, так как μmin переходит от 300 до 350 и от 300 до 500 соответственно.
Для способа BS в соответствии с настоящим изобретением допустимым содержанием кобальта оказывается 0,05 (пример F: μmin=300), тогда как при 10% кобальта в этом способе невозможно получить магнитную проницаемость меньше 500 (пример G).
Дополнительные испытания на примерах С, D', Е', Y и Z позволили определить значения магнитных потерь при 500 кГц (50 мТл, 27°С), а также определить температурную устойчивость значений магнитной проницаемости между 25 и 150°С и проявляющуюся магнитострикцию насыщения λs.
Отмечается, что для испытаний по способу BS увеличение содержания кобальта уменьшает также коэрцитивное поле Нс, а также уровень магнитных потерь. Эти два пункта не позволяют получить сплав, обладающий высокой чувствительностью к сигналам в измерительных устройствах или обладающий низкой диссипативностью. Следовательно, необходимо ограничить содержание кобальта до 5,75 ат.% (а≤0,07).
Кроме того, совокупное повышение содержания кобальта и никеля ухудшает проявляющуюся магнитострикцию насыщения λs, что делает сплав чувствительным к внешним напряжениям (приклеивание, обмазка, пропитка, резание, манипулирование). Такое повышение ухудшает также температурную устойчивость, магнитную проницаемость между 25 и 150°С. Следовательно, необходимо ограничить содержание никеля значением не более 8,25% приблизительно (b≤0,1) и предпочтительно совокупное содержание Ni и Со значением не более 8,25% (a+b≤0,1).
Пример 2 - Приращение объема
Для исследования влияния прикладываемого (на ленту) напряжения на приращение объема нанокристаллического тороидального сердечника приготовили ряд аморфных лент, состав которых соответствует отливке 1 из таблицы 1 и на которые воздействовали возрастающими напряжениями от натяжения. Условия испытаний, а также полученные результаты, связанные с уменьшением толщины (ΔЕр/Ер) и приращением, приведены в таблице 3:
Отмечается, что способ в соответствии с настоящим изобретением позволяет уменьшить толщину нанокристаллической полосы без существенного снижения приращения объема, что нельзя было никак предугадать.
С точки зрения возможных вариантов применения нанокристаллических полос в соответствии с настоящим изобретением в качестве неограничивающих примеров можно указать:
- датчики тока с сильной наложенной постоянной составляющей, в частности, используемые в некоторых модулях счетчиков энергии;
- устройства зондирования тока с широким частотным диапазоном, экранированные или не экранированные, используемые, например, для контроля тока в режиме реального времени активных силовых компонентов электроники, таких как GTO, IGBT и т.д.;
- индукционные катушки сглаживания или накопления энергии для любого типа конструкции силового электронного преобразователя, такого как PFC, push pull, flyback, forward и т.д., позволяющие:
уменьшить объем компонента благодаря получению низких значений магнитной проницаемости со сниженными магнитными потерями и повышенным намагничиванием до насыщения Js при сильных воздействиях наложенного постоянного тока;
обеспечить индуктивность L, мало зависящую от наложенного постоянного тока и обладающую высокой воспроизводимостью (≤10%, предпочтительно ≤5%), в промышленном производстве;
избежать любого акустического шума, связанного с магнитострикцией;
избежать любых проблем, связанных с электромагнитной совместимостью;
избежать любого локального нагрева магнитного контура;
- высокочастотные трансформаторы (более нескольких сот кГц), содержащие необрезанные тороидальные сердечники в соответствии с настоящим изобретением, для использования, например, в резонансных источниках питания. Тороидальный сердечник в соответствии с настоящим изобретением в данном случае имеет преимущество за счет своей повышенной частоты отсечки, которая может достигать 20-200 МГц при значениях магнитной проницаемости от 50 до 300, при невысоких магнитных потерях и высокой доступной рабочей индукции (Js>1 Тл);
- дроссели синфазного сигнала с фильтром высокой частоты, содержащие необрезанные тороидальные сердечники в соответствии с настоящим изобретением, преимуществом которых является возможность миниатюризации компонента одновременно за счет повышенного Js и высокой частоты отсечки, достигающей от 1 до 200 МГц и предпочтительно превышающей 10 МГц.
Изобретение относится к области электротехники, в частности к способу изготовления полосы из нанокристаллического материала, полученной из ленты, отливаемой в аморфном состоянии, со следующим атомным составом:  где М' является, по меньшей мере, одним из элементов V, Cr, Al и Zn, М'' является, по меньшей мере, одним из элементов С, Ge, P, Ga, Sb, In и Be, при a≤0,07 и b≤0,1; 0,5≤х≤1,5 и 2≤α≤5; 10≤y≤16,9 и 5≤z≤8; β≤2 и γ≤2. При этом аморфную ленту подвергают кристаллизационному отжигу в размотанном состоянии путем пропускания через по меньшей мере два S-образных блока и при натяжении по существу в осевом продольном направлении и выдерживают ее при температуре отжига в пределах от 530 до 700°С в течение времени от 5 до 120 секунд под напряжением осевого натяжения в пределах от 2 до 1000 МПа. Профиль сечения полосы не имеет Ω-образного сечения, а максимальный прогиб поперечного сечения полосы составляет менее 3% ширины полосы, предпочтительно меньше 1% ширины. Также объектами настоящего изобретения являются полоса из нанокристаллического материала, полученные из нее тороидальный сердечник, датчик тока, катушка индуктивности и устройство для изготовления сердечника. Техническим результатом изобретения является получение тороидального сердечника с низкой магнитной проницаемостью. 7 н. и 23 з.п. ф-лы, 2 ил., 3 табл.
где М' является, по меньшей мере, одним из элементов V, Cr, Al и Zn, М'' является, по меньшей мере, одним из элементов С, Ge, P, Ga, Sb, In и Be, при a≤0,07 и b≤0,1; 0,5≤х≤1,5 и 2≤α≤5; 10≤y≤16,9 и 5≤z≤8; β≤2 и γ≤2. При этом аморфную ленту подвергают кристаллизационному отжигу в размотанном состоянии путем пропускания через по меньшей мере два S-образных блока и при натяжении по существу в осевом продольном направлении и выдерживают ее при температуре отжига в пределах от 530 до 700°С в течение времени от 5 до 120 секунд под напряжением осевого натяжения в пределах от 2 до 1000 МПа. Профиль сечения полосы не имеет Ω-образного сечения, а максимальный прогиб поперечного сечения полосы составляет менее 3% ширины полосы, предпочтительно меньше 1% ширины. Также объектами настоящего изобретения являются полоса из нанокристаллического материала, полученные из нее тороидальный сердечник, датчик тока, катушка индуктивности и устройство для изготовления сердечника. Техническим результатом изобретения является получение тороидального сердечника с низкой магнитной проницаемостью. 7 н. и 23 з.п. ф-лы, 2 ил., 3 табл.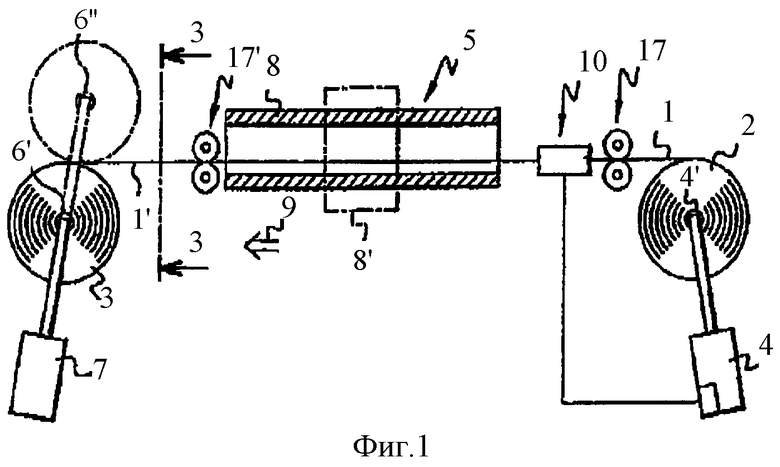

где М' является, по меньшей мере, одним из элементов V, Cr, Al и Zn;
М'' является, по меньшей мере, одним из элементов С, Ge, P, Ga, Sb, In и Be, при
а≤0,07 и b≤0,1;
0,5≤х≤1,5 и 2≤α≤5;
10≤у≤16,9 и 5≤z≤8;
β≤2 и γ≤2,
при этом аморфную ленту подвергают кристаллизационному отжигу, причем отжиг ленты производят в размотанном состоянии, пропуская через, по меньшей мере, два S-образных блока, натягивают ее по существу в осевом продольном направлении и выдерживают при температуре отжига, находящейся в пределах от 530 до 700°С, в течение от 5 до 120 с, под напряжением от осевого натяжения, находящимся в пределах от 2 до 1000 МПа, при этом напряжение от осевого натяжения, действующее на указанную аморфную ленту, ее скорость прохождения во время указанного отжига, время и температуру отжига выбирают так, чтобы профиль сечения полосы не имел Ω-образного сечения и имел максимальный прогиб поперечного сечения полосы менее 3% ширины полосы, предпочтительно меньше 1% ширины.
а≤0,04 и b≤0,07;
0,5≤х≤1,5 и 2≤α≤5;
13≤у≤16,6 и 5,8≤z≤8;
β≤2 и γ≤2.
a≤0,02 и b≤0,05;
0,5≤х≤1,5 и 2,5≤α≤4;
14,5≤у≤16,5 и 5,8≤z≤7,5;
β≤1 и γ≤1.
| RU 2001123224 A, 20.06.2003 | |||
| Способ изготовления тороидального сердечника | 1990 |
|
SU1829053A1 |
| НАМОТАННЫЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2241271C2 |
| МАГНИТОПРОВОД | 2000 |
|
RU2190275C2 |
| Способ хирургического лечения рецессии III и IV класса по Миллеру | 2023 |
|
RU2823507C1 |
| EP 0271657 A, 22.06.1988 | |||
| WO 03088281 А, 23.10.2003. | |||

