Изобретение имеет отношение к получению абразивных поверхностей с нанесенным рельефом на подложках в виде, полезном для тонкой доводки таких подложек, как подложки из металла, дерева, пластмассы и стекла.
В течение ряда лет уже известно предложение о нанесении изолирующих структур, таких как островки смеси связующего и абразивного материала на материал основы. Если указанные островки имеют одинаковую высоту относительно основы и адекватно отделены друг от друга, то тогда (может быть, после небольшой операции правки) при использовании изделия удается получать меньшее число царапин на поверхности и обеспечивать лучшую чистоту (гладкость) поверхности. Кроме того, пространства между островками обеспечивают путь отвода возникающего при работе шлифовального шлама из рабочей зоны.
В обычных абразивных материалах с покрытием изучение поверхности шлифования показывает, что только относительно небольшое число поверхностных абразивных частиц в активной зоне шлифования находится одновременно в рабочем контакте с обрабатываемой деталью. По мере износа поверхности это число возрастает, однако при этом также снижается полезность некоторых из этих абразивных частиц в результате засаливания. Преимуществом использования абразивных поверхностей с однородной решеткой изолированных островков является то, что износ однородных островков происходит главным образом с одной и той скоростью, что позволяет поддерживать одну и ту же скорость шлифования в течение более длительных периодов времени. Можно сказать, что при этом шлифовальная работа будет более равномерно распределена между большим числом точек шлифования. Более того, так как указанные островки содержат множество более мелких частиц абразива, то эрозия островка открывает новые, не использованные абразивные частицы, которые еще не засалились.
Одной из известных технологий образования такой решетки изолированных островков или точек является глубокая печать. При использовании техники глубокой печати применяют валик, на поверхности которого отгравирован рельеф ячеек. Ячейки заполняют составом, и валик прижимают к поверхности, в результате чего состав переносится на поверхность. Обычно состав после этого может растекаться, если нет разделений между нанесенным составом от каждой индивидуальной ячейки. В конечном счете может быть получен слой главным образом одинаковой толщины. В качестве иллюстрации можно привести сравнительные примеры C и D патента США N 5152917, где описан процесс, при котором полученный за счет глубокой печати рельеф быстро теряет все разделения между индивидуальными количествами состава, нанесенными от отдельных ячеек.
В патенте США N 5014468 описано нанесение состава связующего/абразива из ячеек глубокой печати на ролик таким образом, что состав ложится в виде структур, окружающих зону, в которой нет абразива. Можно полагать, что это является результатом нанесения материала неполного объема ячейки и только с периметра каждой ячейки, что приводит к образованию описанных кругов.
Проблемой при использовании техники глубокой печати всегда являлось сохранение полезной формы (конфигурации) островков. Оказалось, что очень трудно создать состав смеси связующего/абразива, которая является достаточно текучей для нанесения и все еще достаточно нетекучей, так чтобы она не растекалась в виде главным образом однородного слоя покрытия при нанесении на подложку.
Чезманом и др. в патенте США N 4773920 раскрыто использование покрытия глубокой печати с возможностью нанесения однородного рельефа выступов и ложбин на композиции связующего, которые после отверждения могут служить каналами для отвода смазки и шлифовального шлама. Однако кроме простого констатирования в этом патенте не содержится деталей относительно осуществления такого решения.
Качмареком и др. в патенте США N 4644703 раскрыто более традиционное использование валика для глубокой печати для нанесения слоя состава абразива/связующего, который затем сглаживается перед нанесением при помощи способа глубокой печати второго слоя сверху заглаженного первого слоя. Нет сведений о природе конечной отвержденной поверхности.
Равипати и др. в патенте США N 5014468 предложено использовать смесь абразива/связующего, имеющую неньютоновские свойства текучести с утолщением среза (сдвига), и наносить эту смесь при помощи техники глубокой печати на пленку. В этом процессе нанесение смеси происходило с краев ячеек глубокой печати для получения уникальных структур, причем слой уменьшенной толщины наносился со смещением от окружающих поверхность зон, в которых нет смеси. Если ячейки находятся достаточно близко друг к другу, то поверхностные структуры могут иметь взаимосвязь. Это изделие оказалось очень полезным, в особенности при проведении тонких офтальмологических операций. Предложенный способ также является очень полезным, однако он создает потенциальную проблему нарастания (накопления) материала в ячейках валика для глубокой печати, так что наносимый рельеф может слегка изменяться в ходе длительного процесса нанесения. Кроме того, природа этого процесса такова, что он может быть применен только для составов, которые содержат относительно мелкие абразивные частицы (обычно менее 20 мкм).
Другой подход связан с нанесением смеси абразива/связующего на поверхность подложки с последующим созданием на смеси рельефа, содержащего решетку изолированных островков, за счет отверждения связующего при нахождении в контакте с формой, имеющей поверхность с инверсным рельефом. Этот подход описан в патентах США N 5437754; 5378251; 5304223 и 5152917. На эту тему существует множество вариаций, однако их общей характеристикой является то, что каждый из островков рельефа создают за счет отверждения связующего в контакте с поверхностью формы. Этот процесс также имеет проблемы, связанные с тем, что часто происходит неполное извлечение из формы, в результате чего, например, вместо получения пирамид часто получают вулканические формы с кратерами.
В соответствии с настоящим изобретением предлагается технология получения однородных форм (конфигураций) с рельефом комбинаций абразива/связующего, которая не требует отверждения в литейной форме или выбора комбинаций абразива/связующего со специфическими неньютоновскими характеристиками текучести.
В результате настоящее изобретение дает гибкое и эффективное средство для серийного производства абразивных материалов с покрытием, имеющих однородную решетку изолированных форм из абразивного композитного материала. Такие абразивные материалы с покрытием хорошо адаптированы для обработки широкого диапазона подложек с получением тонкой доводки для длительных периодов работы с однородной скоростью резания.
Проблемой при использовании техники глубокой печати для производства абразивных материалов с покрытием всегда являлось сохранение полезной формы и рельефа после нанесения состава. Очень часто нанесенные формы теряют свой вертикальный размер и стремятся к растеканию по поверхности и соединению со смежными формами. Сравнительные примеры C и D патента США N 5152917 касаются рассмотрения этой проблемы, что обсуждалось здесь ранее. В патенте США N 5014468 предложено решение с использованием состава с реологией утолщения среза, которая побуждает смесь наноситься с краев ячеек глубокой печати с образованием уникального рельефа.
Нашли, что состав абразив/связующее может быть нанесен на подложку, и может быть получен рельеф на поверхности состава за счет процесса насечки рельефа (чеканки), если реология по меньшей мере только поверхностного слоя нанесенного состава была изменена перед насечкой рельефа. После этого насеченный рельеф может быть отвержден для сохранения структуры с насеченным рельефом.
Теоретические исследования сохранения рельефа в нанесенных слоях показывают, что поверхностное натяжение является основной причиной растекания (и, следовательно, потери рельефа), а вязкость является силой сопротивления растеканию. При этом сохранению рельефа способствуют низкое поверхностное натяжение и высокая вязкость. Однако для отверждаемых при нагреве связующих, которые обычно используют в тех составах абразив/связующее, к которым в первую очередь имеет отношение настоящее изобретение, поверхностное натяжение изменяется незначительно и главным образом лежит в диапазоне около 30-40 дин/см. Правильно составленная смесь абразив/связующее на водной основе также в основном имеет поверхностное натяжение в этом же диапазоне. Таким образом, наиболее воздействующим на результат параметром является вязкость, которая может регулироваться.
В соответствии с настоящим изобретением предлагается способ изготовления абразивных материалов (шлифовальных изделий) с покрытием, имеющих рельеф композитов абразив/связующее, сцепленных с материалом основы, причем указанный способ включает в себя следующие операции:
нанесение состава суспензии, содержащего абразивный порошок и отверждаемое полимерное связующее, на подложку непрерывным или рельефным образом;
обработка нанесенного состава для придания по меньшей мере поверхностной части состава пластичности, но не текучести;
насечка рельефа на состав абразив/связующее; и затем
отверждение полимерного связующего компонента состава для сохранения указанного рельефа.
Ключевой в этом способе является операция обработки для придания по меньшей мере поверхностной части состава пластичности, но не текучести. Под этим следует понимать, что поверхность является в достаточной степени пластичной, так что на ней может быть произведена насечка рельефа с использованием инструмента для насечки, однако указанная поверхность в основном сохраняет форму насеченного рельефа по меньшей мере в течение 30 с после отвода инструмента для насечки. Считают, что поверхность "в основном сохраняет форму", если вертикальная высота насеченной формы над подложкой не уменьшается более чем на 10%.
До проведения насечки рельефа вязкость состава абразив/связующее изменяют таким образом, чтобы ограничить растекание, которое может происходить при более низких вязкостях, при которых обычно наносят состав. Однако нет необходимости повышать уровень вязкости всего состава. Зачастую достаточно, если наружный открытый участок быстро достигает более высокой вязкости, так как затем он играет роль оболочки, удерживающей насеченную форму, даже если внутренние участки сохраняют относительно низкую вязкость в течение более длительного периода.
Изменение вязкости по меньшей мере поверхностных слоев может быть достигнуто, например, введением в состав по меньшей мере одного летучего компонента, который быстро теряется (испаряется), когда состав нанесен на материал основы, возможно с содействием повышенной температуры окружающей среды или же за счет локализованного потока горячего газа, при этом концентрация абразивного компонента в поверхностном слое увеличивается.
Само собой разумеется, что температура также воздействует на вязкость. Поэтому важно сбалансировать эти конкурирующие эффекты для обеспечения в результате повышающейся вязкости. Одним из факторов, оказывающих содействие в этом направлении, может служить тенденция увеличения температуры для обеспечения ускоренного отверждения в случае термоотвержаемых полимерных систем. Другой опцией является снижение температуры структуры перед насечкой рельефа, так что вязкость увеличивается. Это может быть осуществлено, например, пропусканием подложки со слоем нанесенного на нее состава под охлажденным валиком и/или под потоком холодного газа.
В дополнение к регулированию вязкости за счет изменения температуры или испарения жидкости возможно производить изменение вязкости за счет увеличения содержания твердых веществ. Как правило, достаточно, чтобы поверхностный слой достигал более высокой вязкости, так чтобы он удерживал насеченную затем на нем форму. Можно нанести тонкоизмельченный "функциональный порошок" на поверхность структуры, который будет действовать с образованием локализованной "оболочки" с увеличенной вязкостью, побуждая структуру к сохранению нанесенной формы, до того момента, пока отверждение не сделает форму постоянной.
В соответствии с настоящим изобретением термин "функциональный порошок" использован для обозначения мелкоразмолотого материала (со средним размером частиц D50 менее 250 мкм), который изменяет свойства состава. Это может быть просто изменение вязкости или улучшение свойств отвержденного состава, таких как эффективность шлифования. Функциональный порошок может также действовать как разделительный элемент для сохранения барьера между полимерным составом и инструментом для насечки, снижающий проблемы прилипания и обеспечивающий лучшее отставание от инструмента для насечки.
Указанный порошок может быть нанесен в виде единственного слоя сверху на композит абразив/связующее или же в виде множества слоев с образованием структурного композитного материала, имеющего уникальные шлифовальные свойства. Это на самом деле представляет собой преимущественный и предпочтительный аспект настоящего изобретения.
Порошок сам по себе может быть абразивным материалом или же может быть смесью порошковых материалов, а также может быть комбинацией указанных материалов, что сообщает ему преимущественные свойства. Абразивные зерна, которые могут быть использованы в функциональном порошке, могут относиться к любому типа абразивного зерна, причем размер зерна может в некоторых случаях отличаться от размера зерна, использованного в адгезивных составах, что может приводить к получению уникальных характеристик шлифования. Функциональный порошок может также включать в себя любые добавки из семейства шлифующих и антистатических добавок стеарированных порошков, а также любые наполнители и смазки и их смеси.
Нанесение слоя (слоев) функционального порошка может быть произведено с использованием различных традиционных способов нанесения. Среди этих способов можно указать гравитационный, электростатический и вибрационный способы нанесения покрытия, распыление и др. Нанесение различных порошков может происходить одновременно или поочередно, чтобы получить композитную структуру до проведения насечки рельефа.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения, состав суспензии абразив/связующее на основу наносят в виде двух или более слоев, при этом композиции составов слоев могут быть различными. Возможно, например, нанести первоначально состав суспензии с первым абразивным зерном, а затем нанести сверху второй слой с другим абразивным зерном. Содержание зерна в верхнем слое может быть выше, чем в нижнем слое, или же это зерно в нем может иметь лучшее качество. Альтерантивно или дополнительно в верхний слой может быть введена шлифующая добавка, в то время как в нижнем слое ее нет. Такие и другие аналогичные подходы, которые легко представить, позволяют добиться более эффективного износа шлифовального изделия с покрытием. Это достигается по той причине, что в том случае, когда включающие структурный абразив изолированные композиты абразив/связующее образованы на стадии насечки рельефа, то тогда участки композитов, которые в действительности используются при работе до выбрасывания шлифовального изделия с покрытием, типично представляют собой участки, наиболее поздно удаляемые из материала основы. Поэтому имеет смысл не вводить дорогое абразивное зерно в нижний участок композита, а обеспечивать наибольшее содержание абразива вблизи от открытой поверхности композита. Те же самые соображения приведут подготовленного читателя к мысли о необходимости концентрации любых шлифующих добавок в непосредственной близости от верхней поверхности композитной структуры.
Указанное также может быть обеспечено при нанесении множества слоев состава, причем верхний слой сам по себе имеет более вязкий состав, возможно, в результате добавления более высокой концентрации абразивных зерен или шлифующих добавок. Этa операция может являться всей операцией (или ее частью), при которой поверхностный участок состава суспензии становится пластичным, но не текучим.
Указанный выше функциональный порошок может быть нанесен также и между слоями композиции с образованием многослойной структуры состава суспензии.
После достижения увеличения вязкости проводят насечку слоя для нанесения рельефа. Указанный рельеф может содержать изолированные островки состава или же представлять собой рельеф в виде выступов, разделенных ложбинами. Рельефы обычно предназначены для снабжения шлифовального изделия множеством шлифовальных поверхностей, расположенных на одинаковом расстоянии от основы, причем площадь шлифовальной поверхности увеличивается при эрозии слоя. Между шлифовальными поверхностями часто предусматривают каналы для обеспечения циркуляции шлифовальных жидкостей и для удаления возникающего при работе шлифовального шлама.
Насечка рельефа может быть осуществлена при помощи инструмента для насечки (чекана), такого как пластина, принудительного вводимого в контакт со слоем состава, или даже проще, инструмент может иметь ролик с отгравированным на его поверхности рельефом, который при вводе в контакт с составом суспензии наносит рельеф, инверсный отграфированному на его поверхности. Кроме того, инструмент для насечки может быть нагрет или охлажден, так что он способствует такому повышению вязкости, при котором поверхность состава становится пластичной, но не текучей. Однако нагрев не должен достигать такого уровня, при котором связующее отверждается при входе в контакт с инструментом. Конечной целью при регулировании вязкости состава полимера или поверхностного слоя является достижение того, чтобы после насечки рельефа образованная инструментом для насечки форма главным образом сохранялась по меньшей мере 30 с, а преимущественно в течение 1 мин. Более предпочтительно форма должна сохраняться до более позднего осуществления отверждения связующего.
Часто предпочтительно иметь насеченную поверхность относительно липкой после операции насечки рельефа, чтобы на нее можно было нанести функциональный порошок раньше завершения отверждения, так чтобы по завершении отверждения функциональный порошок был соединен за счет адгезии с внешней поверхностью насеченной формы. Когда порошок является абразивным, то это существенно увеличивает силу (агрессивность) первоначального резания шлифовального изделия. Кроме того, если порошок представляет собой шлифующую или противозасаливающую добавку, то он располагается в оптимальном положении относительно абразивных зерен композита. Альтернативно существует возможность нанесения сверху насеченной и может быть даже сверху отвержденной и насеченной поверхности тонкого слоя адгезива, после чего производят дополнительное нанесение функционального порошка в соответствии с обсуждавшимся выше. Может быть использован адгезив такого же типа, как и присутствующий в составе абразив/связующее, или же адгезив иного типа.
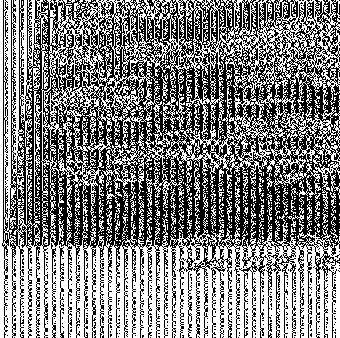
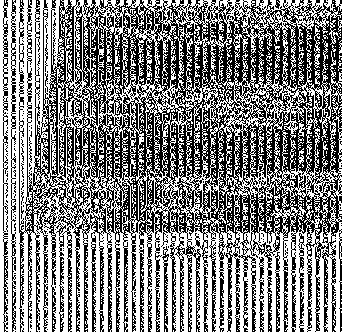
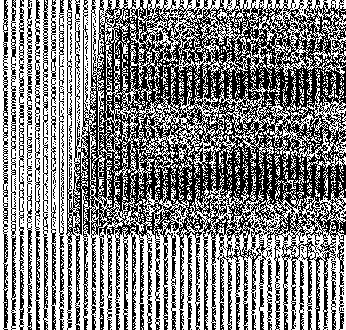
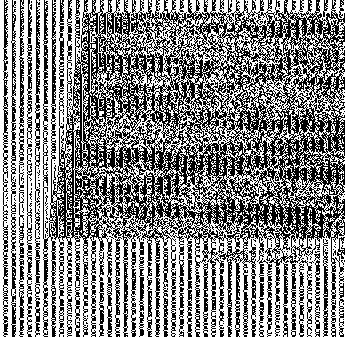
На фиг. 1-5 показаны полученные на растровом электронном микроскопе (РЭМ) микрофотографии шлифовальных изделий, изготовленных по способу в соответствии с настоящим изобретением, причем абразивная суспензия имеет покрытие с дополнительными абразивными зернами.
Способ нанесения суспензии на обычную подложку может включать в себя множество известных способов нанесения покрытия, в том числе нож на валике, нож на полотне, нанесение покрытия двумя и тремя валиками, покрытие при помощи инверсного валика, покрытие способом глубокой печати, нанесение покрытия через щелевую головку, распыление, покрытие поливом, трафаретная печать и др. Важно отметить, что покрытие суспензией может иметь вид непрерывного покрытия или покрытия с рельефом, как в случае нанесения при помощи ячейки печати. Кроме того, покрытия могут быть нанесены в несколько слоев или слоями, чередующимися с функциональным порошком, чтобы получить композит с уникальными шлифовальными характеристиками.
Инструмент для насечки рельефа может иметь любой желательный рельеф, причем это в значительной степени определяется предназначением шлифовального изделия с покрытием. Можно, например, предусмотреть инструмент в виде ролика с поверхностными канавками (например, с тремя винтовыми канавками), прорезанными на поверхности ролика. Часто это является предпочтительной конфигурацией и может быть использовано для получения рельефа диагональных полос, которые являются одновременно очень четкими и очень эффективными для шлифования. Альтернативно на инструменте может быть отгравировано множество ячеек, которые воспроизводятся как изолированные островки в рельефе, нанесенном на слой абразив/связующее. Можно предусмотреть множество полезных поверхностных рельефов, в том числе изолированные островки состава или группы островков. Сама по себе оснастка может содержать любой тип известной оснастки для насечки рельефа, такой как металлическая и пластмассовая оснастка, оснастка на базе керамики и пр.
В качестве абразивного компонента состава могут быть использованы любые известные в данной области материалы, такие как альфа-оксид алюминия (плавленый или спеченный), карбид кремния, плавленый оксид алюминия/оксид циркония, кубический нитрид бора, церий, алмаз и т.п., а также их комбинация.
Полезные в соответствии с настоящим изобретением абразивные частицы типично и предпочтительно имеют средний размер частиц от 1 до 150 мкм, а более предпочтительно от 1 до 80 мкм. Однако, как правило, количество абразивного компонента составляет ориентировочно от 10 до 90%, а преимущественно ориентировочно от 30 до 80% от веса состава суспензии.
Другим основным компонентом состава является связующее. Это может быть отверждаемый полимер, выбранный среди полимеров, отверждаемых при помощи излучения, такого как электронный пучок, УФ-излучение или видимый свет. Среди таких полимеров можно указать акрилатные олигомеры акрилатных эпоксидных смол, акрилатные уретаны, полиэфир-акрилаты и акрилатные мономеры, в том числе моно- и мультиакрилатные мономеры, а также термически отверждаемые полимеры, такие как фенольные смолы, смолы мочевина/формальдегид и эпоксидные смолы, а также их смеси. Часто очень удобно иметь в составе отверждаемый при помощи излучения компонент, который может быть отвержден относительно быстро после нанесения смеси, что повышает стабильность нанесенной формы (конфигурации). В контексте такого применения следует иметь в виду, что термин "отверждаемый при помощи излучения" предусматривает использование видимого света, ультрафиолетового (УФ) излучения или электронного пучка как агента, служащего причиной отверждения. В некоторых случаях функции термического отверждения и отверждения при помощи излучения могут быть обеспечены при помощи различных функциональных возможностей одной и той же молекулы. Часто это является целесообразным.
Состав полимерного связующего может также содержать нехимически-активный термопластичный полимер, который может усиливать характеристики самозаточки нанесенных абразивных композитов за счет усиления их эрозионной способности. Среди примеров таких термопластичных полимеров можно указать полипропилен-гликоль, полиэтилен-гликоль, блоковый сополимер полиоксипропилен-полиоксиэтилен и др. Может использоваться и комбинация отверждаемого излучением и термоотверждаемого полимеров.
Наполнители могут быть введены в состав абразивной суспензии для изменения реологии состава, а также твердости и жесткости отвержденного связующего. Среди примеров полезных наполнителей можно указать карбонаты металла, такие как карбонат кальция и карбонат натрия; кварцы, такие как плавленый кварц, стеклянные шарики, стеклянные пузырьки; силикаты, такие как тальк, глины, метасиликат кальция; сульфаты металлов, такие как сульфат бария, сульфат кальция, сульфат алюминия; оксиды металлов, такие как оксид кальция, оксид алюминия; тригидрат алюминия.
Состав абразивной суспензии может содержать шлифующую добавку для увеличения эффективности шлифования и скорости резания. Могут быть использованы шлифующие добавки на неорганической базе, такие как соли галогенида, например, криолит натрия, тетрафторборат калия и пр.; а также добавки на органической базе, такие как хлорированные парафины, например, поливинил-хлорид. Преимущественными шлифующими добавками являются криолит и тетрафторборат калия с размерами частиц в диапазоне от 1 до 80 мкм, а более предпочтительно от 5 до 30 мкм. Весовое процентное содержание шлифующей добавки составляет от 0 до 50%, а предпочтительно от 10 до 30%.
Используемые для осуществления настоящего изобретения составы суспензии абразив/связующее могут дополнительно содержать и другие добавки, в том числе аппреты, такие как силановые аппреты, например А-174 и А-1100, которые могут быть закуплены на фирме Osi Specialties, Inc., органотитанаты и циркоалюминаты; антистатики, такие как графит, сажа и т.п.; суспендирующие агенты, такие как мореный диоксид кремния, например, Cab-O-Sil M5, Aerosil 200; противозасаливающие агенты, такие как стеарат цинка; смазки, такие как парафин; смачивающие вещества; красители; инертные наполнители; модификаторы вязкости; диспергаторы; пеногасители и их смеси.
В зависимости от вида применения на поверхность суспензии может быть нанесен функциональный порошок, который сообщает шлифовальному изделию уникальные шлифовальные характеристики. Среди примеров функционального порошка можно указать: 1) абразивные зерна любого типа и размера зерна; 2) наполнители, такие как карбонат кальция, глина, плавленый кварц, волластонит, тригидрат алюминия и пр. ; 3) шлифующие добавки, такие как KBF4 криолит натрия, соль галогенида, галогенированные углеводороды и их смеси; 4) противозасаливающие агенты, такие как стеарат цинка, стеарат кальция и пр.; 5) антистатики, такие как графит, сажа и пр.; 6) смазки, такие как парафин, порошок политетрафторэтилена (ПТФЭ), полиэтилен-гликоль, полипропилен-гликоль, полисилоксаны и пр.
В качестве материала основы, на который наносят состав, можно использовать полотно (тканое, не тканое или начесное трикотажное), бумагу, пластиковую пленку или металлическую фольгу. Обычно изделия, изготовленные в соответствии с настоящим изобретением, находят наибольшее применение при производстве мелких шлифовальных материалов, поэтому предпочтительной является очень гладкая поверхность. По этой причине предпочтительными подложками для нанесения составов композита в соответствии с настоящим изобретением являются мелкокаландрированная бумага, пластиковая пленка или ткань с гладким поверхностным покрытием.
Далее настоящее изобретение будет описано со ссылкой на некоторые конкретные примеры его осуществления, причем следует иметь в виду, что они даны только в качестве иллюстрации и не носят ограничительного характера.
Сокращения.
Для упрощения представления данных будут использованы следующие сокращения.
Компоненты полимера:
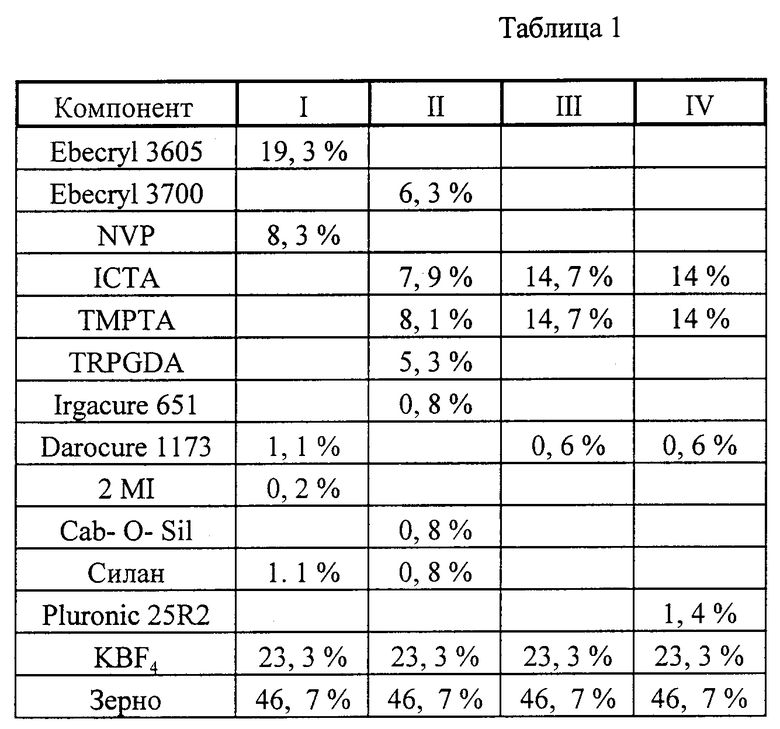
Ebecryl 3605, 3700-акрилатные эпоксидные олигомеры, которые могут быть закуплены на фирме UCB Radcure Chemical Corp.
TMPTA - триметилол-пропан-триакрилат, который может быть закуплен на фирме Sartomer Company, Inc.
ICTA - изоцианин-триакрилат, который может быть закуплен на фирме Sartomer Company, Inc.
TRPGDA - трипропилен-гликоль-диакрилат, который может быть закуплен на фирме Sartomer Company, Inc.
Компоненты связующего:
Darocure 1173 - фотоинициатор, который может быть закуплен на фирме Ciba-Geigy Company.
lrgacure 651 - фотоинициатор, который может быть закуплен на фирме Ciba-Geigy Company.
2-Methylimidazole - катализатор, который может быть закуплен на фирме BASF Corp.
Pluronic 25R2 - блоковый сополимер полиоксипропилен-полиоксиэтилен, который может быть закуплен на фирме BASF Corp.
KBF4 - шлифующая добавка со средним размером частиц около 20 мкм, которая может быть закуплена на фирме Solvay.
Cab-О-Sil M5 - мореный диоксид кремния, который может быть закуплен на фирме Cabot Corp.
Зерно:
FRPL - плавленый Al2O3, который может быть закуплен на фирме Treibacher (P320 и P1000: класс указан "P-числом").
Прокаленный Al2O3 (40 мкм), который может быть закуплен на фирме Microabrasives Corp.
Основы:
3 мил майларовая пленка для офтальмологических применений;
5 мил майларовая пленка для применений при металлообработке;
J - весовая полиэфирная ткань с сюрлановым покрытием.
Сюрлан представляет собой иономерный полимер SURLYN 1652-1, который может быть закуплен на фирме Du Pont.
Составы абразивной суспензии (см. табл. 1).
Процедура приготовления состава.
Мономерные и/или олигомерные компоненты перемешивают в течение 5 мин с использованием мешалки с высоким сдвигающим усилием при 1000 об/мин. После этого полученный состав смеси перемешивают с любыми необходимыми инициаторами, смачивающими веществами, пеногасителями, диспергаторами и пр., и перемешивание продолжают еще в течение 5 мин с той же скоростью перемешивания. Затем медленно производят добавку следующих компонентов в указанном порядке, с перемешиванием в течение 5 мин при 1500 об/мин между добавками: суспендирующий агент, шлифующие добавки, наполнители и абразивное зерно. После добавления абразивного зерна скорость перемешивания увеличивают до 2000 об/мин и продолжают перемешивание еще в течение 15 мин. В течение этого времени тщательно контролируют температуру и уменьшают скорость перемешивания до 1000 об/мин, если температура достигает 40,6oC.
Нанесение состава.
Полимерный состав наносят на перечисленные здесь ранее известные подложки. В указанных случаях абразивную суспензию наносят с использованием ножевого способа нанесения покрытия с желательной величиной установленного зазора. Нанесение покрытия производят при комнатной температуре.
Применение функциональных порошков и насечка рельефа.
Перед насечкой рельефа поверхностный слой суспензии модифицируют абразивным зерном с тем же самым размером частиц (или меньше), что и использованный в составе. Наносят количество состава, достаточное для образования единственного слоя, адгезированного неотвержденным компонентом связующего. Избыток порошка удаляют из слоя вибрацией. Нанесение порошка производят известным способом при помощи вибрационного сита.
После нанесения неотвержденного состава суспензии на подложку и введения функционального порошка применяют инструмент для насечки желательного рельефа, который придает желательную форму (конфигурацию) составу абразивного полимера и зерна. При осуществлении насечки используют стальной опорный ролик, который обеспечивает необходимую опору в ходе приложения давления при помощи стального валика насечки. Для удаления любого сухого остатка и потерянных зерен, остающихся в ячейках после насечки инструментом рельефа на составе с измененной вязкостью, используют проволочную щетку.
Отверждение.
После насечки рельефа на составе с измененной вязкостью подложку снимают с оснастки для насечки и направляют на участок отверждения. При тепловом отверждении предусматривают соответствующий источник тепла. При активизации отверждения фотоинициаторами предусматривают соответствующий источник излучения. Если применяют УФ-отверждение, то используют два источника мощностью 300 Вт: D лампу и H лампу, причем дозировкой излучения управляют за счет скорости, при которой подложку с нанесенным рельефом пропускают под лампами. В случае матрицы экспериментов, указанной в табл. 1, отверждение производят при помощи УФ-излучения. Однако в случае cостава I сразу после УФ-отверждения производят термическое отверждение. Этот процесс отверждения необходим для обеспечения стабильности конечных размеров.
В первом примере насечку рельефа в слое производят при помощи валика с отгравированными на нем ячейками в виде 17-гексагонального (шестиугольного) рельефа. Это позволяет получать островки гексагональной формы, показанные на фиг. 1 и 2. В каждом из островков абразивный порошок наносят (насыпают) на поверхность для его использования как функционального порошка. На фиг. 1 показан случай, когда на поверхность был нанесен абразив P 1000, а на фиг. 2 - P 320. В каждом случае составом абразив/связующее был состав I.
Во втором примере на валике для насечки рельефа был отгравирован рельеф с 25 трехвинтовыми ("Tри-винт") канавками. На фиг. 3 и 4 показаны составы III и IV, использованные в первом эксперименте, соответственно с нанесенным абразивом P 320 и P 1000. Была использована такая же технология нанесения покрытия.
В третьем примере на валике для насечки рельефа был отгравирован рельеф с 45 пирамидами, что для cостава I дает рельеф с изолированными пирамидами с квадратным основанием. Поверхность была модифицирована с нанесением порошка P 1000 на тот же состав, который был использован в первом и втором экспериментах. Результаты показаны на фиг. 5.
Во всех трех экспериментах структуры поверхности с нанесенным рельефом оставались главным образом неизменными от момента насечки рельефа до полного отверждения связующего компонента.
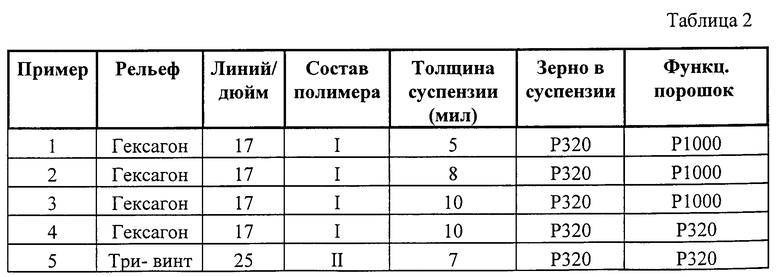
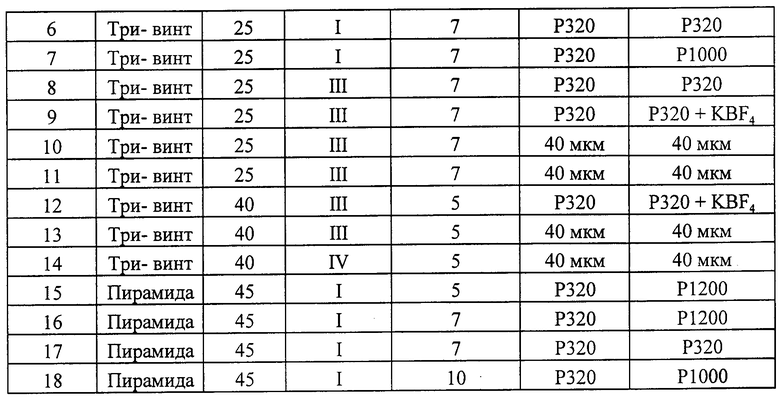
Были проведены дополнительные эксперименты при аналогичных формах (конфигурациях) рельефа, но при изменении состава и содержания абразива, как это показано в табл. 2. Во всех трех случаях процесс изготовления был идентичен трем первым примерам; однако были проведены вариации состава полимера и функционального порошка.
17-гексагональный ("Гексасон") рельеф валика для насечки содержит ячейки глубиной 559 мкм с равными боковыми сторонами длиной 1000 мкм сверху и 100 мкм у основания.
Рельеф с 25 трехвинтовыми ("Три-винт") канавками образован непрерывными каналами, прорезанными под углом 45o к оси валика, имеющими глубину 508 мкм и ширину отверстия вверху (ширину раскрыва) 750 мкм.
Рельеф с 40 трехвинтовыми канавками образован непрерывными каналами, прорезанными под углом 45o к оси валика, имеющими глубину 335 мкм и ширину отверстия вверху 425 мкм.
Рельеф с 45 пирамидами ("Пирамида") образован инверсными пирамидами с квадратным основанием, имеющими глубину 221 мкм и длину боковой стороны 425 мкм.
Испытания на шлифование
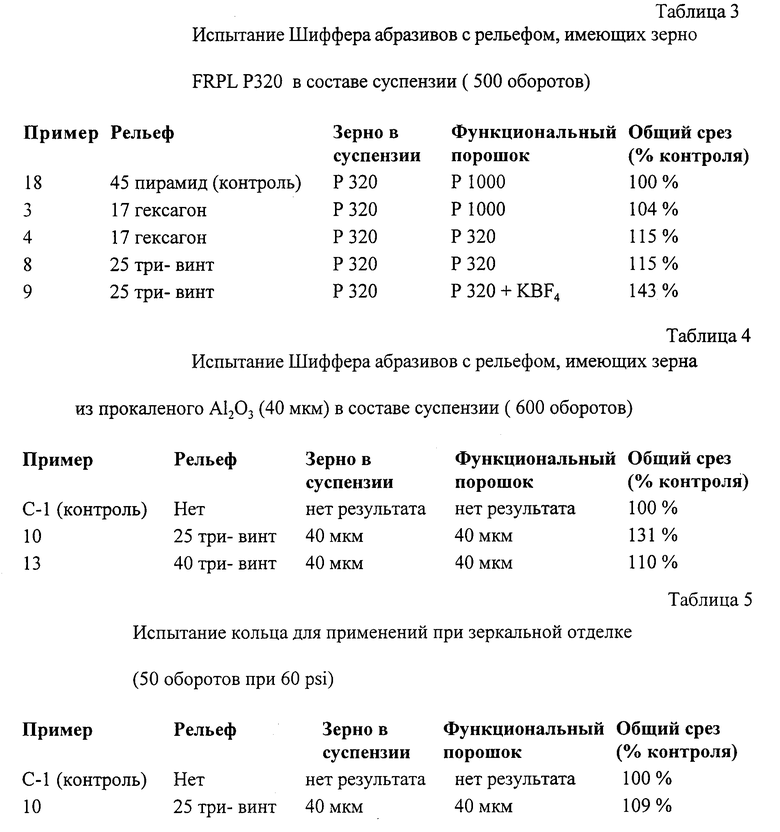
Многие из перечисленных образцов были подвергнуты двум первым формам испытаний на шлифование с данными, указанными в табл. 3-5. Первая форма испытаний представляет собой испытание Шиффера при 600 оборотах с постоянной нагрузкой 8 фунтов на полой трубке из нержавеющей стали марки 304 с внешним диаметром 1,1 дюйма, что обеспечивает эффективное давление шлифования 23,2 psi (фунтов силы/дюйм2: 1 psi = 6.895 кПа). Из абразивного материала с рельефом были вырезаны диски диаметром 4,5 дюйма, которые были установлены на стальную опорную пластину. Как опорная пластина, так и обрабатываемая деталь вращались по часовой стрелке со скоростью вращения опорной пластины 195 об/мин и рабочей детали 200 об/мин. Потеря веса обрабатываемой детали регистрировалась через каждые 50 оборотов и суммировалась после 600 оборотов.
Второй способ испытаний представляет собой микроабразивное шлифование кольца. При этом испытании кольца из чугуна с шаровидным графитом (с внешним диаметром 1,75 дюйма и внутренним диаметром 1 дюйм) предварительно обдирались с использованием обычной шлифовальной шкурки 60 мкм, а затем подшлифовывались при давлении 60 psi абразивом с рельефом. Абразив сначала разрезали на полосы шириной 1 дюйм и затем прижимали к обрабатываемой детали при помощи резиновых прижимов. Обрабатываемая деталь вращалась со скоростью 100 об/мин и совершала колебания в перпендикулярном направлении с частотой 125 колебаний в минуту. Все операции шлифования проводились в ванне масляного дистиллята без присадок ОН 200. Потеря веса обрабатываемой детали регистрировалась через каждые 10 оборотов и суммировалась после 600 оборотов.
В табл. 3 четко продемонстрирован положительный эффект функционального порошка и рельефа. При использовании рельефа с 45 пирамидами (P 320 в составе и P 1000 в функциональном порошке) в качестве контроля с использованием большего 17-гексагонального рельефа того же самого состава полимера и функционального порошка получают небольшое увеличения полного среза. Во всех случаях при замене P 1000 на более крупную марку P 320 получают дополнительное увеличение среза. Кроме того, трехвинтовой рельеф обеспечивает лучшую производительность, чем гексагональный. В последнем случае, когда функциональный порошок образован смесью P 320 и KBF4, происходит резкое увеличение среза. Из указанного набора данных ясно видно, что тип рельефа в сочетании с функциональным порошком существенно влияет на характеристики шлифования.
В табл. 4 проведено сравнение абразивов с рельефом со сравнительным примером C-1, в котором использовали обычный абразив с зерном 40 мкм для зеркальной отделки, который продается фирмой "Нортон" под торговой маркой Q151. Для обоих абразивов с рельефом наблюдалось существенное увеличение полного среза по сравнению с обычным абразивом, причем 25 трехвинтовой рельеф обеспечивает лучшую производительность, чем более мелкий 40 трехвинтовой рельеф.
В табл. 5 проведено сравнение абразивов с рельефом 40 мкм при зеркальной отделке. Вновь проведено сравнение со сравнительным примером C-1, в котором использовали обычный абразив, который продается фирмой "Нортон" под торговой маркой Q151. Видно, что абразив с рельефом обеспечивает больший полный срез. Испытания в целом показали, что все абразивы с указанными рельефами с самого начала обеспечивают эффективное шлифование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| СПОСОБ ГЛУБОКОЙ ПЕЧАТИ ДЛЯ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ПОВЕРХНОСТЕЙ С НАНЕСЕННЫМ РЕЛЬЕФОМ | 1997 |
|
RU2173631C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ И СТЕКЛООБРАЗНОЕ СВЯЗУЮЩЕЕ ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1994 |
|
RU2139181C1 |
| ШЛИФОВАЛЬНЫЕ КРУГИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2153411C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИЗДЕЛИЯ С ПОКРЫТИЕМ | 2005 |
|
RU2343067C2 |
| АБРАЗИВНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ И СТЕКЛОВИДНАЯ СВЯЗКА ДЛЯ НЕГО | 1996 |
|
RU2135344C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2151045C1 |
| АБРАЗИВНЫЕ ПРОДУКТЫ И СПОСОБЫ ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2595788C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТОГО АБРАЗИВА | 1999 |
|
RU2205739C2 |
| КОМПОЗИТНЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ | 1995 |
|
RU2121427C1 |
Изобретение относится к абразивным поверхностям с рельефным покрытием. На подложку наносят с образованием непрерывного или рельефного слоя состав суспензии, содержащий абразив и полимерное связующее, нанесенный состав обрабатывают для придания по меньшей мере поверхностной части состава пластичности, но не текучести, затем на полученном составе путем насечки образуют рельеф композитов, после чего отверждают полимерное связующее с сохранением полученного рельефа. Предусмотрено придание поверхностной части состава пластичности, но не текучести за счет увеличения вязкости состава путем нанесения функционального порошка, выбранного из группы, образованной абразивами, наполнителями, шлифующими добавками, порошкообразными антистатиками, стеарированными порошками и их смесями. Функциональный порошок наносят между слоями композиции суспензии с образованием многослойной структуры состава суспензии. Предусмотрено изготовление шлифовальных изделий, полученных с использованием указанного способа. 2 с. и 15 з.п. ф-лы, 5 табл., 5 ил.
| US 5378251, 03.01.1995 | |||
| Шлифовальная шкурка | 1981 |
|
SU975375A1 |
| Устройство для изготовления шлифовальной ленты | 1982 |
|
SU1020219A1 |
| Устройство для изготовления абразивных лент | 1978 |
|
SU749650A1 |
| Способ изготовления шлифовальнойшКуРКи C пРЕРыВиСТОй РЕжущЕй пОВЕРХНО-СТью | 1978 |
|
SU818846A1 |
| Устройство для изготовления шлифовальной ленты | 1983 |
|
SU1106649A1 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| Устройство для автоматического управления циклом работы исполнительных органов гидрофицированных станков и других машин | 1951 |
|
SU95055A1 |

