Изобретение относится к цветной металлургии и может быть использовано для соединения токоведущих шин алюминиевых электролизеров.
Известен способ соединения токоведущих шин электролизеров с помощью болтовых соединений, который включает операции выполнения сквозных отверстий в токоведущих шинах, установку болтов в отверстия, установку пружинных шайб на болты и затяжку пакета шин гайками до обеспечения требуемого омического контакта соединения [1].
Данный способ имеет ряд недостатков. Для обеспечения требуемого омического контакта в болтовом соединении с учетом сохранения статической прочности конструкции необходимо точно контролировать уровень затяжки болтов. При использовании болтов, твердость которых выше твердости материала токоведущих шин и имеющих коэффициенты линейного температурного расширения, отличные от коэффициента расширения для материала шин, сезонные вариации температурных условий в корпусах электролиза приводят к неконтролируемым изменениям силы сжатия пакета токоведущих шин. В долговременном плане многократные циклические изменения температуры окружающей среды приводят к снижению силы сжатия пакета токоведущих шин с течением времени и, соответственно, к ухудшению омического контакта в токоподводах. В сочетании с возникновением коррозии в подболтовых областях соединения это снижает эффективность работы электролизеров и требует проведения периодической корректировки уровня затяжки болтовых соединений токоведущих шин.
Исключение недостатков, свойственных способу [1], в аналоге [2] обеспечивается за счет использования при сборке токоведущих шин помимо болтовых соединений дополнительно выполняемых сварных швов. Однако введение такой процедуры усложняет процесс сборки и разборки контактного соединения токоведущих шин электролизеров и требует дополнительных затрат. Известный способ принят за прототип.
Задачей изобретения является улучшение омического контакта в разборных контактных соединениях (РКС) токоведущих шин с сохранением простоты и удобства процессов их сборки-разборки, а также обеспечение стабильности работы соединений при изменении температурных условий их функционирования.
Решением задачи является способ соединения токоведущих шин, при котором в соединяемых токоведущих шинах выполняют сквозные цилиндрические отверстия, после чего токоведущие шины накладывают друг на друга, совмещая отверстия, вводят в отверстия болты и производят затяжку болтов, согласно известному способу для улучшения омического контакта и увеличения площади соединяемых токоведущих шин в не менее чем одно сквозное цилиндрическое отверстие устанавливают разрезную цилиндрическую контактную вставку с конической внутренней поверхностью и при помощи болтов с пружинными шайбами производят затяжку одной или двух металлических конических втулок, установленных внутри разрезной цилиндрической контактной вставки с возможностью скольжения металлических конических втулок внутри разрезной цилиндрической контактной вставки, причем разрезные цилиндрические контактные вставки изготавливают из низкоомного материала и выполняют с частичным или полным разделением на отдельные сектора.
Способ также определяется следующими частными отличительными признаками, направленными на решение поставленной задачи.
Для минимизации изменений переходного сопротивления в соединении токоведущих шин от изменений температуры выбор количества разрезных цилиндрических контактных вставок, углов для внутренних конических поверхностей разрезных цилиндрических контактных вставок и конических втулок, а также силы затяжки в болтовых соединениях производят из условия свободного скольжения конических втулок вдоль внутренней поверхности разрезных цилиндрических контактных вставок с соблюдением дополнительного условия равенства распределения электрического тока под болтовыми соединениями и разрезными цилиндрическими контактными вставками.
На соединяемые поверхности разрезных цилиндрические контактных вставок и токоведущие шины, перед их наложением друг на друга, наносят уплотняющую проводящую пасту.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемые решения от прототипа, что делает возможным сделать вывод о соответствии критерию «изобретательский уровень».
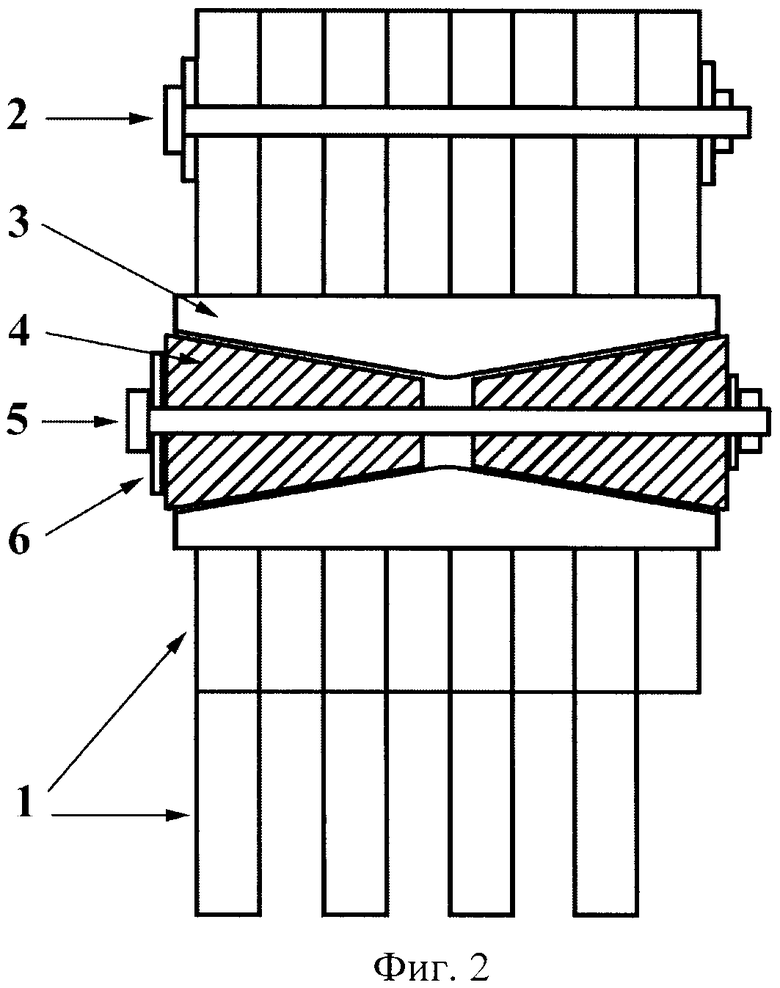
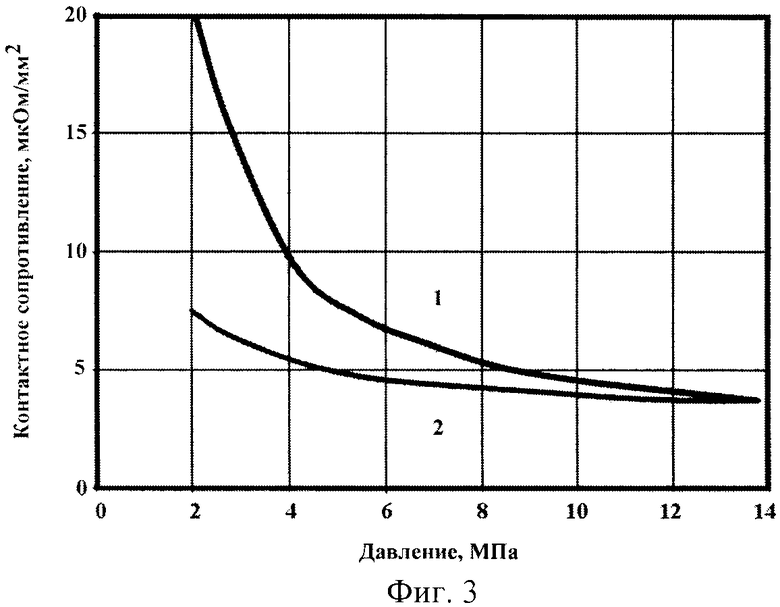
Способ поясняется чертежами, где на фиг.1 изображена схема контактного соединения токоведущих шин, в котором центральная болтовая стяжка замещается на разрезную цилиндрическую контактную вставку; на фиг.2 приведена конструкция разрезной цилиндрической контактной вставки; на фиг.3 представлена зависимость контактного сопротивления от величины контактного давления [3] (кривая 1 соответствует повышению давления при сжатии; 2 - понижению давления).
РКС состоит из токоведущих шин 1, нескольких рядов болтов 2 с пружинными шайбами, затягиваемыми гайками. Часть болтов при этом заменена разрезными цилиндрическими контактными вставками 3. Для этого в токоведущих шинах выполнены цилиндрические сквозные отверстия, в которые вставлены разрезные цилиндрические контактные вставки 3 с коническими втулками 4, помещенными внутри. Затяжку конических втулок 4 производят при помощи болтов 5 с пружинными шайбами 6.
Разрезные цилиндрические контактные вставки изготавливаются из низкоомных электротехнических материалов (медь, алюминий и т.д.). Для конических втулок 4 могут быть использованы как низкоомные материалы (медь, латунь), так и конструкционные (сталь).
Переходное электрическое сопротивление контакта между соседними шинами Rb за счет болтовых соединений определяется как [1]:

где μ - крутящий момент при затяжке болтов, H·м; d - диаметр болтов, мм; n - количество болтов; lk, hk - длина и ширина контактного соединения, мм; i - число контактных плоскостей; k, a, b - величины, зависящие от материала соединяемых шин, известные из [1]. Изменение переходного электрического сопротивления контакта (1) при изменении температуры узла Т, возникающее из-за разности коэффициентов линейного расширения материала токоведущих шин из алюминия αAl=24·10-6 град-1 и стальных болтов с αb=12·10-6 град-1, вызывается изменением величины эффективного крутящего момента затяжки болтов:

где μ0 - крутящий момент затяжки при температуре T0; kμ - коэффициент связи величины силы стяжки болтового соединения с крутящим моментом; ЕAl=7 ГПа - модуль упругости алюминия. Вследствие того, что αAl>αb, переходное электрическое контактное сопротивление болтовых соединений увеличивается при охлаждение и уменьшается при нагревании. Соответственно при температуре меньшей температуры первичной затяжки Т0 происходит повышение переходного электрического сопротивления соединительного узла от исходного [1].
Использование разрезных цилиндрических контактных вставок позволяет компенсировать рост переходного сопротивления в силу того, что они обеспечивают обратную зависимость изменения переходного сопротивления при изменении температуры в сравнении с [2].
Переходное сопротивление между соседними токоведущими шинами за счет m разрезных цилиндрических контактных вставок определяется как:

где ρoν - объемное сопротивление материала вставки, Ом мм2/м при температуре T0=20°С; γ - температурный коэффициент изменения объемного сопротивления; s - толщина анодной шины, мм; dν, dc - соответственно, внешний и внутренний диаметр разрезной цилиндрической контактной вставки, мм; kν - коэффициент формы, определяющий объемное сопротивление полого цилиндра; ρk(P) - удельное контактное поверхностное сопротивление перехода разрезная цилиндрическая контактная вставка - токоведущая шина в зависимости от давления Pν (фиг.3), Ом·мм2/м.
В режиме нагревания контактного узла давление на поверхности раздела разрезной цилиндрической контактной вставкой с токоведущей шиной остается выше некоторого минимального предела, равного:

где F - сила сжатия конических втулок болтами, Ns - число шин в пакете, α - половинный угол раствора конической втулки, vcν - коэффициент трения покоя пары материалов конические втулки - разрезная цилиндрическая контактная вставка. При нагревании узла соотношение (4) поддерживается вследствие продвижения конических втулок внутрь разрезной цилиндрической контактной вставки под действием сил, обеспечивающихся болтами с пружинными шайбами. Максимальное значение  достигается при α→0. Поскольку значения vcv для металлических поверхностей не превышают 0.1-0.4 (при использовании проводящих смазок эта величина может быть существенно уменьшена), то с практической точки зрения достаточно выбрать угол конических втулок и, соответственно, внутренних конических поверхностей разрезных цилиндрических вставок в диапазоне величин
достигается при α→0. Поскольку значения vcv для металлических поверхностей не превышают 0.1-0.4 (при использовании проводящих смазок эта величина может быть существенно уменьшена), то с практической точки зрения достаточно выбрать угол конических втулок и, соответственно, внутренних конических поверхностей разрезных цилиндрических вставок в диапазоне величин

чтобы обеспечить величину

В результате переходное электрическое сопротивление разрезных цилиндрических контактных вставок в режиме нагревания не превышает (3) со значением Рν из (4), определяемым по (6). Использование уплотняющей проводящей пасты при сборке токоведущих шин с установкой в них разрезных цилиндрических контактных вставок помимо улучшения электрического контакта приводит также к снижению величины νcν и, соответственно, к росту величины  . При этом максимальное значение величины
. При этом максимальное значение величины  оказывается ограниченным значением
оказывается ограниченным значением  в пределе при стремлении vcν→0
в пределе при стремлении vcν→0
В результате имеем следующее: при повышении температуры токоведущих шин происходит снижение электрического сопротивления для контактного узла в целом за счет падения переходного электрического сопротивления в области болтовых соединений (1) (с учетом (2)) при сохранении переходного электрического сопротивления в области разрезных цилиндрических контактных вставок.
При понижении температуры токоведущих шин с учетом условия tgα<k (что автоматически выполняется при выборе углов для внутренних поверхностей разрезных цилиндрических контактных вставок и конических втулок в соответствии с условием (5)) сила трения в паре коническая втулка - разрезная цилиндрическая контактная вставка блокирует обратное перемещение конических втулок под действием сил их выдавливания наружу, что приводит к возникновению эффекта самообжатия разрезных цилиндрических контактных вставок на конических втулках. Вследствие этого величина давления на границе разрезная цилиндрическая контактная вставка - токоведущая шина растет как:
 .
.
где коэффициент КT вычисляется по формуле  , [град-1], а коэффициент kAl в свою очередь определяется как:
, [град-1], а коэффициент kAl в свою очередь определяется как:
 .
.
где σAl коэффициент Пуассона для алюминия. Присутствующие в формуле для KT коэффициенты А и В определяются следующими соотношениями:


где  и ν - индексы, указывают на материал, из которого изготавливаются конические втулки и цилиндрические контактные вставки соответственно. Коэффициенты kc и kν вычисляются по формуле (8) с использованием величин модуля Юнга и коэффициента Пуассона для материалов конических втулок и разрезных цилиндрических контактных вставок. Величины αAl, αc и αν есть, соответственно, коэффициенты линейного расширения материалов, а Тmax и Т - максимальная и текущая температура работы контактного узла.
и ν - индексы, указывают на материал, из которого изготавливаются конические втулки и цилиндрические контактные вставки соответственно. Коэффициенты kc и kν вычисляются по формуле (8) с использованием величин модуля Юнга и коэффициента Пуассона для материалов конических втулок и разрезных цилиндрических контактных вставок. Величины αAl, αc и αν есть, соответственно, коэффициенты линейного расширения материалов, а Тmax и Т - максимальная и текущая температура работы контактного узла.
В соответствии с (7) разрезная цилиндрическая контактная вставка имеет обратную температурную зависимость изменения переходного сопротивления по отношению к обычным болтовым соединениям (2), поскольку при охлаждении растет контактное давление на поверхности разрезная цилиндрическая контактная вставка - токоведущая шина. В результате сочетание в контактном соединении токоведущих шин болтовых соединений и цилиндрических разрезных контактных вставок позволяет стабилизировать колебания переходного сопротивления узла за счет подбора характеристик разрезных цилиндрических контактных вставок на уровне, соответствующем требованиям ТУ.
Расчет количества и параметров разрезных цилиндрических контактных вставок производится исходя из условия оптимизации характеристик соединения токоведущих шин.
Конкретно, параметры соединения токоведущих шин следует подбирать таким образом, чтобы электрический ток между болтовыми соединениями и разрезными цилиндрическими вставками распределялся в соотношении приблизительно 50/50%,
Rb≈Rv˜2Rs,
где Rs - требуемое значение сопротивления контактного узла в целом.
Выполнение устройства согласно изобретению иллюстрируется примером осуществления разборного контактного соединения алюминиевых шин сечением (515×70 мм2) с 4 подводными и 4 токосъемными шинами с 1 разрезной цилиндрической контактной вставкой и 8 болтовыми соединениями. В пакете токоведущих шин выполняют цилиндрические сквозные отверстия. Изготавливают разрезные цилиндрические контактные вставки из низкоомного материала с конической внутренней поверхностью и внешним диаметром, равным диаметру сквозных цилиндрических отверстий в пакете шин. Цилиндрические контактные вставки вставляют в цилиндрические сквозные отверстия в пакете шин и зажимают болтами с пружинными шайбами с использованием конических втулок из материала, твердость которого выше твердости материала цилиндрических контактных вставок. Одну или две конические втулки устанавливают внутри разрезной цилиндрической контактной вставки с возможностью скольжения.
Расчетная величина переходного сопротивления такого соединения за счет болтовых соединений равна (фиг.1):

Контактное сопротивление разрезной цилиндрической контактной вставки, выполненной из алюминия, диаметром dν=75 мм с коническими втулками из стали с dc=30 мм (конструктивный диапазон для давления на поверхности разрезной цилиндрической контактной вставки выбирается равным ˜3-5 МПа (0,3-0,5 кг/мм2) [3] на контактной поверхности) составляет:
 Полное контактное сопротивление в РКС при этом равно:
Полное контактное сопротивление в РКС при этом равно:

Таким образом, замена одного болта в РКС на разрезную цилиндрическую контактную вставку из алюминия снижает общее расчетное контактное сопротивление узла в стандартном исполнении в 1.6 раза по сравнению с использованием 9 болтов (Rb=0.034 мкОм).
Для улучшения электрического контакта в процессе сборки и эксплуатации, а также снижения коэффициентов статического трения, в разрезных цилиндрических контактных вставках для РКС рекомендуется применять уплотняющие проводящие пасты или смазки. В качестве таковых могут быть использованы покрытия типа БРОС 10-1,5, смазка ЭКС-200, контактная смазка ТЭП 300, а также обычная графитовая смазка.
Результаты промышленных испытаний показали, что использование РКС с одной разрезной цилиндрической контактной вставкой с применением проводящей пасты уменьшает падение напряжения на переходе более чем в два раза и обеспечивает стабилизацию вариаций величины контактного соединения в рабочем диапазоне температур от -45 до +70°С на уровне 10-15% от максимального значения.
Литература
1. Бойченко В.И., Дзекцер Н.Н. Контактные соединения токоведущих шин. Л., Энергия, 1978, с.144.
2. Авторское свидетельство СССР SU №1681587 А1, кл. С25С 3/16, 1989 (прототип).
3. Справочник «Алюминиевые электрические провода» Изд. В 1989 г. The Aluminium Association 900 19Th Street, N.W.Washington, O.C. 2006.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБЧАТЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ (ВАРИАНТЫ) | 2015 |
|
RU2594221C1 |
| Акустический изолятор | 2024 |
|
RU2839822C1 |
| БОЛТОВОЕ СОЕДИНЕНИЕ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1948 |
|
SU79364A1 |
| ОПОРНЫЙ ИЗОЛЯТОР | 2015 |
|
RU2593460C1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ | 2007 |
|
RU2334321C1 |
| УСТРОЙСТВО РЕНЦА ДЛЯ БОЛТОВОГО СОЕДИНЕНИЯ АЛЮМИНИЕВЫХ ШИН ВНАХЛЕСТКУ | 1972 |
|
SU357641A1 |
| БОЛТОВОЕ БЕЗЗАЗОРНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2020 |
|
RU2740147C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДРОССЕЛЬ-ТРАНСФОРМАТОРОМ | 1997 |
|
RU2153991C2 |
| Ротор электрической машины | 1983 |
|
SU1092661A1 |
| ЭЛЕКТРИЧЕСКИЙ КОНТАКТНЫЙ УЗЕЛ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ И СПОСОБ МОНТАЖА ЭЛЕКТРИЧЕСКОГО КОНТАКТНОГО УЗЛА | 2007 |
|
RU2387743C2 |
Изобретение относится к способу соединения токоведущих шин алюминиевых электролизеров. В способе выполняют сквозные цилиндрические отверстия в токоведущих шинах, накладывают их друг на друга, совмещая отверстия. Затем вводят в отверстия болты и производят затяжку болтов. В не менее чем одно сквозное цилиндрическое отверстие устанавливают разрезную цилиндрическую контактную вставку с конической внутренней поверхностью, болтами с пружинными шайбами производят затяжку одной или двух металлических конических втулок, устанавливаемых внутри разрезной цилиндрической контактной вставки с возможностью скольжения. Разрезные цилиндрические контактные вставки изготавливают из низкоомного материала и выполняют с частичным или полным разделением на отдельные сектора. Выбор количества разрезных цилиндрических контактных вставок, углов для внутренних конических поверхностей разрезных цилиндрических контактных вставок и конических втулок и силы затяжки в болтовых соединениях производят из условия свободного скольжения конических втулок вдоль внутренней поверхности разрезных цилиндрических контактных вставок. Также соблюдают дополнительное условие равенства распределения электрического тока под болтовыми соединениями и разрезными цилиндрическими контактными вставками. На соединяемые поверхности разрезных цилиндрических контактных вставок и токоведущие шины перед их наложением друг на друга наносят уплотняющую проводящую пасту. Обеспечивается уменьшение падения напряжения на переходе более чем в два раза и стабилизация вариаций величины контактного соединения в рабочем диапазоне температур от -45 до +70°С на уровне 10-15% от максимального значения. 2 з.п. ф-лы, 3 ил.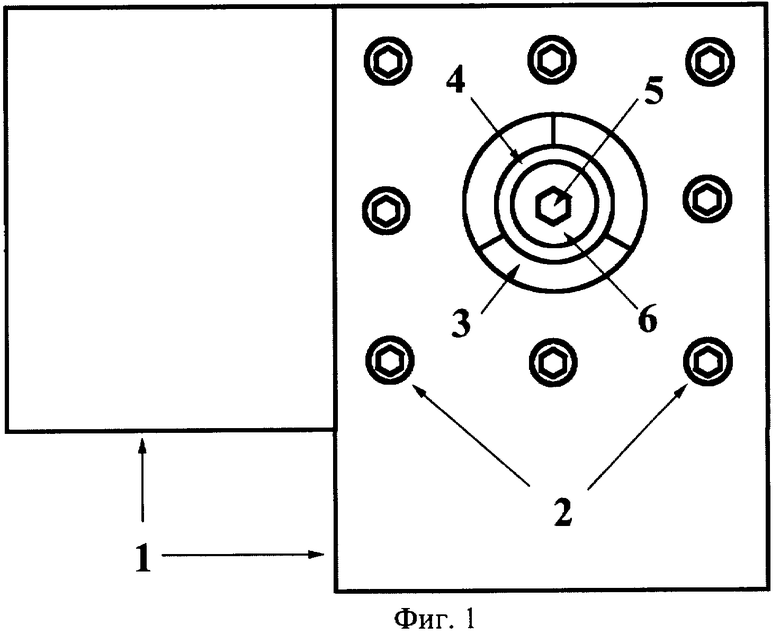
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ АНОДНОЙ ОШИНОВКИ ЭЛЕКТРОЛИЗЕРА С ТОКОПОДВОДЯЩИМИ СТОЯКАМИ | 1989 |
|
SU1681587A1 |
| СПОСОБ СОЕДИНЕНИЯ ТОКОПОДВОДОВ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2005 |
|
RU2291916C1 |
| СПОСОБ СОЕДИНЕНИЯ ТОКОПОДВОДОВ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1991 |
|
RU2034098C1 |
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЕРОВ АЛЮМИНИЯ | 2003 |
|
RU2245942C1 |
| US 3650941 A, 21.03.1972. | |||

