Изобретение касается эксплуатации и монтажа токопроводов электроустановок.
Известны устройства для болтового соединения алюминиевых шин внахлестку, содержащие контактную шайбу, расположенную между соединяемыми шинами, выполненными с цилиндрическими отверстиями, и шайбы, расположенные с наружных сторон соединяемых шин. Однако использование такого устройства не обеспечивает высокого качества соединения алюминиевых шин. Получаемое соединение со временем из-за появления «а контактных поверхностях окисной непроводящей пленки будет иметь большое сопротивление, что приведет к нагреву контактного соединения.
Цель изобретения - получение малого по величине и стабильного во времени переходного сопротивления.
Это достигается тем, что контактная шайба выполнена -по торцам с кольцеобразными остроугольными выступами и выступами в виде усеченных конусов, причем усеченные конуса при затяжке соединения болтом впрессовываются в цилиндрические отверстия шин.
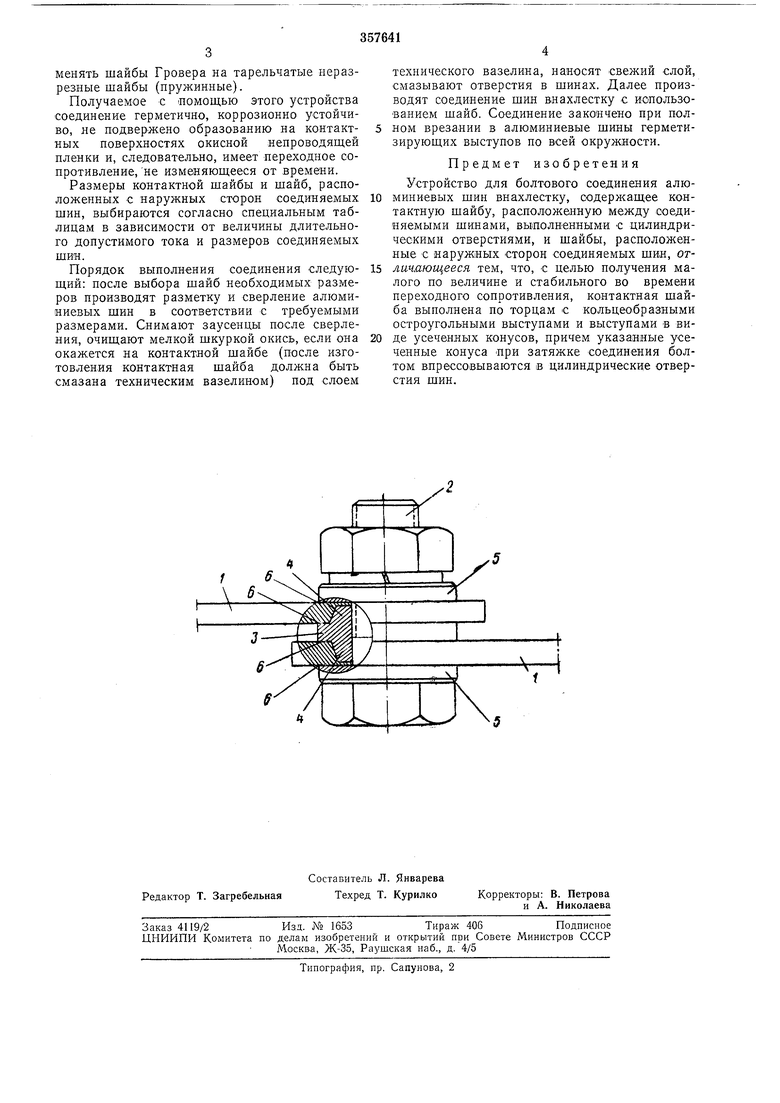
На чертеже изображено описываемое устройство.
Между алюминиевыми шинами 1, соединяемыми внахлестку с помощью болта 2 расположена контактная шайба 3, выполненная по
торцам с выступами 4 в виде усеченных конусов. С наружных сторон соединяемых шин расположены шайбы 5. Торцевые поверхности контактной шайбы и прилегающие к шинам торцовые поверхности шайб, расположенных с наружных сторон соединяемых шин, снабл ены кольцеобразным остроугольным выступом 6 (герметизирующим).
Контактная щайба изготавливается литьем
из безоловянистой алюминиевой бронзы с последующим доведением чистоты поверхности и точности размеров на токарном станке. Шайбы, раснолагаемые с наружных сторон соединяемых шин, изготавливаются из стали
прессованием или штамповкой.
Токопроводящей частью контактной щайбы являются усеченные конуса, контактной поверхностью - боковая поверхность усеченных конусов.
При затяжке соединения болтом усеченные конуса контактной шайбы впрессовываются в отверстия шин, деформируя их и снимая с них окисную пленку. При окончательном стягиваНИИ соединения болтом герметизирующий выступ врезается в алюминиевые щины на глубину до 0,5 мм, герметизируя тем самым соединение.
менять шайбы Гровера на тарельчатые ыеразрезные шайбы (пружинные).
Получаемое с помош ью этого устройства соединение герметично, коррозионно устойчиво, не подвержено образованию на коятактных поверхностях окисной непроводяш,ей пленки и, следовательно, имеет переходное сопротивление, не изменяюп,ееся от времени.
Размеры контактной шайбы и шайб, расположенных с наружных сторон соединяемых шин, выбираются согласно специальным таблицам в зависимости от величины длительного допустимого тока и размеров соединяемых шин.
Порядок выполНения соединения следуюший: после выбора шайб необходимых размеров производят разметку и сверление алюминиевых шин в соответствии с требуемыми размерами. Снимают заусенцы после сверления, очиш;ают мелкой шкуркой окись, если она окажется на контактной шайбе (после изготовления контактная шайба должна быть смазана техническим вазелином) под слоем
технического вазелина, наносят свежий слой, смазывают отверстия в шинах. Далее производят соединение шин внахлестку с использованием шайб. Соединение закончено при полном врезании в алюминиевые шины герметизируюших выступов по всей окружности.
Предмет изобретения
Устройство для болтового соединения алюминиевых шин внахлестку, содержащее контактную шайбу, расположенную между соединяемыми шинами, выполненными с цилиндрическими отверстиями, и шайбы, расположенные с наружных сторон соединяемых шин, отличающееся тем, что, с целью получения малого по величине и стабильного во времени переходного сопротивления, контактная шайба выполнена по торцам с кольцеобразными остроугольными выступами и выступами в виде усеченных конусов, причем указанные усеченные конуса при затяжке соединения болтом впрессовываются в цилиндрические отверстия шин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ КОНТАКТНЫЙ УЗЕЛ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ И СПОСОБ МОНТАЖА ЭЛЕКТРИЧЕСКОГО КОНТАКТНОГО УЗЛА | 2007 |
|
RU2387743C2 |
| СПОСОБ СОЕДИНЕНИЯ ТОКОВЕДУЩИХ ШИН | 2007 |
|
RU2343230C1 |
| Устройство для болтового соединения алюминиевых шин внахлестку | 1986 |
|
SU1376151A1 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2020 |
|
RU2743320C1 |
| ПЕРЕХОДНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ ДОПОЛНИТЕЛЬНЫХ КОЛЕС НА УПРАВЛЯЕМЫЙ МОСТ ТРАНСПОРТНОГО СРЕДСТВА | 2011 |
|
RU2491176C2 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2021 |
|
RU2755107C1 |
| Способ получения соединения деталей | 1990 |
|
SU1742535A1 |
| Способ холодной сварки труб | 1982 |
|
SU1261764A1 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2021 |
|
RU2755105C1 |
| Соединительная муфта для компенсации смещений валов | 1981 |
|
SU1144626A3 |
Х
