Изобретение относится к области пропитки ячеистых и пористых материалов, в частности тканей, лент, жгутов, нитей, и может быть использовано, например, при изготовлении крупногабаритных изделий из композиционных материалов в различных отраслях промышленности.
Известен «Способ пропитки сотового заполнителя» по патенту РФ №2289508, 7 МПК В29В 15/10, включающий равномерное опускание на дно пропиточной ванны, заполненной раствором полимерного связующего, растянутого сотового заполнителя, зафиксированного в пропиточной рамке, выдержку его в растворе полимерного связующего в течение времени, необходимого для пропитки сотового заполнителя, медленный и равномерный подъем из пропиточной ванны пропитанного сотового заполнителя и выдержку его над пропиточной ванной в течение времени, необходимого для стекания излишков раствора полимерного связующего из ячеек сотового заполнителя, при этом пропитке подвергают сотовый заполнитель в виде сотовых блоков, полученных из неразрезанных растянутых сотовых пакетов из стеклоткани, первый растянутый сотовый блок, зафиксированный в пропиточной рамке, опускают на решетку, размещенную на дне порожней пропиточной ванны с плотно закрывающейся крышкой, установленной в крайнее верхнее положение и сообщающейся через отверстие в дне и соединительный шланг с плотно закрытой крышкой буферной ванной, заполненной раствором полимерного связующего и установленной в крайнее нижнее положение, включают синхронное встречное движение обеих ванн, обеспечивая заполнение ячеек первого сотового блока, находящегося в пропиточной ванне, раствором полимерного связующего, выдерживают сотовый блок в пропиточной ванне в крайнем нижнем положении в течение времени, необходимого для пропитки сотового блока, и одновременно загружают второй растянутый сотовый блок, зафиксированный в пропиточной рамке, в порожнюю буферную ванну, включают синхронное встречное движение обеих ванн в обратном направлении, обеспечивая стекание излишков раствора полимерного связующего из ячеек первого сотового блока и заполнение ячеек второго сотового блока, выдерживают второй сотовый блок в растворе полимерного связующего буферной ванны в течение времени, необходимого для его пропитки, и одновременно извлекают первый пропитанный сотовый блок из порожней пропиточной ванны и загружают в нее третий сотовый блок, доливают в буферную ванну раствор полимерного связующего в количестве, равном убыли его при пропитке первого сотового блока, и затем повторяют цикл пропитки сотовых блоков по указанной технологической схеме.
Недостатком известного способа является неравномерное распределение связующего в пропитываемом сотовом блоке, так как при погружении сотового блока в связующее хорошо пропитывается арматура, находящаяся на поверхности сотового блока, доступ связующего к арматуре, находящейся внутри сотового блока, затруднен.
Известно «Устройство для пропитки листовых материалов» по патенту РФ №2257416, 7МПК С14С 15/00, 2004 год, принятое в качестве ближайшего аналога, содержащее установленные на станине ванну с рабочим составом, в которую погружен рифленый вал, а также питающий и вспомогательный транспортеры и разглаживающий вал, при этом оно содержит опорное средство с упругим контртелом, рабочий орган, выполненный в виде рифленой плоскости и установленный с возможностью возвратно-поступательного движения в вертикальной плоскости посредством кривошипа, устройство для съема готового полуфабриката, расположенное в конце рабочей ветви питающего транспортера, устройство для создания гидродинамического клина, установленное на ванне с возможностью горизонтального и вибрационного перемещения, и прижимной валик для контактирования рифленого вала с питающим транспортером, разглаживающий вал установлен непосредственно в начале рабочей ветви питающего транспортера.
Недостатком «Устройства для пропитки листовых материалов» по патенту РФ №2257416, 7 МПК С14С 15/00, 2004 г. является неравномерное распределение рабочего состава в пропитываемом листовом материале, так как пропитка проводится путем механического воздействия на листовой материал рабочим органом в виде рельефной поверхности, который обеспечивает периодическое сжатие и растяжение листового материала.
Перед заявляемым изобретением поставлена задача обеспечения равномерности распределения связующего в арматуре композиционного материала.
Поставленная задача в заявляемом изобретении решается за счет того, что устройство для пропитки арматуры композиционного материала связующим содержит герметичный корпус, внизу которого расположен бункер для сбора излишков связующего, на герметичном корпусе установлены коллектор подачи рабочего газа, коллектор подачи связующего, клапан отвода из герметичного корпуса рабочего газа, подающий арматуру вал, принимающий пропитанную арматуру вал, при этом на входе арматуры внутрь герметичного корпуса над бункером для сбора связующего установлен принимающий эту арматуру вал с антиадгезионным покрытием, нанесенным на его наружную цилиндрическую поверхность, для нанесения связующего на арматуру вокруг вала с антиадгезионным покрытием установлены один или несколько распылителей связующего, оси сопел подачи рабочего газа этих распылителей связующего пересекают ось вращения вала с антиадгезионным покрытием, распылители связующего соединены шлангами для подвода рабочего газа с коллектором подачи рабочего газа и шлангами для подвода связующего с коллектором подачи связующего ниже вала с антиадгезионным покрытием установлены валы для равномерного распределения связующего в арматуре, далее установлены валы и эластичные губки для отжима излишков связующего, на выходе из герметичного корпуса установлены калибрующие валы.
Заявленное изобретение отличается от известного технического решения по патенту РФ №2257416 тем, что на входе арматуры внутрь герметичного корпуса над бункером для сбора связующего установлен принимающий эту арматуру вал с антиадгезионным покрытием, нанесенным на его наружную цилиндрическую поверхность, для нанесения связующего на арматуру вокруг вала с антиадгезионным покрытием установлены один или несколько распылителей связующего, оси сопел подачи рабочего газа этих распылителей связующего пересекают ось вращения вала с антиадгезионным покрытием, распылители связующего соединены шлангами для подвода рабочего газа с коллектором подачи рабочего газа и шлангами для подвода связующего с коллектором подачи связующего, ниже вала с антиадгезионным покрытием установлены валы для равномерного распределения связующего в арматуре, далее установлены валы и эластичные губки для отжима излишков связующего, на выходе из герметичного корпуса установлены калибрующие валы.
Указанное отличие позволило получить технический результат, а именно, обеспечило равномерное распределение связующего в арматуре композиционного материала.
На чертеже представлена схема устройства для пропитки арматуры композиционного материала связующим.
Устройство для пропитки арматуры композиционного материала связующим содержит герметичный корпус 1, внизу которого расположен бункер 2 для сбора излишков связующего, на герметичном корпусе 1 установлены коллектор 3 подачи рабочего газа, коллектор 4 подачи связующего, клапан 5 отвода из герметичного корпуса 1 рабочего газа, подающий арматуру 6 вал 7, принимающий пропитанную арматуру 6 вал 8, при этом на входе 9 арматуры 6 внутрь герметичного корпуса 1 над бункером 2 для сбора связующего установлен принимающий эту арматуру 6 вал 10 с антиадгезионным покрытием, нанесенным на его наружную цилиндрическую поверхность 11, для нанесения связующего на арматуру 6 вокруг вала 10 с антиадгезионным покрытием установлены один или несколько распылителей 12 связующего, оси 13 сопел 14 подачи рабочего газа этих распылителей 12 связующего пересекают ось 15 вращения вала 10 с антиадгезионным покрытием, распылители 12 связующего соединены шлангами 16 для подвода рабочего газа с коллектором 3 подачи рабочего газа и шлангами 17 для подвода связующего с коллектором 4 подачи связующего, ниже вала 10 с антиадгезионным покрытием установлены валы 18 для равномерного распределения связующего в арматуре 6, далее установлены валы 19 и эластичные губки 20 для отжима излишков связующего, на выходе 21 из герметичного корпуса 1 установлены калибрующие валы 22.
Устройство работает следующим образом. Арматуру 6 подают с вала 7 через вход 9 внутрь герметичного корпуса 1 на вал 10 с антиадгезионным покрытием, нанесенным на его наружную цилиндрическую поверхность 11. Антиадгезионное покрытие вала 10 необходимо для исключения налипания связующего на этот вал 10 и для исключения явления «схватывания» пропитанной связующим арматуры 6 и наружной цилиндрической поверхности 11 вала 10. Вокруг вала 10 с антиадгезионным покрытием установлены несколько распылителей 12 связующего, оси 13 сопел 14 подачи рабочего газа этих распылителей 12 связующего пересекают ось 15 вращения вала 10 с антиадгезионным покрытием. При вращении вала 10 с антиадгезионным покрытием арматура 6 последовательно подается в факел распыления каждого распылителя 12 связующего. Распыленное связующее в виде капель размером порядка 10-5...10-7 м напыляется на арматуру 6, находящуюся на наружной цилиндрической поверхности 11 вала 10 с антиадгезионным покрытием. Капли связующего проникают в ячейки и поры арматуры 6, равномерно пропитывая эту арматуру 6 по всей толщине. Нанесение связующего на арматуру 6 методом напыления имеет существенное преимущество перед другими методами пропитки. При напылении связующего на арматуру 6 исключается возникновение замкнутых газовых (воздушных) включений в пропитанной связующим арматуре 6, из-за малых размеров капель газ (воздух), содержащийся в ячейках и порах арматуры 6, может беспрепятственно мигрировать и выходить на поверхность арматуры 6, что повышает равномерность распределения связующего в композиционном материале и повышает качество композиционного материала. Для более качественной пропитки связующим арматуры 6 можно настроить группу распылителей 12 связующего, состоящую, например, из трех распылителей 12 (см. чертеж), таким образом, чтобы по направлению движения арматуры 6 первый распылитель 12 связующего имел наиболее мелкий распыл (размер капель порядка 10-7 м), второй - средний распыл (размер капель порядка 10-6 м), третий - крупный распыл (размер капель порядка 10-5 м). Наиболее мелкие капли будут проникать на большую глубину в толщу пропитываемой арматуры 6, давая беспрепятственный выход газу (воздуху), находящемуся в арматуре 6 на ее поверхность. Подвод рабочего газа к распылителям 12 связующего осуществляют через коллектор 3 подачи рабочего газа по шлангам 16 для подвода рабочего газа. Подвод связующего к распылителям 12 осуществляют через коллектор 4 подачи связующего по шлангам 17 для подвода связующего. Пропитанную арматуру 6 с вала 10 с антиадгезионным покрытием подают на валы 18 для равномерного распределения связующего в арматуре 6. Арматура 6 проходит через валы 18, при этом связующее вдавливается в арматуру 6 контактным давлением, возникающим при взаимодействии пропитанной арматуры 6 и вала 18, при прохождении арматуры 6 через следующий вал 18 связующее вдавливается в обратном направлении. Благодаря перетеканию связующего по арматуре 6 происходит растекание связующего по всему объему арматуры 6 и выравнивание концентрации связующего по всему объему арматуры 6. Излишки связующего отжимаются из пропитанной арматуры 6 при ее протягивании через валы 19 (один из валов обычно делается прижимным, то есть прижимается к ответному валу) и эластичные губки 20, выполненные из резины. Таким образом, пропитанная арматура 6 содержит необходимое оптимальное количество связующего. Излишки связующего стекают в бункер 2 герметичного корпуса 1. Для придания одинаковой толщины пропитанной арматуре 6 по всей ее длине используют калибрующие валы 22, зазор между которыми задает толщину пропитанной арматуры 6. Пропитанную арматуру 6 через выход 21 выводят из герметичного корпуса 1 и далее подают на вал 8, принимающий пропитанную арматуру 6. Отработанный рабочий газ выводится из герметичного корпуса 1 через клапан 5 отвода рабочего газа.
Изобретение позволило получить технический результат, а именно обеспечило равномерное распределение связующего в арматуре композиционного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОПИТКИ ДЛИННОМЕРНОГО НАПОЛНИТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145922C1 |
| СПОСОБ ПРОПИТКИ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2289508C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА | 2005 |
|
RU2302431C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ПРОПИТКИ АРМИРУЮЩЕГО МАТЕРИАЛА СВЯЗУЮЩИМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750827C1 |
| Композиция и способ изготовления на её основе изделий из армированного минеральными волокнами полимерного композиционного материала, плита, изготовленная этим способом, и устройство для её изготовления | 2023 |
|
RU2816147C1 |
| Способ изготовления полого конструктивного элемента из композиционного материала | 2016 |
|
RU2633719C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2426024C2 |
| Пултрузионная установка для изготовления стержней из полимерных композиционных материалов | 2022 |
|
RU2795809C1 |
| Технологическая линия для изготовления композитной арматуры | 2022 |
|
RU2789909C1 |
| Устройство для пропитки длинномерного материала | 1983 |
|
SU1123739A1 |
Изобретение относится к области пропитки ячеистых и пористых материалов, в частности тканей, лент, жгутов. Устройство для пропитки арматуры композиционного материала связующим содержит герметичный корпус, внизу которого расположен бункер для сбора излишков связующего. На корпусе установлены коллектор подачи рабочего газа, коллектор подачи связующего, клапан отвода из герметичного корпуса рабочего газа, подающий арматуру вал, принимающий пропитанную арматуру вал. На входе арматуры внутрь герметичного корпуса над бункером для сбора связующего установлен принимающий эту арматуру вал с антиадгезионным покрытием, нанесенным на его наружную цилиндрическую поверхность. Для нанесения связующего на арматуру вокруг вала с антиадгезионным покрытием установлены один или несколько распылителей связующего, оси сопел подачи рабочего газа этих распылителей связующего пересекают ось вращения вала с антиадгезионным покрытием. Распылители связующего соединены шлангами для подвода рабочего газа с коллектором подачи рабочего газа и шлангами для подвода связующего с коллектором подачи связующего. Ниже вала с антиадгезионным покрытием установлены валы для равномерного распределения связующего в арматуре, далее установлены валы и эластичные губки для отжима излишков связующего, на выходе из герметичного корпуса установлены калибрующие валы. Техническим результатом изобретения является обеспечение равномерного распределения связующего в арматуре композиционного материала. 1 ил.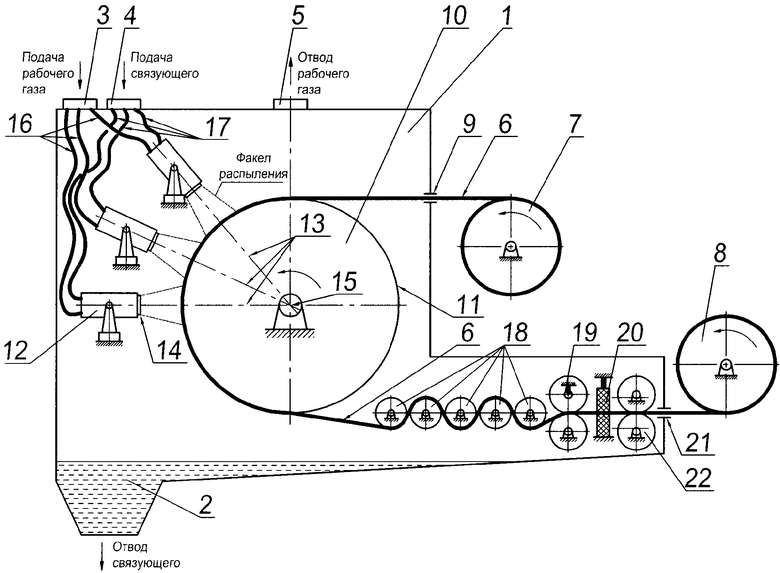
Устройство для пропитки арматуры композиционного материала связующим, содержащее герметичный корпус, внизу которого расположен бункер для сбора излишков связующего, на герметичном корпусе установлены коллектор подачи рабочего газа, коллектор подачи связующего, клапан отвода из герметичного корпуса рабочего газа, подающий арматуру вал, принимающий пропитанную арматуру вал, отличающееся тем, что на входе арматуры внутрь герметичного корпуса над бункером для сбора связующего установлен принимающий эту арматуру вал с антиадгезионным покрытием, нанесенным на его наружную цилиндрическую поверхность, для нанесения связующего на арматуру вокруг вала с антиадгезионным покрытием установлены один или несколько распылителей связующего, оси сопел подачи рабочего газа этих распылителей связующего пересекают ось вращения вала с антиадгезионным покрытием, распылители связующего соединены шлангами для подвода рабочего газа с коллектором подачи рабочего газа и шлангами для подвода связующего с коллектором подачи связующего, ниже вала с антиадгезионным покрытием установлены валы для равномерного распределения связующего в арматуре, далее установлены валы и эластичные губки для отжима излишков связующего, на выходе из герметичного корпуса установлены калибрующие валы.
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2257416C1 |
| СПОСОБ ПРОПИТКИ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2289508C1 |
| Способ компенсации несимметричных дефектов формы и серповидности полосы в процессе непрерывной прокатки | 1980 |
|
SU984527A1 |
| JP 59031867 A, 21.02.1984 | |||
| КОМПОЗИЦИОННЫЙ ЛИСТОВОЙ МАТЕРИАЛ С ВЫСОКОЙ ВПИТЫВАЮЩЕЙ СПОСОБНОСТЬЮ И СПОСОБ ЕГО ПРОИЗВОДСТВА (ВАРИАНТЫ) | 1999 |
|
RU2222652C2 |

