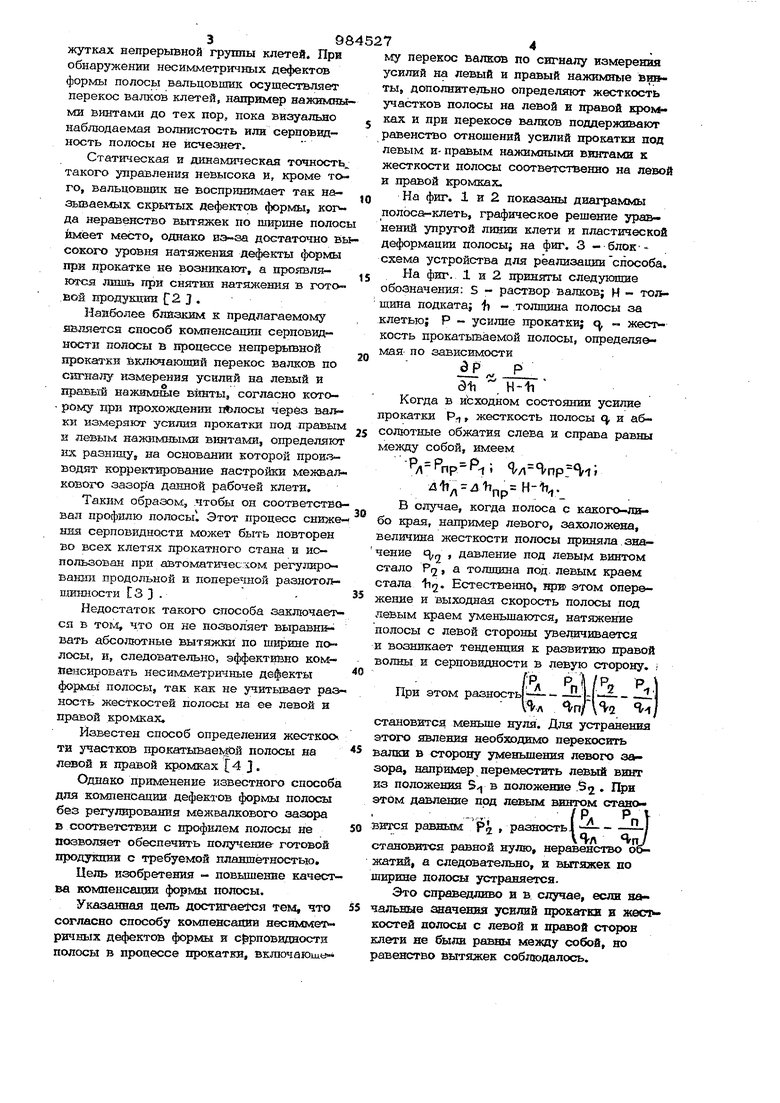
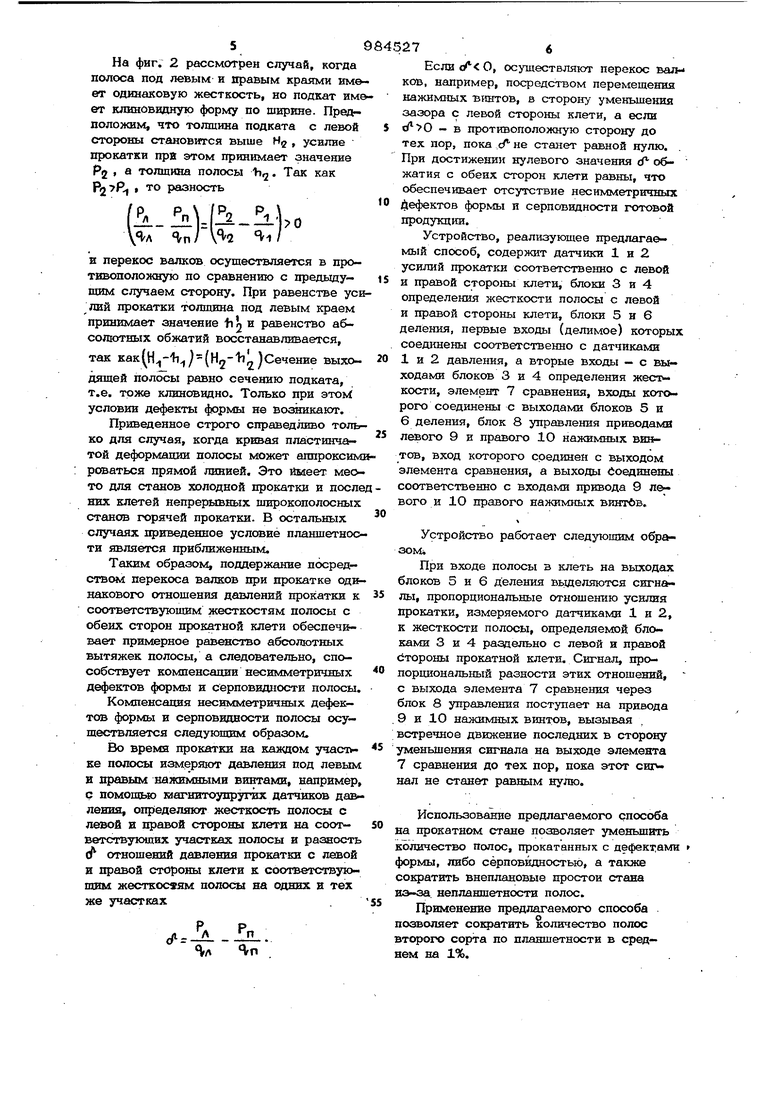
жутках непрерьтной группы клетей. При обнаружении несимметричных дефектов формы полосы вальцовщик осуществляет перекос валков клетей, например нажимны ми винтами до тех пор, пока визуально наблюдаемая волнистость или серповид- кость полосы не исчезнет. Статическая и динами хеская точность такого управления невысока и, кроме того, вальцовщик но воспринимает так назьюаемых скрытых дефектов формы, неравенство вытяжек по ширине полос имеет место, однако иэ-sa достаточно fib сокого уровня натяженЕя дефекты (|)Ормы при прокатке не возникают, а проявляются лшдь при снятии натяжения в готовой прощгкшш 2 J . Наиболее близким к предлагаемому нвляется способ компенсанш серповидности полосы в процессе непрерывной прокатки включающий перекос валков по сигналу измерения усилий на левый и правый нажямные В1шты, согласно кото- рому нрв 1фохожденш1 гЛлосы через валки измеряют усилия прокатки под правым и левым нажимными винтами, определяют нх разнтщу, на основанш которой прои-зводят корректирование настройки межвал кового sasopa данной рабочей клети. Таким образом, .чтобы он соответство вал профилю полосы Этот процесс сниже нЕя серповидности может быть повторен во всех клетях прокатного стана и использован при автоматичес.хом регулировашш продольной и поперечной разнотол- щинности СЗ 3 Недостаток такого способа заключает ся в том, что он не позволяет выравнивать абсолютные вытяжки по ширине полосы, и, следовательно, эффективно компенсировать несимметричные дефекты формы полосы, так как не учитывает раэ ность жесТкостей полосы на ее левой н правой кромках. Известен способ определения жесткосх та участков прокатывае йзй полосы на левой и пргшой кромках 4 }. Однако применение известного способа для компенсации дефектов формы полосы без регулирования межвалкового зазора в соответствии с профилем полосы на позволяет обеспечить получение- готовой продукции с требуемой планшётностью. Цель изобретения - повышение качест ва компенсации формы полосы. Указанная цель достигаемся тем, что согласно способу компенсации несиммеТ ричных дефектов формы н с| рповйдности полосы в процессе прокатки, включаюшв™ му перекос валков по сигналу измерения усилий на левый и правый нажимные Brai ты, дополнительно определяют жесткость участков полосы на левой и правой кромках и при перекосе валков поддерживают равенство отношений усилий прокатки под левым и- правым нажимными винтами к жесткости полосы соответственно на левой и правой крО1иках. На фиг. 1 и 2 показаны диаграммы полоса-клеть, графическое решение урав- нений упругой линии клети и пластической деформации полосы; на фиг. 3 - блок « схема устройства для реализацииспособа. На фиг. 1 и 2 приняты следующие обозначения: S - раствор валков; Н - толшина подката -h - толщина полосы за клетью; Р - усилие прокатки; с - жест кость прокатьтаемой полосы, определяемая по зависимости . ail H-ii Когда в исходном состоянии усилие прокатки Р, жесткость полосы c и абсолютные обжатия слева и справа равны между собой, имеем -р -Р Р Ял Япр:Я1 I в случае, когда полоса с какого-лв бо края, например левого, захоложеяа, величина жесткости полосы приняла. зна чение давление под левым винтом стало р2, а толщина под. левым краем стала 1i2. Естественно, нрв этом опережение и выходная скорость полосы под левым краем уменьшаются, натяжение полосы с левой стороны увеличивается и возникает тенденция к развитию правой волны и серновидности в левую сторону. ; /рР | /Р О JiIl.aLi&.SLj При этом разность Ъл становится меньше нуля. Для устранения этого явления необходимо перекосить валки в сторону уменьшения левого зазора, например переместить левый виетг иэ положения В в положение .2 . этом давление под левым винтом станоia.t x/ivi я. аал (5L-M ВЕКГся равным pj .разность V тЛ (авенство обстановится равной нулю, неравенство жатий, а следовательно, и вытяжек по ширине лолосян устраняется. Это справЁЯЛИВО в в. случае, если начальные значения усилий прокатки и жесль. костей яолосы с левой и правой сторон клетй не были равны между собой, но равенство вытяжек соблюдалось. На фиг. 2 рассмотрен случай, когда полоса под левым и правым краями им& ет одинаковую жесткость, но подкат им& ет клиновидную форму по ширине. Предположим, что толщина подката с левой сторюны становится выше Н , усилие прокатки при этом принимает значение Pg , а толщина полосы 1 Так как P27R, то разность М. ЛЯл ЯгпГУ 1 и перекос валков осуществляется в противоположную по сравнению с предыдушим случаем сторону. При равенстве уси лий прокатки толщина под левым краем принимает значение tin и равенство абсолютных обжатий восстанавливается, так (Н2-Ь2)Сечение выходящей полосы равно сечению подката, т.е. тоже клиновидно. Только при эток условии дефекты формы не возникают. Приведенное строго справедливо толь ко для случая, когда кривая пластинча той деформашш полосы может аппроксим роваться прямой линией. Это имеет мео то для станов холодной прокатки и посл них клетей непрерывных широкополосных станов горячей прокатки. В остальных случаях приведенное условие планшетнос ти является приближенным. Таким образом, поддержание посредством перекоса валков вцри прокатке оди накового отношения давлений прокатки к соответствующим жесткостям полосы с обеих сторон прокатной клети обеспечивает примерное равенство абсолютных вытяжек полосы, а следовательно, способствует компенсашга несимметричных дефектов формы и серповидности полосы. Компенсация несимметричных дефектов формы и серповидности полосы осуществляется следующим образом. Во время прокатки на каждом y acTvЕе полосы измеряют давления под левым н правым нажимными винтами, например с помощью юагнитоупругих датчиков дав ления, определяют жесткость полосы с левой и правой стороны клети на соответствутощих участках полосы и разность е отношений давления прокатки с левой и правой стороны клети к соответствующим жесткосаям полосы на одних и тех же участках. . V Vn . Если сЛ О, осуществляют перекос вал- ков, например, посредством перемещения нажимных БИНТОВ, в сторону уменьшения зазора с левой стороны клети, а если - в противоположную сторону до тех пор, пока еЛ не станет равной нулю. При достижении нулевого значения (Л о жатия с обеих сторон клети равны, что обеспечивает отсутствие несимметричных Дефектов формы и серповидности готовой продукции. Устройство, реализующее предл 1гае- мый способ, содержит датчики 1 и 2 усилий прокатки ссответстве1шо с левой и правой стороны клети, блоки 3 и 4 определения жесткости полосы с левой и правой стороны клети, блоки 5 и 6 деления, первые входы (делимое) которых соед1шены соответственно с датчиками 1 и 2 давле1шя, а вторые входы - с выходами блоков 3 и 4 определения жес1 кости, элемент 7 сравнения, входы которого соед1шены с выходами блоков 5 и 6деления, блок 8 управления приводами леззогчэ 9 и правого Ю нажимных , вход которого соединен с выходом элемента сравнения, а выходы Соединены соответственно с входами привода 9 левого и 1О правого нажимных винтив. Устройство работает следующим обраПри входе полосы в клеть на выходах блоков 5 и 6 деления вьщеляются сигналы, пропорциональные отнощению усилия прокатки, измеряемого датчиками 1 и 2, к жесткости полосы, определяемой блоками 3 и 4 раздельно с левой и правой Стороны прокатной клети. Сигнал, пропорциональный разности этих отношений, с выхода элемента 7 сравнения через блок 8 управления поступает на привода 9 и 10 нажимных винтов, вызывая , встречное движение последних в сторону уменьшения сигнала на выходе элемента 7сравнения до тех пор, пока этот не станет равным нулю. Использование предлагаемого способа на прокатном стане позволяет уменьшить количество полсх;, прокатанных с дефек1;ами формы, либо сёрповидностью, а также сократить внеплановые простои стана и&-за непланшетности полос. Применение предлагаемого способа позволяет сократить количество полос второго сорта по планшетности в среднем на 1%.
Формула изобретения
Способ компёнсацвн несимметричных дефектов формы и серпслзидностн полосы в процессе непрерывной прокатки, вклкучающий перекос валков по сигналу измерения усилий на левый и правый нажимные винты, отличающийс я тем, что, с целью пом пиения качает ва компенсации формы полосы, дополнительно определяют жесткость участков полосы на левой и правой кромках и при перекосе валков поддерживают равенсг( во отношений усилий прокатки под левым и правым нажимными винтами к жесткоо
ти подрсы соответственно на левой и правой 1фомках.
Источники информации, принятые во внимание при экспертизе
1.Сталь, № 3, 1969, с. 236.
2.Григорян Г. Г. и др. Натройка, стабилизация, контроль процесса тонколистовой прокатки. М , Металлургия, 1975, с. 310.
3.Патент США № 3587263, кл. 72-8 (В 21 В 37/OOJ, 1971.
4.Авторское свидетельство СССР по заявке № 2778597/22-О2,
кл. В 21 В 37/О6, 1979.
(риг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования формы межвалкового зазора в прокатной клети | 1981 |
|
SU984524A2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2615670C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Устройство для определения жесткости полосы в процессе непрерывной горячей прокатки | 1981 |
|
SU1028399A1 |
| Устройство для автоматического центрирования полосы при прокатке | 1980 |
|
SU908450A1 |
| Устройство для регулирования формы полосы при непрерывной прокатке | 1990 |
|
SU1685566A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Способ устранения серповидности полосы | 1986 |
|
SU1340851A1 |
| Устройство управления тепловым профилем валка прокатного стана | 1982 |
|
SU1065055A2 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |

$, $t fff Мг (Риг.г
