Изобретение относится к производству полосовой стали и может быть использовано для изготовления заготовки.
В качестве заготовки для производства холодногнутых профилей проката используется горячекатаная и холоднокатаная полосовая сталь с заданным химсоставом и механическими свойствами, которые должны обеспечить бездефектное профилирование заготовки (например, отсутствие трещинообразования) и требуемое качество гнутых профилей, например сортовых (угловых, швеллерных, корытных и др.).
Необходимые свойства заготовки для профилирования обусловливают конкретизацию ее состава и режимов горячей (холодной) прокатки. Требования, предъявляемые к этой заготовке, достаточно подробно изложены в книге С.Ф. Березовского «Производство гнутых профилей», М.: Металлургия, 1985, с.11-14.
Известна заготовка (листовая сталь) для переработки формовкой, обладающая способностью к глубокой вытяжке и растяжению и содержащая углерод, марганец, хром, ванадий и вольфрам в заданных количествах. Однако состав стали не задается в зависимости от толщины заготовки и ее основного механического показателя - величины предела текучести σт (см. пат. США №3642468, кл. С22С 39/50, опубл. 13.02.72).
Известна технология производства заготовки (подката) из нестареющей низкоуглеродистой стали, при которой регламентируют режимы горячей прокатки и, в частности, обжатие в окалиноломателе непрерывного стана горячей прокатки (см. а.с. СССР №1533783, кл. В21В 1/02, опубл. в БИ №1, 1990). Эта технология неприемлема для производства заготовки, используемой при профилировании.
Наиболее близким аналогом к заявляемому объекту является горячекатаная заготовка для профилирования и технология ее прокатки, описанные в книге В.И. Анисимова и др. Расширение сортамента металлопроката - резерв экономии, Челябинск, Ю.-Урал. кн. изд., 1980, с.16-20, 25-26 и табл.4.
Эта заготовка с конкретным химсоставом и величиной σт (ст3пс) характеризуется относительно невысоким содержанием основных элементов (С, Mn, Si) и постоянной для всех толщин h стали величиной σт. Недостатком известной полосовой заготовки является отсутствие связи между величинами h, σт и содержанием в стали С, Mn, Si (т.е. углеродным эквивалентом Сэ=С+Mn/9+Si/3 (см. аналог в ГОСТ 19281 «Прокат из стали повышенной прочности», п.4.3).
Технология прокатки заготовки для профилирования регламентирует величину обжатия в последней клети стана горячей прокатки, а также температуры конца прокатки и смотки полосы. Недостатком известной технологии является отсутствие данных о скорости охлаждения полос после прокатки, которая во многом определяет мехсвойства готового проката.
В результате этого известный объект не обеспечивает бездефектное профилирование полосовой стали и высокое качество готовых гнутых профилей.
Технической задачей настоящего изобретения является повышение пластических свойств полосовой заготовки для профилирования, которые определяют ее приемлемость для получения, например, сортовых гнутых профилей с надлежащими свойствами.
Для решения этой задачи в подкате для стальной горячекатаной полосовой заготовки для профилирования содержание углерода, марганца и кремния установлено по величине углеродного эквивалента в зависимости от величины предела текучести и толщины заготовки по следующим соотношениям:
 для h≥6 мм и
для h≥6 мм и  для h<6 мм,
для h<6 мм,
где Сэ=C+Mn/9+Si/3 - углеродный эквивалент стали, мас.%,
σт - предел текучести, МПа,
h - толщина полосы, мм,
262,5, 130, 291, 124 - эмпирические коэффициенты; способ горячей прокатки стальной полосовой заготовки для профилирования из подката включает прокатку с заданной температурой, охлаждение и смотку полосы, при этом охлаждение полосы осуществляют со скоростью, определяемой в зависимости от ее толщины и величины предела текучести по следующим соотношениям:
 , для h≥6 мм
, для h≥6 мм
и  , для h<6 мм,
, для h<6 мм,
где V - скорость охлаждения, °С/с,
σт - предел текучести, МПа,
h - толщина полосы, мм,
227, 0,94, 306, 2,9 - эмпирические коэффициенты.
Приведенные математические соотношения получены при обработке опытных данных и являются эмпирическими.
Сущность заявляемого технического решения заключается в оптимизации химсостава заготовки для профилирования с заданной толщиной и с требуемой величиной предела текучести, горячая прокатка которой ведется с определенной скоростью охлаждения на отводящем рольганге широкополосного стана (т.е. после завершения прокатки). При этом содержание трех основных элементов в стали определяется по предлагаемому углеродному эквиваленту. Все это обеспечивает отсутствие трещинообразования при профилировании заготовки за счет повышения ее пластических свойств.
При реализации заявляемого технического решения перед горячей прокаткой полосовой заготовки по требуемой величине ее предела текучести и в зависимости от толщины выбирают (по сопроводительной документации) подкат, содержание в котором С, Mn и Si соответствует предварительно определенной величине углеродного эквивалента Сэ. После нахождения необходимой скорости охлаждения Vохл. проката (также в зависимости от h и σт стали) приступают к горячей прокатке полос.
Опытную проверку предлагаемого изобретения осуществляли на широкополосном стане 2500 горячей прокатки ОАО «Магнитогорский металлургический комбинат».
С этой целью при прокатке полос с конечной толщиной 2...8 мм из различных марок стали использовали подкат с разным содержанием С, Mn и Si, варьируя скорость охлаждения полос после горячей прокатки. Величиной σт задавались, исходя из данных, полученных в результате исследовательских работ по бездефектному профилированию, проведенных ранее на ММК. Результаты опытов оценивались по выходу качественного проката в цехе гнутых профилей комбината, в котором использовалась опытная заготовка.
Наилучшие результаты (выход гнутых сортовых профилей I сорта в пределах 99,6...99,8% при отсутствии трещинообразования в процессе профилирования) получены при реализации заявляемого объекта. Отклонения от рекомендуемых его параметров ухудшали достигнутые показатели. Так, при углеродном эквиваленте Сэ (т.е. при содержании С, Mn и Si, соответствовавшем конкретной его величине), отличном от определяемого по вышеприведенным формулам, выход профилей I сорта не превысил 98,3% и до 0,3% полос давали трещинообразование при профилировании, так как фактическая величина σт заготовки отличалась от требуемых оптимальных значений этого показателя.
Аналогичным образом при скоростях охлаждения горячекатаных полос, отличных от величин Vохл., определяемых по предлагаемым формулам (см. выше), выход гнутых профилей I сорта из полученной заготовки не превысил 98,5% и около 0,5% проката было отбраковано по трещинам.
Контрольная проверка заготовки и технологии ее получения, выбранных в качестве ближайшего аналога, привела к получению 98% гнутых профилей I сорта, а отсортировка в брак по трещинам достигла 0,7%.
Таким образом, опыты подтвердили приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известным объектом.
По данным технико-экономических исследований, проведенных в Центральной лаборатории контроля ОАО «ММК», реализация настоящего изобретения при производстве горячекатаной полосовой стальной заготовки для профилирования позволит повысить выход гнутых профилей I сорта не менее чем на 1% при соответствующем сокращении отходов и повышении прибыли от реализации проката.
Пример конкретного выполнения
1. Полосовая заготовка для профилирования толщиной h=6 мм должна иметь предел текучести σт=303 МПа.
Требуемая величина углеродного эквивалента:

Исходя из зависимости Сэ=С+Mn/9+Si/3 содержание основных элементов в стали должно быть: [С]=0,18; [Mn]=0,9 и [Si]=0,09 мас.%, т.е.
Сэ=0,18+0,9/9+0,09/3=0,18+0,1+0,03=0,31
Такому химсоставу и σт=303 МПа соответствует ст3Гпс по ГОСТ 380.
При горячей прокатке этой заготовки скорость охлаждения раската будет:

2. Заготовку для профилирования из ст.35 толщиной 3 мм с 
(углерод 0,33%, марганец 0,54% и кремний 0,18%) начинают прокатывать при температуре 1150°С, прокатка заканчивается при температуре 880°С, а смотка осуществляется при температуре 660°С.
Прокатка осуществляется с суммарным относительным обжатием 90% за 7 проходов в чистовой группе стана 2000, т.е. при начальной толщине полос 32 мм. В черновой группе клетей прокатка начинается со слябов толщиной 240 мм (5 проходов).
При горячей прокатке этой заготовки скорость охлаждения раската:

Предел текучести полученной заготовки для профилирования 347 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения горячекатаных листов из низколегированной стали | 2023 |
|
RU2815952C1 |
| СПОСОБ ХОЛОДНОЙ НЕПРЕРЫВНОЙ ПРОКАТКИ ШИРОКОПОЛОСНОЙ СТАЛИ | 2012 |
|
RU2506131C1 |
| Способ производства низколегированного рулонного проката категории прочности С390П | 2021 |
|
RU2781928C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННЫХ РУЛОННЫХ ПОЛОС С ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2017 |
|
RU2675307C1 |
| ПОЛОСОВАЯ НИЗКОЛЕГИРОВАННАЯ СТАЛЬ | 1996 |
|
RU2111278C1 |
| СПОСОБ ПРОКАТКИ ТРУБНОЙ ЗАГОТОВКИ ИЗ УГЛЕРОДИСТЫХ СТАЛЕЙ | 1996 |
|
RU2095165C1 |
| Способ получения горячекатаных листов из низколегированной стали | 2023 |
|
RU2815949C1 |
| ПОЛОСОВАЯ УГЛЕРОДИСТАЯ СТАЛЬ | 2001 |
|
RU2200206C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ УГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2200199C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ НА МНОГОКЛЕТЕВОМ СТАНЕ 2000 | 2009 |
|
RU2432217C2 |
Изобретение относится к обработке металлов давлением, в частности к производству полосовой заготовки для профилирования. Для повышения пластических свойств в подкате для стальной полосовой заготовки содержание углерода, марганца и кремния определяют в зависимости от величины σт и толщины заготовки h по следующим соотношениям: С'э=(σт-262,5)/130 для h≥6 мм и Сэ''=(σт-291)/124 для h<6 мм, где Cэ=C+Mn/9+Si/3, при этом горячую прокатку заготовки из подката ведут при заданной температуре и охлаждают со скоростью, определяемой в зависимости от ее толщины h после прокатки и заданной величины предела текучести по следующему соотношению: V'охл.=(σт-297)/0,94 град/с для h≥6 мм и V''охл.=(σт-306):2,9 град/с для h<6 мм. 2 н.п. ф-лы.
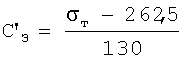 для h≥6 мм,
для h≥6 мм,
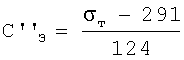 для h<6 мм,
для h<6 мм,
где Сэ=С+Mn/9+Si/3 - углеродный эквивалент стали, мас.%,
σт - предел текучести, МПа,
h - толщина полосы, мм,
262,5, 130, 291, 124 - эмпирические коэффициенты.
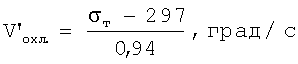 для h≥6 мм,
для h≥6 мм,
и 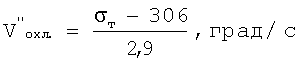 для h<6 мм,
для h<6 мм,
V - скорость охлаждения, °С/с,
σт - предел текучести, МПа,
h - толщина полосы, мм,
297, 0,94, 306, 2,9 - эмпирические коэффициенты.
| Способ горячей прокатки полос | 1990 |
|
SU1708452A1 |
| Способ производства полос из низколегированной стали | 1983 |
|
SU1278363A1 |
| Способ термической обработки толстого листа | 1990 |
|
SU1766979A1 |
| Способ изготовления проката | 1982 |
|
SU1046301A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ТРУБНОГО ШТРИПСА | 2002 |
|
RU2203964C1 |

