Изобретение относится к термической обработке металлов и может быть использовано при термической обработке толстого листа преимущественно из низколегированных и низкоуглеродистых сталей.
Известен способ термообработки толстого стального листа из низколегированной стали, предусматривающий нормализацию и ускоренное охлаждение с нормализационного нагрева для стали с низким углеродным эквивалентом.
Недостаток этого способа состоит в том, что он не позволяет получить высокие прочностные (0в, От) и вязкие (KCU) характеристики толстого стального листа.
Известен способ термической обработки толстого листа с Сэ 0,477-0,660%, по которому его подвергают нагреву до АСз + +(30-50)°С и охлаждению на воздухе в соответствии с углеродным эквивалентом стали.
Нед остаток это го способа состоит в том, что он позволяет получить высокие вязкие характеристики (KCU) толстого стального
листа, а также высокий выход годного в связи с низкой скоростью охлаждения.
Наиболее близким к предлагаемому по технической сущности является способ термической обработки толстого листа, включающий первый нагрев до температуры аустенитизации с последующим охлаждением до 500-600°С со скоростью 20-60°С/с и далее на воздухе до 200-450°С, с этой температуры ведут нагрев до температуры повторной аустенитизации и производят охлаждение сначала до 600-650°С со скоростью 20-50°С/с, затем до 5.00 550°С со скоростью 7-15°С/с и далее на воздухе до нормальной температуры.
Однако этот способ, обеспечивая получение высокой прочности (OB , От ) и вязкости (KCU) листа, не способствует увеличению выхода годного с первого предъявления. Связано это с тем, что при указанной обработке не учитывается углеродный эквивалент стали, который в зависимости от химического состава может
СО
С
vi
ON О О VI Ч)
колебаться в широких пределах и оказывать значительное влияние на формирование механических свойств и ударной вязкости стали.
Целью изобретения является повышение прочности при сохранении вязкости стали и увеличение выхода годного.
Предлагаемый способ включает первый нагрев до температуры аустенитизации с последующим охлаждением до 500-600°С со скоростью 20-6р°С/с и далее на воздухе до 200-450°С, повторный Нагрев с этой температуры до температуры аустенитизации с последующим охлаждением, при котором охлаждение осуществляют со скоростью 10-18°С/с до температуры 600-660°С при углеродном эквиваленте стали Сэ 0,35- 0,50%, а при углеродном эквиваленте стали Сэ 0,51-0,65% со скоростью 2-6°С до температуры 670-720°С и далее - на воздухе.
Охлаждение с первого нагрева от температуры аустенитизации (например, 900- 920°С преимущественно с прокатного нагрева) до 500-600°С со Скоростью 20- 60°С/с и далее на воздухе до 200-450°С приводит к образованию мелкодисперсной ферритно-перлитной структуры с небольшим количеством сорбитной структуры. По- вышение прочности ( Ов , От ) при сохранении вязкости стали и увеличение выхода годного обеспечивается после охлаждения с повторного нагрева со скоростью 10-18°С/с до 600-660°С при углеродном эквиваленте стали Сэ 0,35- 0,50%, а при углеродном эквиваленте Сэ 0,51 -0,65% со скоростью 2-6°С до 670- 720°С благодаря образованию мелкодисперсных ферритно-перлитных структур (балл зерна 10-12 ГОСТ 5639-82). Дальнейшее охлаждение листов на воздухе до цеховой температуры обеспечивает сохранение достигнутых предшествующей обработкой высоких механических свойств и ударной вязкости толстых листов и обеспечивает высокий выход годного при первичных испытаниях (с первого предъявления).
При охлаждении с повторного нагрева толстых листов с углеродным эквивалентом 0,35-0,50% со скоростью ниже 10°С/с и выше 660°С образуются грубодисперсные продукты перлитного распада, снижающие пластичность и ударную вязкость стали, а со скоростью выше 18°С/с и ниже 600°С образуются структуры промежуточного превращения и даже мартенсит, снижающие пластичность стали и способствующие наведению высоких остаточных напряжений.
При охлаждении с повторного нагрева толстых листов с углеродным эквивалентом
0,51-0,65% со скоростью ниже 2°С/с и выше 720°С образуются грубодисперсные продукты перлитного распада, а при охлаждении со скоростью выше 6°С/с и ниже 670°С образуются структуры промежуточного превращения с пониженной пластичностью и высокими остаточными напряжениями.
Значения углеродных эквивалентов выбраны исходя из предельных значений химического состава низкоуглеродистых и низколегированных сталей.
Таким образом, предлагаемой техническое решение позволяет повысить прочность при сохранении вязкости стали и увеличить выход годного толстых листов из низкоуглеродистых и низколегированных сталей в широком диапазоне их химического состава.
Сравнение известного-и предлагаемого способов термической обработки проведено в сопоставимых условиях.
Для этого использовали толстые листы
размером 25x2400x9000 мм из низкоуглеродистой СтЗсп и низколегированной стали 12Г2С. Углеродный эквивалент опытного металла колебался в пределах 0,35-0,50% для стали СтЗсп и 0,35-0,65% для стали
12Г2С.
По предлагаемому способу охлаждение листов производили от температуры аустенитизации 900-920°С с прокатного нагрева водой до температуры конца охлаждения
550°С со скоростью 37°С и далее на воздухе до температуры 300°С, затем осуществляли повторный нагрев до 910-920°С и производили охлаждение от этой температуры со скоростью 10-18°С/с до температуры конца
охлаждения 600-660°С при углеродном эквиваленте стали С3 0,35-0,50% и со скоростью 2-6°С/с до температуры 670-720°С при углеродном эквиваленте Сэ 0,51- 0,65% и далее на воздухе.
Термообработку другой партии листов из стали СтЗсп с Сэ 0,35-0,50% и 12Г2С с Сэ 0,35-0,65% проводили по известному способу (авт.св. № 1537700).
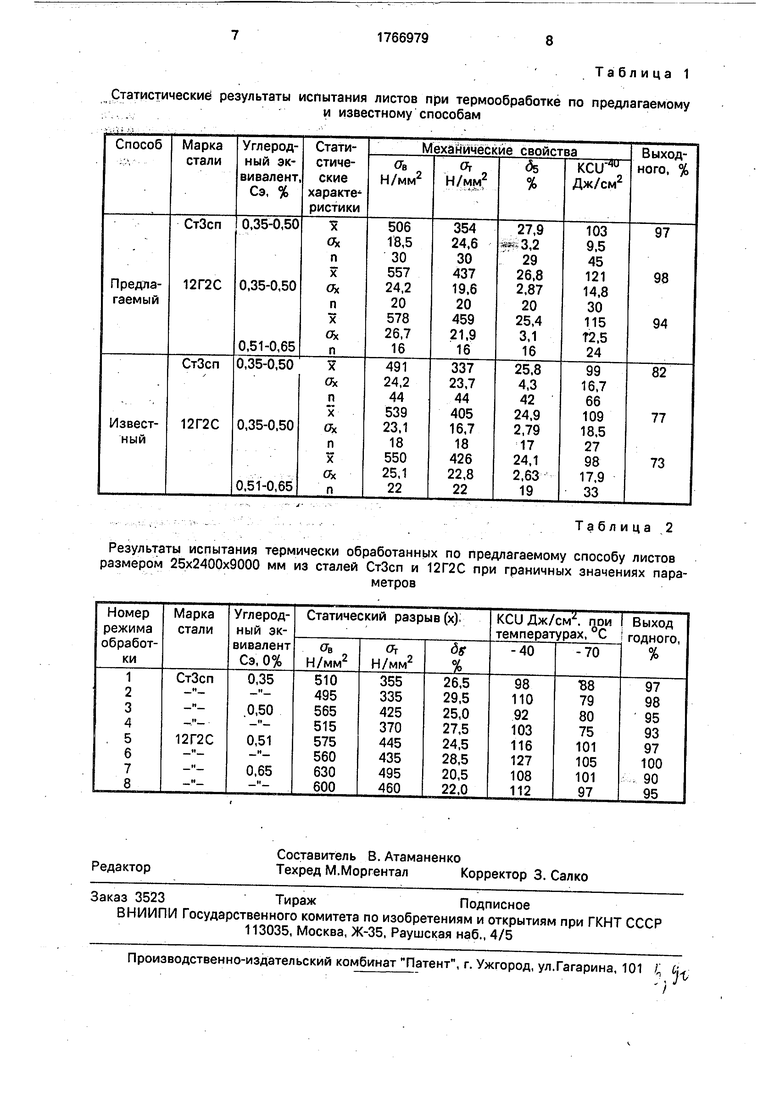
Результаты испытаний опытных листов по предлагаемому и известному способам приведены в виде статистических данных в табл. 1, где х - среднее арифметическое значение исследуемой характеристики выборки(Ов , оу, (Ss.KCU ) ,Ok - среднеквадратичное отклонение, п - величина выборки. Установлено, что термическая обработка по предлагаемому способу обеспечивает повышение прочности (тв, ov) на 15-30 Н/мм2 при сохранении вязкости стали и увеличение выхода годного до 20% по сравнению с обработкой по известному способу.
Кроме того, проводили термическую обработку листов по крайним граничным значениям способа.
Для стали СтЗсп с Сэ 0,35%: с повторного нагрева 910°С охлаждали со скоростью 18°С/с до температуры конца охлаждения 600°С и далее - на воздухе (режим 1);
с повторного нагрева 910°С охлаждали со скоростью 10°С/сдо температуры конца охлаждения 660°С и далее - на воздухе (режим 2).
Для стали СтЗсп с Сэ 0,50%:
с повторного нагрева 910°С охлаждали со скоростью 18°С/с до температуры конца охлаждения 600°С и далее - на воздухе (режим 3);
с повторного нагрева 910°С охлаждали со скоростью 10°С/с до температуры конца охлаждения 660°С и далее - на воздухе (режим 4).
Для стали 12Г2С с Сэ 0,51 %:
с повторного нагрева 910°С охлаждали со скоростью 6°С/с до температуры конца охлаждения 670°С и далее - на воздухе (режим 5);
с повторного нагрева 910°С охлаждали со скоростью 2°С/с до температуры конца охлаждения 720°С и далее - на воздухе (режим 6).
Для стали 12Г2С с Сэ 0,65%:
0
5
0
5
0
5
с повторного нагрева 910°С охлаждали со скоростью 6°С/с до температуры конца охлаждения 670°С и далее - на воздухе (режим 7);
с повторного нагрева 910°С охлаждали со скоростью 2°С/с до температуры конца охлаждения 720°С и далее - на воздухе (режим 8).
Результаты испытаний толстых листов, термообработанных по предлагаемому способу при граничных значениях параметров термообработки, приведены в табл. 2.
Формула изобретения Способ термической обработки толстого листа, преимущественно из низкоуглеродистых и низколегированных сталей, включающий первый нагрев до температуры аустенитизации с последующим охлаждением до 500-600°С со скоростью 20-60°С/с и далее на воздухе до 200-450°С, повторный нагрев с этой температуры до температуры аустенптизаЦйи с послШую- щим охлаждением, отличающийся тем, что, с целью увеличения выхода водного за счет повышения прочности при сохранении вязкости стали, охлаждение после повторного нагрева осуществляют со скоростью 10-18°С/с до 600-660°С при углеродном эквиваленте стали Сэ 0,35-0,50%, а при углеродном эквиваленте Сэ 0,51-0,65% со скоростью 2-6°С/с до 670-720°С и далее - на воздухе.
Таблица 1
Статистические результаты испытания листов при термообработке по предлагаемому
и известному способам

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2358024C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА | 2009 |
|
RU2393236C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ С ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2014 |
|
RU2544326C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА (ВАРИАНТЫ) | 2004 |
|
RU2265067C1 |
| ВЫСОКОПРОЧНЫЙ СВАРИВАЕМЫЙ АРМАТУРНЫЙ ПРОФИЛЬ | 2012 |
|
RU2478727C1 |
| Способ производства полос из низколегированной стали | 1983 |
|
SU1278363A1 |
| Способ производства горячекатаного листового проката | 2024 |
|
RU2833652C1 |
| Способ термической обработки толстого листа | 1987 |
|
SU1537700A1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ | 2007 |
|
RU2353670C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ТРУБ | 2018 |
|
RU2702171C1 |
Сущность изобретения: листы нагревают до температуры аустенитизации и охлаждают до 500-600°С со скоростью 20-60°С/с, а далее - на воздухе до 200-450°С, затем повторно нагревают до температуры аустенитизации и охлаждают до 600-660°С со скоростью 10-18°С/с при углеродном эквиваленте стали 0,35-0,50%, а при углеродном эквиваленте 0,51-0,65% охлаждают до 670- 720°С со скоростью 2-6°С/с и далее - на воздухе. 2 табл.
Таблица 2
Результаты испытания термически обработанных по предлагаемому способу листов размером 25x2400x9000 мм из сталей СтЗсп и 12Г2С при граничных значениях параметров
| Способ термической обработки толстолистового металла | 1986 |
|
SU1435629A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ термической обработки толстого листа | 1987 |
|
SU1537700A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
