Изобретение относится к сварке, а именно к способам импульсно-дуговой сварки, и может быть использовано для защиты сварных труб от коррозии при строительстве и ремонте трубопроводов, предназначенных для транспортирования продуктов нефтепереработки, различных агрессивных сред, воды и т.д.
В настоящее время в качестве защитных покрытий широко применяют лакокрасочные материалы, преимущественно на полимерной основе или стеклоэмали.
Однако при строительстве магистральных трубопроводов трубы с таким покрытием имеют низкую коррозионную стойкость в области сварных швов. Это связано с тем, что при сварке эмалевые покрытия выгорают, образуя в области сварного стыка зону, подверженную коррозии.
Проблему защиты от коррозии внутренней поверхности сварных стыков трубопроводов с термочувствительным покрытием в настоящее время решают несколькими способами.
Известен способ соединения эмалированных труб (патент RU №2080510, оп. 1997.05.27), в котором внутри труб в зоне стыка устанавливают втулку с внутренним эмалевым покрытием, на наружной поверхности которой выполнена кольцевая проточка и заодно с телом втулки радиальные упорные выступы. Между проточкой втулки и внутренней поверхностью труб образована полость, заполненная материалом с адгезионными свойствами.
Недостатком данного способа защиты является сложность выполнения соединения, необходимость применения дорогостоящих втулок из дефицитных материалов, невозможность сборки труб в полевых условиях.
Известно изобретение, в котором вместо втулок к концам труб приваривают специальные соединительные кольца (Заявка Европейского патентного ведомства №114058, МКИ F16L 58/18, 1984). Данное решение обеспечивает противокоррозионную защиту внутренней поверхности сварного стыка. Основным недостатком данного способа является проблема сварки разнородных сталей.
Известен способ сварки эмалированных труб, выбранный в качестве прототипа, заключающийся в приваривании втулок к стальным трубам, в V-образной обработке кромок труб под сварку, в сборке, нанесении эмали и соединении труб путем сварки. При этом сварку труб выполняют двумя сварными швами. Первый, корневой, выполняют по толщине, равной 0,8 суммарной толщины трубы втулки. Второй производят при охлаждении корневого шва (Патент RU 2202457 оп. 2003.04.02).
Задачей изобретения является получение качественного сварного соединения при обеспечении надежной защиты внутренней поверхности сварного стыка от коррозии.
Способ сварки эмалированных труб включает приваривание колец из коррозионно-стойкой стали с внутренней стороны по концам стальных труб. Далее производят V-образную обработку кромок труб и сборку под сварку. Соединение труб выполняют аустенитными электродами импульсно-дуговой сваркой. Длительность протекания тока импульса 230-270 мс. Длительность протекания тока паузы 240-280 мс. Аустенитные электроды имеют химический состав, близкий к составу коррозионно-стойкой стали.
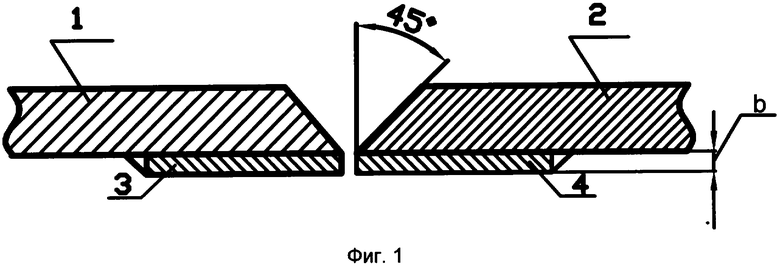
На фиг.1 изображено соединение эмалированных труб в разрезе.
Соединение содержит две трубы 1 и 2 с приваренными к внутренней поверхности труб кольцами 3, 4 толщиной b=2 мм из стали 08Х18Н10Т. Соединение труб осуществляют с помощью способа импульсно-дуговой сварки аустенитными электродами, имеющими химический состав, близкий к составу стали 08Х18Н10Т.
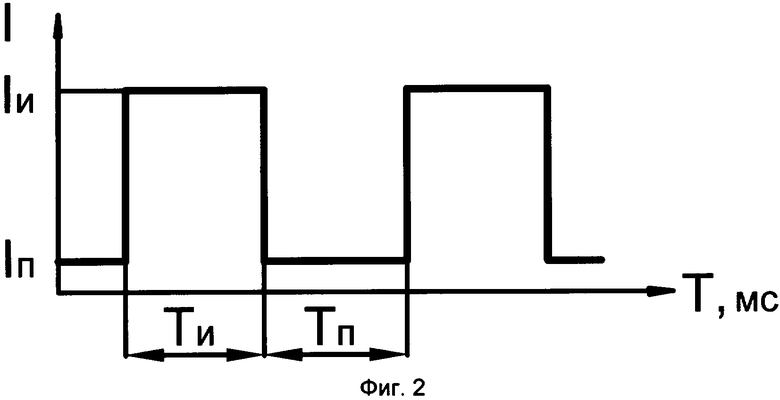
На фиг.2 показана форма импульсов тока, применяемых при сварке. Сила тока импульса (Iи) равна 145 А, сила тока паузы (Iп) равна 45 А.
При меньшей длительности тока импульса независимо от марки применяемых электродов происходит образование шлаковых включений в наплавленном металле, которое является дополнительным концентратором напряжений в биметаллическом сварном соединении.
При большей длительности тока импульса вводится большая погонная энергия, сравнимая с энергией при постоянном питании дуги, что приводит к образованию крупных дендритов с малой разориентировкой, проходящих через всю толщину сварного шва.
В Таблице показаны результаты исследований по влиянию параметров режима импульсно-дуговой сварки на структуру и свойства сварного соединения. Оптимальным режимом импульсно-дуговой сварки является режим с длительностью протекания тока импульса Ти=230...270 мс и длительностью протекания тока паузы Тп=240...280 мс. При таком способе сварки получаемая структура первичной кристаллизации имеет разнонаправленные дендриты малой длины, что позволяет релаксировать термические напряжения, вызванные циклом сварки, а угол изгиба при испытаниях сварного соединения на статический изгиб равен 130°, что больше угла изгиба, требуемого по ГОСТ-6996.
Осуществление предлагаемого варианта соединения труб с внутренним эмалевым покрытием можно показать на конкретном примере.
Прокладывается трубопровод диаметром 530 мм с толщиной стенки 8 мм из Стали 20. Из трубы, выполненной из стали 08Х18Н10Т, диаметром 528 мм с толщиной стенки 2 мм вырезают кольца шириной 20 мм. Кольца приваривают по краям внутри трубопровода (фиг.1). Для сварки используют выпрямитель ВД-306 и тиристорный регулятор УДИ-204. Сварное соединение формируют способом импульсно-дуговой сварки с прямоугольной формой импульсов тока с длительностью протекания тока импульса Ти=230...270 мс и длительностью протекания тока паузы Тп=240...280 мс. Сила тока импульса Iи=145 А, Iп=45 А. Для сварки используют аустенитные электроды, имеющие химический состав, близкий к химическому составу металла кольца.
Преимуществами предлагаемого способа являются простота изготовления, повышение качества сварки двухслойных труб за счет получения прочного сварного соединения, обеспечение сохранности эмалевого покрытия на внутренней поверхности труб с одновременным обеспечением защиты от коррозии сварных швов.
Сварное соединение при испытаниях на статический изгиб изгибается на 130°, что больше угла изгиба, требуемого по ГОСТ-6996.
Способ сварки эмалированных труб с внутренней защитой сварного стыка
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТРУБ ПЕЧЕЙ ПИРОЛИЗА В ПРОЦЕССЕ ПРОВЕДЕНИЯ РЕМОНТНЫХ РАБОТ | 2007 |
|
RU2361709C1 |
| СПОСОБ СВАРКИ ЭМАЛИРОВАННЫХ ТРУБ | 2001 |
|
RU2202457C1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2201854C1 |
| СПОСОБ СОЕДИНЕНИЯ ЭМАЛИРОВАННЫХ ТРУБ | 1996 |
|
RU2104438C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ МОДУЛИРОВАННЫМ ТОКОМ | 2006 |
|
RU2333083C2 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2000 |
|
RU2162188C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2009 |
|
RU2410593C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
Изобретение относится к способу сварки эмалированных труб и может быть использовано при защите сварных швов труб от коррозии при строительстве и ремонте трубопроводов, предназначенных для транспортирования продуктов нефтепереработки, различных агрессивных сред и воды. С внутренней стороны по концам труб приваривают кольца из коррозионно-стойкой стали. Соединение труб осуществляют способом импульсно-дуговой сварки с длительностью протекания тока импульса Ти=230...270 мс, длительностью протекания тока паузы Тп=240...280 мс. Для сварки используют аустенитные электроды, имеющие химический состав, близкий к составу коррозионно-стойкой стали. Преимуществами способа являются его простота, повышение качества сварки двухслойных труб, обеспечение сохранности эмалевого покрытия на внутренней поверхности труб с одновременным обеспечением защиты от коррозии сварных швов. 2 ил., 1 табл.
Способ сварки эмалированных труб с внутренней защитой сварного стыка, включающий приваривание колец из коррозионно-стойкой стали с внутренней стороны по концам стальных труб, V-образную обработку кромок труб, сборку под сварку и соединение труб сваркой, отличающийся тем, что трубы сваривают аустенитными электродами импульсно-дуговой сваркой с длительностью протекания тока импульса 230-270 мс и длительностью протекания тока паузы 240-280 мс, причем аустенитные электроды имеют химический состав, близкий к составу коррозионно-стойкой стали.
| СПОСОБ СВАРКИ ЭМАЛИРОВАННЫХ ТРУБ | 2001 |
|
RU2202457C1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2056988C1 |
| US 4357745 A, 11.09.1982 | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

