Изобретение относится к сварке, а именно к способам сварки труб, в том числе эмалированных, и может быть использовано при изготовлении, монтаже и ремонте трубопроводов, предназначенных для систем тепловодоснабжения и канализации, для гидромелиорации, а также для транспортировки природного газа, сырой нефти и нефтепродуктов и сред, содержащих кислород, углекислый газ и сероводород, и эксплуатируемых в широком диапазоне температур и давлении.
Известен способ сварки труб с эмалевым покрытием, заключающийся в нанесении на внутренние поверхности стыкуемых участков труб дополнительного слоя эмалевого покрытия, в сборке и сварке труб (см а.с. 1268348, кл. МПК В 23 К 31/02, 86 г.).
В способе после сварки производят нагрев участка труб с эмалевым покрытием до температуры размягчения эмали, которая должна покрыть шов сварки.
Однако в этом способе качество защиты эмалью зоны сварного шва недостаточно, поскольку эмаль покроет только часть шва из-за расплавления и стекания эмали с верхней части. Кроме того, такое сварочное соединение непрочно, недостаточно надежно и не может быть использовано для соединения среднегабаритных труб с внутренним эмалевым покрытием.
Известен способ соединения эмалированных труб (см. пат. RU 2104438, 1998 г.) с установкой внутрь труб втулок из коррозионно-стойкого металла, которые приклеивают к отверстиям труб эмалью.
Способ сложен, а соединение втулки с трубой с использованием эмали в качестве клея ненадежно, недостаточно прочно и недолговечно при работе с агрессивными средами из-за отслаивания эмали.
Наиболее близким аналогом является способ сварки труб с эмалевым покрытием, заключающийся в установке втулок из коррозионно-стойкого металла внутрь труб с нанесением эмали, сборкой и соединением стыков труб путем сварки (см. пат. RU 2131551, 1999 г.).
В способе не предусмотрены средства для покрытия участков отверстий труб с установленными втулками равномерным слоем эмали. К тому же использование втулок кольцевой формы приводит к нарушению гладкой поверхности в отверстиях труб из-за появления в отверстиях выступов, равных толщине втулки, к оседанию в нижней части отверстий осадков, содержащих песок, что приводит к выходу из строя трубопровода. В способе не предусмотрены средства для предотвращения коррозии снаружи труб, а нестабильное качество защиты эмалью зоны сварного шва приводит к нарушению сплошности покрытия на участках отверстий труб, прилегающих к торцам.
Задачей предложенного технического решения является повышение прочности соединения и надежности защиты корня шва и поверхностей труб от коррозии с одновременным увеличением сроков службы при соединении труб с внутренним эмалевым покрытием.
Для решения поставленной задачи в предложенном способе сварки труб с эмалевым покрытием, заключающемся в установке втулок из коррозионно-стойкого металла внутрь труб с нанесением дополнительного слоя эмали, сборкой и соединением стыков труб путем сварки, согласно изобретению в качестве втулок используют плоские пружинящие пластины с равномерно приваренными к одной из плоскостей пластин отрезками проволоки из коррозионно-стойкого металла с выступающими относительно пластины концами, а длина пластин составляет 2/3 длины окружности отверстий труб, при этом в торцах стыка труб выполняют ответные пазы под концы проволок, а при установке внутрь труб пластины сгибают и вводят в отверстия труб с симметричным относительно вертикали расположением выпуклой стороны согнутой пластины с отрезками проволоки к верхнему участку отверстий и с продольным расположением отрезков проволок параллельно осям труб, после чего пластины освобождают от изгиба для их прижатия под действием пружинящих сил выпуклыми сторонами с отрезками проволоки к верхним внутренним поверхностям труб, с образованием втулок в форме скоб, прижимающих дополнительный слой сырой эмали к основному, и с получением между наружными поверхности скоб и внутренними поверхностями труб заполненных эмалью радиальных зазоров, равных диаметру проволоки, после чего концы отрезков проволоки загибают на торцы труб и вваривают заподлицо в ответные пазы, а внутренние поверхности труб с установленными втулками и стыки труб покрывают выравнивающим слоем эластичной фритты с получением в нижней трети внутренней поверхности труб поверхностей без выступов, затем проводят сборку труб без зазора в стыке, подогрев и сварку в два этапа, на первом из которых выполняют сварку стыка труб швом, высота которого составляет 0,8 толщины стенок труб, а на втором этапе выполняют усиление полученного соединения.
Кроме того, для решения поставленной задачи в предложенном способе сварки труб с эмалевым покрытием согласно изобретению на втором этапе сварку стыка могут проводить последующими швами с усилением шва не более чем на (0,5-1,0) толщины стенок труб, которые выполняют в два прохода.
Кроме того, для решения поставленной задачи в предложенном способе сварки труб с эмалевым покрытием согласно изобретению во втором этапе на трубы снаружи могут установить усиливающую муфту, расположенную симметрично относительно стыка, выполненную из двух металлических полуколец с нанесенным на внутренние поверхности покрытием из коррозионно-стойкого металла, при этом полукольца устанавливают снаружи труб и последовательно приваривают к трубам сначала продольными швами, а затем полукольца приваривают по торцам муфты угловыми швами.
Кроме того, для решения поставленной задачи в предложенном способе сварки труб с эмалевым покрытием согласно изобретению по разные стороны усиливающей муфты к трубам могут приваривать равное число наружных втулок, выполненных из двух металлических полуколец с нанесенным на внутренние поверхности покрытием из коррозионно-стойкого металла, при этом полукольца устанавливают на трубы снаружи и последовательно приваривают к трубами сначала продольными швами, а затем - угловыми швами по торцам втулок.
Технический результат предложенного способа состоит в увеличении прочности соединения среднегабаритных труб с внутренним эмалевым покрытием, в увеличении надежности скрепления основного и дополнительного слоев эмали, в обеспечении равномерности покрытия эмалью, в исключении засорения труб и в увеличении сроков службы, в увеличении надежности защиты корня шва и стыкуемых участков труб от коррозии с учетом внешних и внутренних воздействий агрессивных сред.
Сущность способа поясняется представленными чертежами.
На фиг. 1 приведен продольный разрез труб с основным и дополнительным слоями эмали на поверхности отверстий труб, с пластиной в виде скобы, к которой приварены отрезки проволоки.
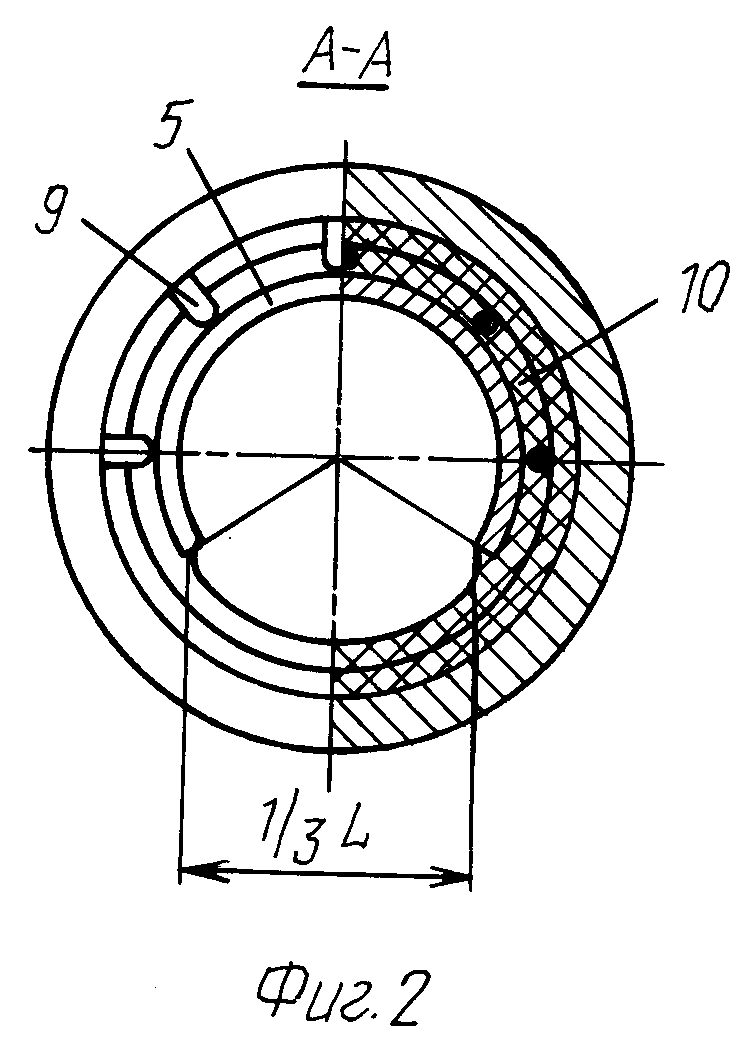
На фиг.2 показан разрез А-А.
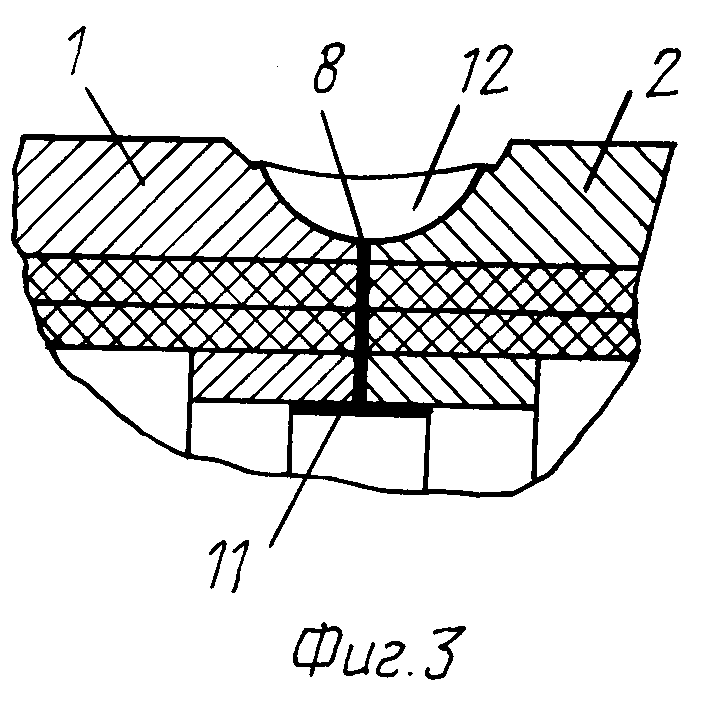
На фиг. 3 показан продольный разрез труб в сборе после нанесения выравнивающего слоя эластичной фритты и с выполненным на первом этапе швом.
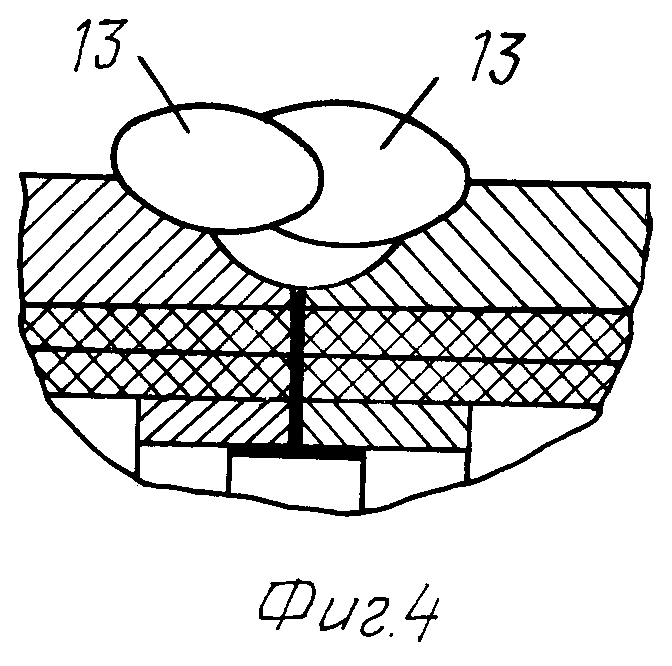
На фиг.4 показан продольный разрез труб в сборе после выполнения на втором этапе последующих слоев шва с повышенной выпуклостью.
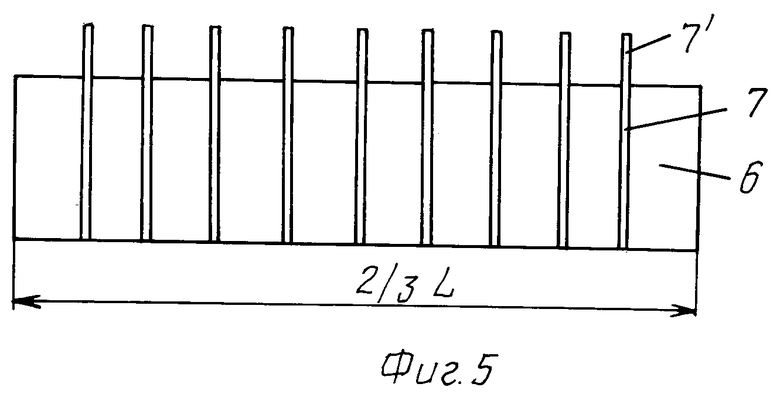
На фиг. 5 показано выполнение плоской пластины с приваренными к ней отрезками проволоки.
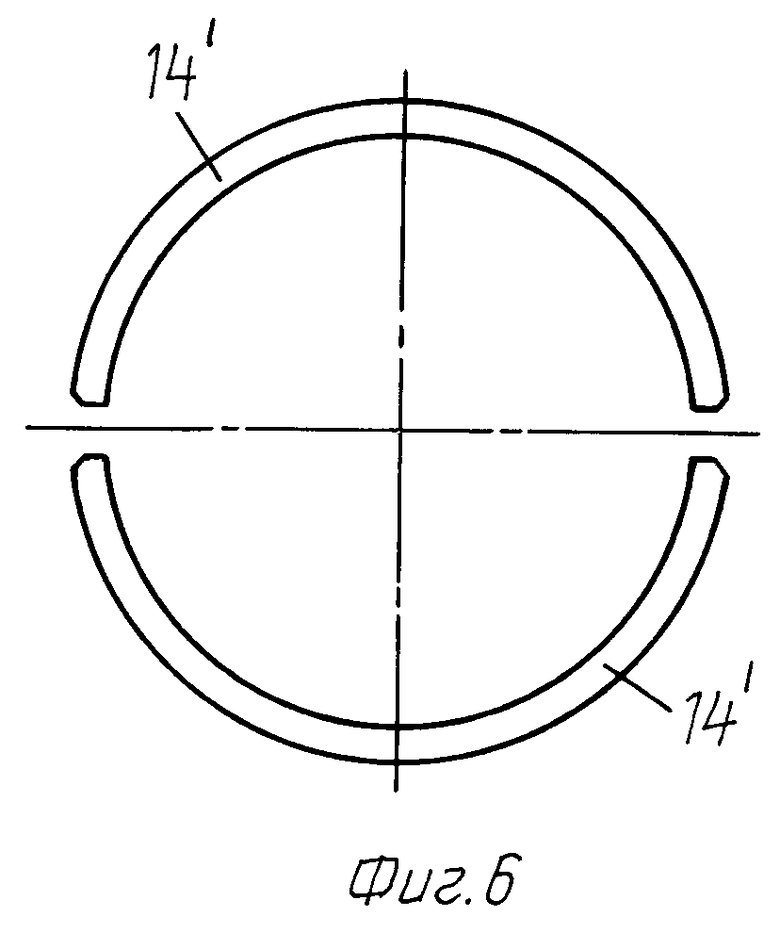
На фиг.6 показана конструктивная схема усиливающей муфты в виде двух полуколец.
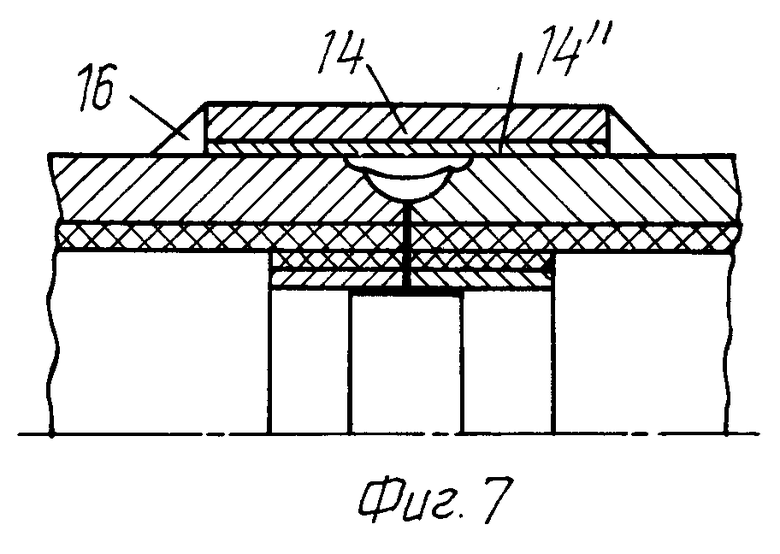
На фиг. 7 показан продольный разрез труб в сборе после установки усиливающей муфты.
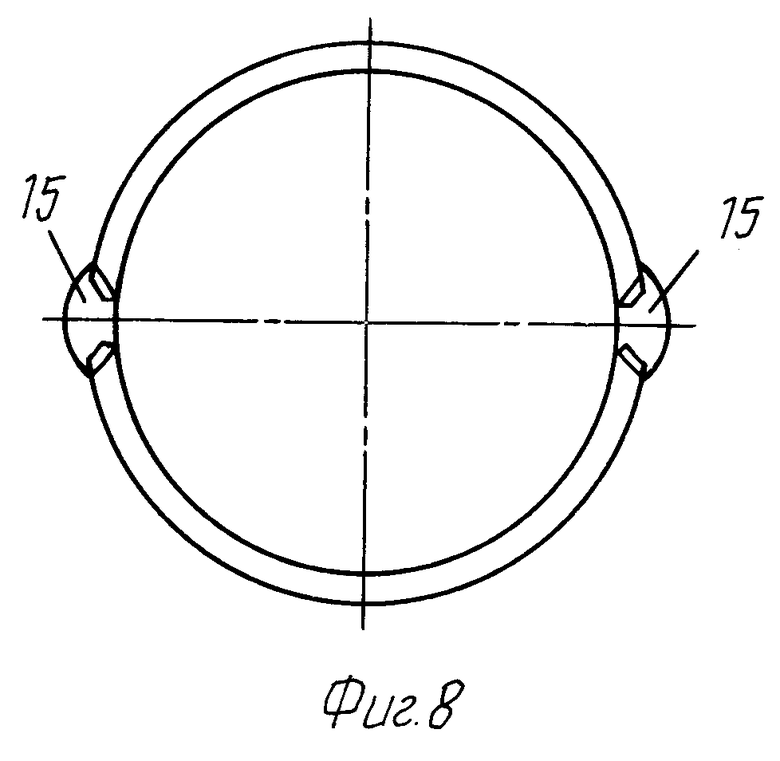
На фиг.8 показаны полукольца усиливающей муфты, закрепленные продольными швами.
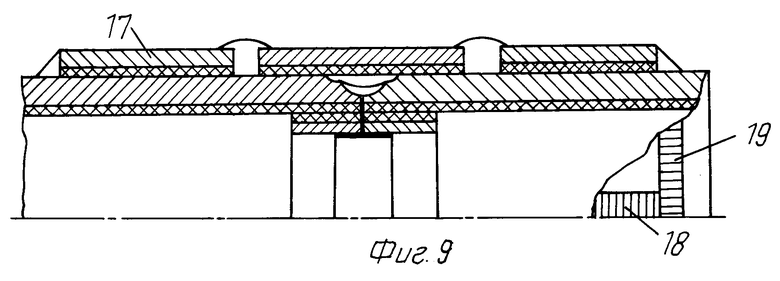
На фиг. 9 показан продольный разрез труб в сборе с усиливающей муфтой и втулками.
На внутренних поверхностях труб 1, 2 нанесен слой эмали 3 и дополнительный слой эмали 4, к которому прижаты втулки 5 в форме скоб, в качестве которых используют согнутые плоские пружинящие пластины 6. Плоские пружинящие пластины 6 (см. фиг.5) выполнены с равномерно приваренными к одной из плоскостей пластин отрезками проволоки 7 таким образом, что концы 7' отрезков выступают относительно пластин. Длина пластин 6 составляет 2/3 L, где L - длина окружности отверстий труб 1, 2. В торцах стыка 8 труб 1,2 выполнены ответные пазы 9 под концы 7' отрезков проволоки 7.
Радиальные зазоры 10 между наружными поверхностями втулок-скоб и поверхностями отверстий труб 1, 2 образованы выпуклой стороной втулок 5 в форме скоб и верхними поверхностям отверстий труб 1, 2, между которыми расположены приваренные к пластинам отрезки проволоки 7, и предназначены для выравнивания дополнительного слоя эмали 4. Радиальные зазоры равны диаметру проволоки.
Выравнивающий слой эластичной фритты 11 предназначен для выравнивания отверстий труб с установленными втулками 5 - скобами и стыков труб после приваривания концов отрезков проволоки 7.
На первом этапе сварки выполняют корневой шов 12, высота которого составляет 0,8 толщины стенок труб, включая высоту стыка. На втором этапе могут выполнить сварку стыка последующими швами 13 с усилением, которые формируют в два прохода, что необходимо для усиления шва 12.
Усиливающая муфта 14 выполнена из двух металлических полуколец 14' с нанесенным на внутреннюю поверхность покрытием 14'' и может служить для усиления корневого шва 12. Полукольца 14' усиливающей муфты 14 приваривают продольными швами 15 и угловыми швами 16.
Наружные втулки 17 приваривают к трубам по разные стороны стыка продольными 18 и поперечными 19 швами.
Способ осуществляется следующим образом.
В качестве втулок, закрепленных в отверстиях труб, используют плоские пружинящие пластины 6 из коррозионно-стойкого металла, на одной из плоскостей которых приварены отрезки проволоки 7 с выступающими относительно пластин концами 7'. Это упрощает способ и снижает его стоимость. Отрезки проволоки 7 выполнены из коррозионно-стойкого металла, что предотвращает коррозию.
На покрытые слоем эмали 3 внутренние поверхности стыкуемых участков труб 1, 2 наносят дополнительный слой эмали 4. Пластины 6 сгибают таким образом, что отрезки проволоки 7 располагаются на выпуклой стороне пластин 6. В таком состоянии пластины вводят в отверстия труб 1, 2 так, что выпуклая сторона согнутой пластины 6 с отрезками проволоки 7 обращена к верхнему участку отверстий труб и расположена симметричным относительно вертикали. При этом отрезки проволоки 7 располагают параллельно осям труб, а их концы 7' выступают за торцы труб. После этого пластины освобождают от сгибания, и они под действием пружинящих сил прижимаются выпуклой стороной с приваренными отрезками проволоки к верхней части отверстий труб и принимают форму скобы. При этом наружные выпуклые поверхности скоб прижимают дополнительный сырой слой эмали к основному. Между наружными поверхностями скоб и поверхностями отверстий труб образуются заполненные эмалью радиальные зазоры 10, равные диаметру отрезков проволоки 7. Этим достигается увеличение плотности примыкания дополнительного слоя эмали 4 к основному слою 3 с одновременным выравниванием дополнительного слоя и равномерностью его распределения по внутренней поверхности труб.
Далее выступающие концы 7' всех (или нескольких, но не менее четырех) отрезков проволоки 7 загибают на торцы труб 1, 2 и приваривают заподлицо в ответные пазы 9 торцов труб 1, 2. Этим достигается увеличение надежности сцепления дополнительного слоя 4 эмали с первоначальным основным слоем 3.
После этого на поверхность отверстий труб с установленными втулками 5 и стыки 8 труб наносят слой эластичной фритты 11, выравнивающий все имеющиеся неровности, благодаря чему достигается требуемое качество защиты от коррозии корневой части сварного шва.
Длина пластин 6, образующих втулки-скобы, составляет 2/3 L, где L - длина окружности отверстий труб 1, 2. За счет этого в нижней трети отверстий труб получают ровную поверхность без выступов, что в процессе эксплуатации предотвращает оседание в нижней части отверстий труб осадков, содержащих песок, выход из строя трубопровода из-за засорения труб и позволяет увеличить сроки службы.
После этого проводят сборку труб без зазора в стыке, при этом излишняя паста выдавливается из зоны стыка. Состыкованные трубы соединяются между собой прихватками (не показаны), локально подогреваются до температуры 50oС. Затем проводят соединение стыков труб, которое выполняют двумя этапами сварки. На первом этапе проводят электросварку по наружной поверхности для сварки стыка труб, при этом высоту полученного корневого шва 12 формируют равной 0,8 высоты стенок труб с учетом высоты притупления стыка, что позволяет увеличить надежность и прочность соединения.
А на втором этапе выполняют усиление полученного соединения двумя вариантами с увеличением наружного диаметра труб не более чем на 0,5-1 толщины их стенок, чем обеспечивается получение требуемой прочности при соблюдении действующих технических условий.
Первый вариант - для усиления соединения проводят сварку стыка труб последующими слоями шва 13 с повышенной выпуклостью, который выполняют в два прохода. Этим достигается дополнительное повышение прочности сварного соединения.
Второй вариант состоит в том, что на трубы снаружи устанавливают симметрично относительно стыка труб усиливающую муфту 14, выполненную из двух металлических полуколец 14' с покрытием 14'' на внутренней поверхности из коррозионно-стойкого металл. Полукольца 14' муфты устанавливают снаружи на трубы с зазором по их стыку, после чего их приваривают к трубам продольными швами 15, а затем приваривают по торцам муфты угловыми швами 16. Этим достигается увеличение прочности соединения с гарантированной защитой от воздействия агрессивных сред изнутри и снаружи за счет исключения зазоров в соединении.
По разные стороны стыка снаружи труб могут установить равное число наружных втулок 17, которые выполнены из металлических полуколец с внутренним коррозионно-стойким покрытием. Наружные втулки 17 последовательно приваривают к трубам сначала продольными швами 18 и затем - угловыми швами. Этим достигается дополнительное повышение прочности сварного соединения с предотвращением попадания агрессивных сред в корневой шов и предотвращение развития коррозии даже в случае ее локального проявления в зоне стыка, а следовательно, дополнительное увеличение сроков службы.
Способ предназначен для труб, диаметр которых равен 114-426 мм, а толщина труб - 7-16 мм, однако указанные параметры не ограничивают объема притязаний.
Испытания способа проводились на предприятиях ЗАО "Негаспензапром" на образцах, сваренных по предложенному способу, с диаметрами труб 114-426 мм и толщиной стенок 7-16 мм. Для пояснения способа приведены типовые примеры испытания образцов.
Пример 1
На верхнюю часть внутренних поверхностей труб образца диаметром d=273 мм и толщиной t=10 мм, выполненных из стали 20, покрытых эмалью МК-5 со стороны стыкуемых участков труб, наносят дополнительный слой эмали шириной 35 мм и толщиной 0,6 мм.
Затем в трубы устанавливают втулки, выполненные из пластины из нержавеющей стали 008Х18Н9Т. Длина листа L=530 мм, что составляет 2/3 длины окружности труб, ширина 35 мм, толщина t=3 мм. На лист с одной стороны наварены 8 отрезков из нержавеющей проволоки Св-08Х18Н9Т.
Диаметр проволоки d=0.8 мм. Длина L=40 мм. При установке в трубы пластину сгибают, вводят в верхнюю часть трубы и отпускают от сжатия, в результате чего под действием упругих сил она распрямляется и прижимает дополнительно нанесенный слой эмали к основному слою. При этом внутри труб образуется втулка в виде скобы с углом раскрытия 120o, а нижняя треть труб остается свободной, поскольку длина пластаны составляет 2/3 длины окружности. Концы отрезков проволоки выступают за торцы стыка труб. В торцах труб выполнены соответственно 8 ответных пазов под отрезки проволоки, ширина которых равна 1 мм.
Концы отрезков проволоки загибают за торцы трубы, и 4 отрезка приваривают заподлицо в ответных пазах торцов труб аргонно-дуговой сваркой.
После этого на поверхность отверстий труб с установленными втулками и стыки труб наносят выравнивающий слой эластичной фритты МК-5.
После этого производят сборку труб без зазора в стыке и обработку кромок стыка под сварку с углом раскрытия α=25o к вертикальной оси и притуплением стыка, равным 2 мм.
Трубы удерживают прихватками, а сварку производят двумя этапами. На первом этапе проводят электрическую ручную дуговую сварку труб электродами Э50А. При этом выполняют шов, высота которого 8 мм, включая высоту притупления. Во втором этапе выполняют последующие слои шва повышенной выпуклости ручной дуговой сваркой теми же штучными электродами.
Пример 2
Производится сварка труб с эмалевым покрытием с параметрами труб, втулок и проволочных вставок, как и в примере 1 и по той же технологии.
В этом примере во втором этапе на трубы снаружи устанавливают усиливающую муфту из стали 20 с внутренним покрытием из нержавеющей стали 0,8Х18Н9Т, ширина которой равна 60 мм, толщина 5 мм. Муфта состоит из двух полуколец, которые сначала привариваются ручной электродуговой сваркой последовательно к нижней и верхней части труб продольными швами, а затем по торцам - угловыми швами.
При проверке внешним осмотром сварочных соединений, приведенных в примере 1 и в примере 2, установлено, что состояние покрытий отвечает действующим техническим условиям.
Толщиномером МТ-41НЦ установлена толщина покрытия, которая равна 1600 мкм для примера 1 и 1750 мкм для примера 2. При контроле толщины покрытия полученных соединений не менее чем в 10 точках установлено равномерное распределение покрытий по периметру окружности.
Контроль диэлектрической сплошности проводился прибором ИДС-1, и установлено, что диэлектрическая сплошность в зоне сварного шва равноценна сплошности покрытия на трубе.
Переходное электрическое сопротивление контролировалось методом "мокрого контакта" с использованием дефектоскопа ИКС-1 и равно(для примеров 1, 2) 500 Ом/м2.
Качество эмалевого покрытия сравнивали с образцами прототипа и выполняли способом, основанным на повышении электропроводности по сравнению со стандартным низким напряжением. В результате установлено, что ток утечки в сварочных соединениях по предложенному способу не менее чем в 5 раз ниже, а в эмалевом покрытии прототипа ток утечки только в два раза ниже выбранного за эталон.
Проведенные испытания подтверждают улучшение качества эмалевого покрытия при соединении труб по предложенному способу.
Технико-экономический эффект состоит в повышении прочности соединения и надежности защиты корня шва и поверхностей труб от коррозии при одновременном увеличении сроков службы сварочных соединений среднегабаритных труб с внутренним эмалевым покрытием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ЭМАЛИРОВАННЫХ ТРУБ | 2001 |
|
RU2202457C1 |
| СПОСОБ СОЕДИНЕНИЯ ЭМАЛИРОВАННЫХ ТРУБ | 1996 |
|
RU2104438C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
| СПОСОБ СОЕДИНЕНИЯ ЭМАЛИРОВАННЫХ ТРУБ | 1996 |
|
RU2109197C1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2056988C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2001 |
|
RU2209360C1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| СПОСОБ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ ТРУБ С ДВУСТОРОННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1998 |
|
RU2158871C2 |
| СПОСОБ МОНТАЖА ТРУБОПРОВОДА ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ СРЕД | 2002 |
|
RU2222747C2 |
Изобретение относится к сварке и может найти применение при изготовлении, ремонте и монтаже трубопроводов из труб с эмалевым покрытием. Изготавливают плоские пружинящие пластины длиной, равной 2/3 длины окружности отверстий труб, с равномерно приваренными к одной из плоскостей пластин отрезками проволоки из коррозионно-стойкого металла с выступающими относительно пластины концами. В торцах стыка труб выполняют ответные пазы под концы проволок. Пластины сгибают и вводят в отверстия труб, располагая их симметрично относительно вертикали выпуклой стороной с отрезками проволоки к верхнему участку труб и продольным расположением отрезков проволок параллельно осям труб. Освобождают пластины от изгиба для прижима дополнительного слоя эмали к эмалевому покрытию трубы выпуклыми сторонами пластин с отрезками проволоки и с получением между наружными поверхностями пластин и внутренними поверхностями труб заполненных эмалью радиальных зазоров, равных диаметру проволок. Концы отрезков проволок загибают на торцы труб и вваривают заподлицо в ответные пазы. Внутренние поверхности труб с установленными втулками и стыки труб покрывают выравнивающим слоем эластичной фритты. Собирают трубы без зазора в стыке и подогревают. Выполняют сварку стыка труб швом высотой 0,8 толщины стенок труб, а затем выполняют усиление полученного соединения. Этим достигается повышение прочности соединения и надежность защиты корня шва и поверхностей труб от коррозии. 3 з.п. ф-лы, 9 ил.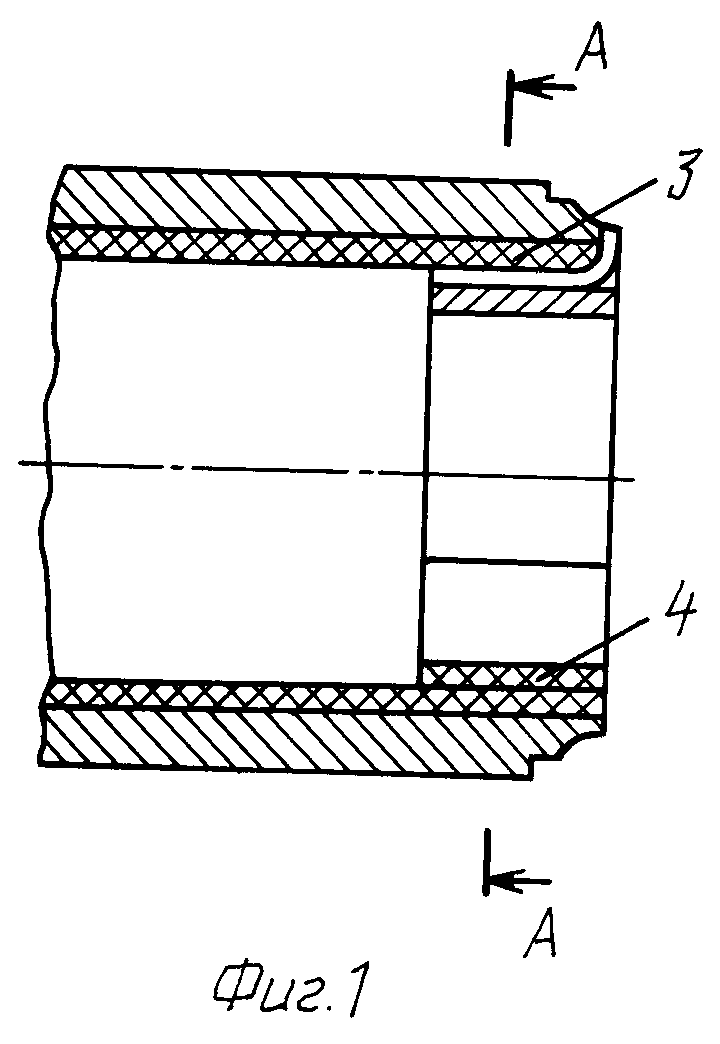
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ | 1995 |
|
RU2080510C1 |
| СПОСОБ СОЕДИНЕНИЯ ЭМАЛИРОВАННЫХ ТРУБ | 1996 |
|
RU2104438C1 |
| Способ изготовления трубопроводов из эмалированных труб | 1985 |
|
SU1268348A2 |
| Остающаяся металлическая подкладкадля сварки кольцевых швов | 1974 |
|
SU508351A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ ИЗ ЭМАЛИРОВАННЫХ ТРУБ | 1997 |
|
RU2131551C1 |
| US 4357745, 11.09.1982 | |||
| ТЕПЛОУТИЛИЗАТОР | 2009 |
|
RU2416764C1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Трубопроводы с внутренней минеральной облицовкой теперь также cвapиваются | |||
| Rohrleitungen vit mineralischer Innenaskleidung jetzt auch schweibar | |||
| - "Techn | |||
| Mitt.", 1978, 71,52. | |||

