Предлагаемое изобретение относится к электродуговой наплавке на металлы покрытия и может быть использовано для ручной дуговой наплавки покрытия с коррозионно-защитными свойствами штучными электродами в различных пространственных положениях, а также для автоматической и полуавтоматической наплавки покрытия с коррозионно-защитными свойствами в защитных газах.
Известны способы нанесения покрытия постоянным сварочным током, при котором наплавленное покрытие для коррозионно-защитных целей наносится посредством ручной аргонодуговой сварки (РАД) неплавящимся электродом (А.с. 1796386 (РФ), МПК В23К 28/00. Способ электродуговой сварки. / В.Я.Елизаров, В.В.Кривоногов, М.Г.Курганов-Носов, А.В.Шептухин, В.П.Сентюрев, Бюл №7, 23.02.93). Основным преимуществом аргонодуговой наплавки является надежная защита металла от окружающего воздуха и, как следствие, высокое качество наплавляемого металла.
Недостатком этого способа является большое тепловложение в зону термического влияния, что приводит к значительному росту зерна в данной зоне и, как следствие, ее коррозионному разрушению в агрессивных средах в виде ножевой коррозии. Средняя скорость сварки РАД составляет в среднем 10 м/ч. Недостатком применения такой технологии является низкий темп и высокая трудоемкость сварочных работ.
Известен способ ручной дуговой сварки модулированным током, при котором ток импульса отключают удлинением дуги, а длительность паузы автоматически устанавливают в обратной зависимости от длительности предшествующего импульса тока. Частота следования импульсов сварочного тока согласно способу находится в пределах от долей Гц до единиц Гц (А.с. 904934 СССР, МПК В23К 9/14. Способ ручной дуговой сварки модулированным током. / А.Ф.Князьков, А.Г.Мазель, Р.И.Дедюх и др. Бюл. №6, 15.02.82). Этому способу присущи следующие недостатки: возможность "примерзания" электрода в паузе во время перехода капли в сварочную ванну во время короткого замыкания, т.к. ток паузы мал.
Известен способ электродуговой сварки модулированным током, плавящимся электродом с импульсной модуляцией сварочного тока с регулированием длительности импульсов и пауз сварочного тока и наложением во время пауз дополнительных импульсов тока, при котором частоту дополнительных импульсов выбирают большей 50 Гц, а длительность от 0,5 до 2 мс, причем длительность основных импульсов и пауз регулируют автоматически в функции отклонения среднего напряжения дугового промежутка от заданного изменением длины дуги (Патент RU 2268809 С1, МПК В23К 9/095. Способ электродуговой сварки плавящимся электродом с импульсной модуляцией тока. / А.Ф.Князьков, С.А.Князьков, В.П.Князьков (27.01.2006). Недостатком этого способа является то, что амплитуда тока дополнительного и рабочего импульсов одинакова, что добавляет энергии процессу сварки, не позволяя точно регулировать тепловложение.
Наиболее близким к предлагаемому способу по технологической сущности является способ электродуговой сварки (РДС) модулированным током, при котором во время прохождения тока паузы налагают дополнительные импульсы переменной продолжительности, но одинаковой с рабочим импульсом амплитуды, момент их включения определяют в зависимости от текучести ванны, которую определяют по изменению напряжения на дуге от заданного, а продолжительность дополнительных импульсов устанавливают в обратной зависимости от времени стекания металла до критического положения. Частота дополнительных импульсов не превышает 10-15 Гц. Данным способом можно также наносить наплавленное покрытие на поверхности, подверженные износу в виде механической эрозии (А.с. СССР 1131618, МПК В23К 9/14. Способ электродуговой сварки модулированным током. / Р.И.Дедюх, А.Ф.Князьков, Н.А.Азаров, А.Г.Мазель. Бюл. №48, 30.12.84. Прототип).
Недостатком прототипа является появление дефектов сварки в виде несплавлений как отдельными валиками покрытия, так и несплавлений с защищаемой поверхностью при нанесении покрытия на поверхность, подверженную коррозионному износу, что проявляется в виде несплошностей. Указанные дефекты на оборудовании радиохимического производства являются недопустимыми.
Задача, решаемая изобретением, заключается в повышении эффективности защиты основного металла и металла сварных соединений от коррозионного разрушения.
Решение задачи достигается тем, что в способе электродуговой наплавки модулированным током с наложением дополнительного импульса дополнительный активирующий импульс накладывают с амплитудой 250÷300 А и продолжительностью от 0.001÷0.0015 сек после протекания тока паузы непосредственно перед рабочим импульсом.
Наплавку осуществляют плавящимся электродом диаметром до 4 мм.
Сложение энергии активирующего и рабочего импульсов является необходимым и достаточным условием для надежного формирования наплавленной поверхности на защищаемом участке металла.
На чертеже представлена эпюра тока, где:
Ia - ток активирующего импульса;
Iи - ток рабочего импульса;
Iб - базовый ток;
ta - время активирующего импульса;
tи - время рабочего импульса;
tп - время паузы.
Сущность предлагаемого способа заключается в следующем. Дуговой промежуток питают импульсами постоянного тока, в промежутке между которыми горит дежурная дуга (ток паузы). В конце тока паузы, непосредственно перед рабочим импульсом, накладывают дополнительный активирующий импульс постоянной частоты и длительности, который задается перед началом процесса наплавки. Частота дополнительных импульсов должна быть равной частоте рабочего импульса, а длительность 0.001÷0.0015 сек. Ток рабочего импульса может достигать 70 А, а дополнительный активирующий импульс должен находиться в пределах 250÷300 А. При таких параметрах обеспечивается гарантированный физический контакт наплавленной поверхности с защищаемой поверхностью, исключающий дефект наплавки в виде несплавлений.
Примеры:
1. Наносится коррозионно-защитное наплавленное покрытие на поверхность сварного соединения со стороны рабочей среды в вертикальном положении. Толщина основного металла составляет 3 мм. Наплавку выполняют электродами ОЗЛ-36 диаметром 3 мм посредством РДС модулированным током с дополнительным активирующим импульсом.
Ток рабочего импульса для данного электрода устанавливают 60 А. Ток дополнительного активирующего импульса устанавливают 250 А. Базовый ток должен составлять 30 А. Длительность паузы - 0.3 с, а длительность рабочего импульса - 0.2 с. Длительность дополнительного активирующего импульса в этом случае составляет - 0.001 сек.
Наплавленное покрытие выполняется узкими валиками 3-4 мм, высотой 2 мм, равномерно перемещаемым электродом (без поперечных колебательных движений). Длина дуги удерживается в пределах 0.5-0.8 мм. Скорость нанесения покрытия необходимо удерживать 25 м/ч.
Такой процесс нанесения наплавленного покрытия целесообразно применять при толщине основного металла до 3 мм и вертикальном либо потолочном положении защищаемой поверхности.
2. Длительность рабочего импульса устанавливается 0.3 с, а скорость нанесения покрытия возрастает до 35 м/ч при неизменном состоянии всех остальных параметров.
3. При нанесении наплавленного покрытия в горизонтальном положении на поверхность с толщиной 10 мм и более устанавливаются следующие параметры процесса.
Ток рабочего импульса для данного электрода устанавливают 70 А. Ток дополнительного активирующего импульса устанавливают 300 А. Базовый ток должен составлять 30 А. Длительность паузы - 0.3 с, а длительность рабочего импульса - 0.6 с. Длительность дополнительного активирующего импульса составляет 0.001 сек.
Наплавленное покрытие выполняется узкими валиками 3-4 мм, высотой 2 мм, равномерно перемещаемым электродом (без поперечных колебательных движений). Длина дуги удерживается в пределах 0.5-0.8 мм. Скорость нанесения покрытия необходимо удерживать 25 м/ч.
Проведены сравнительные коррозионные испытания проб сварных соединений с наплавленными поверхностями в 65% водном растворе азотной кислоты при температуре 95°С. Сравнительные испытания проведены на сварных соединениях, стали 12Х18Н10Т с наплавленными покрытиями, сформированными с помощью двух способов: РДС модулированным сварочным током (прототип) и РДС модулированным сварочным током с дополнительным активирующим импульсом. В качестве сварочного материала применены штучные электроды ОЗЛ-36 диаметром 3 мм. Испытания состояли из 8 циклов по 6 часов каждый. Испытания проводились на пробах размером 80Х15Х10 мм с поперечным сечением сварного шва.
В таблице представлены значения скоростей коррозии образцов, находившихся в жидкой, газовой фазе коррозионной среды и на ватерлинии (линия раздела двух фаз).
Из таблицы видно, что независимо от места нахождения образцов наплавка, нанесенная РДС модулированным сварочным током с дополнительным активирующим импульсом, позволяет уменьшить скорость коррозионного износа по сравнению с прототипом.
Предлагаемый способ нанесения наплавленного покрытия посредством РДС модулированным током с дополнительным активирующим импульсом обеспечивают следующие преимущества по сравнению с известными:
- формируется структура наплавки, характеризующаяся мелкодисперстным строением с размером зерен 1-8 мкм;
- зона термического влияния составляет в среднем 0.3 мм, что в 1.5-2 раза ниже зоны термического влияния сварного соединения выполненного РДС;
- возрастает коррозионная стойкость наплавленной поверхности и зоны термического влияния в агрессивной среде;
- обеспечивается гарантированный физический контакт наплавленной поверхности с защищаемой поверхностью, исключающий дефект наплавки в виде несплавлений, а также несовершенств структуры шва.
Для получения высокоэффективного наплавленного покрытия не требуется применение дополнительных сплавов либо высоколегированных присадок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТУЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2458772C2 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2013 |
|
RU2569874C2 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| СПОСОБ СВАРКИ ТРУБ ПЕЧЕЙ ПИРОЛИЗА В ПРОЦЕССЕ ПРОВЕДЕНИЯ РЕМОНТНЫХ РАБОТ | 2007 |
|
RU2361709C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| НАУГЛЕРОЖИВАЮЩАЯ ПАСТА ДЛЯ НАПЛАВКИ | 2021 |
|
RU2755912C1 |
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
Изобретение относится к способу электродуговой наплавки коррозионно-защитного покрытия модулированным током и может быть использовано при изготовлении оборудования из аустенитных хромоникелевых сталей, предназначенного для переработки облученного ядерного топлива, а также оборудования химического производства. Наплавку покрытия выполняют с наложением на дуговой промежуток дополнительного активирующего импульса тока. Наложение дополнительного активирующего импульса тока осуществляют непосредственно перед рабочим импульсом после протекания тока паузы с амплитудой 250-300 А и продолжительностью 0.001-0.0015 сек. Кроме того, наплавку осуществляют плавящимся электродом диаметром до 4 мм. В результате получают мелкодисперсное покрытие с высокой коррозионной стойкостью. 1 з.п. ф-лы, 1 ил., 1 табл.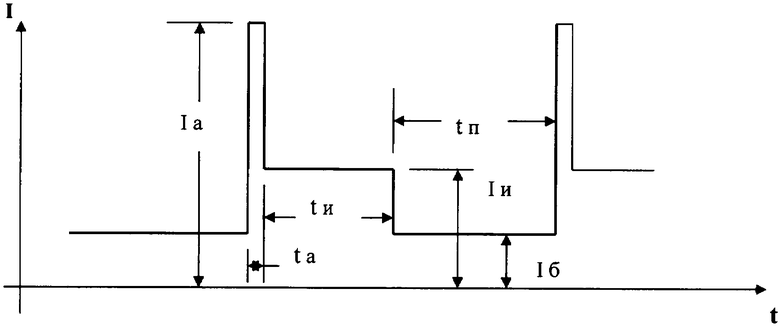
| Способ электродуговой сварки модулированным током | 1984 |
|
SU1131618A1 |
| Способ плазменно-порошковой наплавки модулированным током | 1988 |
|
SU1562082A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| JP 5788974 A, 03.06.1982. | |||

