Область техники
Изобретение относится к металлургии, а именно к термообработке поверхности материалов концентрированными источниками энергии, и может быть использовано в машиностроении для повышения износостойкости деталей, увеличения производительности обработки.
Уровень техники
При изготовлении штампов и пресс-форм для литья под давлением они подвергаются термической обработке с целью повышения износостойкости рабочих поверхностей, работающих в условиях повышенных нагрузок и трения.
Существующая технология изготовления крупногабаритных матриц и пуансонов требует наличие больших закалочных печей, связанных с большими затратами электроэнергии и ручного труда. При термообработке крупногабаритных пространственно сложных деталей часто на стадии охлаждения из-за неравномерного теплоотвода с отдельных участков поверхности возникают трещины, что приводит к большому проценту брака дорогостоящих изделий, но основной недостаток существующей технологии заключается в том, что получаемая при объемной термической обработке твердость не достаточна для обеспечения высокой стойкости и работоспособности штампа (Коваленко B.C. и др. Лазерное и электроэрозионное упрочнение материалов. - М.: Наука, 1986, с.239-245). Для повышения твердости рабочих кромок штампа используют различные методы, наиболее эффективным из них является метод лазерного термоупрочнения.
Это обусловлено высокой производительностью труда, локальным нагревом места обработки и охлаждения этого участка с критической скоростью после прекращения воздействия лазерного луча за счет теплоотвода во внутренние слои металла. Этот процесс характеризуется малым временем воздействия и обеспечивает отсутствие деформации деталей в отличие от закалки токами высокой частоты, электронагревом, закалкой из расплава и не требует применять какие-либо охлаждающие среды.
Суть лазерного термоупрочнения заключается в воздействии интенсивного потока лазерного изучения на локальный участок поверхности, поглощении лазерного излучения в приповерхностных участках материалов и, вследствие этого, быстром разогреве этих участков до высоких температур. После прекращения действия излучения нагретый участок охлаждается в основном вследствие теплопроводности во внутренние объемы материала, а также за счет теплоотдачи с поверхности.
Известен способ лазерной термообработки, заключающийся в формировании зоны термической обработки за несколько проходов луча лазера с перекрывающимися зонами, сфокусированного в световое пятно лазерного излучения (Головко Л.Ф. и др. Обеспечение качества слоев, полученных лазерной наплавкой или упрочняющей обработкой. Автоматическая сварка. 2001, №12, с.47-52).
Известен способ поверхностной закалки металлов лучом лазера, при котором режим обработки регулируют изменением энергии импульса, его длительности и диаметра пятна, считая, что распределение энергии по пятну близко к равномерному (Сафонов А.Н. и др. Лазерное термоупрочнение режущего инструмента: обзорн. информ. - М: ВНИПИЭИлеспром, 1989, с.52).
Известен способ лазерной термической обработки материалов при помощи непрерывного лазерного излучения, сфокусированного в световое пятно в виде отрезка, перемещаемого по заданной траектории с постоянной или переменной скоростью, при этом предварительно определяют допустимую максимальную температуру на поверхности обрабатываемого материала, превышающую температуру необходимого структурного или фазового превращения (RU 2345148 C2, от 27.01.2009 г.).
В ряде зарубежных заявок (DE-OS-4217530, DE-OS-3922377, ЕР-А-0419999, US-A-4,825,035) представлены методы лазерного термоупрочнения высоконапряженных металлических поверхностей, например рабочих поверхностей поршня.
Наиболее близким по технической сущности к предлагаемому способу является способ упрочнения штампа, заявленный в патенте (RU 2033435 от 20.04.1995 г.).
Сущность изобретения: после объемной термической обработки пуансона и матрицы упрочняют их рабочие кромки непрерывным излучением лазера. При этом лазерные дорожки упрочнения наносят в направлении от центра пуансона или от периферии матрицы к режущим кромкам перпендикулярно их контуру с шагом S=(0,8-0,85)d, где d - диаметр пятна лазерного луча на поверхности детали. Недостатком способа является то, что при обработке вертикальных и наклонных поверхностей расплавленный металл начинает стекать по обрабатываемой поверхности. Это явление обусловлено тем, что сила тяжести образующихся расплавленных капель не уравновешивается силой натяжения самой капки. В силу этого ухудшается процесс кристаллизации расплавленного металла, что приводит к неоднородности обработки, снижает качество обработки деталей. Более того, последовательное нанесение дорожек упрочнения с перекрытием вызывает перегрев металла, что приводит к прожогам, т.е. также снижает качество деталей.
Кроме того, упрочнение выполняют с помощью лазерной технологической установки «Латус-31», представляющей собой установку импульсного газового лазера, снабженную двухкоординатным столом, предназначенным для установки детали и перемещения ее. Т.е. для обработки сложных деталей требуется дополнительное оборудование, например специальные вращатели, позволяющие обеспечить перпендикулярность луча лазера к обрабатываемой поверхности. А детали со сложными криволинейными поверхностями вообще не поддаются лазерному упрочнению, поскольку выпускаемые в настоящее время в РФ лазерные установки имеют двухкоординатные столы и предназначены для обработки плоских деталей и простейших цилиндрических вращательных поверхностей за счет отдельно поставляемых вращателей. Например, установки фирмы ЗАО Лазерные комплексы ТЛ-700, ТЛ-1.5 (Проспект фирмы ЗАО «Лазерные комплексы» с выставки «Металлообработка - 2009»).
Таким образом, все представленные способы и устройства имеют существенный недостаток, а именно они не могут быть использованы для обработки трехмерных деталей со сложной поверхностью, существенными габаритами и большим весом, когда манипулирование деталью затруднено.
Сущность изобретения.
Задача предлагаемого изобретения состоит в разработке технологии лазерной термообработки деталей со сложной 3D-поверхностью, большим весом и габаритами.
Кроме того, технология должна обеспечить повышение качества обработки таких деталей.
Более того, технология должна обладать высокой производительностью и обеспечить снижение себестоимости обработки.
Поставленная цель достигается тем, что в способе лазерного упрочнения сложных пространственных поверхностей, преимущественно крупногабаритных деталей, включающем воздействие непрерывным лазерным лучом, сфокусированным в световое пятно, на поверхность детали и нанесение параллельных дорожек упрочнения с перекрытием путем перемещения светового пятна с постоянной линейной скоростью, нанесение параллельных дорожек упрочнения на вертикальных или наклонных поверхностях осуществляют лучом, направленным на обрабатываемую поверхность под углом, повернутым от перпендикуляра к поверхности вверх в плоскости обработки детали на угол, равный 0.5-5°, и при увеличенном расходе технологического газа через сопло.
Кроме того, нанесение параллельных дорожек упрочнения осуществляют попеременно в различных полосах упрочнения, отстоящих друг от друга на расстоянии, достаточном для остывания дорожек при установленных скоростях обработки.
Более того, нанесение параллельных дорожек упрочнения осуществляют лазерной установкой, снабженной 5-координатной лазерной головкой.
Такое выполнение способа позволяет проводить качественную лазерную термообработку сложных и громоздких деталей с увеличенной производительностью.
Перечень фигур на чертежах.
Изобретение поясняется чертежами, на которых:
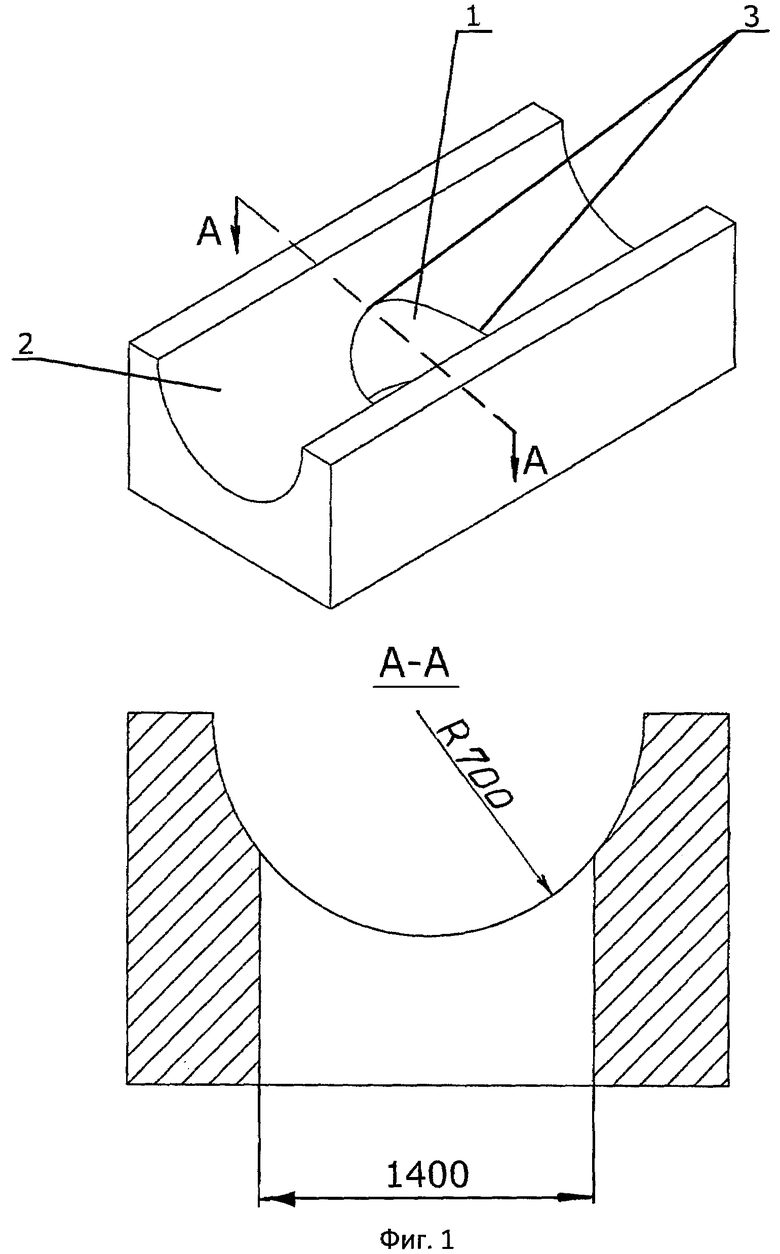
Фиг.1 - показывает общий вид обрабатываемой детали;
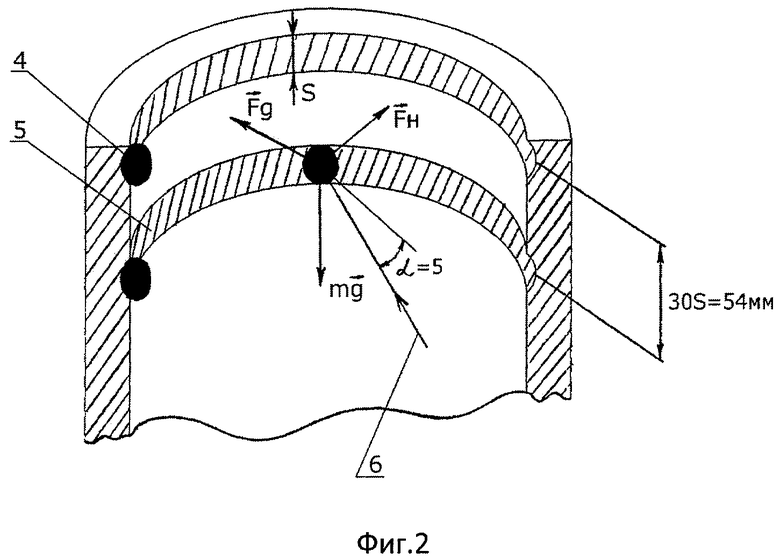
Фиг.2 - показывает схему обработки вертикальной цилиндрической поверхности;
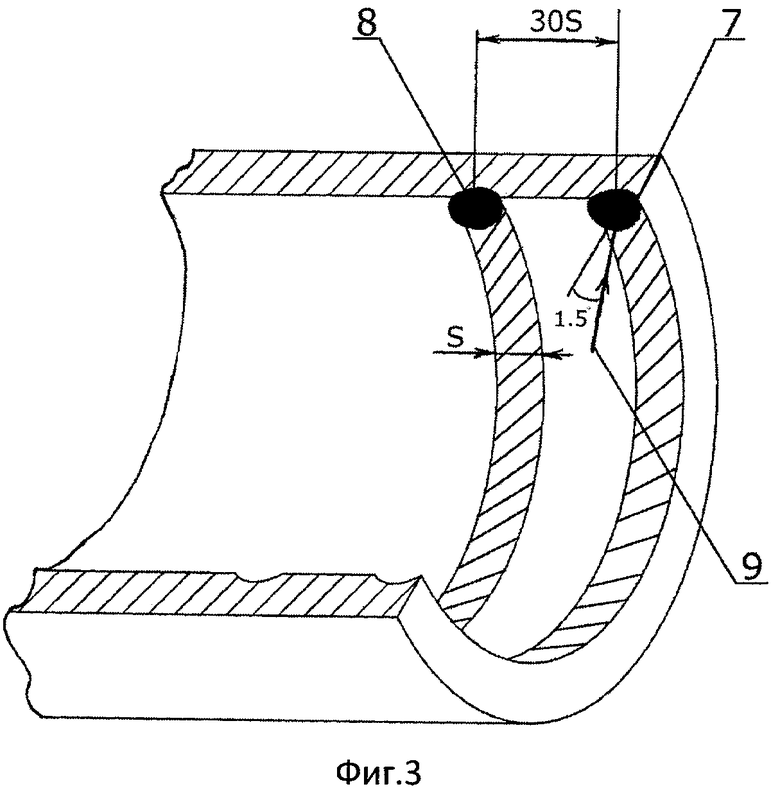
Фиг.3 - показывает схему обработки горизонтальной цилиндрической поверхности;
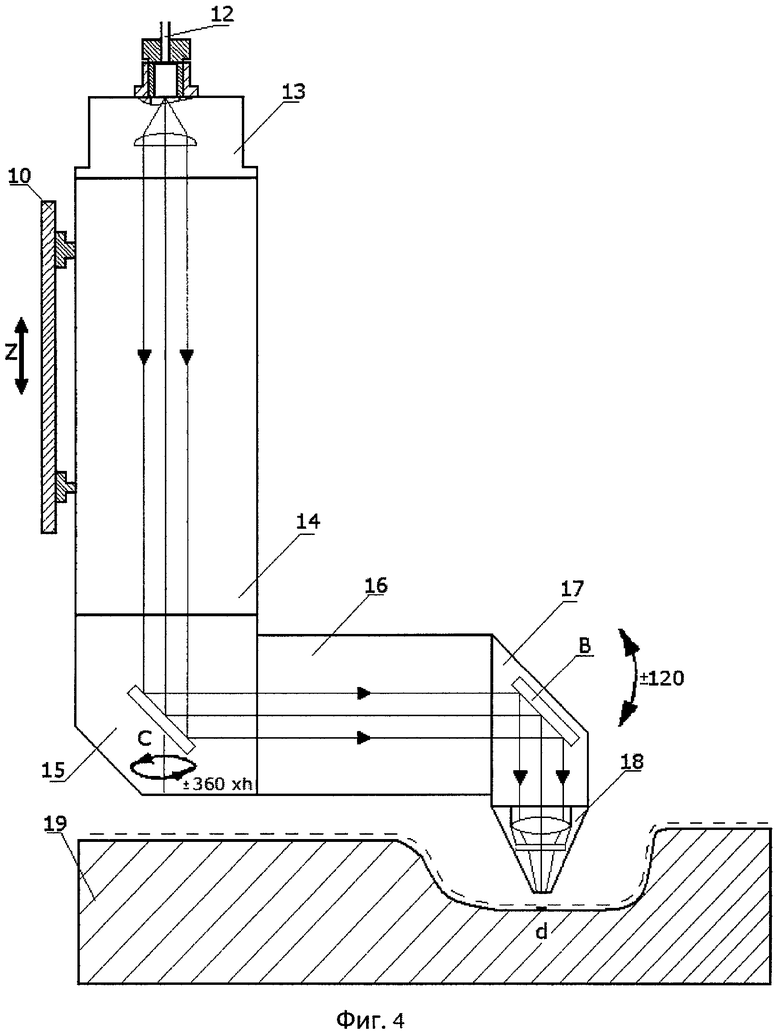
Фиг.4 - показывает общий вид лазерной фокусирующей головки.
Осуществление изобретения
Сам способ лазерной термообработки деталей сложной пространственной формы заключается в следующем.
Способ включает воздействие непрерывным лазерным лучом, сфокусированным в световое пятно, на поверхность детали и нанесение параллельных дорожек упрочнения с перекрытием путем перемещения светового пятна с постоянной линейной скоростью.
Упрочняемая поверхность детали подвергается воздействию непрерывным лазерным излучением λ=1,07 мкм, сфокусированным в световое пятно, причем диаметр пятна выбирается таким, чтобы плотность мощности была достаточна для соответствующих фазовых превращений (согласно диаграмме железо-углерод) ~106 т/см2, т.е. имело место полной фазовой перекристаллизации с образованием аустенитной структуры, которая после прекращения лазерного нагрева данного объема стали превращается в мартенсит.
Причем размер пятна и расстояние до обрабатываемой поверхности по всей траектории должно быть постоянным, такое перемещение называют дорожкой.
Расчет температурных полей при лазерной поверхностной обработке описан авторами Григорьянцом А.Т., Сафроновым А.Н. в книге «Методы поверхностной лазерной обработки. Лазерная техника и технология», - М.: Высшая школа, 1987, с.15-27.
С помощью пятикоординатной головки лазерное излучение, сфокусированное в пятно, перемещается по рабочей упрочняемой поверхности штампа от одного его конца до другого перпендикулярно контуру с постоянной линейной скоростью при обработке горизонтальных или близких к горизонтальным поверхностям детали.
Последовательность проходов (дорожек) осуществляется в следующем порядке. После прохождения первой дорожки в первой полосе упрочнения лазерная головка перемещается на величину порядка 30S к другой дорожке - в другой полосе упрочнения, где S - шаг между соседними дорожками, равный (0,8÷0,9)d (d - диаметр сфокусированного пятна). Затем, через такое же расстояние, к третьей дорожке в третьей полосе упрочнения и т.д. до конца обрабатываемой поверхности. После чего лазерная головка возвращается с шагом S к первой дорожке и так цикл повторяется, пока не будет обработана вся поверхность. Такая последовательность дорожек удовлетворяет условию полного температурного остывания обработанного материала при каждом проходе дорожки. При этих параметрах глубина упрочненного слоя составляет ~2 мм для инструментальных сталей.
Таким образом, нанесение параллельных дорожек упрочнения осуществляют попеременно в различных полосах упрочнения, отстоящих друг от друга на расстоянии, достаточном для остывания дорожек (при установленных скоростях обработки).
Но главной преградой при термообработке сложных пространственных форм является обработка вертикальных и наклонных поверхностей, при упрочнении которых расплавленный металл начинает стекать по обрабатываемой поверхности. Это явление обусловлено тем, что сила тяжести образующихся расплавленных капель не уравновешивается силой натяжения самой капли.
Для предотвращения дефектов обработки нанесение параллельных дорожек упрочнения на вертикальных или наклонных поверхностях осуществляют лучом, направленным на обрабатываемую поверхность под углом, отличным от перпендикуляра, т.е. повернутым от перпендикуляра к поверхности вверх в плоскости обработки детали на угол, равный 0.5-5°. При этом малые углы поворота луча соответствуют поверхностям с малым углом наклона, в то время как большие углы выбирают для обработки крутых и вертикальных поверхностей.
При этом обработку ведут при увеличенном расходе технологического газа через сопло. Необходима подача технологического газа под давлением от 0.5 до 2.5 атм, осуществляемая через сопло фокусирующей головки, соосно лазерному излучению. Это делается для того, чтобы давление подаваемого технологического газа способствовало быстрейшей кристаллизации расплавленного металла и уравновешивало силу тяжести самой капли.
Регулирование расхода технологического газа и угла наклона головки подбирается из условия равновесия всех сил, действующих на образовавшуюся при лазерном нагреве капле расплава.
Такое энергетическое воздействие на поверхность, а также равномерное распределение плотности мощности в самом пятне, обусловленное конструкцией волоконного лазера, исключает такие дефекты, как пережеги, локальное оплавление, неравномерная глубина обработки. Что, таким образом, позволяет бороться с главным недостатком лазерной термообработки - неравномерным распределением механических свойств по ширине зоны термического влияния, которое часто приводит к хрупкости тонких изделий вследствие перегрева центральной и недостаточной твердости в результате недогрева периферийной области лазерного воздействия.
Нанесение параллельных дорожек упрочнения осуществляют лазерной установкой, снабженной 5-координатной лазерной головкой, которая крепится в суппорте лазерного комплекса с возможностью перемещать ее по трем координатам, а сама головка имеет возможность вращаться n×360° вокруг вертикальной оси (координата С) и поворачиваться на угол ±120° вдоль горизонтальной оси (координата В) с помощью круговых синхронных двигателей, расположенных непосредственно в самой головке. Излучение иттербиевого волоконного лазера транспортируется в лазерную фокусирующую головку с помощью волоконного оптического кабеля.
Таким образом, лазерная фокусирующая головка совершает движения в 5-ти координатах, что позволяет обрабатывать сложные пространственные поверхности, при этом сама обрабатываемая деталь остается неподвижной.
Система программного управления лазерным комплексом позволяет установить оптимальный режим работы лазера по таким параметрам, как мощность лазерного излучения, расстояние между оптической фокусирующей головкой и обрабатываемой поверхностью, диаметр сфокусированного пятна лазерного излучения, скорость обработки, угол между поверхностью и оптической осью лазерного луча, количество и последовательность проходов луча по обрабатываемой поверхности и сдвиг между ними, а также подачу и расход технологического газа, подаваемого соосно излучению.
Для перемещения лазерной фокусирующей головки имеется станочная часть, выполненная в виде портальной конструкции, которая обоснована большой величиной перемещений рабочих органов по координатам Х и Y. Такая компоновка обеспечивает более высокую жесткость.
Сама головка крепится к ползуну (см. фиг.4 (поз.10)) и имеет возможность как единое целое передвигаться по координате X, Y со скоростью 100 м/мин, а по координате Z со скоростью 30 м/мин.
Волоконный оптический кабель (поз.12) служит для транспортировки лазерного излучения λ=1,07 мкм от излучателя к лазерной фокусирующей головке. Длина такого световода может быть до 200 м, энергетические потери при этом составляют менее 1%, а оптическое качество выходящего из коннектора излучения составляет <2,5 мм·мрад, где коннектор - это кварцевый кубик, оптически приваренный к волоконному кабелю, и служит для вывода лазерного излучения. Для большего теплоотвода кварцевый кубик заделан в металлический кожух и охлаждается дистиллированной водой. Сам коннектор прецизионно соединяется с помощью разъема QBH-типа с коллиматором (поз.13).
Коллиматор - это оптический прибор, преобразующий расходящийся пучок лазерного излучения, выходящий из коннектора, в плоскопараллельный, для этого в цилиндрическом корпусе коллиматора закреплен объектив, расположенный на расстоянии фокусной длины от выходного торца коннектора.
Коллиматор крепится соосно с помощью винтов с цилиндрическим корпусом вертикального электропривода (поз.14), выполненного в виде тороидального синхронного двигателя с полым валом, на конце которого крепится призма с поворотным зеркалом (поз.15). Двигатель позволяет совершать круговые движения призмы с зеркалом вокруг вертикальной оси со скоростью 360 град/с.
Двигатель (поз.16) с горизонтальной осью вращения установлен на полом валу и одним концом крепится к призме с поворотным зеркалом (поз.15), а другим к призме с поворотным зеркалом (поз.17) и позволяет поворачивать призму с поворотным зеркалом вокруг горизонтальной оси (координата В) на угол ±120° со скоростью 360 град/с.
Полости внутри вала двигателя (поз.14) и двигателя (поз.16) предназначены для прохождения лазерного излучения в зону обработки, а поворотные зеркала в призмах (поз.15 и 17) позволяют поворачивать лазерный луч на угол 90° и направлять его в оптическую фокусирующую головку. Соосно к торцу призмы (поз.17) крепится фокусирующая головка (поз.18) со штуцером для подачи технологического газа.
Таким образом, оптическая фокусирующая головка с помощью тороидальных синхронных двигателей имеет возможность поворачиваться вокруг вертикальной оси (координата С) на ±360×n и вокруг горизонтальной оси на угол ±120° (координата В) со скоростью 360 град/с и фокусировать попадающее в нее лазерное излучение на поверхность обрабатывающего изделия сложной пространственной формы (поз.19).
Устройство работает следующим образом.
Обрабатываемое изделие (см. фиг.4 (поз.19)) устанавливается в камере лазерного комплекса в специальное крепежное приспособление, которое строго ориентирует обрабатываемое изделие в определенном положении.
Затем с пульта управления лазерного комплекса включается иттербиевый волоконный лазер, излучение которого транспортируется по оптическому волоконному кабелю (поз.12), проложенному в гибких кабеленесущих цепях координат X, Y и Z в лазерную фокусирующую головку, а именно в QBH-разъем коллиматора (поз.13). Выходящий из коннектора волоконного кабеля (поз.12) расходящийся лазерный луч проходит через коллиматор (поз.13), где он коллимируется с помощью объектива. Далее лазерный луч через полый вал тороидального синхронного двигателя (поз.14) и отверстие в призме (поз.15) попадает на поворотное зеркало, где он поворачивается на угол 90° в горизонтальную плоскость.
Повернутое в горизонтальную плоскость излучение распространяется внутри полого вала тороидального синхронного двигателя (поз.16) и отверстия в призме (поз.17) и попадает на зеркало, где оно поворачивается опять на угол 90° и направляется в оптическую фокусирующую головку (поз.18).
Затем излучение с помощью линзы оптической фокусирующей головки (поз.18) фокусируется на поверхность обрабатываемого изделия (поз.19).
Соосно с лазерным излучением одновременно в зону обработки подается под давлением через штуцер технологический газ, который позволяет поддерживать необходимый процесс термообработки рабочей поверхности изделия.
Лазерная фокусирующая головка за счет движений по пяти координатам (X, Y, Z, C, B) направляет лазерный луч перпендикулярно к обрабатываемой поверхности изделия (поз.19) либо под небольшим углом к ней (0,5÷5)° при обработке вертикальных и наклонных поверхностей.
Система числового программного управления (СЧПУ) с помощью имеющихся приводов позволяет поддерживать фокусное расстояние постоянным по всей обрабатываемой поверхности, а также управлять скоростью обработки, параметрами лазерного луча (мощностью, диаметром сфокусированного пятна), углом между поверхностью и оптической осью лазерного луча для наклонных и вертикальных поверхностей, количеством и последовательностью проходов, смещением между ними, расходом технологического газа во время самого процесса термообработки. Это очень важно для обработки вертикальных поверхностей, так как расплавленный металл может стекать с обрабатываемой поверхности, а подача технологического газа под нужным углом и давлением позволяет контролировать этот процесс.
Последовательность проходов очень важна в технологическом плане, так как исключает перегрев металла.
Например.
Для термоупрочнения рабочих поверхностей матрицы и пуансона штампа для тройникового патрубка газотранспортной системы диаметром 1400 мм со сложными пространственными поверхностями был использован лазерный комплекс ЛТК-3D с 5-координатной лазерной фокусирующей головкой, разработанный ОАО НИАТ и изготовленный ОАО СМЗ.
Штамп (см. фиг.1) представляет собой сочленение двух цилиндров (вертикального поз.1 и горизонтального поз.2) с радиусными переходами поз.3 в месте их пересечения.
Данная установка позволила произвести упрочнение рабочих поверхностей штампа на глубину 2 мм и получить твердость упрочненной поверхности 55 ед. по HRC. Мощность лазерного излучения составила 2 кВт, диаметр сфокусированного пятна был неизменным и равнялся 2 мм. Рабочее давление технологического газа варьировалось от 0,5 до 2.5 атм, в зависимости от расположения и формы обрабатываемой поверхности, а скорость обработки от 1.0 до 1.5 м/мин. Пуансон (или матрица) штампа с помощью подъемника устанавливался в кабине ЛТК-3D и ориентировался с помощью пилотного лазера (λ=0,63 мкм) строго вдоль перемещения траверсы и поперечной каретки.
Устанавливалась начальная точка обработки. Затем включался по программе технологический лазер и производилась обработка упрочняемых поверхностей.
Последовательность обработки:
Сначала обрабатывалась вертикальная цилиндрическая поверхность, затем горизонтальная, а в конце обрабатывались радиусные переходы. Для обработки вертикальной цилиндрической поверхности (см. фиг2.) угол наклона фокусирующей головки в вертикальной плоскости составлял 5° вверх от горизонтали (поз.6) при подаче сопутствующего технологического газа (осушенный воздух) под давлением 2.5 атм. Шаг между дорожками S=1.8 мм, а последовательность дорожек осуществлялась через 54 мм. Скорость обработки составляла 1.2 м/мин.
Начальная точка обработки находилась на самой верхней полосе цилиндрической поверхности (поз.4), затем лазерная головка перемещалась на 54 мм по вертикали вниз и обрабатывалась вторая дорожка (поз.5) и так далее до конца поверхности, после чего лазерная головка возвращалась с шагом S=1.8 мм к самой первой дорожке и цикл повторялся.
Затем по программе лазерная головка перемещалась на начальную точку обработки горизонтальной цилиндрической поверхности (см. поз.7 фиг.3). При обработке горизонтальной цилиндрической поверхности угол наклона фокусирующей головки в вертикальной плоскости составлял -1.5° от горизонтали (см. поз.9) при движении в низшую точку цилиндра и +1.5° при движении в верхнюю точку цилиндра при подаче сопутствующего технологического газа под давлением 1 атм. Шаг между дорожками S=1.8 мм, последовательность дорожек осуществлялась через 54 мм (см. поз.8), а скорость обработки составляла 1.5 м/мин.
После окончания обработки горизонтальной цилиндрической поверхности лазерная головка перемещается по программе к начальной точке обработки радиусных переходов первого типа (сопряжение горизонтальной цилиндрической поверхности с вертикальной цилиндрической поверхностью в горизонтальном направлении). При этом наклон фокусирующей головки в вертикальной плоскости вверх от горизонтали составлял 0,5° при сопутствующем давлении технологического газа 1,0 атм, шага S=1.6 мм, а последовательность дорожек осуществлялась через 18 мм, скорость обработки 1,0 м/мин.
Причем после проходов нескольких дорожек вводилась коррекция поворота лазерной головки в сторону увеличения угла наклона до 3 градусов в соответствии с изменением крутизны наклона поверхности.
При обработке радиусных переходов второго типа (сопряжение горизонтальной цилиндрической поверхности с вертикальной в вертикальном направлении) наклон фокусирующей головки в вертикальной плоскости вверх от горизонтали составлял 2,5° при давлении технологического газа 2 атм, шаге S=1,6 мм. Последовательность дорожек осуществлялась через 18 мм, при скорости обработки 1,2 м/мин.
Так как длина дорожек в верхней части радиусного перехода была очень короткой, то они не успевали остывать, и поэтому приходилось осуществлять временные задержки (t=1,5 мин) после прохождения таких дорожек.
После окончания процесса обработки лазерная головка возвращается в исходное положение, а пуансон (или матрица) штампа с помощью подъемника вынимается из камеры, а на его место устанавливается следующая и цикл процесса повторяется по отработанной программе.
Технико-экономические преимущества способа.
1. Увеличен ресурс работы штампа в 2 раза за счет упрочнения рабочих поверхностей до 55 ед. по HRC.
2. Увеличена производительность труда обработки таких штампов в 2-3 раза за счет автоматизации технологического процесса.
3. Процент брака сведен к нулю, что существенно снизило себестоимость дорогостоящего изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки кромок многоканальным лазером | 2017 |
|
RU2685297C2 |
| СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2017 |
|
RU2684176C2 |
| Способ поверхностной лучевой термообработки | 1988 |
|
SU1680781A1 |
| СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ КРОМОК РЕЖУЩЕГО ИНСТРУМЕНТА | 2021 |
|
RU2781887C1 |
| СПОСОБ УПРОЧНЕНИЯ ШТАМПА | 1992 |
|
RU2033435C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ СЛОЕВ НА ПОВЕРХНОСТИ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2463246C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| Способ химико-термической обработки изделий из железоуглеродистых сплавов | 1989 |
|
SU1696571A1 |
| Автоматизированный лазерный технологический комплекс для термоупрочнения поверхности детали | 2017 |
|
RU2708285C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ КАТАНИЯ И ГРЕБНЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР | 2008 |
|
RU2389805C1 |
Изобретение относится к способу термообработки поверхности материалов концентрированными источниками энергии. Способ включает воздействие непрерывным лазерным лучом на поверхность детали. Луч сфокусирован в световое пятно. На вертикальные или наклонные поверхности наносят параллельные дорожки упрочнения с перекрытием. Нанесение дорожек упрочнения осуществляют лучом, направленным на обрабатываемую поверхность под углом, и при увеличенном расходе технологического газа через сопло. Лазерный луч повернут от перпендикуляра к поверхности вверх в плоскости обработки детали на угол, равный 0,5-5°. Лазерная установка снабжена 5-координатной лазерной головкой. Дорожки наносят попеременно в различных полосах упрочнения, отстоящих друг от друга на расстоянии. Техническим результатом является повышение износостойкости деталей и увеличение производительности обработки. 2 з.п. ф-лы, 4 ил.
1. Способ лазерной термообработки сложных пространственных поверхностей крупногабаритных деталей, включающий воздействие непрерывным лазерным лучом, сфокусированным в световое пятно, на поверхность детали и нанесение параллельных дорожек упрочнения с перекрытием путем перемещения светового пятна с постоянной линейной скоростью, отличающийся тем, что нанесение параллельных дорожек упрочнения на вертикальных или наклонных поверхностях осуществляют лучом, направленным на обрабатываемую поверхность под углом 0,5-5° от перпендикуляра к указанной поверхности вверх в плоскости обработки детали, и при подаче через сопло технологического газа под давлением, обеспечивающим кристаллизацию расплавленного металла и уравновешивание силы тяжести капли расплава.
2. Способ лазерной термообработки сложных пространственных поверхностей крупногабаритных деталей по п.1, отличающийся тем, что нанесение параллельных дорожек упрочнения осуществляют попеременно в различных полосах упрочнения, отстоящих друг от друга на расстоянии, достаточном для остывания дорожек при установленных скоростях обработки.
3. Способ лазерной термообработки сложных пространственных поверхностей крупногабаритных деталей по п.1, отличающийся тем, что нанесение параллельных дорожек упрочнения осуществляют лазерной установкой, снабженной 5-координатной лазерной головкой.
| Способ термической обработки изделий | 1990 |
|
SU1781309A1 |
| СПОСОБ УПРОЧНЕНИЯ ШТАМПА | 1992 |
|
RU2033435C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2006 |
|
RU2345148C2 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ НАГРЕВОМ | 2006 |
|
RU2323265C1 |
| DE 4217530 A1, 02.12.1993 | |||
| DE 3922377 A1, 17.01.1991 | |||
| 1971 |
|
SU419999A1 | |
| US 4825035 A, 25.04.1989 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ ХЛЕБА | 2005 |
|
RU2292142C1 |
| JP 58087225 A, 25.05.1983. | |||

