Изобретение относится к обработке металлов резанием, а именно к обработке наружных поверхностей литых и кованых заготовок деталей с отверстием большого диаметра типа втулок, цилиндров и т.п.на токарных станках.
Известно центрирующее приспособление для обработки наружных поверхностей заготовок деталей с отверстием большого диаметра, состоящее из регулируемой крестовины, головки регулировочных винтов которой имеют цилиндрические поверхности для закрепления приспособления в отверстии заготовки детали и бурты для упора в ее торец от действия прижимного усилия задней бабки станка [1].
Недостатком приспособления является то, что до установки приспособления в отверстие заготовки детали выполняют предварительную подрезку одного торца и расточку внутреннего диаметра заготовки детали на глубину 150÷200 мм на расточном станке, что снижает производительность обработки.
Известно центрирующее приспособление, состоящее из крестовины со стержнями регулируемой длины, в которой выполнены сферическое гнездо и паз, с установленным в гнезде поворотным, срезанным с двух сторон по ширине паза, шаром с центровым отверстием и закрепленными на крестовине двумя планками для удержания шара от выпадания [2].
Это центрирующее приспособление является наиболее близким к заявленному изобретению и принимается за прототип.
Недостатком прототипа является его применение только для чистовой обработки заготовки детали с небольшими усилиями равномерного резания, так как при увеличении усилий резания в условиях переменных нагрузок, связанных с неравномерностью припусков литых и кованых полых заготовок, от совместных действий переменной результирующей силы резания и усилия поджатия задним центром, происходит ослабление крепления центрирующего приспособления и его смещение в направлении патрона токарного станка, что приводит к ускоренному износу центрового отверстия приспособления и снижению качества обработки наружной поверхности заготовки детали или невозможности ее дальнейшей обработки.
Задачей, решенной заявляемым изобретением, является разработка центрирующего приспособления превосходящего известный прототип в отношении производительности и качества обработки наружных поверхностей литых и кованых полых заготовок.
Сущность заявляемого технического решения состоит в том, что внутреннее сферическое гнездо крестовины центрирующего приспособления выполнено диаметром 2,5 ширины крестовины для исключения выпадания шара из гнезда, стенка крестовины выполнена с возможностью ее упругих деформаций для выборки зазора в сопряжении с шаром и фиксации крестовины на шаре в необходимом положении, шар срезан с двух сторон по ширине таким образом, что его ширина составляет 1,15÷1,25 ширины крестовины для обеспечения возможности углового, к вертикальной оси, перемещения крестовины относительно неизменного положения шара, в центральном отверстии шара закреплен конус для установки центрирующего приспособления во вращающуюся пиноль задней бабки токарного станка, а регулируемые по длине винты имеют заостренные наконечники для принятия устойчивого положения между неровностями внутренней поверхности полой заготовки детали.
Предлагаемое техническое решение является новым: отличие от прототипа состоит в том, что внутреннее сферическое гнездо крестовины приспособления выполнено диаметром 2,5 ширины крестовины для исключения выпадания шара из гнезда, стенка крестовины выполнена с возможностью ее упругих деформаций для выборки зазора в сопряжении с шаром и фиксации крестовины на шаре в необходимом положении, шар срезан с двух сторон по ширине таким образом, что его ширина составляет 1,15÷1,25 ширины крестовины для возможности ее установки под углом к вертикальной оси, в центральном отверстии шара закреплен конус для установки приспособления во вращающуюся пиноль задней бабки токарного станка, а регулируемые по длине винты имеют заостренные наконечники для принятия устойчивого положения между неровностями внутренней поверхности полой заготовки детали.
Предлагаемое изобретение имеет изобретательский уровень, так как совокупность существенных признаков изобретения приводит к новому техническому результату - повышению производительности и качества обработки наружных поверхностей литых и кованых полых заготовок деталей.
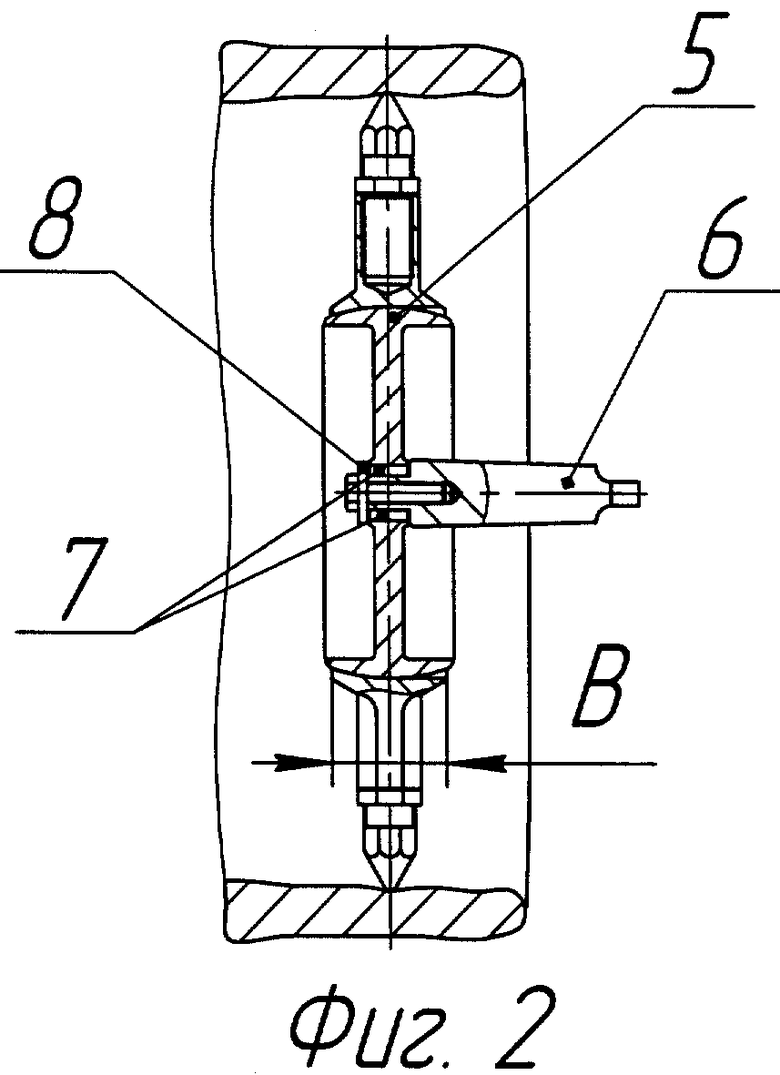
Изобретение поясняется чертежом, где на фиг.1 представлено центрирующее приспособление, общий вид.
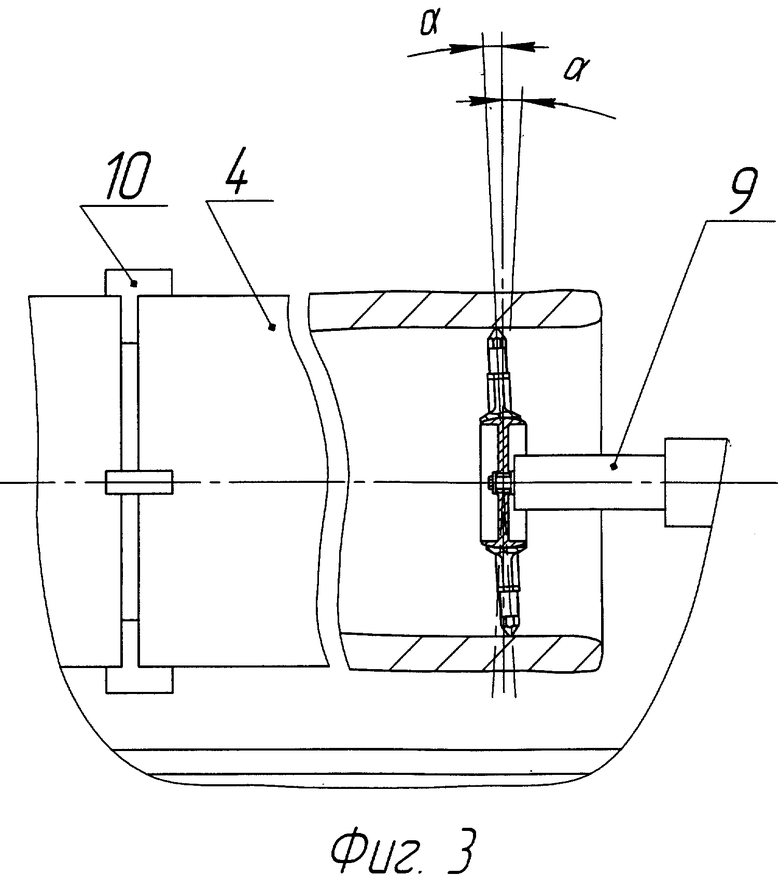
На фиг.2 показан вид слева с разрезом вида на фиг.1
На фиг.3 показано центрирующее приспособление в рабочем положении на токарном станке.
Центрирующее приспособление состоит из крестовины 1 с регулировочными винтами 2 и контргайками 3 для закрепления в отверстии заготовки детали 4. В крестовине выполнено сферическое гнездо и паз, через который в гнездо установлен срезанный с двух сторон по ширине шар 5 с радиусными закруглениями с обеих сторон. Диаметры сферического гнезда и шара выполнены в один номинальный размер с полями допусков, соответствующими посадкам с гарантированным зазором по 9-му квалитету. Паз крестовины по форме и размерам выполнен аналогичным форме и размерам профиля шара и на глубину, равную половине ширины крестовины. Шар имеет обнижения с двух сторон и центральное отверстие с двумя шпоночными пазами для установки конуса 6. Конус зафиксирован в шаре двумя шпонками 7 и специальным винтом 8.
Приспособление работает следующим образом.
В собранном виде приспособление конусом устанавливается во вращающуюся пиноль 9 задней бабки токарного станка (не показан). Заготовка детали предварительно крепится кулачками 10 патрона станка. Приспособление задней бабкой станка подается в отверстие заготовки и предварительно закрепляется в нем регулировочными винтами, при этом, вследствие подвижности крестовины на шаре вокруг горизонтальной оси и относительно вертикальной, при неподвижном положении шара, заостренные наконечники регулировочных винтов занимают устойчивое положение между неровностями внутренней поверхности полой заготовки детали. Выполняется выверка по рейсмасу положения заготовки в кулачках патрона станка и относительно приспособления с окончательным зажимом заготовки кулачками патрона, закреплением приспособления в заготовке детали регулировочными винтами, стопорением их положения контргайками относительно крестовины и поджимом в осевом направлении приспособления задней бабкой станка. Вследствие окончательного закрепления приспособления в заготовке происходит упругая деформация стенки крестовины с надежной фиксацией крестовины на шаре в необходимом положении.
Таким образом, заявляемое изобретение позволяет повысить производительность и качество обработки наружных поверхностей литых и кованых заготовок с отверстием большого диаметра.
Источники информации
1. Справочник технолога-машиностроителя. В 2-х т. Т.1/ Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд. и доп.
М.: Машиностроение, 1985. 656 с., ил., стр. 224.
2. Авторское свидетельство СССР №291751, В23В 5/00, 1969 г.- прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центрирующее приспособление | 1981 |
|
SU1093401A2 |
| ЦЕНТРИРУЮЩЕЕ ПРИСПОСОБЛЕНИЕ | 1971 |
|
SU291751A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| УСТРОЙСТВО ФИКСАЦИИ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ НА ТОКАРНОМ СТАНКЕ | 2019 |
|
RU2740293C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Вращающийся центр | 1982 |
|
SU1083462A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
Приспособление может быть использовано при токарной обработке и содержит крестовину с внутренним сферическим гнездом и пазом, через который в гнездо установлен поворотный срезанный с двух сторон по ширине паза шар, и винты регулируемой длины. Для повышения качества обработки наружных поверхностей литых и кованых полых заготовок внутреннее сферическое гнездо выполнено диаметром 2,5 ширины крестовины, стенка крестовины выполнена с возможностью упругих деформаций, ширина шара составляет 1,15-1,25 ширины крестовины, при этом в центральном отверстии шара закреплен конус, а регулируемые по длине винты выполнены с заостренными наконечниками. 3 ил.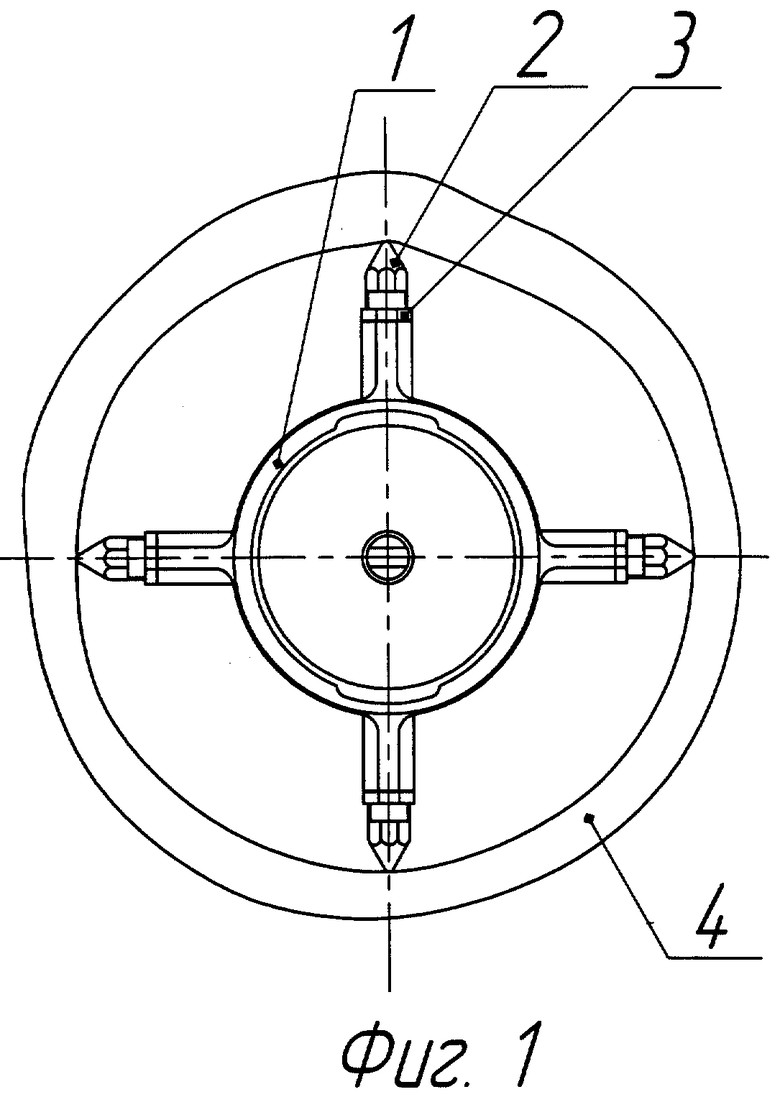
Центрирующее приспособление, содержащее крестовину с внутренним сферическим гнездом и пазом, через который в гнездо установлен поворотный срезанный с двух сторон по ширине паза шар с центральным отверстием, и винты регулируемой длины, отличающееся тем, что внутреннее сферическое гнездо выполнено диаметром 2,5 ширины крестовины, стенка крестовины выполнена с возможностью упругих деформаций, ширина шара составляет 1,15-1,25 ширины крестовины, при этом в центральном отверстии шара закреплен конус, а регулируемые по длине винты выполнены с заостренными наконечниками.
| СПОСОБ ЗОНАЛЬНОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ В ПРОХОДНЫХ ПЕЧАХ | 0 |
|
SU281751A1 |
| Переносное устройство для обработки торцов обечаек | 1973 |
|
SU480498A1 |
| Центрирующее приспособление | 1981 |
|
SU1093401A2 |
| US 3422709 А, 21.01.1969. | |||

