Изобретение относится к области машиностроения к оболочечным конструкциям из полимерных композиционных материалов и может быть использовано при создании корпусов или отсеков-адаптеров летательных аппаратов, применяемых в ракетной и авиационной технике.
Известен способ изготовления оболочки из композитных материалов и оболочка из композитных материалов по патенту RU №2288842 С2, приоритет 2004.09.06, МПК7 В32D 23/00.
Известна труба-оболочка из композиционных материалов и способ ее изготовления по патенту RU №2099194 С1, приоритет 1995.12.01, МПК7 В32D 23/00.
Известен способ изготовления оболочки из композитных материалов и оболочка из композитных материалов по патенту Великобритании №1135613 от 17.02.1966 г., НКИ В5А, МПК7 В32D 23/00.
Известен способ изготовления оболочки из композитных материалов и оболочка из композитных материалов по патенту США №3313664 от 04.10.1962 г., НКИ 156-155, МПК7 В32D 23/00.
Также известны способ намотки конической оболочки вращения из полимерных композиционных материалов и коническая оболочка вращения из полимерных композиционных материалов по патенту Англии №917541 от 06.02.1963 г., В32D 23/00.
В известном способе намотки конической оболочки вращения из полимерных композиционных материалов, содержащей силовую оболочку и шпангоуты, материал наматывают на зацепы.
В известном устройстве коническая оболочка вращения из полимерных композиционных материалов содержит силовую оболочку и шпангоуты, выполненные преимущественно из кольцевых волокон и снабженные заделанными в волокна радиальными зацепами.
Недостатком известного способа является низкая технологичность намотки шпангоутов из-за отсутствия надежного закрепления радиальных зацепов в процессе намотки, их возможного перекоса и наличия больших «теневых» зон при укладке кольцевых волокон и связанное с этим низкое качество самой оболочки из-за неравномерной плотности материала шпангоута от наличия этих «теневых» зон, наличия перекошенных радиальных зацепов в материале шпангоута, как следствие, низкой прочности шпангоута на сдвиг.
Недостатком известного устройства является низкая надежность работы оболочки из-за низкой прочности шпангоута на сдвиг, связанной с неравномерной плотностью материала и наличия в нем перекошенных радиальных зацепов.
Известный способ и известная конструкция, как наиболее близкие по технической сущности и достигаемому результату, выбраны в качестве прототипов.
Технической задачей, на решение которой направлено заявляемое изобретение, является разработка и создание более технологичной конструкции конической оболочки вращения с повышенной надежностью ее работы.
Технический результат, который может быть достигнут при решении поставленной задачи для способа, заключается в повышении технологичности намотки шпангоутов благодаря повышению надежности закрепления радиальных зацепов в процессе намотки, исключению возможности их перекоса и уменьшению «теневых» зон при укладке кольцевых волокон, а также технический результат заключается в повышении качества самой оболочки благодаря повышению прочности материала шпангоута на сдвиг.
Технический результат, который может быть достигнут при решении поставленной задачи для устройства, заключается в повышении надежности работы конической оболочки вращения за счет повышения прочности материала шпангоута на сдвиг.
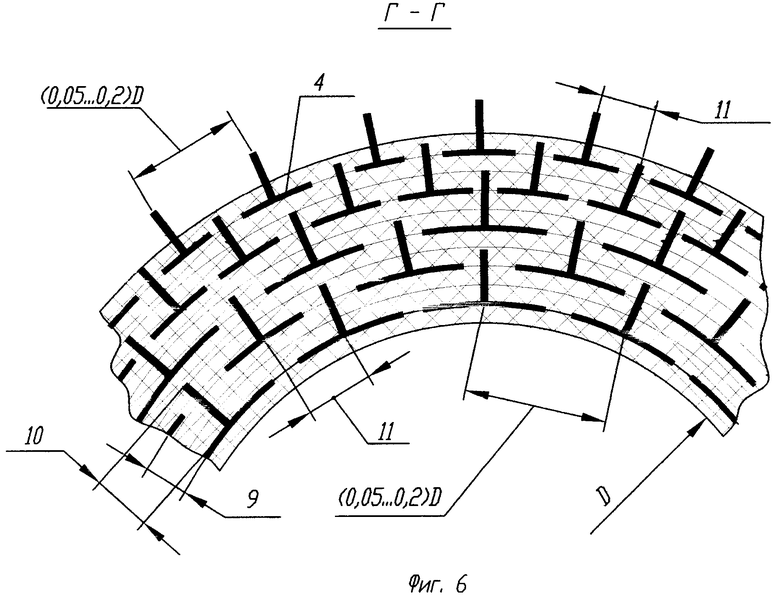
Поставленная задача с достижением технического результата решается тем, что способ намотки конической оболочки вращения из полимерных композиционных материалов, содержащей силовую оболочку и шпангоуты, при котором материал наматывают на зацепы, а в соответствии с изобретением зацепы изготавливают в виде шипованной ленты из гвоздей и слоистого пластика из, как минимум, двух полосок стеклоткани, пропитанной связующим, прокалывая гвоздями, как минимум, одну из полосок, располагая шляпки гвоздей между полосками и термообрабатывая полоски с их подпрессовкой, и устанавливают ленты равномерно по окружности на силовую оболочку в зоне шпангоута, фиксируя их, например, приклейкой, затем наматывают материал шпангоута толщиной, не превышающей высоты гвоздей, устанавливают следующую группу шипованных лент со смещением в окружном направлении относительно предыдущих и вновь наматывают материал шпангоута, операцию повторяют до получения шпангоута требуемой толщины, причем для изготовления шипованной ленты берут гвозди длиной l=8...12 мм, полоски шириной (1,0...1,5)l, гвозди устанавливают с шагом (0,5...1,5)l, при этом ленты устанавливают на расстоянии друг от друга (0,05...0,2)D, где D - внутренний диаметр оболочки в зоне намотки шпангоута.
Поставленная задача с достижением технического результата для устройства решается тем, что коническая оболочка вращения из полимерных композиционных материалов содержит силовую оболочку и шпангоуты, выполненные преимущественно из кольцевых волокон и снабженные заделанными в волокна радиальными зацепами, а в соответствии с изобретением зацепы выполнены в виде шипованной ленты из расположенных в ряд гвоздей, шляпки которых заделаны в полоски из слоистого пластика с расположением их между, как минимум, двух слоев этого пластика, причем ленты установлены на всю ширину шпангоута равномерно по окружности концентричными группами с окружным смещением каждой группы, с приращением радиуса, на котором установлена последующая группа, не превышающим высоты гвоздя, при этом гвозди расположены на всю толщину шпангоута, вместе с тем шипованная лента выполнена из гвоздей длиной l=8...12 мм, полосок шириной (1,0...1,5)l, гвозди установлены с шагом (0,5...1,5)l, при этом ленты установлены на расстоянии друг от друга (0,05...0,2)D, где D - внутренний диаметр оболочки в зоне шпангоута.
Отличительными признаками для способа являются следующие признаки:
- зацепы изготавливают в виде шипованной ленты из гвоздей и слоистого пластика из, как минимум, двух полосок стеклоткани, пропитанной связующим, прокалывая гвоздями, как минимум, одну из полосок, располагая шляпки гвоздей между полосками и термообрабатывая полоски с их подпрессовкой, и устанавливают ленты равномерно по окружности на силовую оболочку в зоне шпангоута, фиксируя их, например, приклейкой - признаки существенные, предусматривают наличие новых операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности намотки шпангоутов благодаря повышению надежности закрепления радиальных зацепов в процессе намотки, исключению возможности их перекоса, а также на повышение качества самой оболочки благодаря повышению прочности материала шпангоута на сдвиг;
- затем наматывают материал шпангоута толщиной, не превышающей высоты гвоздей - признак существенный, предусматривает новое выполнение операции, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности намотки шпангоутов за счет уменьшения «теневых» зон при укладке кольцевых волокон, а также на повышение качества самой оболочки благодаря повышению прочности материала шпангоута на сдвиг за счет более равномерной плотности материала;
- устанавливают следующую группу шипованных лент со смещением в окружном направлении относительно предыдущих и вновь наматывают материал шпангоута, операцию повторяют до получения шпангоута требуемой толщины - признаки существенные, предусматривают наличие новых операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности намотки шпангоутов за счет уменьшения «теневых» зон при укладке кольцевых волокон, распределение этих зон по массиву материала, а также на повышение качества самой оболочки благодаря повышению прочности материала шпангоута на сдвиг за счет более равномерной плотности материала;
- для изготовления шипованной ленты берут гвозди длиной l=8...12 мм, полоски шириной (1,0...1,5)l, гвозди устанавливают с шагом (0,5...1,5)l, при этом ленты устанавливают на расстоянии друг от друга (0,05...0,2)D, где D - внутренний диаметр оболочки в зоне намотки шпангоута - признаки существенные, предусматривают наличие новых операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, так как исследованиями установлено, что приведенные признаки максимально усиливают и дополняют предыдущие.
Отличительными признаками для устройства являются следующие признаки:
- зацепы выполнены в виде шипованной ленты из расположенных в ряд гвоздей, шляпки которых заделаны в полоски из слоистого пластика с расположением их между, как минимум, двух слоев этого пластика, причем ленты установлены на всю ширину шпангоута равномерно по окружности - признаки существенные, предусматривают наличие новых элементов и их новое взаимное расположение, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы конической оболочки вращения за счет повышения прочности материала шпангоута на сдвиг, который достигается благодаря отсутствию перекосов зацепов более равномерному расположению армирующего материала по массиву шпангоута;
- ленты расположены концентричными группами с окружным смещением каждой группы, с приращением радиуса, на котором установлена последующая группа, не превышающим высоты гвоздя - признаки существенные, предусматривают новое взаимное расположение элементов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы конической оболочки вращения за счет повышения прочности материала шпангоута на сдвиг, который достигается благодаря более равномерному расположению армирующего материала по массиву шпангоута при снижении «теневых» зон при намотке;
- при этом гвозди расположены на всю толщину шпангоута - признак существенный, предусматривает новое взаимное расположение элементов, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы конической оболочки вращения за счет повышения прочности материала шпангоута на сдвиг, который достигается благодаря более равномерному расположению армирующего материала по массиву шпангоута при снижении «теневых» зон при намотке и более равномерному расположению этих зон;
- шипованная лента выполнена из гвоздей длиной l=8...12 мм, полосок шириной (1,0...1,5)l, гвозди установлены с шагом (0,5...1,5)l, при этом ленты установлены на расстоянии друг от друга (0,05...0,2)D, где D - внутренний диаметр оболочки в зоне шпангоута - признаки существенные, предусматривают новое взаимное расположение элементов, направлены на решение поставленной задачи с достижением технического результата, так как исследованиями установлено, что приведенные признаки максимально усиливают и дополняют предыдущие.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технических результатов и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению надежности работы конических оболочек без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
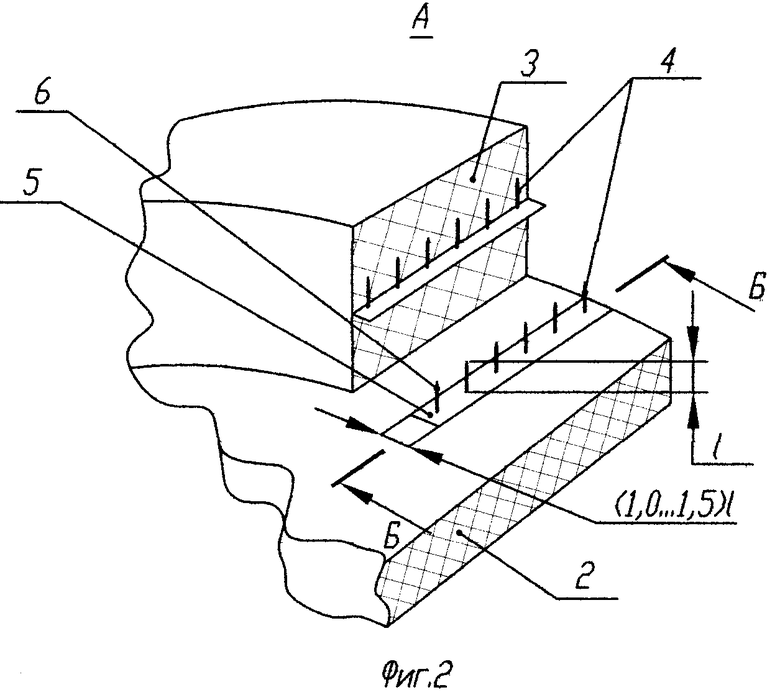
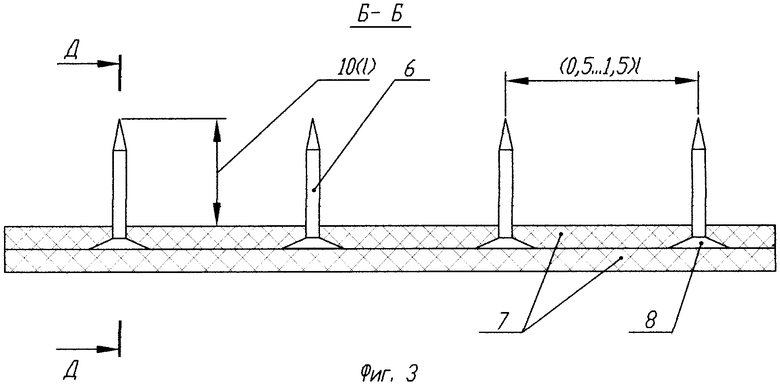
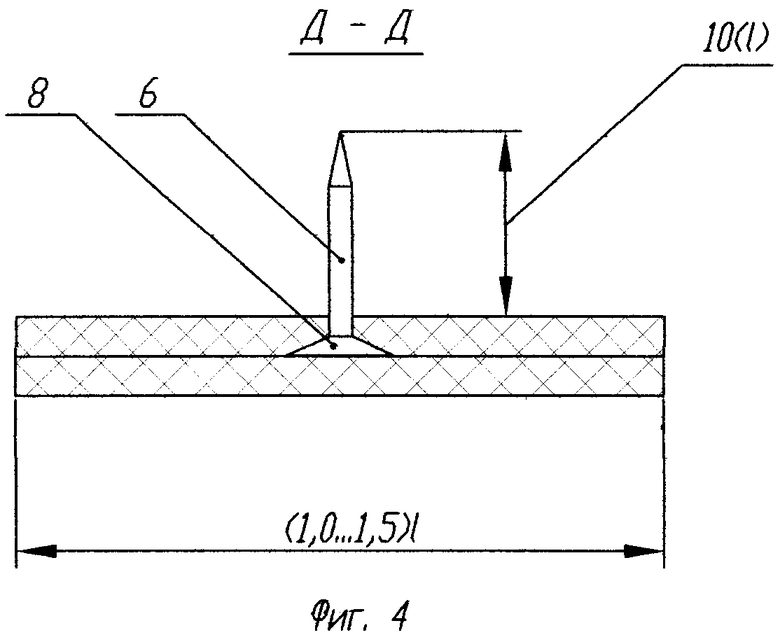
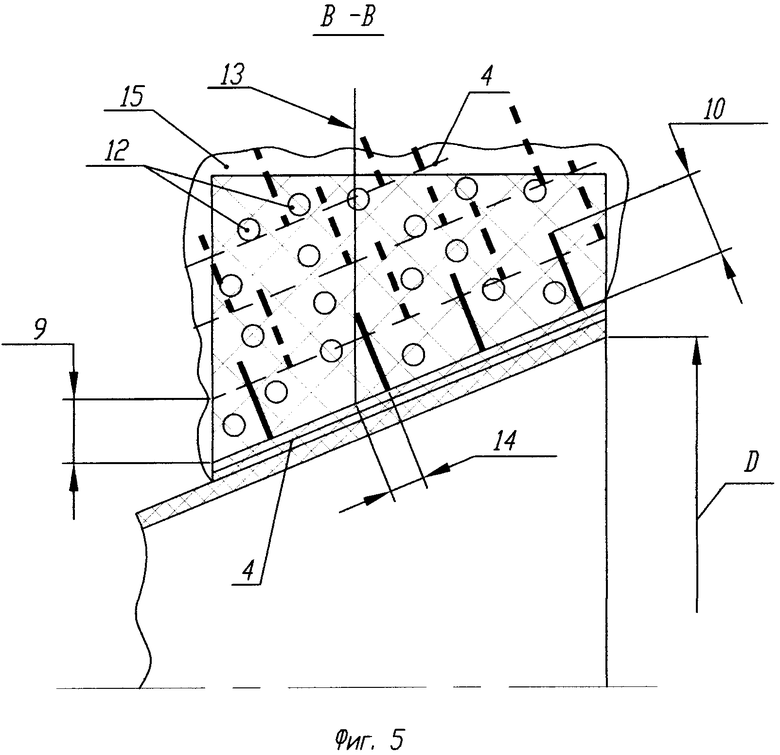
Сущность изобретений поясняется чертежами, где на фиг.1 представлен общий вид способа и устройства, на фиг.2 - зона намотки шпангоута, на фиг.3 - продольное сечение шипованной ленты, на фиг.4 - поперечное сечение шипованной ленты, на фиг.5 - продольное сечение шпангоута, на фиг.6 - поперечное сечение шпангоута.
Способ намотки конической оболочки вращения 1 из полимерных композиционных материалов, содержащей силовую оболочку 2 и шпангоуты 3, при котором материал наматывают на зацепы 4. Зацепы 4 изготавливают в виде шипованной ленты 5 из гвоздей 6 и слоистого пластика из, как минимум, двух полосок 7 стеклоткани, пропитанной связующим, прокалывая гвоздями 6, как минимум, одну из полосок 7, располагая шляпки 8 гвоздей 6 между полосками 7 и термообрабатывая полоски 7 с их подпрессовкой. Ленты 5 устанавливают равномерно по окружности на силовую оболочку 2 в зоне шпангоута 3, фиксируя их, например, приклейкой, затем наматывают материал шпангоута 3 толщиной 9, не превышающей высоты 10 гвоздей 6. Следующую группу шипованных лент 5 устанавливают со смещением 11 в окружном направлении относительно предыдущих и вновь наматывают материал шпангоута. Операцию повторяют до получения шпангоута требуемой толщины. Для изготовления шипованной ленты 5 берут гвозди 6 длиной l=8...12 мм, полоски 7 шириной (1,0...1,5)l, гвозди 6 устанавливают с шагом (0,5...1,5)l, при этом ленты 5 устанавливают на расстоянии друг от друга (0,05...0,2)D, где D - внутренний диаметр оболочки 2 в зоне намотки шпангоута 3.
Коническая оболочка вращения 1 из полимерных композиционные материалов содержит силовую оболочку 2 и шпангоуты 3, выполненные преимущественно из кольцевых волокон 12 и снабженные заделанными в волокна радиальными зацепами 4. Зацепы 4 выполнены в виде шипованной ленты 5 из расположенных в ряд гвоздей 6, шляпки 8 которых заделаны в полоски 7 из слоистого пластика с расположением их между, как минимум, двух слоев этого пластика. Ленты 5 установлены на всю ширину шпангоута равномерно по окружности концентричными группами с окружным смещением 11 каждой группы, с приращением радиуса 9, на котором установлена последующая группа, не превышающим высоты 10 гвоздя 6, при этом гвозди 6 расположены на всю толщину шпангоута 3. Шипованная лента 5 выполнена из гвоздей 6 длиной l=8...12 мм, полосок 7 шириной (1,0...1,5)l, гвозди 6 установлены с шагом (0,5...1,5)l, при этом ленты 5 установлены на расстоянии друг от друга (0,05...0,2)D, где D - внутренний диаметр оболочки 2 в зоне шпангоута 3.
Вариант исполнения способа заключается в том, что при намотке шпангоута кольцевыми волокнами на коническую поверхность возможно их сползание уже при конусности более 12°. В этом случае намотку выполняют с использованием радиальных зацепов 4, при этом кольцевые волокна 12 укладывают по траектории 13 с образованием «теневой» зоны 14. В случае оптимально подобранных параметров шипованных лент «теневые» зоны заполняют волокнами выдавливанием последних в эти зоны усилиями от намотки последующих волокон, обеспечивая оптимальную равномерность армирования материала шпангоута. После окончания намотки и термообработки шпангоута мех обрабатывают, удаляя припуск 15 вместе с краями шипованных лент 5 и гвоздей 6.
Работает устройство следующим образом. Коническая оболочка вращения 1 скреплена с отсеком изделия крепежными элементами, расположенными в шпангоуте 3, и нагружена осевым усилием. При такой схеме нагружения в материале шпангоута 3 возникают высокие сдвиговые напряжения, которые компенсированы радиальными зацепами 4.
Таким образом, использование изобретения позволит создать высокотехнологичную конструкцию конической оболочки вращения с повышенной надежностью ее работы, что и подтверждает использование по назначению. Осуществимость изобретения подтверждена положительными результатами испытаний образцов и фрагментов конструкций, разработка и изготовление которых полностью основаны на представленном описании, и в связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ НАМОТКИ КОНИЧЕСКИХ ОБОЛОЧЕК ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ПРИМЕНЕНИЯ ОПРАВКИ ДЛЯ НАМОТКИ КОНИЧЕСКИХ ОБОЛОЧЕК ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2345890C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОПРАВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ ПЛАНЕРА САМОЛЕТА И ЭЛЕМЕНТЫ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312790C1 |
| АДАПТЕР В ВИДЕ СЕТЧАТОЙ ОБОЛОЧКИ ВРАЩЕНИЯ КОНИЧЕСКОЙ ФОРМЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2350818C2 |
| СЕТЧАТАЯ ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2149761C1 |
| АДАПТЕР В ВИДЕ СЕТЧАТОЙ ОБОЛОЧКИ ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2148496C1 |
| СЕТЧАТАЯ ОБОЛОЧКА ВРАЩЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2153419C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2111120C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2097197C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2099194C1 |
| АДАПТЕР В ВИДЕ СЕТЧАТОЙ ОБОЛОЧКИ ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2000 |
|
RU2189907C2 |
Изобретение относится к области машиностроения, к оболочечным конструкциям из полимерных композиционных материалов. Способ намотки конической оболочки вращения из полимерных композиционных материалов, содержащей силовую оболочку и шпангоуты, в котором материал наматывают на зацепы. Зацепы изготавливают в виде шипованной ленты из гвоздей и слоистого пластика из, как минимум, двух полосок стеклоткани. Шляпки гвоздей располагают между полосками. Ленты устанавливают равномерно по окружности на силовую оболочку в зоне шпангоута и фиксируют их. Затем наматывают материал шпангоута толщиной, не превышающей высоты гвоздей. Далее устанавливают следующую группу шипованных лент со смещением в окружном направлении относительно предыдущих и вновь наматывают материал шпангоута. Операцию повторяют до получения шпангоута требуемой толщины. Решение направлено на создание более технологичной конструкции конической оболочки вращения с повышенной надежностью ее работы. 2 н. и 2 з.п. ф-лы, 6 ил.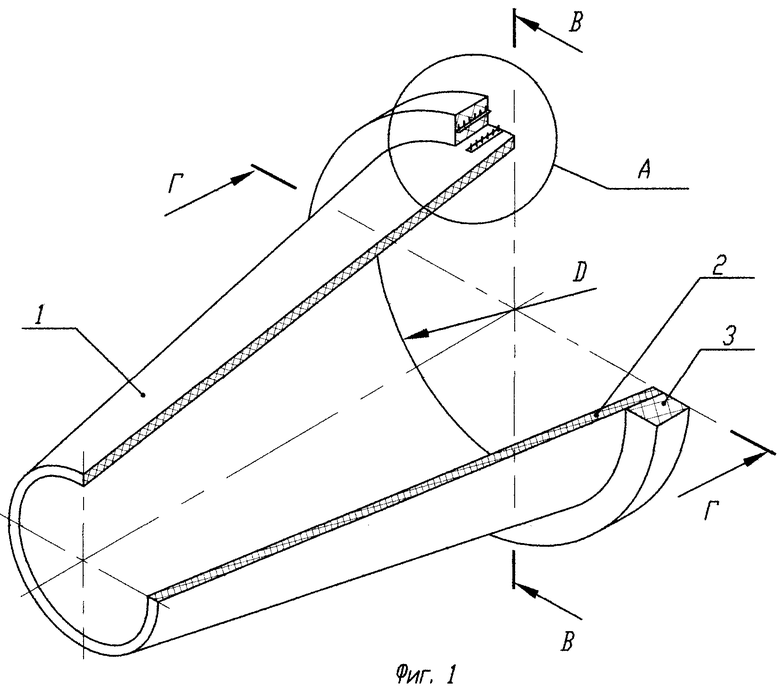
| GB 917541 А, 06.02.1963 | |||
| Соединение деталей | 1990 |
|
SU1756668A1 |
| US 5693166 A, 02.12.1997 | |||
| WO 03089226 A1, 30.10.2003. | |||

