Область техники, к которой относится изобретение
Настоящее изобретение охватывает следующие объекты:
- материал нового типа, способный к износу истиранием;
- изделия, в частности пластины из этого материала;
- способ получения этого материала.
Изобретение относится в основном к области способных к истиранию металлических материалов. Специалисты в данной области называют эти материалы также металлическими материалами, способными к износу истиранием, или истираемыми материалами.
Уровень техники
Материал данного типа необходим, в частности, для покрытия внутренней поверхности корпусов, внутри которых движутся вращающиеся детали (например, типа лопаток компрессоров или турбин). Корпуса подобного типа описаны, например, в патенте США №4546047, 1985. Материалы, применяемые в качестве покрытий внутренних поверхностей подобных корпусов, поддаются механическому строганию концами указанных вращающихся деталей во время нежелательных контактов. За счет этого сводится к минимуму пагубное воздействие при таких нежелательных или конфликтных контактах как на концы вращающихся деталей, так и на внутренние поверхности корпусов.
В оптимальном варианте материал этого типа должен соответствовать следующим условиям:
- он, очевидно, должен иметь хорошую способность к истиранию;
- кроме того, он должен быть стойким к температурам рабочей среды, для работы в которой он предназначен (например, к температурам от 500 до 1200°С внутри корпуса авиационного двигателя);
- он должен быть стойким к эрозии под действием многократных ударов абразивных частиц (отделяющихся во время указанных выше нежелательных контактов);
- стоимость его изготовления и нанесения должна быть по возможности низкой; и, наконец, предпочтительно он должен обладать способностью автоматического припаивания, т.е припаивания без использования припоя.
Из уровня техники известны два основных типа металлических материалов, способных к истиранию: материалы, создаваемые в требуемом месте путем термического нанесения (например, плазменного) металлических порошковых материалов, и материалы, которые имеют сотовую структуру и наносятся или припаиваются на подлежащие защите поверхности.
Эти два типа металлических порошковых материалов не являются полностью удовлетворительными в отношении перечисленных технических условий.
Материал первого типа требует технологии нанесения, имеющей высокую стоимость как в аспекте продолжительности нанесения, так и в аспекте необходимости механической обработки после нанесения для получения заданной толщины нанесенного покрытия.
Материал второго типа (описанный, например, в документе ЕР 0751104, 1997) имеет ограниченную область применения. Он подходит только для облицовки лабиринтов или лопаток с хвостовиками.
В заявке Франции А-2223473 и в эквивалентном патенте Великобритании № 1456554, 1976, С22С 19/08; С22С 30/00 описаны материал, способный к износу истиранием, способ его получения и изделие из этого материала. Известные решения, представленные в названных патентных документах, можно рассматривать в качестве наиболее близких аналогов изобретений, раскрытых в данном описании. Известный материал используется (посредством заполнения сотовых структур) для формирования изделий типа пористой структуры (в данном случае используется пористость открытого типа), образующей уплотнения между подвижными и неподвижными деталями авиационной турбины. Основу известного материала составляет никелевый сплав (где никель всегда преобладает по массе), который заключает в себе оксиды (специально сформированные в ходе второго основного этапа способа получения данного сплава). Указанный никелевый сплав может заключать в себе нитрид бора.
Сущность изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в создании способного к истиранию металлического материала нового типа, который удовлетворяет перечисленным выше техническим условиям. Указанный материал соответствует первому аспекту изобретения. Изделие, в частности, в виде пластины (или плитки), изготовленной из данного материала и предназначенной для облицовки внутренней поверхности корпусов, а также корпус, облицованный подобными пластинами, соответствуют второму аспекту изобретения. Способ получения этого материала соответствует третьему аспекту изобретения. Материал по изобретению является оригинальным в сравнении с известными решениями и особенно эффективным в отношении технических требований, указанных выше.
Таким образом, в соответствии с первым аспектом изобретения решение поставленной задачи достигается за счет создания материала нового типа, способного к износу истиранием. Указанный материал состоит в основном из сплава с низким содержанием оксидов (далее для краткости называемого "квазибезоксидным сплавом") на основе никеля и/или кобальта или из керамики. Данный материал в любом своем варианте (на основе металлического сплава или керамики) содержит:
- распределенные в объеме материала частицы твердой смазки в количестве, большем или равном 10% объема; и/или
- распределенные в объеме материала закрытые поры, придающие указанному материалу пористость ниже порога фильтрации; и/или
- распределенные по поверхности материала выемки, стенки которых предназначены для износа истиранием.
Свойства материала по изобретению (т.е. квазибезоксидного металлического сплава на основе Ni и/или Со или керамики) связаны со специфической природой средств, придающих ему заданную способность к истиранию (имеются в виду частицы твердой смазки в соответствующей концентрации, закрытые поры и/или выемки, имеющиеся в его структуре). Для получения или оптимизации желаемых результатов эти средства могут присутствовать в составе материала по отдельности или в сочетании.
Частицы твердой смазки делают материал способным к истиранию, модифицируя его состав и придавая ему соответствующие внутренние свойства, в то время как внутренние поры и поверхностные выемки делают его способным к истиранию за счет модификации его физического состояния (объем материала, непосредственно участвующего в нежелательных контактах, невелик, так что вредное воздействие этих нежелательных контактов ограничено).
В оптимальном варианте в объеме материала по изобретению сочетаются частицы твердой смазки и поры. Оптимальным является также сочетание в объеме материала и на его поверхности, предназначенной для износа истиранием, соответственно частиц твердой смазки, пор и выемок.
Твердая смазка, которая входит в виде частиц в матрицу нового материала по изобретению, очевидно, должна быть устойчивой при температурах получения и использования материала. Она должна оставаться целостной и способной оказывать свое функциональное воздействие и в особенности не вступать в реакцию с матрицей, внутри которой она находится. В любом случае она должна быть совместимой с металлическим сплавом или с керамикой, в которые она входит в разумном количестве.
Смазка должна присутствовать в форме, совместимой с описываемым далее способом получения материала. Таким образом, она может входить в состав в предварительно подготовленном состоянии, например, быть предварительно агломерированной или предварительно сплавленной.
Поры, которые присутствуют в матрице нового материала по изобретению, в каждом конкретном случае должны иметься в оптимальном количестве для придания материалу закрытой пористости ниже порога фильтрации. Указанный материал не должен быть слишком хрупким с учетом его использования для защиты поверхности, чтобы не допускать прямого доступа к этой поверхности.
Следует также понимать, что при формировании выемок на поверхности материала по изобретению должны быть продуманным образом подобраны их размеры и плотность.
Приведенные выше замечания показывают, насколько важным может быть сочетание, по меньшей мере, двух из указанных выше средств для придания материалу желаемой способности к истиранию.
Согласно первому варианту материал по изобретению имеет в качестве основы сплав никеля и/или кобальта. Такой сплав содержит в преобладающем количестве по массе никель, кобальт или никель вместе с кобальтом.
В оптимальном варианте - это сплав типа NiCrAl или MCrAlY, где М - это Ni и/или Со.
Данный сплав в отличие от известного не оксидирован. Его получают в результате спекания, выполняемого в неокисляющей атмосфере (как это будет ясно из описания способа). Присутствие оксида или оксидов является вредным в том отношении, что эти оксиды способны придавать материалу абразивные свойства (вредные в отношении желаемой характеристики самосмазки). Эти свойства возникают только при неудовлетворительных условиях эксплуатации и во всех случаях остаются минимальными.
Согласно второму варианту материал по изобретению имеет в качестве основы керамику. В оптимальном варианте основой является керамика на основе циркония (ZrO2), оксида алюминия (Al2О3) или карбида кремния (SiC).
В отношении частиц твердой смазки - первого из трех указанных выше средств, которые могут придавать материалу способность к истиранию, можно привести следующие конкретные данные.
Частицы твердой смазки в общем случае могут представлять собой сферические или многогранные частицы, имеющие эквивалентный диаметр в диапазоне от 5 до 100 мкм. Они распределены предпочтительно равномерно в объеме материала. В оптимальном варианте частицы твердой смазки находятся в материале в изолированном положении.
Однако не исключается, что эти частицы могут группироваться и образовывать малые колонии. Эти колонии, очевидно, должны оставаться малыми для обеспечения гомогенности материала. Такие малые колонии могут иметь эквивалентный диаметр максимум 200 мкм. Для специалиста в данной области будет понятно, что способ получения материала по изобретению может быть оптимизирован для снижения до минимума и устранения возможности формирования таких колоний или агломератов.
В общем случае частицы твердой смазки входят в количестве, большем или равном 10% объема материала. Очевидно, что их вводят в необходимом количестве (≥10% объема) для получения желаемого эффекта (придания материалу способности к истиранию), но также в разумных пределах (в общем случае≥40% объема) для того, чтобы они не слишком снижали механические свойства материала. В оптимальном варианте эти частицы входят в состав материала в концентрации от 20 до 30% общего объема.
Эти частицы твердой смазки в общем случае представляют собой частицы нитрида бора (BN) или графита. Эти два типа частиц могут входить в матрицу из керамики или сплава на основе кобальта, не содержащего никель. Если сплав матрицы содержит никель, следует исключить ввод частиц нитрида бора в связи с проблемой совместимости: никель может вступать в реакцию с бором.
В отношении закрытых пор - второго из трех указанных выше средств, которые могут придавать материалу способность к истиранию, можно привести следующие конкретные данные.
Указанные поры являются закрытыми и придают материалу внутреннюю пористость ниже порога фильтрации. Таким образом, они не делают материал излишне хрупким и не допускают утечки через толщину данного материала.
В оптимальном варианте указанные поры имеют эквивалентный диаметр от 10 до 150 мкм, предпочтительно от 50 до 100 мкм.
В общем случае пористость, придаваемая данному материалу, составляет от 10 до 50% его объема.
В отношении поверхностных выемок - третьего из трех указанных выше средств, которые могут придавать материалу способность к истиранию, можно привести следующие конкретные данные.
В оптимальном варианте указанные выемки имеют эквивалентный диаметр от 0,5 до 3 мм. Эти выемки создают пустоты, по меньшей мере, на 40% площади поверхности материала.
В отношении приведенных конкретных количественных показателей одного или другого из трех названных средств следует отметить, что эти количественные данные очевидным образом зависят от конкретного примера использования средства в качестве единственного или в комбинации с одним и/или двумя другими средствами. Эффект каждого из этих средств дополняется эффектом от других средств.
Согласно оптимальному варианту материал по изобретению, обладающий способностью к истиранию, является автоматически припаивающимся, т.е. заключает в себе эффективное количество частиц припоя. В общем случае это эффективное количество составляет от 1 до 10 мас.%. Что касается крупности этих частиц, можно указать, что их эквивалентный диаметр обычно составляет от 1 до 50 мкм, однако эти данные не являются ограничивающими.
Предпочтительно указанные частицы представляют собой частицы кремния. Они также могут быть частицами бора. В составе материала по изобретению могут одновременно находиться и частицы кремния, и частицы бора. Однако следует помнить, что бор может вступать в реакцию с никелем. Таким образом, частицы бора не должны входить в состав материала по изобретению на основе металлического сплава, содержащего никель. Они могут входить в состав материала на основе керамики или в состав материала, содержащего сплав на основе кобальта без никеля.
Ввод в материал по изобретению частиц материала припоя делает этот материал еще более интересным в аспекте его конечного назначения. Этот ввод в ходе способа получения пористого материала требует особо тщательного управления процессом, что, однако, остается в пределах компетенции специалиста в данной области.
На основе приведенного выше описания материала по изобретению для специалиста в данной области должны быть ясны его особенности и преимущества.
Материал по изобретению может быть получен методом порошковой металлургии. Способ получения такого материала на основе этого метода будет подробно описан далее.
В соответствии со своим вторым аспектом изобретение относится к использованию описанного материала, являющегося первым объектом изобретения. Более конкретно, изобретение относится:
- к изделиям, в частности, типа пластин (или плиток), как плоских, так и изогнутых (криволинейных), из этого материала; а также
- к корпусам, которые предназначены для размещения в них вращающихся деталей, которые работают при высокой температуре. Внутренние поверхности таких корпусов, по меньшей мере, частично облицованы (защищены) описанными пластинами, жестко соединенными с указанной внутренней поверхностью посредством пайки или автоматического припаивания.
Таким образом, изделия по изобретению в типичном случае представляют собой пластины, предназначенные для жесткого соединения с поверхностями. Однако в рамках изобретения не исключается, что данные изделия могут иметь другие формы и/или включаться в конструкции, отличные от указанных корпусов.
Корпуса в предпочтительном варианте являются корпусами компрессоров высокого давления, турбин низкого давления или турбин высокого давления в конструкции авиационных двигателей.
Эти корпуса обычно имеют цилиндрическую форму и их внутренние поверхности облицовывают криволинейными пластинами соответствующего радиуса кривизны.
Установка пластин на требуемое место на внутренней поверхности корпусов производится пайкой или автоматическим припаиванием в том случае, если эти пластины содержат в своей структуре достаточное количество материала припоя.
Еще одним изобретением, входящим в состав заявленной группы изобретений, является способ получения нового способного к износу истиранием материала, описанного выше. Указанный способ включает в себя следующие операции:
- приготавливают гомогенную смесь из порошкового материала металлического сплава или керамики и органического связующего, при этом указанная гомогенная смесь при необходимости дополнительно содержит эффективное количество частиц твердой смазки и/или частиц материала припоя;
- формуют указанную гомогенную смесь посредством прессования или литья под давлением в форме, которая при необходимости снабжена выступами, способными формировать поверхностные выемки;
- извлекают сформованную заготовку из формы;
- удаляют связующее из указанной заготовки;
- по меньшей мере, частично уплотняют освобожденную от связующего заготовку посредством спекания, причем это уплотнение заготовки на основе металлического сплава проводят в неокисляющей атмосфере;
при этом частицы твердой смазки и/или выступы формы и/или выполнение этапа частичного спекания придают материалу заданную способность к истиранию (за счет указанных частиц твердой смазки и/или поверхностных выемок, образованных с помощью указанных выступов, и/или пор, образованных в результате частичного спекания), а частицы материала припоя при их наличии придают ему способность к автоматическому припаиванию.
В зависимости от способа их приготовления порошковые материалы - порошковый материал на основе металлического сплава или керамики, частицы твердой смазки и/или, возможно, частицы материала припоя могут иметь морфологию сфер или многогранников, с тем чтобы они облегчали сохранение формы и уплотнение на заключительных этапах способа.
Порошковые материалы могут быть предварительно сплавлены или не сплавлены. В том случае, когда в качестве связующего используют графит, он должен быть предварительно агломерирован таким образом, чтобы хорошо смешиваться с порошковым материалом металлического сплава или керамики, частицами твердой смазки и со связующим.
Порошковый материал на основе металлического сплава или керамики является исходным материалом для матрицы, которая обеспечивает свойства механической прочности всего материала. Его частицы, или зерна, предпочтительно имеют эквивалентный диаметр от 10 до 70 мкм для зерен металлического сплава (на основе никеля и/или кобальта) и от 1 до 20 мкм для зерен керамики (например, на основе ZrO2, Al2О3 или SiC).
Частицы твердой смазки при их наличии обеспечивают, по меньшей мере частично, способность к истиранию. В общем случае они вводятся в указанном выше количестве (≥10% окончательного объема материала) и имеют указанную выше крупность (эквивалентный диаметр от 5 до 100 мкм). Указанные частицы могут представлять собой зерна нитрида бора (в тех случаях, когда нет проблемы совместимости с никелем) и/или зерна графита в металлической оболочке. Более конкретно, они могут содержать зерна нитрида бора, имеющие эквивалентный диаметр от 5 до 30 мкм, и/или зерна графита в металлической оболочке, имеющие эквивалентный диаметр от 30 до 90 мкм. Очевидно, что материал оболочки должен быть совместим с матрицей, в массу которой вводятся зерна твердой смазки.
Частицы материала припоя в том случае, когда они введены в эффективном количестве, придают готовому материалу способность к автоматическому припаиванию. Выше было указано, что эффективное количество этих частиц составляет в общем случае от 1 до 10 мас.%, причем они имеют эквивалентный диаметр от 1 до 50 мкм, а предпочтительным материалом припоя является кремний.
Вводимое органическое связующее является традиционным, например, типа воска с полимером (а именно с полипропиленом).
В оптимальном варианте осуществления гомогенную смесь порошкового материала, вводимых в состав материала частиц и связующего приготавливают следующим образом:
- смешивают указанный порошковый материал и вводимые в конкретном случае частицы (предварительно смешанные между собой в холодном состоянии) с указанным связующим при температуре от 150 до 200°С.При этой температуре связующее должно иметь адекватную вязкость;
- остужают указанную смесь до затвердевания;
- измельчают затвердевшую смесь.
Полученную гомогенную смесь, в оптимальном варианте полученную в виде измельченной массы, далее формуют для придания желаемой формы (обычно формы пластины, плоской или криволинейной, т.е. соответственно изогнутой). Для придания желаемой формы (формообразования) может использоваться способ прессования или литья под давлением в соответствующей форме, которая воспроизводит желаемую форму заготовки в масштабе больше 1 (для компенсации усадки на заключительных этапах уплотнения). В оптимальном варианте эта форма содержит двойную оболочку, позволяющую нагревать или охлаждать формуемую массу для упрощения заполнения формы, схватывания связующего и/или извлечения из формы. Этот этап формообразования позволяет получить желаемую геометрию изделия. Если форма имеет выступы, этот этап позволяет образовать поверхностные выемки на поверхности сформованного изделия.
Операцию формообразования предпочтительно выполняют посредством литья под давлением (ЛПД), например, в следующих условиях: температура от 150 до 200°С, продолжительность от 15 до 60 с.
За этой операцией формообразования известным образом следуют операции извлечения из формы и удаления связующего.
Удаление связующего очевидным образом выполняют с учетом природы связующего. В оптимальном варианте его проводят в два этапа. Согласно этому оптимальному варианту удаление связующего содержит следующие последовательные операции:
- первую - химическую обработку, имеющую целью удаление связующего из заготовки, извлеченной из формы, и создание в ее массе сети микроканалов. Такая первая - химическая обработка может проводиться с использованием гексана (растворителя связующего) в жидкой фазе, затем в фазе паров;
- вторую - термическую обработку, которая дополняет и завершает удаление связующего, начатое химическим путем. Эту вторую операцию (термообработку) в общем случае выполняют при температуре от 110 до 450°С (в оптимальном варианте с медленной скоростью повышения температуры) под защитой соответствующего газа (в восстановительной атмосфере, например в водороде). Эта вторая - термическая обработка, которая завершает удаление связующего, в оптимальном варианте имеет целью предварительное спекание заготовки. Температуры предварительного спекания в общем случае составляют от 500 до 1200°С. При выполнении такого предварительного спекания заготовке придают скелетную структуру. Таким образом, термообработка может содержать несколько этапов и продолжаться от 10 до 50 ч. В любом варианте осуществления она проводится с учетом конкретного материала и толщины формуемого изделия.
Последний этап заключается в полном или частичном уплотнении извлеченного из формы изделия. Частичное уплотнение посредством частичного спекания проводят с целью создания внутренней пористости готового материала. Выше было показано, что такая пористость может быть задана для достижения желаемой способности к истиранию. Понятно, что пористость может быть ненужной, если в соответствии с изобретением способность к истиранию базируется на использовании частиц твердой смазки и/или на наличии поверхностных выемок. Для специалиста в данной области понятно, каким образом следует управлять процессом спекания в функции заданной пористости посредством регулирования скоростей повышения и понижения температуры, длительности плоских участков на графике температуры и значения пороговой температуры. Диапазон температур спекания в общем случае составляет от 1100 до 1500°С, чаще от 1100 до 1350°С.
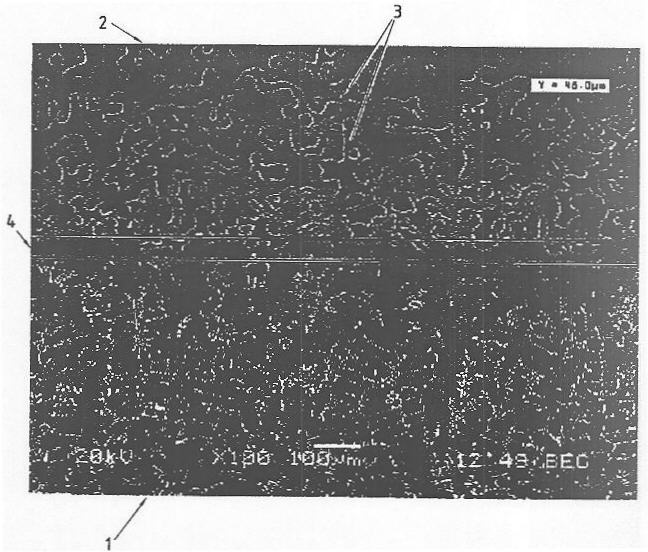
Указанное спекание проводят в неокисляющей атмосфере, в общем случае под вакуумом или под низким парциальным давлением соответствующего защитного газа (например, аргона или водорода; участие водорода в особенности предпочтительно равномерно, их объемная концентрация составляет 30%. На шлифе показаны: пластина 1, на которой автоматически напаян материал 2 по изобретению, и закрытые поры 3 (темные зоны) в структуре этого материала. Зона припаивания обозначена позицией 4.
Данный материал в соответствии с изобретением был получен в результате осуществления способа, описанного в нижеследующем примере.
Пример
На первом этапе приготавливали гомогенную смесь двух металлических порошковых материалов посредством простого смешивания. Эту смесь можно также приготавливать способом механосинтеза. Эти порошковые материалы представляли собой:
- порошок CoNiCrAlY (состав в мас.%: Со 38%, Ni 32%, Cr 22%, Al 7,5%, Y 0,5%), содержащий зерна эквивалентного диаметра 35 мкм, в количестве 98% массы смеси;
- порошок кремния, содержащий зерна эквивалентного диаметра 10 мкм, в количестве 2% массы смеси.
Затем к этой гомогенной смеси добавляли органическое связующее в виде воска с полипропиленом. Связующее вводили в количестве 35% общего объема на 65% объема смеси порошковых материалов.
Смесь нагревали до 180°С до пастообразного состояния идеальной гомогенности.
Затем массу охлаждали, резали и в заключение дробили для получения измельченной массы.
Полученную измельченную массу вводили в машину для литья под давлением и нагревали до 180°С.
Нагретую смесь инжектировали в полость металлической формы, имеющую соответствующий контур (форму пластины).
По истечении 1 минуты форму открывали и извлекали сформованное изделие.
Удаление связующего проводили в два этапа в водороде. На первом этапе проводили химическую обработку гексаном до почти полного удаления воска. На втором этапе выполняли пиролиз полипропилена в водородной атмосфере. Температуру медленно повышали до 400°С и затем поддерживали эту температуру в течение 2 ч.
После выдерживания изделие при постоянной температуре 400°С температуру медленно повышали до 1000°С. Ее выдерживали на этом уровне в течение 10 мин для предварительного спекания сформованного изделия. Этот цикл предварительного спекания (в водороде) продолжался 32 ч.
Предварительно спеченное изделие охлаждали.
Затем его закрепляли на подложке посредством точечной пайки.
На этой подложке изделие подвергали термической обработке под вакуумом для обеспечения последовательного его частичного уплотнения (в данном случае требовалось получить пористый материал) и затем автоматического припаивания.
Изделие на подложке выдерживали при температуре 1260°С в течение 2 ч для управляемого частичного уплотнения, затем оставляли на 1 ч на первом плоском участке температурного графика на уровне 1180°С и на 1 ч на втором плоском участке температурного графика на уровне 1160°С для того, чтобы способствовать диффузии материала в материал подложки.
На шлифе ясно видна пористость материала готового изделия на подложке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОТНЫЙ САМОСМАЗЫВАЮЩИЙСЯ МАТЕРИАЛ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И МЕХАНИЧЕСКОЕ ИЗДЕЛИЕ ИЗ ЭТОГО МАТЕРИАЛА | 2003 |
|
RU2320739C2 |
| СМЕСЬ ПОРОШКОВ, ПРИГОДНАЯ ДЛЯ ФРИТИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ТВЕРДОГО САМОСМАЗЫВАЮЩЕГОСЯ МАТЕРИАЛА | 2006 |
|
RU2407608C2 |
| ПОРОШКООБРАЗНЫЙ МАТЕРИАЛ ДЛЯ ИСТИРАЕМЫХ ПОКРЫТИЙ И ИСТИРАЕМОЕ ПОКРЫТИЕ | 2003 |
|
RU2342222C2 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ УПЛОТНИТЕЛЬНОГО ПОКРЫТИЯ | 2005 |
|
RU2303649C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ КАРБИДА БОРА | 2009 |
|
RU2515663C2 |
| ЛИСТ ТВЕРДОГО МЕТАЛЛИЧЕСКОГО ПРИПОЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2317185C2 |
| СПОСОБ ВЫРАВНИВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ, ИЗГОТОВЛЕННОЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С КЕРАМИЧЕСКОЙ МАТРИЦЕЙ | 2009 |
|
RU2520108C2 |
| МОДУЛЬНОЕ БУРОВОЕ ДОЛОТО С НЕПОДВИЖНЫМИ РЕЖУЩИМИ ЭЛЕМЕНТАМИ, КОРПУС ДАННОГО МОДУЛЬНОГО БУРОВОГО ДОЛОТА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2432445C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО МАТЕРИАЛА И СВЕРХТВЕРДЫЙ МАТЕРИАЛ НА ОСНОВЕ ПЕНТАБОРИДА ВОЛЬФРАМА | 2018 |
|
RU2698827C1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ СЕГМЕНТОВ НА ОСНОВЕ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2296041C2 |
Изобретение относится к порошковой металлургии, в частности к материалу, способному к износу истиранием, состоящему из металлического сплава на основе никеля и/или кобальта, не содержащего оксиды, или из керамики. Материал содержит закрытые поры с эквивалентным диаметром 50-100 мкм и/или выемки на поверхности. Для получения материала готовят гомогенную смесь из порошкового и органического связующего. При необходимости дополнительно вводят эффективное количество частиц твердой смазки и/или частиц материала припоя. Смесь формуют прессованием или литьем под давлением в форме, которая при необходимости снабжена выступами. Из сформованной заготовки удаляют связующее и, по меньшей мере, частично уплотняют посредством спекания в неокисляющей атмосфере. Полученный материал обладает хорошей способностью к истиранию, стойкостью к рабочим температурам и эрозии. 4 н. и 13 з.п. ф-лы, 1 ил.
распределенные в объеме материала закрытые поры, придающие указанному материалу пористость ниже порога фильтрации, имеющие эквивалентный диаметр от 50 до 100 мкм; и/или
распределенные по поверхности материала выемки, стенки которых предназначены для износа истиранием.
выступами, способными формировать поверхностные выемки; извлечение сформованной заготовки из формы; удаление связующего из указанной заготовки; по меньшей мере, частичное уплотнение освобожденной от связующего заготовки посредством спекания, причем это уплотнение заготовки на основе металлического сплава проводят в неокисляющей атмосфере, при этом получают материал, в котором частицы твердой смазки и/или выступы формы, и/или частичное спекание придают материалу заданную способность к истиранию, а частицы материала припоя, при их наличии, придают ему способность к автоматическому припаиванию.
| US 3879831 А, 29.04.1975 | |||
| Спеченный материал | 1972 |
|
SU451771A1 |
| US 4299865 А, 10.11.1981 | |||
| Машина ударного действия | 1987 |
|
SU1456554A1 |

