Данное изобретение относится к реакторным системам. Еще один аспект данного изобретения относится к применению реакторных систем в производстве этиленоксида.
Этиленоксид представляет собой важный промышленный химикат, используемый в качестве исходного сырья для получения таких химикатов как этиленгликоль, простые эфиры этиленгликоля, алканоламины и детергенты. Один способ производства этиленоксида осуществляется посредством катализируемого частичного окисления этилена кислородом. В данном способе поток исходного сырья, содержащий этилен и кислород, пропускают над слоем катализатора, содержащегося в зоне реакции, которая поддерживается при определенных условиях реакции. В типичном случае реактор окисления этилена находится в виде множества параллельных удлиненных трубок, которые заполнены частицами катализатора на носителе для образования уплотненного слоя, содержащегося внутри трубок реактора. Носители могут быть любой формы, такие как, например, сферы, шарики, кольца и таблетки. Одной особенно желательной формой носителя является полый цилиндр.
Одной проблемой, связанной с применением уплотненного слоя частиц катализатора на носителе в виде полого цилиндра в зоне реакции окисления этилена является трудность в создании подходящего баланса между перепадом давления, который происходит через слой катализатора во время осуществления этиленоксидного процесса, и плотностью упаковки слоя катализатора. Эффективность катализатора в целом улучшается с увеличением плотности упаковки катализатора в реакционных трубках окисления этилена; однако нежелательные увеличения перепада давления через реактор в общем случае сопровождают увеличенную плотность упаковки катализатора.
В производстве этиленоксида посредством частичного окисления этилена является желательным использование реакторной системы с уплотненным слоем катализатора, имеющим высокую плотность упаковки, но с минимизированным перепадом давления через уплотненный слой катализатора.
Таким образом, задачей данного изобретения является создание реакторной системы, пригодной для применения в каталитическом частичном окислении этиленоксида, которая имеет уплотненный слой катализатора с высокой плотностью упаковки, но все еще обеспечивает подходящий низкий перепад давления в процессе ее эксплуатации.
Другие аспекты, задачи и некоторые преимущества данного изобретения станут более очевидными в свете следующего раскрытия.
В одном аспекте данное изобретение может быть определено как реакторная система, содержащая
удлиненную трубку, имеющую длину трубки и диаметр трубки, которые определяют зону реакции; причем внутри зоны реакции содержится уплотненный слой имеющего определенную форму материала носителя; при этом формованный материал носителя имеет геометрическую конфигурацию полого цилиндра, определенную номинальной длиной, номинальным внешним диаметром и номинальным внутренним диаметром таким образом, что отношение номинальной длины к номинальному внешнему диаметру находится в интервале от 0,5 до 2, и дополнительно таким образом, что
когда диаметр трубки менее 28 мм, отношение номинального внешнего диаметра к номинальному внутреннему диаметру превышает 2,3 и отношение диаметра трубки к внешнему диаметру находится в интервале от 1,5 до 7, и
когда диаметр трубки равен, по меньшей мере, 28 мм, отношение номинального внешнего диаметра к номинальному внутреннему диаметру превышает 2,7 и отношение диаметра трубки к внешнему диаметру находится в интервале от 2 до 10.
В еще одном аспекте данное изобретение можно определить как реакторная система, содержащая
удлиненную трубку, имеющую длину трубки и диаметр трубки, которые определяют зону реакции; причем внутри зоны реакции содержится уплотненный слой имеющего определенную форму материала носителя; при этом формованный материал носителя имеет геометрическую конфигурацию полого цилиндра, определенную номинальной длиной, номинальным внешним диаметром и номинальным внутренним диаметром таким образом, что
отношение номинальной длины к номинальному внешнему диаметру находится в интервале от 0,5 до 2 и
отношение номинального внешнего диаметра к номинальному внутреннему диаметру обеспечивает положительный результат теста, как определено далее, и дополнительно таким образом, что
отношение диаметра трубки к номинальному внешнему диаметру находится в интервале от 1,5 до 7, когда диаметр трубки менее 28 мм, и в интервале от 2 до 10, когда диаметр трубки равен, по меньшей мере, 28 мм.
В данном описании "положительный результат теста" определяется по снижению отношения численного значения перепада давления на единицу длины уплотненного слоя и численного значения плотности упаковки, причем данные численные значения получают посредством тестирования уплотненного слоя в турбулентном потоке газообразного азота при давлении 1,136 МПа (150 псиг) по отношению к сравнительному отношению численных значений, полученных идентичным образом, за исключением того, что геометрическая конфигурация полого цилиндра того же материала носителя определяется номинальным внешним диаметром 6 мм и номинальным внутренним диаметром 2,6 мм, когда диаметр трубки меньше 28 мм, и номинальный внешний диаметр равен 8 мм, а номинальный внутренний диаметр равен 3,2 мм, когда диаметр трубки равен, по меньшей мере, 28 мм, и дополнительно отношением номинальной длины к номинальному внешнему диаметру, равным 1.
В соответствии с еще одним аспектом данного изобретения способ производства этиленоксида включает этапы, на которых осуществляют введение в реакторную систему в соответствии с данным изобретением исходного сырья, содержащего этилен и кислород, и удаление из реакторной системы реакционного продукта, содержащего этиленоксид и непрореагровавший этилен, если он есть, где внутри зоны реакции находится каталитическая система на носителе, которая включает в себя каталитический компонент на носителе из формованного материала носителя, имеющего геометрическую конфигурацию полого цилиндра.
Дополнительно данное изобретение предоставляет способ применения этиленоксида для получения этиленгликоля, простого эфира этиленгликоля или 1,2-алканоламина, включающий в себя преобразование этиленоксида в этиленгликоль, простой эфир этиленгликоля или 1,2-алканоламин, в котором этиленоксид получают способом получения этиленоксида в соответствии с данным изобретением.
Используемые в настоящем описании в контексте геометрической конфигурации полого цилиндра термины "внутренний диаметр" и "диаметр отверстия" имеют одинаковое значение и применяются в данном описании взаимозаменяемо. Так же используемые в настоящем описании термины "носитель" и "основа" имеют одинаковое значение и применяются в данном описании взаимозаменяемо.
На фиг.1 изображены некоторые аспекты реакторной системы по данному изобретению, которая содержит трубку, имеющую длину, которая заполнена уплотненным слоем, содержащим формованный материал носителя каталитической системы;
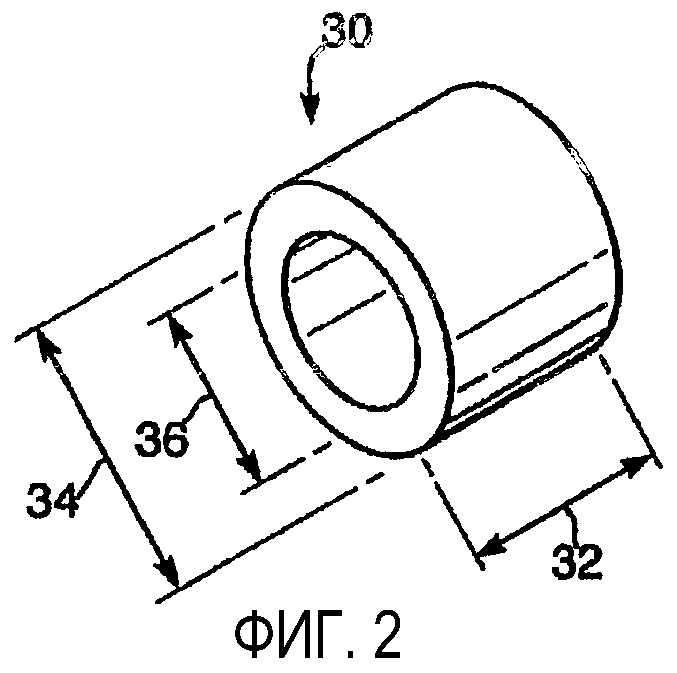
на фиг.2 изображен формованный материал носителя каталитической системы по данному изобретению, который имеет геометрическую конфигурацию полого цилиндра и физические измерения, которые характеризуют формованный материал носителя;
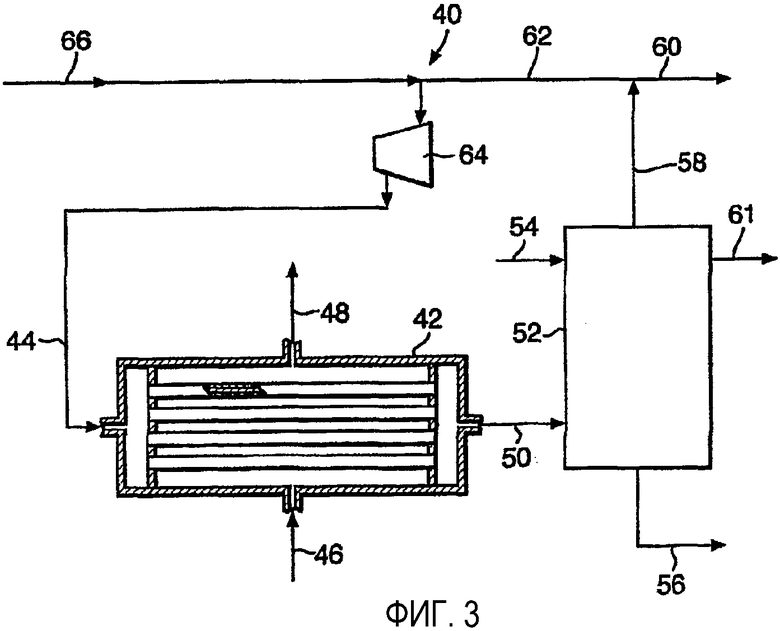
фиг.3 представляет собой схематическое представление способа производства этиленоксида, который включает некоторые новые аспекты данного изобретения;
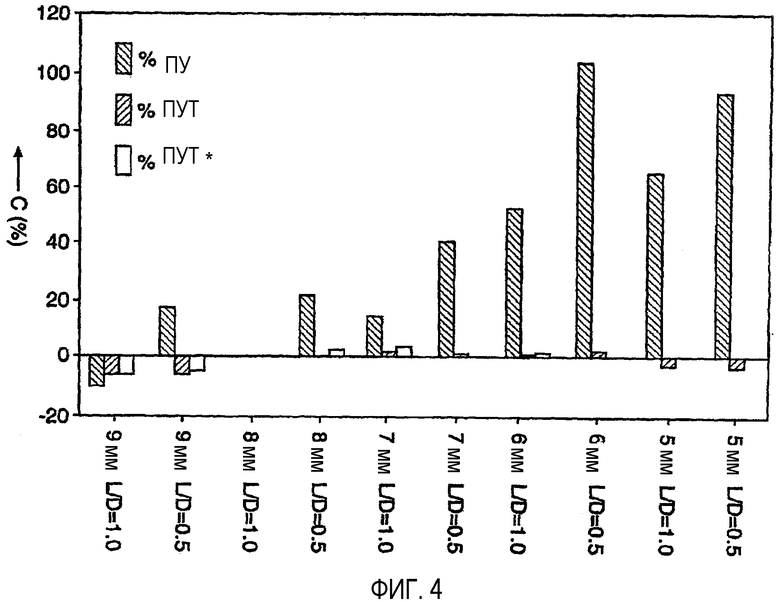
фиг.4 представляет данные по изменениям ("C(%)") перепада давления ("% ПД") и плотности упаковки трубки ("ПУТ"; "% ПУТ*" представляют удвоенные данные), полученные в результате использования различных размеров (внешних диаметров) материала носителя в виде полого цилиндра с различными отношениями длины к диаметру ("Дл/Д") в реакторной трубке диаметром 39 мм относительно применения стандартного 8-мм материала носителя в виде полого цилиндра;
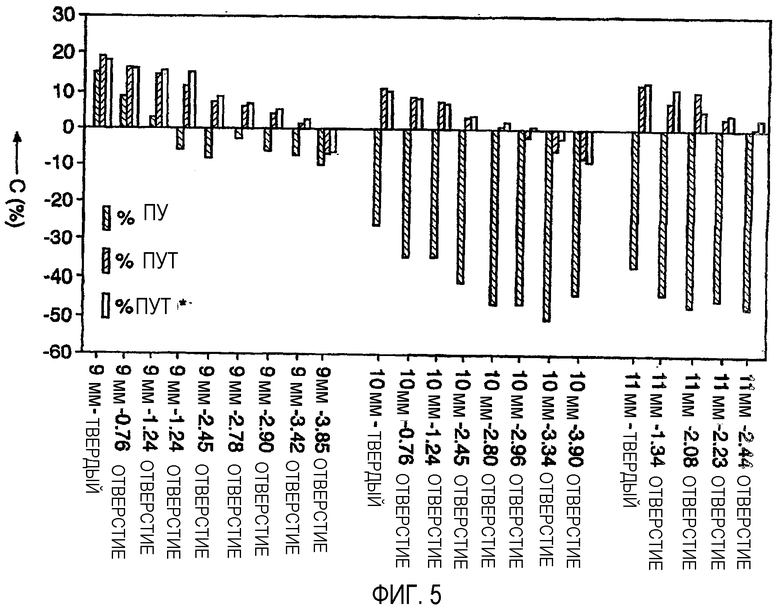
фиг.5 представляет данные по изменениям ("C(%)") перепада давления ("% ПД") и плотности упаковки трубки ("ПУТ"; "% ПУТ*" представляют удвоенные данные), полученные в результате использования различных размеров (внешних диаметров) материала носителя в виде полого цилиндра, имеющего отношение номинальной длины к диаметру, равное 1,0, и различные диаметры отверстия ("ОТВЕРСТИЕ" обозначено в мм) в реакторной трубке диаметром 39 мм относительно применения стандартного 8-мм материала носителя в виде полого цилиндра;
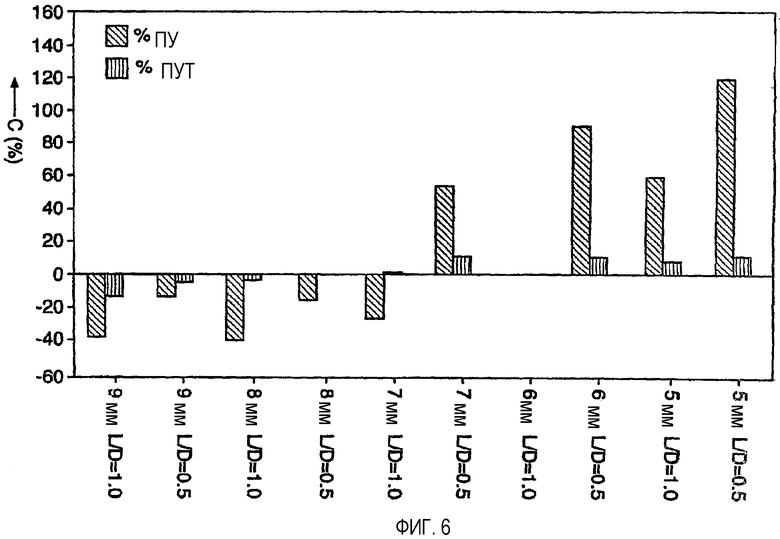
фиг.6 представляет данные по изменениям ("C(%)") перепада давления ("% ПД") и плотности упаковки трубки ("ПУТ"; "% ПУТ*" представляют удвоенные данные), полученные в результате использования различных размеров (внешних диаметров) материала носителя в виде полого цилиндра с различными отношениями длины к диаметру ("Дл/Д") в реакторной трубке диаметром 21 мм относительно применения стандартного 6-мм материала носителя в виде полого цилиндра;
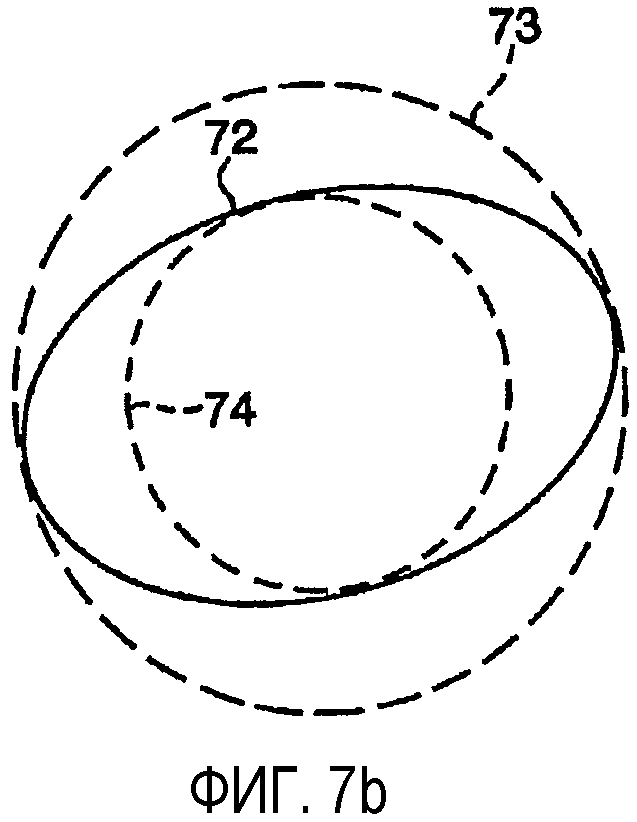
на фиг.7 изображены поперечные разрезы внешних периметров (а) формованного материала носителя, являющегося идеальным цилиндром, и (b) поперечный разрез формованного материала носителя, являющегося отклонением от идеального цилиндра.
Один способ производства этиленоксида осуществляют посредством катализируемого частичного окисления этилена кислородом. Способ описан в общих чертах в Kirk-Othmer, Encyclopedia of Chemical Technology, Volume 9, pp.432-471, John Wiley, London/New York 1980. Общепринятые реакторные системы окисления этилена являются пригодными для использования в настоящем изобретении, и они включают множество параллельных удлиненных трубок, которые имеют внутренние диаметры в интервале от 20 мм до 60 мм и длины в интервале от 3 до 15 мм. Также возможны более крупные трубки для применения в реакторной системе окисления этилена. Трубки являются обычно пригодными для применения в теплообменниках кожухотрубного типа и формируются в пучок для размещения в кожухе теплообменника. Трубки уплотняются любым подходящим катализатором окисления этилена, который обеспечивает частичное окисление этилена кислородом до этиленоксида. Межтрубная зона теплообменника обеспечивает прохождение среды теплопереноса для удаления теплоты реакции в результате окисления этилена и для управления температурой реакции внутри трубок, содержащих катализатор окисления этилена.
Поток исходного сырья, содержащий этилен и кислород, вводят в трубки реакторной системы, в которой поток исходного сырья контактирует с катализатором окисления этилена, типично при температуре в интервале от 50°С до 400°С и типично при давлении в интервале от 0,15 МПа до 3 МПа.
Каталитическая система, применяемая в типовых способах производства этиленоксида, описанных выше, представляет собой каталитические системы на носителе, которые включают материал основы или носителя, на который осаждается или в который импрегнируют каталитический компонент и, если желательно, компонент промотора катализатора или компоненты.
Реакторная система по данному изобретению может применяться в окислении этилена до этиленоксида и включает комбинацию реакторной трубки и формованного материала носителя, который предпочтительно является каталитической системой. Уникальная геометрия данной комбинации обеспечивает различные неожиданные преимущества способа.
Компонент каталитической системы реакторной системы по данному изобретению может включать формованный материал носителя, который является основой каталитического компонента. Необязательно формованный материал носителя также является основой одного или более компонентов промоторов катализатора или компонентов сопромоторов катализаторов. Предпочтительный каталитический компонент представляет собой серебро. Что касается компонента промотора, он может включать, например, редкоземельные металлы, магний, рений и щелочные металлы, такие как литий, натрий, калий, рубидий и цезий. Среди них предпочтительными являются рений и щелочные металлы, в особенности, высшие щелочные металлы, такие как литий, калий, рубидий и цезий. Наиболее предпочтительным среди высших щелочных металлов является цезий. Либо рениевый промотор может применяться без представленного промотора из щелочного металла, или промотор из щелочного металла может применяться без представленного рениевого промотора, или рениевый промотор и промотор из щелочного металла могут оба присутствовать в каталитической системе. В дополнение к вышеупомянутым промоторам в каталитической системе может присутствовать рениевый сопромотор. Такие сопромоторы могут включать серу, молибден, вольфрам и хром. Соединения промотора и сопромотора могут наноситься на материал носителя любым пригодным способом, например посредством импрегнирования, и в любом виде.
Материал носителя формованного материала носителя и каталитической системы может представлять собой любой коммерчески доступный термостойкий и пористый материал, подходящий для применения в качестве материала носителя для серебряного катализатора и компонентов промотора каталитической системы. Материалы носителя должны быть относительно инертными при условиях реакции, преобладающих в окислении этилена, и в присутствии применяемых химических соединений. Материал носителя может включать углерод, карборунд, карбид кремния, диоксид кремния, оксид алюминия и смеси на основе оксида алюминия и диоксида кремния. Предпочтительным является α-оксид алюминия, так как он имеет в высокой степени однородный диаметр пор. Данный материал носителя имеет в типичном случае удельную поверхность, равную от 0,1 до 10 м2/г, предпочтительно от 0,2 до 5 м2/г и более предпочтительно от 0,3 до 3 м2/г (измеренную хорошо известным способом B. E. T., см. Brunauer, Emmet and Teller in J. Am. Chem. Soc. 60 (1938) 309-316, который приведен в данном описании в качестве ссылки); в типичном случае удельный объем пор от 0,1 до 1,5 см3/г, предпочтительно от 0,2 до 1,0 см3/г и наиболее предпочтительно от 0,3 до 0,8 см3/г (измеренный хорошо известным способом адсорбции воды, который является ASTM C20); в типичном случае кажущуюся пористость от 20 до 120% по объему, предпочтительно от 40 до 80% по объему (измеренному способом адсорбции воды); в типичном случае средний диаметр пор от 0,3 до 15 мкм, предпочтительно от 1 до 10 мкм; и в типичном случае процентное содержание пор, имеющих диаметр от 0,03 до 10 мкм, равное, по меньшей мере, 50% по массе (измеренное интрузией ртути до давления 3,0·108 Па с использованием модели Micromeretics Autopore 9200 (угол контакта 130°, ртуть с поверхностным натяжением, равным 0,473 Н/м, и применяемая коррекция на сжатие ртути).
Серебряный компонент катализатора и компоненты промотора каталитической системы осаждаются на материале носителя или импрегнируют в материал носителя каталитической системы любым стандартным способом, известным в данной области. Каталитическая система должна в типичном случае иметь концентрацию серебра или металлического серебра в интервале от 2 массовых процентов до 30 массовых процентов или даже выше, например вплоть до 40 массовых процентов или вплоть до 50 массовых процентов, причем массовый процент основан на общей массе каталитической системы, включая массу материала носителя, массу каталитического компонента, т.е. металлического серебра, и массу компонента или компонентов промотора. В некоторых вариантах осуществления предпочтительно, чтобы серебряный компонент каталитической системы присутствовал при концентрации в интервале от 4 массовых процентов до 22 массовых процентов и наиболее предпочтительно от 6 до 20 массовых процентов. В других случаях предпочтительно, чтобы серебряный компонент каталитической системы присутствовал при концентрации в интервале от более 20 до менее 30 массовых процентов и более предпочтительно от 22 до 28 массовых процентов. Промотор или промоторы могут присутствовать в каталитической системе при концентрации в интервале от 0,003 массовых процентов до 1,0 массового процента, предпочтительно от 0,005 массовых процентов до 0,5 массовых процентов и наиболее предпочтительно от 0,01 до 0,2 массовых процентов.
Реакторная система по настоящему изобретению обеспечивает улучшенный баланс плотности упаковки трубки (ПУТ), также пористости слоя и задержки катализатора относительно перепада давления через уплотненный слой при использовании в способе производства этиленоксида по сравнению с общепринятыми системами. Важным аспектом данного изобретения является признание, что такое улучшение может быть получено, например, посредством изменения отношения номинального внешнего диаметра к номинальному внутреннему диаметру геометрической конфигурации полого цилиндра. Данный вывод действительно является неожиданным, поскольку катализаторы на основе материалов носителя в виде полого цилиндра используются в способах производства этиленоксида уже в течение многих лет, и большие усилия были затрачены для улучшения эффективности такого катализатора. Однако попытки улучшить эффективность данных катализаторов посредством модификации геометрии конфигурации полого цилиндра, по-видимому, не получили внимания.
В соответствии с данным изобретением улучшенный баланс, получают, например, посредством изменения, в типичном случае - увеличения отношения номинального внешнего диаметра к номинальному внутреннему диаметру геометрической конфигурации полого цилиндра, по сравнению с данным отношением для общепринятого материала носителя в виде полого цилиндра. Улучшенный баланс может быть обнаружен посредством сравнительного тестирования, как описано выше в данном документе, с применением материала носителя в виде полого цилиндра в сравнении со стандартным материалом носителя в виде полого цилиндра, имеющего общепринятые используемые размеры. При данном сравнительном тестировании материалы в типичном случае имеют такую же плотность материала. Иначе, различие в плотностях материала корректируют так, чтобы изменения в плотности упаковки трубки отражали изменения в задержке катализатора и пористости слоя. Положительный результат теста, как определено выше в данном описании, является показательным для улучшенного баланса. Примеры сравнительного тестирования представлены в примерах I-IV, приведенных далее в описании.
Улучшенный баланс плотности упаковки трубки (ПУТ) по отношению к перепаду давления через уплотненный слой может проявляться в различных внешних или качественных характеристиках, как будет очевидно из приведенного далее описания.
Реакторная система по настоящему изобретению включает уплотненный слой формованного материала носителя или каталитическую систему, имеющую плотность упаковки трубки более высокую, чем найдено в общепринятых реакторных системах. Во многих случаях желательно увеличить плотность упаковки трубки вследствие полученных в результате преимуществ в эффективности катализатора. Однако в целом ожидается, что для получения более высоких плотностей упаковки трубки перепад давления через уплотненный слой, при его использовании, будет увеличиваться по отношению к стандартным реакторным системам. Реакторная система по данному изобретению, с другой стороны, неожиданно обеспечивает меньшее инкрементное увеличение перепада давления через уплотненный слой, содержащийся внутри трубки реактора реакторной системы, чем ожидается, и, во многих случаях уменьшение перепада давления через уплотненный слой по сравнению с общепринятыми системами без соответствующей потери плотности упаковки трубки и во многих случаях с увеличением в плотности упаковки трубки.
Предпочтительно, чтобы реакторная система по данному изобретению включала уплотненный слой, имеющий плотность упаковки трубки, по меньшей мере, настолько высокую, как обнаруживают в общепринятых реакторных системах, но предпочтительно превышающую плотности упаковки трубки, наблюдаемые в общепринятых системах, которые при использовании проявляют перепады давления, которые снижаются вместе с вышеупомянутым увеличением плотности упаковки трубки.
Относительные геометрические параметры между диаметром трубки и формованными носителями и/или каталитическими системами являются важным признаком реакторной системы по данному изобретению, которая включает сочетание реакторной трубки, упакованной слоем формованных носителей, которое предпочтительно включает каталитические компоненты для обеспечения каталитических систем. Также является неожиданным, что более крупные носители относительно реакторной трубки могут быть загружены в виде уплотненного слоя внутри реакторной трубки для получения увеличения плотности упаковки трубки либо без наблюдения большего перепада давления через уплотненный слой, когда реакторная система используется, или с наблюдением инкрементного увеличения перепада давления, которое меньше, чем ожидается, особенно на основе некоторых инженерных корреляций, например корреляции Эргана, см. W.J. Beek and K.M.K. Muttzall, "Transport Phenomena", J. Wiley and Sons Ltd, 1975, p.114.
Более крупные носители и каталитические системы являются особенно желательными для применения в уплотненном слое реакторной системы по данному изобретению с уплотненным слоем, имеющим более высокую плотность упаковки трубки, чем ожидается для конкретного размера носителя или каталитической системы, но который не обеспечивает инкрементное понижение перепада давления при использовании и предпочтительно инкрементное понижение перепада давления по отношению к такому, который ожидают для реакторных систем с той же плотностью упаковки трубки. Дополнительным преимуществом может являться увеличение плотности упаковки трубки.
Для получения вышеописанных преимуществ реакторная система по настоящему изобретению должна иметь определенные геометрические соотношения. Также определено, что данные геометрические параметры находятся под влиянием диаметров реакторных трубок и, таким образом, относительные геометрические параметры реакторной трубки и формованные носители являются обычно различными для различных диаметров трубки. Для реакторных трубок, имеющих внутренний диаметр менее 28 мм, отношение внутреннего диаметра реакторной трубки и внешнего диаметра системы носителя должны находиться в интервале от 1,5 до 7, предпочтительно от 2 до 6 и наиболее предпочтительно от 2,5 до 5. Для реакторных трубок, имеющих внутренний диаметр, превышающий 28 мм, отношение внутреннего диаметра реакторной трубки и внешнего диаметра носителя катализатора должны находиться в интервале от 2 до 10, предпочтительно от 2,5 до 7,5 и наиболее предпочтительно от 3 до 5.
Отношение внешнего диаметра к внутреннему диаметру или диаметру отверстия носителя каталитической системы является еще одним важным признаком реакторной системы по данному изобретению. Для реакторных трубок, имеющих внутренний диаметр менее 28 мм, отношение внешнего диаметра к диаметру отверстия или внутреннему диаметру носителя каталитической системы может находиться в интервале от 2,3 до 1000, предпочтительно от 2,6 до 500 и наиболее предпочтительно от 2,9 до 200. Для реакторных трубок, имеющих внутренний диаметр, превышающий 28 мм, отношение внешнего диаметра к диаметру отверстия или внутреннему диаметру носителя каталитической системы может находиться в интервале от 2,7 до 1000, предпочтительно от 3 до 500 и наиболее предпочтительно от 3,3 до 250.
В то время, как является важным, чтобы диаметр отверстия формованного материала носителя был относительно малым, также важно, чтобы внутреннее отверстие носителя имело, по меньшей мере, некоторый размер. Было обнаружено, что объем пор, определяемый диаметром отверстия, обеспечивает некоторые преимущества при производстве катализатора и для его каталитических свойств. Не ограничиваясь какой-либо конкретной теорией, полагают, однако, что объем пор, обеспеченный диаметром отверстия полого цилиндра, позволяет осуществить улучшенное осаждение каталитического компонента на носитель, например импрегнированием, и улучшенные дополнительные манипуляции, такие как сушка. Преимущество применения относительно небольшого диаметра отверстия также состоит в том, что формованный материал носителя имеет большую прочность на раздавливание по отношению к материалу носителя, имеющего более крупный диаметр отверстия. Предпочтительно иметь, по меньшей мере, по одному концу отверстия, в типичном случае - по обоим концам - диаметр отверстия, равный, по меньшей мере, 0,1 мм, более предпочтительно, по меньшей мере, 0,2 мм. Предпочтительно диаметр отверстия равен, по меньшей мере, 5 мм и предпочтительно вплоть до 2 мм, например 1 мм или 1,5 мм.
Дополнительный важный признак реакторной системы по данному изобретению заключается в том, что носитель каталитической системы уплотненного слоя реакторной системы по данному изобретению имеет отношение длины к внешнему диаметру в интервале от 0,5 до 2,0, предпочтительно от 0,8 до 1,5 и наиболее предпочтительно от 0,9 до 1,1.
Суммарные данные желательных интервалов для геометрических размеров реакторной системы по данному изобретению представлены в таблицах 1 и 2. Таблица 1 представляет относительные геометрические параметры формованных носителей для реакторных трубок, имеющих диаметры, меньшие 28 мм. Таблица 2 представляет относительные геометрические параметры формованных носителей для реакторных трубок, имеющих диаметры, равные, по меньшей мере, 28 мм. Меньшие реакторные трубки могут иметь диаметры трубки, которые находятся в интервале вниз до 21 мм или даже еще меньше, например 20 мм. Таким образом, диаметр трубки меньших реакторных трубок реакторной системы по настоящему изобретению может находиться в интервале от 20 мм или 21 мм до менее чем 28 мм. Более крупные реакторные трубки могут иметь диаметры трубки, которые находятся в интервале вверх до 60 мм или даже больших. Таким образом, диаметр трубки более крупных реакторных трубок реакторной системы по настоящему изобретению может находиться в интервале от 28 мм до 60 мм.
Для диаметров трубки в интервале от 28 мм до 60 мм, в особенности, когда диаметр трубки равен 39 мм, отношение номинального внешнего диаметра к номинальному внутреннему диаметру носителя предпочтительно равно:
по меньшей мере, 4,5, когда внешний диаметр находится в интервале от 10,4 мм до 11,6 мм; или
больше 3,4, конкретно, по меньшей мере, 3,6, когда внешний диаметр находится в интервале от 9,4 мм до 10,6 мм; или
по меньшей мере, 2,6, конкретно, в интервале от 2,6 до 7,3, когда внешний диаметр находится в интервале от 8,4 мм до 9,6 мм.
Геометрические параметры реакторной системы по данному изобретению для реакторных трубок, имеющих диаметры трубки менее 28 мм
Геометрические параметры реакторной системы по данному изобретению для реакторных трубок, имеющих диаметры трубки, равные, по меньшей мере, 28 мм
Реакторная трубка может быть любой длины, которая эффективно обеспечивает необходимое время контакта в зоне реакции между исходными реагентами каталитической системы для получения желательного продукта реакции. В общем случае, как отмечено выше, длина реакторной трубки будет превышать 3 м, и предпочтительно она находится в интервале от 3 м до 15 м. Полная длина реакторной трубки может быть упакована каталитической системой, или любая часть реакторной трубки может быть упакована каталитической системой для обеспечения, таким образом, уплотненного слоя каталитической системы, имеющей глубину слоя. Таким образом, глубина слоя может превышать 3 м, и предпочтительно она находится в интервале от 3 метров до 15 метров.
В нормальной практике данного изобретения основная часть уплотненного слоя реакторной системы по данному изобретению содержит формованный материал носителя, имеющий геометрические параметры, как приведено в данном описании. Таким образом, в типичном случае уплотненный слой реакторной системы будет преобладающим образом, что составляет, по меньшей мере, 50 процентов, содержать каталитическую систему, имеющую специфически определенные геометрические параметры, и, конкретно, по меньшей мере, 80 процентов уплотненного слоя катализатора будет содержать специфически определенную каталитическую систему, но предпочтительно, по меньшей мере, 85 процентов и наиболее предпочтительно 90 процентов. При ссылке на процент уплотненного слоя, который содержит каталитическую систему, данное будет означать отношение общего числа индивидуальных частиц каталитической системы, имеющих конкретные размеры, описанные здесь, к общему числу частиц каталитической системы, содержащихся в уплотненном слое, умноженное на 100. В еще одном варианте осуществления при ссылке на процент уплотненного слоя, который содержит каталитическую систему, данное будет означать отношение насыпного объема частиц каталитической системы, имеющих конкретные размеры, описанные здесь, к насыпному объему всех частиц каталитической системы, содержащихся в уплотненном слое, умноженное на 100. В еще одном варианте осуществления при ссылке на процент уплотненного слоя, который содержит каталитическую систему, данное будет означать отношение массы частиц каталитической системы, имеющих конкретные размеры, описанные здесь, к массе всех частиц каталитической системы, содержащихся в уплотненном слое, умноженное на 100.
Плотность упаковки трубки слоя каталитической системы реакторной системы по данному изобретению может быть важным признаком данного изобретения, поскольку улучшения эффективности катализатора могут быть результатом увеличения плотности упаковки трубки, получаемой от использования уникальных геометрий реакторной системы по данному изобретению. В целом, плотность упаковки трубки уплотненного слоя каталитической системы зависит от внутреннего диаметра ассоциированной реакторной трубки и от свойств, например плотности, конкретного материала носителя, применяемого для образования формованного продукта.
Для меньших внутренних диаметров реакторной трубки плотность упаковки трубки уплотненного слоя может в целом быть меньше плотности упаковки трубки уплотненного слоя более крупных внутренних диаметров реакторной трубки. Таким образом, например, плотность упаковки трубки уплотненного слоя реакторной системы по данному изобретению, имеющей внутренний диаметр реакторной трубки, равный 21 мм, может быть такой низкой, но с превышением, как 550 кг на кубический метр, когда материал носителя преимущественно является α-оксидом алюминия. Для реакторных трубок, имеющих более крупный внутренний диаметр трубки, а также для трубок, имеющих меньший диаметр, желательно иметь настолько высокую плотность упаковки трубки, насколько достижимо, и все еще реализовывать преимущества изобретения. Такая плотность упаковки трубки, когда материал носителя преимущественно является α-оксидом алюминия, может превышать 650 кг на кубический метр или быть выше 700 кг на кубический метр или даже выше 850 кг на кубический метр. Предпочтительно плотность упаковки трубки превышает 900 кг на кубический метр и наиболее предпочтительно плотность упаковки трубки превышает 920 кг на кубический метр. Плотность упаковки трубки в общем случае будет менее 1200 кг на кубический метр и, более конкретно, менее 1150 кг на кубический метр.
На фиг.1 изображена реакторная система 10 по данному изобретению, содержащая удлиненную трубку 12 и уплотненный слой 14, находящийся в удлиненной трубке 12. Удлиненная трубка 12 имеет стенку трубки 16 с внутренней поверхностью трубки 18, в которой содержится уплотненный слой 14, и диаметр реакционной зоны 20. Удлиненная трубка 12 имеет длину трубки 22 и уплотненный слой 14, содержащийся в реакционной зоне, имеет глубину 24. Вне глубины слоя 24 удлиненная трубка 12 может содержать раздельный слой частиц некаталитического материала для, например, теплообмена с исходным сырьем и/или еще одним таким раздельным слоем для, например, теплообмена с продуктом реакции. Удлиненная трубка 12 дополнительно имеет входной конец трубки 26, в который может вводиться исходное сырье, содержащее этилен и кислород, и выходной конец трубки 28, из которого может удаляться продукт реакции, содержащий этиленоксид и этилен. Отмечают, что этилен в продукте реакции, если он содержится, представляет собой этилен исходного сырья, который проходит через зону реактора непреобразованным. Типичные значения конверсии этилена превышают 10 мольных процентов, но, в некоторых случаях, конверсия может быть меньше.
Уплотненный слой 14, содержащийся в зоне реакции, состоит из слоя каталитической системы на носителе 30, как изображено на фиг.2. Каталитическая система на носителе 30 имеет в общем случае геометрическую конфигурацию полого цилиндра с номинальной длиной 32, номинальным внешним диаметром 34 и номинальным внутренним диаметром или диаметром отверстия 36 в соответствии с данным изобретением.
Для специалиста в данной области техники является очевидным, что выражение "цилиндр" необязательно означает, что геометрическая конфигурация полого цилиндра включает в себя точный цилиндр. Подразумевают, что выражение "цилиндр" включает незначительные отклонения от точного цилиндра. Например, поперечный размер внешнего периметра геометрической конфигурации полого цилиндра, перпендикулярный к оси цилиндра, не является обязательно точным кругом 71, как изображено на фиг.7. Также, ось геометрической конфигурации полого цилиндра может быть приблизительно прямой, и/или внешний диаметр геометрической конфигурации полого цилиндра может быть приблизительно постоянным вдоль оси. Незначительные отклонения включают, например, случаи, когда внешний диаметр цилиндра может быть расположен в воображаемом трубообразном пространстве, определяемом двумя воображаемыми точными соаксильными цилиндрами с виртуально одинаковыми диаметрами, посредством чего диаметр воображаемого внутреннего цилиндра равен, по меньшей мере, 70%, более типично, по меньшей мере, 80%, в особенности, по меньшей мере, 90% диаметра воображаемого внешнего цилиндра, и воображаемые цилиндры выбираются таким образом, что отношение их диаметров равно наиболее возможно 1. В таких случаях полагают, что диаметр воображаемого внешнего цилиндра является внешним диаметром геометрической конфигурации полого цилиндра. На фиг.7 изображен поперечный разрез, осуществленный перпендикулярно к оси воображаемых цилиндров 73 и 74, внешний периметр 72 геометрической конфигурации полого цилиндра, воображаемый внешний цилиндр 73 и воображаемый внутренний цилиндр 74.
Аналогично для специалиста в данной области техники является очевидным, что отверстие геометрической конфигурации полого цилиндра не является обязательно в точности цилиндрическим, ось отверстия может быть приблизительно прямой, диаметр отверстия может быть приблизительно постоянным, и/или ось отверстия может быть смещена или находиться под углом по отношению к оси цилиндра. Если диаметр отверстия изменяется вдоль длины отверстия, считают, что диаметр отверстия является наибольшим диаметром у конца отверстия. Если отверстие не является в точности круговым в поперечном сечении, наиболее широкий размер считается диаметром отверстия. Также, объем пор, обеспечиваемый отверстием, может быть разделен на два или более отверстий, например 2, 3 или даже 4 или 5 отверстий; в таком случае диаметры отверстий являются такими, что общая сумма площадей поперечных сечений отверстий равна площади поперечного сечения единственного отверстия, имеющего диаметр, как обозначено в данном описании.
В предпочтительных вариантах осуществления геометрическая конфигурация полого цилиндра предназначена, чтобы быть цилиндром, имеющим отверстие вдоль оси цилиндра.
Следует понимать, что размеры геометрической конфигурации полого цилиндра являются номинальными и приблизительными, так как способы производства формованных агломератов не являются обязательно точными.
Именно уникальная геометрическая комбинация внутреннего диаметра трубки или диаметра реакционной зоны 20 и геометрических размеров каталитической системы на носителе 30 обеспечивает неожиданное снижение перепада давления, когда ее используют и по отношению к общепринятым системам, без значительного уменьшения плотности упаковки трубки. Во многих случаях и предпочтительно плотность упаковки трубки реакционной системы по данному изобретению является больше, чем для общепринятых систем, все еще обеспечивая в то же время снижение перепада давления при использовании.
Существенным геометрическим размером каталитической системы 30 является отношение номинальной длины 32 к номинальному внешнему диаметру 34. Данный размер детально описан выше.
Еще одним существенным геометрическим размером каталитической системы 30 является отношение номинального внешнего диаметра 34 к номинальному внутреннему диаметру 36. Данный размер детально описан выше.
Относительные размеры между каталитической системой 30 и удлиненной трубкой 12 являются важным аспектом данного изобретения, поскольку данные размеры определяют плотность упаковки трубки и характеристики перепада давления, связанные с реакторной системой 10. Данный размер детально описан выше.
Еще одним путем определения каталитической системы является ссылка на ее номинальные размеры. Для стандартного 8-мм катализатора, имеющего геометрическую конфигурацию полого цилиндра, внешний диаметр цилиндра номинально равен 8 мм, но может находиться в интервале от 7,4 мм до 8,6 мм. Длина цилиндра номинально равна 8 мм, но может находиться в интервале от 7,4 мм до 8,6 мм. Для использования в данном изобретении диаметр отверстия может быть равен, по меньшей мере, 0,1 мм или 0,2 мм и предпочтительно в интервале от 0,5 мм до 3,5 мм, более предпочтительно от 0,5 мм до менее 3 мм.
Для стандартного 9-мм катализатора, имеющего геометрическую конфигурацию полого цилиндра, внешний диаметр цилиндра обычно равен 9 мм, но может находиться в интервале от 8,4 мм до 9,6 мм. Длина цилиндра, в то время как номинально равна 9 мм, может находиться в интервале от 8,4 мм до 9,6 мм. Для использования в данном изобретении диаметр отверстия стандартного 9-мм катализатора может быть равен, по меньшей мере, 0,1 мм или 0,2 мм и предпочтительно находиться в интервале от 0,5 мм до 3,5 мм, более предпочтительно от 1,25 мм до 3,5 мм.
Для стандартного 10-мм катализатора, имеющего геометрическую конфигурацию полого цилиндра, внешний диаметр цилиндра обычно равен 10 мм, но может находиться в интервале от 9,4 мм до 10,6 мм. Длина цилиндра, в то время как номинально равна 10 мм, может находиться в интервале от 9,4 мм до 10,6 мм. Для использования в данном изобретении диаметр отверстия стандартного 10-мм катализатора может быть равен, по меньшей мере, 0,1 мм или 0,2 мм и предпочтительно находиться в интервале от 0,5 мм до 4,0 мм, более предпочтительно - от 0,5 мм до 3 мм, еще более предпочтительно от 0,5 мм до 2,8 мм.
Для стандартного 11-мм катализатора, имеющего геометрическую конфигурацию полого цилиндра, внешний диаметр цилиндра обычно равен 11 мм, но может находиться в интервале от 10,4 мм до 11,6 мм. Длина цилиндра, в то время как номинально равна 11 мм, может находиться в интервале от 10,4 мм до 11,6 мм. Для использования в данном изобретении диаметр отверстия стандартного 11-мм катализатора может быть равен, по меньшей мере, 0,1 мм или 0,2 мм и предпочтительно находиться в интервале от 0,5 мм до 3,5 мм, более предпочтительно от 0,5 мм до 2,5 мм.
Большая изменчивость в размерах каталитической системы обусловлена способом, посредством которого производится носитель в виде полого цилиндра. Способы производства являются известными в области производства каталитических носителей и включают такие стандартные способы как экструзионные способы и способы производства гранул.
Фиг.3 представляет собой схематическое представление, показывающее в общих чертах способ производства этиленоксида 40 с кожухотрубным теплообменником 42, который оборудован множеством реакторных систем, как показано на фиг.1. В типичном случае реакторная система по фиг.1 сгруппирована вместе с множеством других реакторных систем в пучок трубок для ввода в кожух кожухотрубного теплообменника.
Исходное сырье, содержащее этилен и кислород, загружают через трубопровод 44 в сторону трубки кожухотрубного теплообменника 42, где оно контактирует с каталитической системой, содержащейся в ней. Теплота реакции удаляется посредством использования текучей среды теплопереноса, такой как масло, керосин или вода, которые загружаются со стороны кожуха кожухотрубного теплообменника 42 посредством трубопровода 46, и теплопереносящая текучая среда удаляется из кожуха кожухотрубного теплообменника 42 через трубопровод 48.
Продукт реакции, содержащий этиленоксид, непрореагировавший этилен, непрореагировавший кислород и, необязательно, другие продукты реакции, такие как диоксид углерода и вода, выводится из трубок реакторной системы кожухотрубного теплообменника 42 через трубопровод 50 и проходит в разделительную систему 52. Разделительная система 52 обеспечивает разделение этиленоксида и этилена и, если присутствуют, диоксида углерода и воды. Экстракционная текучая среда, такая как вода, может применяться для разделения данных компонентов и вводится в разделительную систему 52 посредством трубопровода 54. Обогащенная экстракционная текучая среда выходит из разделительной системы 52 через трубопровод 56, в то время как непрореагировавшие этилен и диоксид углерода, если они присутствуют, выходят из разделительной системы 52 через трубопровод 58. Разделенный диоксид углерода выходит из разделительной системы 52 через трубопровод 61. Часть газового потока, проходящая через трубопровод 58, может быть удалена в виде продувочного потока через трубопровод 60. Остающийся газовый поток проходит через трубопровод 62 для рециркуляции компрессора 64. Поток исходного сырья, содержащий этилен и кислород, проходит через трубопровод 66 и объединяется с рециркуляционным этиленом, который проходит через трубопровод 62, и объединенный поток проходит для рециркуляции компрессора 64. Рециркуляционный компрессор 64 разгружается в трубопровод 44, посредством чего выгружаемый поток подводится к вводу со стороны трубки кожухотрубного теплообменника 42. Преимущественно разделительная система 52 работает таким образом, что количество диоксида углерода в потоке исходного сырья через трубопровод 44 является низким, например ниже 2 моль %, предпочтительно ниже 1 моль % или находится в интервале от 0,5 до 1 моль %.
Этиленоксид, полученный в способе эпоксидирования, может быть преобразован в этиленгликоль, простой эфир этиленгликоля или алканоламин.
Преобразование в этиленгликоль или простой эфир этиленгликоля может включать в себя, например, взаимодействие этиленоксида с водой, подходящим образом с использованием кислотного или основного катализатора. Например, для получения преимущественно этиленгликоля и в меньшей степени простого эфира этиленгликоля этиленоксид может взаимодействовать с десятикратным молярным избытком воды в жидкофазной реакции в присутствии кислотного катализатора, например 0,5-1,0 мас.% серной кислоты, в расчете от общей реакционной смеси при 50-70°С, при абсолютном давлении 100 кПа или в газофазной реакции при 130-240°С и абсолютном давлении 2000-4000 кПа предпочтительно в отсутствие катализатора. Если составная доля воды понижается, составная доля простых эфиров этиленгликоля в реакционной смеси увеличивается. Простые эфиры этиленгликоля, полученные таким образом, могут представлять собой диэфир, триэфир, тетраэфир или последующий эфир. Альтернативные простые эфиры этиленгликоля могут быть получены посредством преобразования этиленоксида спиртом, особенно первичным спиртом, таким как метанол или этанол, посредством замены, по меньшей мере, части воды спиртом.
Преобразование в алканоламин может включать в себя взаимодействие этиленоксида с амином, таким как аммиак, алкиламин или диалкиламин. Могут использоваться безводный или водный аммиак. Безводный аммиак в типичном случае применяется для создания благоприятных условий для получения моноалканоламина. Для способов, применяемых в преобразовании этиленоксида в алканоламин, может быть, например, приведен патент US-A-4845296, который включен в данное описание в качестве ссылки.
Этиленгликоль и простые эфиры этиленгликоля имеют большое разнообразие промышленных применений, например, в отраслях производства пищи, напитков, табака, косметики, термопластичных полимеров, отверждаемых каучуковых систем, детергентов, систем теплопереноса и т.д. Алканоламины могут применяться, например, при обработке природного газа ("очистке от кислых газов или соединений серы").
Следующие примеры предназначены для иллюстрации преимуществ настоящего изобретения и не предназначены для какого-либо ограничения объема изобретения.
Пример I
Данный пример I представляет методику тестирования, используемую для оценки характеристик перепада давления и плотности упаковки трубки реакторной системы по данному изобретению по отношению к стандартной реакторной системе.
Различные носители в форме полого цилиндра, имеющие различные размеры и геометрические параметры, тестируют в реакторной трубке промышленной длины с внутренним диаметром либо 39 мм или 21 мм. Реакторные трубки устанавливают для измерения разницы перепада давления через слой носителя. Определяют плотность упаковки трубки слоя носителя.
Конкретный носитель для тестирования загружают в реакторную трубку, применяя стандартный способ загрузки через воронку. Носитель взвешивают для определения его массы перед загрузкой в реакторную трубку. После загрузки реакторной трубки носителем используют источник воздуха с давлением 0,79 МПа (100 псиг) для осуществления продувки от пыли в течение 15 секунд. Измеряют высоту слоя носителя.
Плотность упаковки трубки определяют, используя массу носителя, загруженного в реакторную трубку, измеренную высоту слоя носителя и внутренний диаметр реакторной трубки. Плотность упаковки трубки имеет единицы массы на объем, и ее определяют по следующей формуле:
4m/πd2h,
где m представляет носитель, загруженный в реакторную трубку,
d представляет собой диаметр реакторной трубки и
h представляет собой высоту слоя носителя, содержащегося внутри реакторной трубки.
После загрузки реакторной трубки носителем ее запечатывают и тестируют давлением 1,342 МПа (180 псиг). Реакторная трубка оборудуется входом и выходом. Газообразный азот вводят во вход упакованной реакторной трубки при давлении, равном приблизительно 1,136 МПа (150 псиг). Для каждого из приблизительно 11 различных скоростей потока газа в режиме турбулентного потока (число частиц Рейнольдса более 700, см. W.J. Beek and K.M.K. Muttzall, "Transport Phenomena", J. Wiley and Sons Ltd, 1975, p.114) разницу перепада давления (перепад давления) через слой носителя реакторной трубки определяют посредством измерения входного давления трубки и выходного давления трубки. Также измеряют температуры газообразного азота на входе и выходе. Перепад давления оценивают на единицу длины уплотненного слоя. Плотности упаковки трубки корректируют для небольших различий в характеристических плотностях материалов различных носителей для отражения различий в задержке катализатора, вызываемой различиями геометрических параметров носителей.
Пример II
Данный пример II представляет суммарные результаты применения методики тестирования, описанной в примере I для носителей в виде полого цилиндра с номинальными размерами 5 мм, 6 мм, 7 мм, 8 мм и 9 мм, имеющих номинальное отношение длины к диаметру (Дл/Д) (далее L/D), равное либо 0,5 или 1,0, упакованных в 39-мм реакторную трубку. Следующие данные являются конкретными результатами размеров носителя:
9 мм: L/D=1,0, диаметр отверстия 3,85 мм
9 мм: L/D=0,5, диаметр отверстия 3,90 мм
8 мм: L/D=1,0, диаметр отверстия 3,20 мм ("стандарт 8 мм")
8 мм: L/D=0,5, диаметр отверстия 3,30 мм
7 мм: L/D=1,0, диаметр отверстия 2,74 мм
7 мм: L/D=0,5, диаметр отверстия 2,75 мм
6 мм: L/D=1,0, диаметр отверстия 2,60 мм ("стандарт 6 мм")
6 мм: L/D=0,5, диаметр отверстия 2,60 мм
5 мм: L/D=1,0, диаметр отверстия 2,40 мм
5 мм: L/D=0,5, диаметр отверстия 2,70 мм
Суммарные данные для процентных изменений перепада давления через слой носителя и процентные изменения плотности упаковки трубки по отношению к стандартному 8-мм носителю представлены на фиг.4. Как показано, для размеров носителя менее 8 мм и для всех размеров носителя, имеющих отношение L/D, равное 0,5, перепад давления через слой носителя увеличивается. Данные, представленные на фиг.4, показывают, однако, что в 39-мм реакторной трубке, более крупный 9-мм носитель, который имеет отношение L/D, равное 1,0, обеспечивает улучшенный перепад давления по отношению к стандартному 8-мм носителю.
Пример III
Данный пример III представляет результаты применения методики тестирования, описанной в примере I для цилиндрических носителей с номинальными размерами 9 мм, 10 мм и 11 мм, имеющих номинальное отношение длины к диаметру L/D, равное 1,0 в 39-мм реакторной трубке. Некоторые из данных носителей представляют собой твердые цилиндры, другие носители являются полыми цилиндрами с различными диаметрами пор, как указано на фиг.5. Суммарные данные для процентных изменений перепада давления через слой носителя и процентные изменения плотности упаковки трубки по отношению к стандартному 8-мм носителю представлены на фиг.5.
Данные, представленные на фиг.5, показывают неожиданное снижение перепада давления, которое является результатом применения уникальной комбинации реакторной трубки и геометрии носителя. Для 9-мм носителя, имеющего отношение диаметра отверстия к внешнему диаметру большее 0,138 (отношение внешнего диаметра к диаметру отверстия меньше 7,2), существует улучшение перепада давления по отношению к стандартному тестируемому 8-мм носителю, и для всех тестируемых 10-мм и 11-мм носителей существует улучшение перепада давления по отношению к стандартному 8-мм носителю.
Что касается плотностей упаковки трубки, улучшение наблюдают для плотностей упаковки трубки с 9-мм носителем по отношению к стандартному 8-мм носителю для геометрий, при которых отношение диаметра отверстия к внешнему диаметру равно или больше приблизительно 0,38 (отношение внешнего диаметра к диаметру отверстия, равного, по меньшей мере, 2,6), и для 10-мм носителя улучшение наблюдают для геометрий, имеющих отношение диаметра отверстия к внешнему диаметру, равное или меньше приблизительно 0,28 (отношение внешнего диаметра к диаметру отверстия больше 3,4, предпочтительно, по меньшей мере, 3,6). Для 11-мм носителя улучшения наблюдают как для перепада давления, так и плотности упаковки трубки для всех тестируемых геометрий, что имеет место при отношении внешнего диаметра к диаметру отверстия больше 4,5.
Пример IV
Данный пример IV представляет результаты применения методики тестирования, описанной в примере I для номинальных размеров носителей 5 мм, 6 мм, 7 мм, 8 мм и 9 мм, имеющих номинальное отношение L/D, равное либо 0,5, или 1, упакованных в 21-мм реакторную трубку. Конкретные данные по размерам носителя указаны в примере II.
Суммарные данные для процентных изменений перепада давления через слой носителя и процентные изменения плотности упаковки трубки по отношению к стандартному 6-мм носителю представлены на фиг.6. Как показано, для размеров носителей 8 мм и 9 мм наблюдают улучшение перепада давления, и для 7-мм носителя, имеющего L/D, равное 1,0, наблюдают улучшение перепада давления. С выбранными носителями может быть достигнуто улучшение перепада давления без снижения плотности упаковки трубки, особенно при увеличении отношения внешнего диаметра к диаметру отверстия.
Пример V (гипотетический)
Каждый из носителей, описанных в примерах II-IV, импрегнируют раствором, содержащим серебро, для образования серебряного катализатора, содержащего носитель. Поток исходного сырья, содержащий этилен и кислород, далее контактирует с катализатором при подходящих условиях для образования этиленоксида.
Пример VI
Данный пример VI представляет информацию, касающуюся свойств и геометрической конфигурации двух типов носителей (например, носитель С и носитель D), используемых в получении катализаторов, как описано в примере VII (см. таблицу 3).
Свойства носителей
Пример VII
В примере VII описано получение катализаторов, которые могут применяться в настоящем изобретении.
Катализатор С:
Катализатор С получают импрегнированием носителя С, применяя способы, известные из US-A-4766105, причем данный патент США приведен в данном описании в качестве ссылки. Конечная композиция катализатора С составляет: 17,8% Ag, 460 ppm Cs/г катализатора, 1,5 мкмоль Re/г катализатора, 0,75 мкмоль W/г катализатора и 15 мкмоль Li/г катализатора.
Катализатор D:
Катализатор D получают в две стадии импрегнирования. При первом импрегнировании носитель импрегнируют раствором серебра в соответствии с методикой для катализатора С, за исключением того, что к раствору серебра не добавляют присадок. После высушивания полученный в результате высушенный предшественник катализатора содержит приблизительно 17 мас.% серебра. Высушенный предшественник катализатора далее импрегнируют раствором, который содержит серебро и присадки. Конечная композиция катализатора D составляет: 27,3% Ag, 550 ppm Cs/г катализатора, 2,4 мкмоль Re/г катализатора, 0,60 мкмоль W/г катализатора и 12 мкмоль Li/г катализатора.
Катализатор Е:
Катализатор Е получают в две стадии импрегнирования в соответствии с методикой, применяемой для катализатора D, за исключением того, что соединение вольфрама присутствует в первом растворе для импрегнирования вместо второго раствора для импрегнирования. Конечная композиция катализатора E составляет: 27,3% Ag, 560 ppm Cs/г катализатора, 2,4 мкмоль Re/г катализатора, 0,60 мкмоль W/г катализатора и 12 мкмоль Li/г катализатора.
В то время как данное изобретение описано с точки зрения представленного предпочтительного варианта осуществления изобретения, разумные вариации и модификации являются возможными для специалистов в данной области. Такие вариации и модификации находятся в объеме описанного изобретения и прилагающейся формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИЗАТОРЫ, СОДЕРЖАЩИЕ СЕРЕБРО, ПОЛУЧЕНИЕ ТАКИХ КАТАЛИЗАТОРОВ И ИХ ПРИМЕНЕНИЕ | 2004 |
|
RU2342993C2 |
| ГЕОМЕТРИЧЕСКИ КЛАССИФИЦИРОВАННЫЙ, ИМЕЮЩИЙ ОПРЕДЕЛЕННУЮ ФОРМУ ТВЕРДЫЙ НОСИТЕЛЬ ДЛЯ КАТАЛИЗАТОРА ЭПОКСИДИРОВАНИЯ ОЛЕФИНА | 2009 |
|
RU2492925C2 |
| ПОРИСТОЕ КЕРАМИЧЕСКОЕ ТЕЛО, СОДЕРЖАЩИЙ ЕГО КАТАЛИЗАТОР И ЕГО ПРИМЕНЕНИЕ | 2011 |
|
RU2621730C2 |
| ПОЛИОЛЕФИНОВЫЕ КОМПОЗИЦИИ, ИЗДЕЛИЯ ИЗ НИХ И МЕТОДЫ ИХ ПОЛУЧЕНИЯ | 2007 |
|
RU2444546C2 |
| ДОБАВКА ДЛЯ ПРОЦЕССОВ ПОЛИМЕРИЗАЦИИ ПОЛИОЛЕФИНОВ | 2010 |
|
RU2527945C2 |
| НОСИТЕЛЬ КАТАЛИЗАТОРА, КАТАЛИЗАТОР И ЕГО ПРИМЕНЕНИЕ | 2012 |
|
RU2660419C2 |
| КОМПОЗИЦИЯ КАТАЛИЗАТОРА, СОДЕРЖАЩЕГО СЕРЕБРО, СПОСОБ ПОЛУЧЕНИЯ КАТАЛИТИЧЕСКОЙ КОМПОЗИЦИИ И ИСПОЛЬЗОВАНИЕ КАТАЛИТИЧЕСКОЙ КОМПОЗИЦИИ ДЛЯ ЭПОКСИДИРОВАНИЯ ЭТИЛЕНА | 2004 |
|
RU2333034C2 |
| СПОСОБ ПОВЫШЕНИЯ СЕЛЕКТИВНОСТИ КАТАЛИЗАТОРА ЭПОКСИДИРОВАНИЯ | 2012 |
|
RU2606504C2 |
| ПРОДОЛГОВАТЫЕ ФОРМОВАННЫЕ ЧАСТИЦЫ, ПРИМЕНЕНИЕ В КАЧЕСТВЕ КАТАЛИЗАТОРА ИЛИ НОСИТЕЛЯ КАТАЛИЗАТОРА | 2003 |
|
RU2326734C2 |
| СПОСОБ ПОЛИМЕРИЗАЦИИ | 1995 |
|
RU2165434C2 |
Изобретение может быть использовано в химической промышленности при производстве этиленоксида, этиленгликоля, его эфиров или аминов. Реакторная система включает реакторную трубку, содержащую уплотненный слой формованного материала носителя, который может включать каталитический компонент. Формованный материал носителя, например оксид алюминия, имеет геометрическую конфигурацию полого цилиндра. Катализатор содержит серебро. Полый цилиндр имеет отношение номинальной длины к номинальному внешнему диаметру от 0,5 до 2 и отношение номинального внешнего диаметра к номинальному внутреннему диаметру, превышающее 2,7. Реакторная система имеет такие сочетания диаметра реакторной трубки и геометрических параметров формованного носителя катализатора, которые позволяют получить в реакционной системе уплотненный слой катализатора с высокой плотностью упаковки с минимальным перепадом давления через уплотненный слой катализатора. 5 н. и 16 з.п. ф-лы, 7 ил., 3 табл.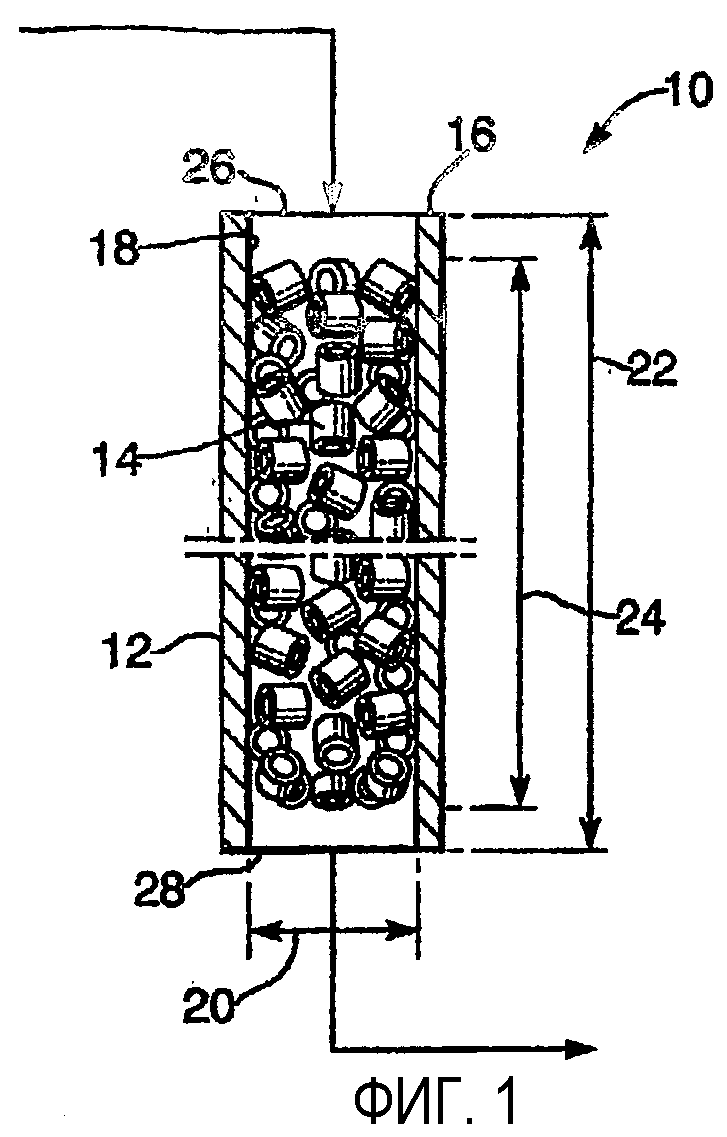
удлиненную трубку, имеющую зону реакции, образованную длиной и диаметром трубки, причем диаметр трубки равен, по меньшей мере, 28 мм; причем внутри зоны реакции содержится уплотненный слой формованного материала носителя, имеющего геометрическую конфигурацию полого цилиндра, определенную номинальной длиной, номинальным внешним диаметром и номинальным внутренним диаметром таким образом, что отношение номинальной длины к номинальному внешнему диаметру находится в интервале от 0,5 до 2, и дополнительно таким образом, что
отношение номинального внешнего диаметра к номинальному внутреннему диаметру превышает 2,7 и отношение диаметра трубки к внешнему диаметру находится в интервале от 2 до 10, при этом "цилиндр" включает такие отклонения от точного цилиндра, что внешний периметр цилиндра расположен в воображаемом трубообразном пространстве, образованном двумя воображаемыми точными соаксильными цилиндрами, посредством чего диаметр воображаемого внутреннего цилиндра равен, по меньшей мере, 70% от диаметра воображаемого внешнего цилиндра, воображаемые цилиндры выбираются таким образом, что отношение их диаметров равно наиболее возможно близко к 1, причем диаметр воображаемого внешнего цилиндра является внешним диаметром геометрической конфигурации полого цилиндра.
когда внешний диаметр находится в интервале от 7,4 до 8,6 мм, внутренний диаметр находится в интервале от 0,1 до менее 3 мм, конкретно от 0,5 до менее 3 мм;
когда внешний диаметр находится в интервале от 8,4 до 9,6 мм, внутренний диаметр находится в интервале от 0,1 до 3,5 мм, конкретно от 0,5 до 3,5 мм;
когда внешний диаметр находится в интервале от 9,4 до 10,6 мм, внутренний диаметр находится в интервале от 0,1 до 4,0 мм, конкретно от 0,5 до 4,0 мм;
когда внешний диаметр находится в интервале от 10,4 до 11,6 мм, внутренний диаметр находится в интервале от 0,1 до 3,5 мм, конкретно от 0,5 до 3,5 мм.
удлиненную трубку, имеющую зону реакции, образованную длиной и
диаметром трубки, причем диаметр трубки равен, по меньшей мере, 28 мм;
при этом внутри зоны реакции содержится уплотненный слой формованного материала носителя, имеющий геометрическую конфигурацию полого цилиндра, определенную номинальной длиной, номинальным внешним диаметром и номинальным внутренним диаметром таким образом, что
отношение номинальной длины к номинальному внешнему диаметру находится в интервале от 0,5 до 2 и
отношение номинального внешнего диаметра к номинальному внутреннему диаметру обеспечивает положительный результат теста, как определено далее, и дополнительно таким образом, что
отношение диаметра трубки к номинальному внешнему диаметру находится в интервале от 2 до 10;
где "положительный результат теста" определяется по снижению отношения численного значения перепада давления на единицу длины уплотненного слоя и численного значения плотности упаковки, причем данные численные значения получают посредством тестирования уплотненного слоя в турбулентном потоке газообразного азота при давлении 1,136 МПа (150 псиг) по отношению к сравнительному отношению численных значений, полученных идентичным образом, за исключением того, что геометрическая конфигурация полого цилиндра того же материала носителя определяется отношением номинальной длины к номинальному внешнему диаметру, равным 1;
причем "цилиндр" включает такие отклонения от точного цилиндра, что, когда внешний периметр цилиндра расположен в воображаемом трубообразном пространстве, образованном двумя воображаемыми точными соаксильными цилиндрами, посредством чего диаметр воображаемого внутреннего цилиндра равен, по меньшей мере, 70% от диаметра воображаемого внешнего цилиндра, воображаемые цилиндры выбираются таким образом, что отношение их диаметров равно наиболее возможно близко к 1, при этом диаметр воображаемого внешнего цилиндра является внешним диаметром геометрической конфигурации полого цилиндра.
диаметр трубки находится в интервале от 28 до 60 мм и
отношение номинального внешнего диаметра к номинальному внутреннему диаметру равно
по меньшей мере 4,5, когда внешний диаметр находится в интервале от 10,4 до 11,6 мм, или
более 3,4, когда внешний диаметр находится в интервале от 9,4 до 10,6 мм, или
по меньшей мере 2,6, когда внешний диаметр находится в интервале от 8,4 до 9,6 мм.
по меньшей мере 4,5, когда внешний диаметр находится в интервале от 10,4 до 11,6 мм, или
по меньшей мере 3,6, когда внешний диаметр находится в интервале от 9,4 до 10,6 мм, или
находится в интервале от 2,6 до 7,3, когда внешний диаметр находится в интервале от 8,4 до 9,6 мм.
обеспечение реакторной системы по п.16 или 17, где удлиненная трубка имеет входной конец трубки и выходной конец трубки;
введение во входной конец трубки исходного сырья, содержащего этилен и кислород; и
вывод из выходного конца трубки продукта реакции, содержащего этиленоксид и непрореагировавший этилен, если он есть.
отношение номинальной длины к номинальному внешнему диаметру находится в интервале от 0,5 до 2, а
отношение номинального внешнего диаметра к номинальному внутреннему диаметру превышает 2,7.
| US 4511671 А, 16.04.1985 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЕРЕБРЯНОГО КАТАЛИЗАТОРА, СПОСОБ ПОЛУЧЕНИЯ ОКСИДА ЭТИЛЕНА И СПОСОБ АКТИВАЦИИ СЕРЕБРЯНОГО КАТАЛИЗАТОРА | 1994 |
|
RU2133642C1 |
| СЕРЕБРЯННЫЙ КАТАЛИЗАТОР ДЛЯ ОКИСЛЕНИЯ ЭТИЛЕНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1987 |
|
RU2034648C1 |
| Способ получения оксида этилена | 1985 |
|
SU1468417A3 |
| US 4656157 А, 07.04.1987. | |||

