Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для горячей объемной штамповки.
Известен закрытый молотовой штамп с замком для горячей объемной .штамповки. При штамповке заготовок, нагреваемых в силикатных расплавах, в ручьях штампа скапливается расплав и окалина, что снижает качество поковок 1.
Наиболее близким к предлагаемому является штамп для горячей объемной штамповки, состояший из верхней и нижней частей с выполненными на их рабочих поверхностях ручьями, а также подвижного подпружиненного кольца 2.
Недостатком известного штампа является сложность очистки нижней части штампа от расплава и окалины, что снижает качество поковок. Другим недостатком является низкая производительность, так как для увеличения отштампованной поковки из ручья требуется вручную устанавливать на подпружиненное кольцо скобу и опускать верхнюю часть штампа.
Цель изобретения - повышение производительности и качества поковок.
Поставленная цель достигается тем, что в штампе для горячей объемной штамповки, преимушественно осесимметричных поковок с одним плоским торцом, состоящий из верхней и нижней частей с выполненными на их рабочих поверхностях ручьями, а также подвижного подпружиненного кольца, снабжен размешенным в верхней части штампа выталкивателем, при этом подвижное подпружиненное кольцо размешено на верхней части штампа, а поверхность ручья в нижней части штампа выполнена плоской.
На чертеже изображен штамп, общий вид.
Штамп состоит из верхней 1 и нижней 2 частей с выполненными на их соприкасающихся частях ручьями. При этом поверхность ручья в нижней части штампа выполнена плоской. На верхней части штампа закреплены цилиндрические направляющие колонки 3, на которых установлено кольцо 4, которое за счет пружины 5 прижимается к выступам колонок. При закрытом положении штампа кольцо 4 фиксируется по цилиндрическому выступу на нижней части 2 штампа и образует замкнутую полость. Крепление верхней части штампа 1 к ползуну пресса осуществляется с помощью хвостовика 6. Извлечение поковки 7 из верхней части штампа осуществляется выталкивателем 8.
Штамп работает следующим образом.
Нагретая в силикатном расплаве заготовка (не показана) устанавливается на плоскую поверхность ручья в нижней части штампа. При рабочем ходе ползуна пресса кольцо 4 опускается и образует замкнутую полость. Затем происходит окончательная деформация заготовки с заполнением полости ручья в верхней части штампа. При обратном ходе пресса происходит выталкивание поковки выталкивателем 8. Оставшийся в верхней части щтампа расплав стекает на плоскую поверхность ручья нижней части штампа и удаляется скребком или сжатым воздухом.
Очистка поверхности ручьев штампа от излишков силикатного расплава и окалины позволяет существенно повысить качество поковок и снизить расход металла при штамповке. Кроме того, в передлагаемом щтампе производительность штамповки повышается на 30-50% по сравнению с известным.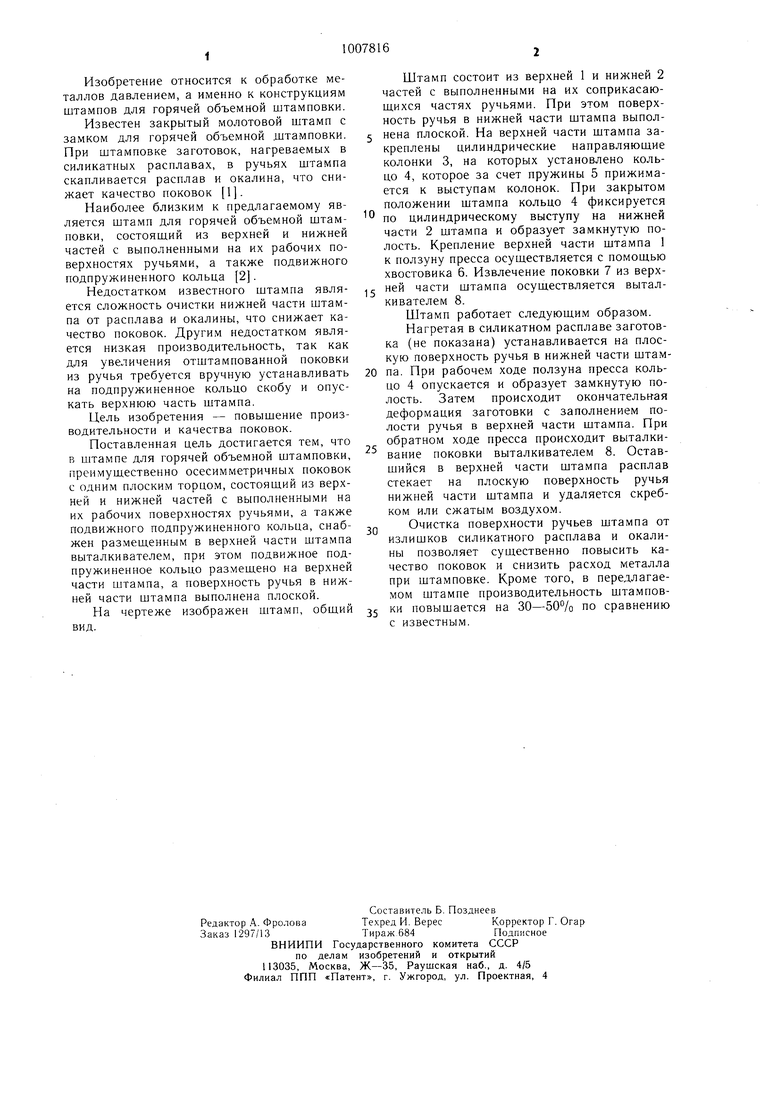
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ПОКОВОК С ОДНИМ ПЛОСКИМ ТОРЦОМ | 2006 |
|
RU2346783C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ, преимуш,ественно осесимметричных поковок с одним плоским торцом, состоящий из верхней и нижней частей с вынолненными на их рабочих поверхностях ручьями, а также подвижного подпружиненного кольца, отличающийся тем, что, с целью повышения производительности и качества поковок, он снабжен размещенным в верхней части штампа выталкивателем, при этом подвижное подпружиненное кольцо размещено на верхней части штампа, а поверхность ручья в нижней части штампа выполнена плоской. S (Л 00 О5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенов Е | |||
| И | |||
| Ковка и объемная штамповка | |||
| М., Высшая школа, 1972, с | |||
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Молотовый штамп для безоблойной горячей штамповки | 1949 |
|
SU86034A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
