Изобретение относится к области металлургии и может быть использовано в оборудовании кристаллизаторов машин непрерывного литья заготовок (МНЛЗ).
Материал стенки кристаллизатора МНЛЗ должен обладать достаточно высокой теплопроводностью, износостойкостью, низкой химической активностью при взаимодействии с заготовкой и сохранять стабильность механических свойств при повышенных температурах. Кроме того, при выборе материала должна учитываться экономическая целесообразность его применения.
Известна стенка из медного сплава 0,1% Ag - остальное Cu в нагартованном состоянии [Нисковских В.М., Карпинский С.E., Беренов А.Д. Машины непрерывного литья слябовых заготовок. М., Металлургия, 1991, с.272]. Этот материал нашел наиболее широкое применение. У него довольно высокие прочность и температура разупрочнения сочетаются с малым снижением теплопроводности относительно чистой меди. Однако, хотя износостойкость стенки из этого материала выше, чем из чистой меди (на 10...15%), этого недостаточно для обеспечения необходимого уровня работоспособности.
Наиболее близким к предлагаемому техническому решению является стенка из медного сплава, отличающаяся достаточно высокой теплопроводностью, на рабочую поверхность которой нанесено покрытие из других материалов, более износоустойчивых, термостойких и не оказывающих вредных воздействий на поверхность стальной заготовки [Нисковских В.М. и др. Машины непрерывного литья слябовых заготовок. М., Металлургия, 1991, с.56-57] (устройство принято за прототип).
Имеющиеся виды покрытий: гальванические, газотермические, термодиффузионные и другие - обеспечивают необходимые рабочие характеристики поверхности стенки, что может качественно повысить срок службы стенки в сравнении со стенкой из цельномедного сплава.
Однако остается проблема обеспечения прочности сцепления покрытия с основой при одновременном выполнении других требований к покрытиям. Тепловые расчеты показали, что вследствие перепада температур между расплавленным металлом и охлаждаемой стенкой уровень остаточных напряжений в покрытии, как правило, толщиной 2...5 мм составляет 80...100 МПа, что сопоставимо с пределом прочности нагартованных медных сплавов, используемых в качестве основы стенки. Для обеспечения надежности стенки с напыленным покрытием адгезионная прочность должна превышать этот уровень. Обеспечение такой высокой адгезионной прочности требует наличия развитого диффузионного и/или химического взаимодействия на границе «покрытие - основа».
Гальваническое покрытие имеет прочность сцепления с основой указанного уровня вследствие их электрохимического взаимодействия. Оно обеспечивает повышение срока службы стенки в 5...7 раз. Однако из-за низкой производительности гальванического процесса такая стенка отличается высокой стоимостью получения покрытия, которая составляет 100...120% от стоимости самой стенки.
Другие виды покрытий отличаются пониженными в 7...10 раз, в сравнении с гальваническими, затратами на их получение. Они обеспечивают высокую прочность сцепления с основой при совместном их нагреве выше температуры рекристаллизации основы из медного сплава, которая составляет 250...600°С (Нисковских В.М., Карлинский С.Е., Беренов А.Д. Машины непрерывного литья слябовых заготовок. М., Металлургия, 1991, с.272]. Так, после нагрева образцов из медных сплавов с покрытием Cu-Ni до 800°С прочность сцепления термодиффузионного покрытия составила 160...180 МПа [Голованенко С.А., Меандров Л.В. Производство биметаллов. М., Металлургия, 1966, с.304], а газопламенного, выполненного методом сверхзвукового газовоздушного напыления, который наряду с детонационным и плазменным методами обеспечивает наивысшие характеристики покрытий, - 140...160 МПа (опытные данные авторов).
Однако нагрев стенки выше порога рекристаллизации неприемлем, потому что разупрочнение основы приводит к снижению предела текучести, что вызывает при циклическом тепловом воздействии появление зазоров в стыках между стенками. Поэтому нагрев выше температуры рекристаллизации медного сплава не позволяет реализовать некоторые виды покрытий, например термодиффузионные. Другие вышеуказанные виды покрытий не обладают в этих условиях необходимой прочностью сцепления с основой. Для указанного ранее газопламенного покрытия, выполненного методом сверхзвукового газовоздушного напыления, отсутствует диффузионное взаимодействие на границе «покрытие - основа», что вызывает снижение прочности сцепления до 40...50 МПа (опытные данные авторов).
Задачей предлагаемого технического решения является обеспечение развитого диффузионного взаимодействия на границе «покрытие - основа» при сохранении предела ползучести материала стенки, соответствующего ее нагартованному состоянию.
Для решения указанной задачи в известном устройстве стенки кристаллизатора машины непрерывного литья заготовок, содержащей основу из медного сплава и износостойкое покрытие на рабочей поверхности, согласно изобретению основа выполнена из слоя медного сплава в нагартованном состоянии толщиной 20-60 мм и прилегающего к покрытию рекристаллизационного слоя медного сплава толщиной не более 0,6 мм.
Проведенный поиск в источниках научно-технической и патентной информации не выявил технических решений, совпадающих с заявляемой совокупностью отличительных признаков. Это, в сочетании с получением ожидаемого технического результата, позволяет сделать вывод о соответствии предполагаемого изобретения критериям "новизна" и "изобретательский уровень".
Пример конкретного выполнения предложенной стенки кристаллизатора иллюстрируется чертежом, где схематично показано предлагаемое устройство в разрезе. Стенка включает основу из медного сплава. Основа состоит из слоя 1 толщиной, не превышающей 0,6 мм, который находится в состоянии после рекристаллизации, и остальной части основы 2 толщиной 20...60 мм, которая находится в нагартованном состоянии. К слою 1 прилегает покрытие 3 из других материалов, например сплава на основе никеля, более износоустойчивых, термостойких и не оказывающих вредных воздействий на поверхность стальной заготовки.
Толщина слоя 1 выбрана из следующих соображений. Этот слой отличается пониженными прочностными свойствами относительно части основы 2 и представляет собой мягкую прослойку. Его предел прочности примерно в три раза ниже, чем у основного металла, находящегося в нагартованном состоянии [Нисковских В.М., Карпинский С.Е., Беренов А.Д. Машины непрерывного литья слябовых заготовок. М., Металлургия, 1991, с.272]. Поэтому работоспособность системы "основа - покрытие" определяется пределом выносливости слоя мягкой прослойки, который, как известно, зависит от соотношения
χ=h/d,
где h - толщина прослойки; d - толщина основного металла.
Предел выносливости мягкой прослойки повышается до уровня (95...98) % предела выносливости основного металла при уменьшении значения у ниже 0,02 [Клыков H.А. Расчет характеристик сопротивления усталости сварных соединений. М., Машиностроение, 1984, с.158], что для стенок толщиной 20...60 мм соответствует толщине слоя 0,4...1,2 мм.
Анализ испытаний показал, что величина зоны диффузионного взаимодействия, которая обеспечивает адгезионную прочность сцепления на уровне предела прочности рекристаллизованного слоя, примерно в два раза меньше указанной толщины. Поэтому верхняя граница заявленного интервала толщины слоя соответственно снижена относительно указанного значения до 0,6 мм. Это позволяет уменьшить энергетические затраты на рекристаллизацию поверхностного слоя металла основы. Поскольку размеры слоя 1 на два-три порядка меньше, чем размеры остальной части основы 2, его разупрочнение не оказывает заметного влияния на величину предела ползучести основы в целом. Поэтому раскрытия стыка между стенками кристаллизатора при термоциклическом воздействии процесса литья не происходит.
Применение предлагаемой конструкции устройства позволяет обеспечить высокую надежность стенки кристаллизатора МНЛЗ при снижении затрат на ее изготовление.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ СТЕНОК КРИСТАЛЛИЗАТОРА ИЗ МЕДИ ИЛИ ЕЕ СПЛАВОВ | 2006 |
|
RU2333087C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2007 |
|
RU2366532C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| КРИСТАЛЛИЗАТОР | 2002 |
|
RU2227081C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2127169C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МЕТОДОМ "ПЛАВКА НА ПЛАВКУ" | 2011 |
|
RU2483831C1 |
| Способ восстановления плиты кристаллизатора машины непрерывного литья заготовок | 2023 |
|
RU2826836C1 |
| ПРОФИЛЬ ДЛЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2006 |
|
RU2309499C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1996 |
|
RU2111082C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
Изобретение относится к области металлургического производства. Стенка содержит основу из медного сплава и износостойкое покрытие. Основа выполнена из слоя медного сплава в нагартованном состоянии толщиной 20-60 мм и прилегающего к покрытию рекристаллизационного слоя медного сплава толщиной не более 0,6 мм. Достигается повышение надежности стенки кристаллизатора. 1 ил.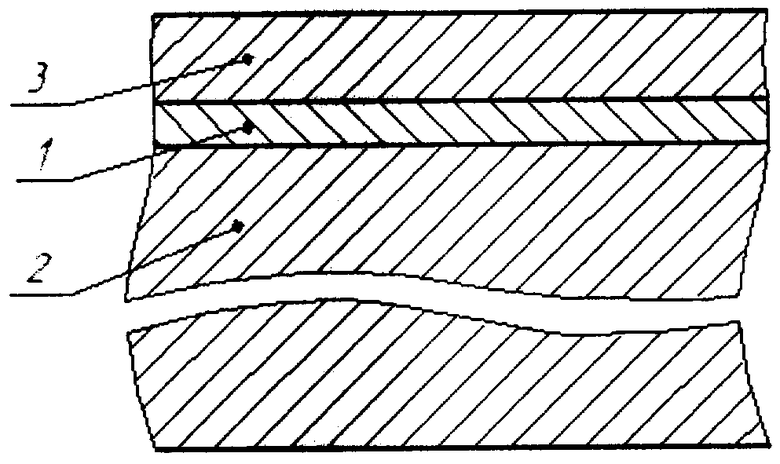
Стенка кристаллизатора машины непрерывного литья заготовок, содержащая основу из медного сплава и износостойкое покрытие на рабочей поверхности, отличающаяся тем, что основа выполнена из слоя медного сплава в нагартованном состоянии толщиной 20-60 мм и прилегающего к покрытию рекристаллизационного слоя медного сплава толщиной не более 0,6 мм.
| НИСКОВСКИХ В.М | |||
| и др | |||
| Машины непрерывного литья слябовых заготовок | |||
| - М.: Металлургия, 1991, с.56-57 | |||
| RU 2055682 C1, 10.03.1996 | |||
| JP 2003053492 A, 26.02.2003. |

