Изобретение относится к металлургии, конкретнее к непрерывному литью заготовок.
Известна типовая конструкция блочного кристаллизатора для производства непрерывнолитых слябов (Нисковских В.М., Карпинский С.Е., Беренов А.Д. Машины непрерывного литья заготовок. Металлургия, 1991, 272 с.). Кристаллизатор включает корпус, состоящий из двух стальных широких плит (одна из которых базовая) с прикрепленными к ним медными охлаждаемыми стенками и две подвижные узкие плиты, также с прикрепленными к ним медными охлаждаемыми стенками. Узкие стенки установлены в пространстве между широкими, образуя замкнутую рабочую полость кристаллизатора из четырех охлаждаемых стенок. Фиксация геометрии рабочей полости кристаллизатора осуществляется путем зажатия узких стенок между широкими с помощью двух подпружиненных стяжек.
К недостаткам такого кристаллизатора следует отнести:
- невозможность получения заготовок с оптимальным поперечным сечением, отличным от прямоугольного;
- большой локальный (в области углов) износ медных стенок, обусловленный интенсивным истиранием их рабочей поверхности переохлажденными ребрами заготовки;
- прямоугольное сопряжение медных плит способствует угловому захвату заготовки, что при условиях возвратно-поступательного движения кристаллизатора часто приводит к прорывам, в особенности при повышенных скоростях разливки;
- применение двух стяжек для фиксации рабочей полости кристаллизатора не обеспечивает достаточной жесткости конструкции и стабильности его настроечных размеров в процессе эксплуатации.
Известен также кристаллизатор для разливки слябов со скошенной кромкой (RU №2101130, В 22 D 11/04, 1996, опубл. 10.01.98, бюл. №1). Кристаллизатор содержит опорные плиты с прикрепленными к ним широкими и узкими рабочими стенками с продольными внутренними каналами, стяжки с гайками, а также плоские продольные вставки со скошенным торцом, выступающим в сторону рабочей полости кристаллизатора. При этом торцы узких стенок и поверхности вставок выполнены с продольными выступами и впадинами, расположенными со стороны опорных плит узких стенок.
Основным недостатком этого кристаллизатора является отсутствие охлаждающих элементов (например, каналов или пазов для протока охладителя) у продольных вставок, подвергающихся высоким тепловым нагрузкам. Отсутствие охлаждения приводит к быстрому износу вставок и к геометрическим искажениям рабочей полости кристаллизатора. При этом максимальные тепловые нагрузки будут приходиться на вершину скоса вставки. В условиях длительных тепловых нагрузок (высокая серийность) возможен пережог, а в условиях циклических нагрузок (малая серийность) возможен изгиб скошенного торца с отходом от плоскости широкой стенки. И в том, и в другом случае существует большая вероятность прорыва кристаллизующейся корочки слитка.
Наиболее близким по своей технической сущности является кристаллизатор для получения восьмигранного сляба (SU №1690945, B 22 D 11/04, 1989, опубл. 15.11.91, бюл. №42). Кристаллизатор содержит широкие и узкие охлаждаемые стенки, причем последние выполнены с плоской средней частью, а крайние участки выполнены изогнутыми. При этом плоский участок имеет ширину 0,40-0,64 расстояния между широкими стенками, а крайние выполнены вогнутыми или выпуклыми так, что прямая, соединяющая граничные точки крайних участков, наклонена к широкой стенке под углом 9,5-29,5 град.
Основными недостатками известного кристаллизатора является выполнение крайних участков узких стенок в виде остроконечных выступов (угол при вершине менее 30 град.). Такая форма выступа способствует как быстрому нагнетанию, так и быстрому отводу тепла. В условиях имеющих место мощных циклических тепловых нагрузок это неизбежно приведет к искажениям геометрии выступа и его уходу от плоскости широкой стенки, что приведет к прорыву твердой корочки и возникновению аварийной ситуации.
Технический эффект при использовании предлагаемого изобретения заключается в обеспечении стабильности процесса литья, увеличении стойкости кристаллизатора и производительности МНЛЗ, улучшении качества непрерывнолитой заготовки.
Указанный технический эффект достигается тем, что кристаллизатор включает опорные плиты и прикрепленные к ним широкие и узкие охлаждаемые стенки, причем рабочая поверхность средней части узких стенок выполнена плоской, а крайних участков изогнутой. При этом узкие стенки выполнены в виде модулей с П-образным сечением, основания которых жестко скреплены с торцами широких стенок, а внутренние углы модулей плавно скруглены так, что смежные рабочие стенки кристаллизатора в его поперечном сечении сопряжены кривой второго порядка, например дугой окружности, радиус которой составляет 0,07-0,50 меньшего размера поперечного сечения рабочей полости кристаллизатора. Кроме того, на широких опорных плитах установлены устройства тепловой компенсации широких стенок.
Обеспечение стабильности процесса литья достигается за счет выбора формы бокового модуля и его жесткого скрепления с торцами широких стенок. Это позволяет реализовать равномерное охлаждение по всему периметру рабочей полости кристаллизатора и, тем самым, обеспечить стабильность ее геометрии в течение длительной эксплуатации. Наличие тепловых компенсаторов позволяет избежать возникновения зазоров в соединениях модулей с широкими стенками и стабилизировать геометрию рабочей полости кристаллизатора в условиях циклических тепловых нагрузок.
Увеличение стойкости кристаллизатора обеспечивается плавным сопряжением рабочей поверхности модулей в области углов кривой второго порядка, например окружностью с радиусом, составляющим 0,07 - 0,50 меньшего размера поперечного сечения рабочей полости кристаллизатора. Это позволяет рассредоточить локальную нагрузку (трение) в области углов (где удельный износ в зависимости от режимов эксплуатации составляет 0,015-0,055 мм на плавку) по периметру округления углов (здесь удельный износ составляет 0,005-0,025 мм на плавку, т.е. в среднем ниже в 2,2-3,0 раза). Сопряжение внутренних углов боковых модулей радиусом меньше 0,07 меньшего размера поперечного сечения рабочей полости кристаллизатора не приводит к заметному улучшению температурных полей рабочих стенок и кристаллизующейся заготовки, а также к заметному увеличению стойкости кристаллизатора. Увеличение радиуса сопряжения внутренних углов модулей больше 0,50 меньшего размера рабочей полости кристаллизатора нецелесообразно по условиям плавности (без острых углов) сопряжения участков всего периметра рабочей полости кристаллизатора.
Увеличение производительности МНЛЗ достигается за счет улучшения условий скольжения в рабочей полости кристаллизатора, имеющей плавный контур и, в соответствии с этим, увеличения скорости разливки. Кроме того, округление внутренних углов так, что смежные рабочие стенки кристаллизатора в его поперечном сечении сопряжены дугой окружности, радиус которой составляет 0,07-0,50 меньшего размера поперечного сечения рабочей полости, практически устраняет вероятность углового захвата заготовки в процессе возвратно-поступательного движения кристаллизатора. Последнее существенно снижает вероятность прорыва, а значит и материальных и временных потерь на ликвидацию его последствий.
Анализ патентной и научно-технической литературы показывает отсутствие совпадения отличительных признаков предлагаемого кристаллизатора с признаками известных технических решений, что позволяет сделать вывод о соответствии предлагаемого технического решения критерию "изобретательский уровень".
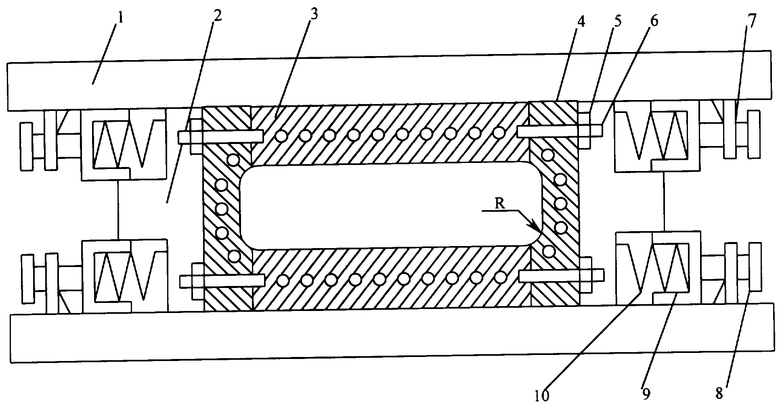
На чертеже схематически представлено изображение поперечного сечения кристаллизатора для производства непрерывнолитых слябов с скругленными ребрами.
Кристаллизатор состоит из опорных широкой 1 и узкой 2 плит, рабочих широких рабочих стенок 3, боковых модулей 4 с радиусом скругления углов R, гаек 5 и шпилек 6. Кристаллизатор также оснащен устройствами тепловой компенсации широких стенок, включающими опоры 7 с винтами 8, оснащенными стаканами 9 с пружинами 10.
Кристаллизатор работает следующим образом.
В процессе непрерывной разливки жидкий металл при температуре 1520-1565°С подается в рабочую полость кристаллизатора, образованную охлаждаемыми широкими стенками 3 и боковыми модулями 4, которые жестко скреплены с помощью шпилек 6 и гаек 5. В результате контакта жидкого металла с поверхностью рабочей полости кристаллизатора происходит образование и дальнейшее наращивание твердой фазы у кристаллизующейся заготовки, принимающей форму сляба с округленными ребрами с радиусом R. При первой заливке расплава, вследствие разогрева стенок 3 и модулей 4, имеет место увеличение их размеров, в особенности широких стенок 3. При этом сжимаются пружины 10, предварительно настроенные на дозированное усилие с помощью винтов 8. Пружины 10 помещаются одной стороной в стакане 9, а другой упираются в опорную плиту 2, обеспечивая тем самым возврат модуля 4 в первоначальное положение после окончания разливки.
Применение предлагаемого кристаллизатора позволит стабилизировать процесс литья при увеличенных на 20-30% скоростях разливки, увеличить стойкость кристаллизатора в 2,2-3,0 раза и увеличить производительность МНЛЗ в 1,2-1,3 раза.
Кроме того, получение непрерывнолитых заготовок с помощью предлагаемого кристаллизатора позволяет улучшить тепловое состояние заготовки (без переохлажденных ребер), что ведет к улучшению ее качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2340425C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2038907C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2038906C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ КРИВОЛИНЕЙНОГО ТИПА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2044597C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ | 2006 |
|
RU2323062C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2008 |
|
RU2397041C2 |
Изобретение относится к области металлургии, конкретнее к непрерывному литью заготовок. Кристаллизатор содержит опорные плиты и прикрепленные к ним широкие и узкие охлаждаемые стенки. Узкие плиты выполнены в виде модулей с П-образным сечением, основания которых жестко скреплены с торцами широких плит, а внутренние углы модулей скруглены так, что смежные рабочие стенки кристаллизатора в его поперечном сечении сопряжены кривой второго порядка, например дугой окружности, радиус которой составляет 0,07-0,50 меньшего размера поперечного сечения рабочей полости кристаллизатора. Технический результат - повышение стабильности процесса литья, повышение стойкости кристаллизатора, увеличение производительности машин непрерывного литья заготовок, а также улучшение качества непрерывнолитой заготовки. 1 з.п. ф-лы, 1 ил.
| Кристаллизатор для установки непрерывного литья восьмигранных стальных слябов | 1989 |
|
SU1690945A1 |
| ГИДРОФИЛЬНЫЙ УРОЛОГИЧЕСКИЙ КАТЕТЕР С ПАКЕТОМ, СОДЕРЖАЩИМ ВОДУ | 1997 |
|
RU2177338C2 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1996 |
|
RU2101130C1 |
| US 4030536, 21.06.1977 | |||
| СПОСОБ ПРОФИЛАКТИКИ ТРОМБОЭМБОЛИЧЕСКИХ ОСЛОЖНЕНИЙ У ХИРУРГИЧЕСКИХ БОЛЬНЫХ | 1997 |
|
RU2147230C1 |
| Устройство для непрерывной подачи растворов постоянной. концентрации в водоочистительные сооружения | 1950 |
|
SU92539A1 |

