Предлагаемое изобретение относится к сварке давлением, в частности к диффузионной сварке преимущественно титановых сплавов, и может быть использовано а авиаракетостроении, машиностроении, приборостроении и других отраслях промышленности.
Известен способ диффузионной сварки, заключающийся в следующем: обкатке роликом кромок для получения заданной шероховатости, вакуумном нагреве, сдавливании и изотермической выдержке при температуре полиморфного превращения (патент РФ №2135337, В23К 20/14, 1999).
Указанный способ имеет ряд существенных недостатков: необходимость использования нагрева в вакуумной камере и последующей изотермической выдержки значительно увеличивает цикл изготовления детали; обкатка роликом сложных геометрических поверхностей представляет собой сложную техническую задачу; длительный цикл изотермической выдержки приводит к повышенным энергозатратам.
Известен способ диффузионной сварки, заключающийся в следующем: между соединяемыми поверхностями размещают промежуточную прокладку, температуру сварки выбирают соответствующей температуре образования эвтектики, выдерживают при данной температуре 3-5 мин, давление при этом составляет 0,8-0,9 от предела текучести материала промежуточной прокладки, в момент образования эвтектики давление понижают до нуля (патент РФ №2214896, В23К 20/16, 2003).
Недостатки способа: использование промежуточной прокладки приводит к увеличению цикла диффузионной сварки, трудность контроля момента образования эвтектики, кроме того, образование эвтектики приведет к охрупчиванию зоны соединения.
Наиболее близким аналогом предлагаемого изобретения выбран способ диффузионной сварки титановых сплавов (Бачин В.А., Теория, технология и оборудование диффузионной сварки [Текст] / В.А.Бачин, В.Ф.Квасницкий, Д.И.Котельников и др. - М.: Машиностроение, 1991, с.151-152), состоящий из подготовки соединяемых поверхностей, их сжатия давлениям 0,98...9,8 МПа и выдержки при температуре 1073...1373К в течение от нескольких секунд до нескольких десятков минут. Диффузионную сварку проводят в вакууме 1,33·10-2 Па.
Недостатком данного способа диффузионной сварки является низкая производительность, сложность и дороговизна вакуумного оборудования. Кроме того, изделия, полученные этим способом, имеют низкие усталостные характеристики, что не позволяет использовать их в ответственных деталях, работающих при знакопеременных нагрузках. Низкие усталостные характеристики изделий, полученных этим способом, объясняются наличием микропор в зоне диффузионного соединения, являющихся концентраторами напряжений и источником роста трещин, приводящих к усталостному разрушению.
Техническим результатом изобретения является повышение усталостных характеристик соединения при сохранении их прочностных характеристик при статических нагрузках, снижение трудоемкости и увеличение производительности процесса диффузионной сварки.
Поставленная цель достигается тем, что сжатие соединяемых поверхностей осуществляют давлением, составляющим 0,7...0,95 от предела текучести сплава при комнатной температуре, нагрев проводят до температуры на 20...100°С выше температуры полиморфного превращения сплава со скоростью 50...300°С/с, после чего деформируют зону соединения со степенью деформации 10-70% с одновременным охлаждением зоны соединения до температуры 10...350°С ниже температуры полиморфного превращения, а изотермическую выдержку проводят при указанной температуре охлаждения в течение 10...180 секунд и давлении, составляющем 0,4...0,95 от предела текучести сплава при температуре изотермической выдержки. При диффузионной сварке деталей из разных титановых сплавов соединяемые поверхности сжимают давлением, составляющим 0,7-0,95 от предела текучести при комнатной температуре наименее прочного сплава, а изотермическую выдержку осуществляют с давлением, составляющим 0,4-0,95 от предела текучести при температуре изотермической выдержки наименее прочного сплава.
Такие соотношения давления, температуры, степени деформации и изотермической выдержки обеспечивают качественное формирование соединения.
Достижение поставленной цели возможно только при соблюдении указанных соотношений параметров диффузионной сварки.
При давлении на соединяемых поверхностях больше максимального (больше 0,95 от предела текучести сплава) происходит частичное или полное разрушение соединяемых поверхностей, что приводит к разрушению соединяемых деталей или низкому качеству диффузионного соединения.
При давлении на соединяемых поверхностях меньше минимального (меньше 0,7 от предела текучести сплава) не происходит смятие микронеровностей на соединяемых поверхностях и не обеспечивается необходимое сближение соединяемых поверхностей. При последующем нагреве происходит их окисление, что приводит к низким усталостным характеристикам и к снижению статистических характеристик прочности соединения.
При температуре нагрева выше максимальной (выше температуры полиморфного превращения сплава более чем 100°С) происходит снижение усталостных характеристик из-за резкого роста зерна в зоне соединения.
При температуре нагрева ниже минимальной (выше температуры полиморфного превращения менее чем на 20°С) не обеспечивается полного прохождения диффузионных процессов в зоне соединения, что приводит к значительному снижению усталостных характеристик соединения.
При скорости нагрева больше максимальной (больше 300°С/с) происходит разрушение зоны соединения из-за возникновения термических напряжений. В этом случае определить прочность соединения образцов не предоставляется возможным.
При деформировании зоны соединения со степенью деформации больше максимальной (больше 70%) усталостные характеристики соединения неудовлетворительны из-за образования микротрещин в зоне соединения. При деформировании зоны соединения со степенью деформации меньше минимальной (меньше 10%) усталостные характеристики низкие из-за роста зерна в зоне соединения.
Температура изотермической выдержки больше максимальной (ниже температуры полиморфного превращения менее чем на 10°С) приводит к снижению усталостных характеристик из-за роста зерна в зоне соединения.
При температуре изотермической выдержки меньше минимальной (ниже температуры полиморфного превращения более чем на 350°С) скорость протекания диффузионных процессов резко снижается и приводит к значительному росту времени выдержки и к снижению усталостных и прочностных статических характеристик соединения.
При времени изотермической выдержки больше максимальной (больше 180 с) усталостные характеристики диффузионного соединения не меняются, и дальнейшая выдержка приводит к увеличению энергозатрат и снижению производительности процесса диффузионной сварки.
При давлении в зоне соединения в момент изотермической выдержки больше максимального (больше 0,95) происходит дальнейшая деформация соединяемого изделия, что является нежелательным.
При давлении в зоне соединения при изотермической выдержке меньше минимального (меньше 0,4) не происходит залечивания микропор, что приводит к снижению усталостных характеристик соединения.
Пример осуществления способа.
Для диффузионной сварки использовали цилиндрические образцы из титанового сплава ВТ3-1, имеющего температуру полиморфного превращения 970°С. Диффузионную сварку цилиндрических образцов осуществляли на гидравлическом прессе.
Схема диффузионной сварки представлена на чертеже.
Соединяемые детали 5, 6 устанавливали в центрирующем приспособлении 1, 2, нагружали из расчета первоначального напряжения и нагревали с заданной скоростью до температуры диффузионной сварки. Нагрев образцов осуществляли электроконтактным способом. После нагрева зону диффузионной сварки деформировали с установленной степенью деформации и одновременно охлаждали до температуры ниже температуры полиморфного превращения. Затем свариваемые детали выдерживали в течение установленного времени.
Напряжение при выдержке понижали.
Расчет сил при диффузионной сварке проводили, исходя из значений предела текучести сплава ВТ3-1, полученных из испытаний на растяжение при различных температурах. Значения предела текучести представлены в таблице 1.
Из сваренных деталей изготавливали цилиндрические образцы для испытаний на растяжение и для определения предела выносливости в соответствии с ГОСТ. Испытания образцов проводили при комнатной температуре.
Результаты испытаний сваренных образцов представлены в таблице 2.
°С/с
кгс/мм2
кгс/мм2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления диффузионной сваркой газотурбинных лопаток из двухфазных титановых сплавов | 1990 |
|
SU1706811A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ПОЛНОГО ПОЛИМОРФНОГО ПРЕВРАЩЕНИЯ ЖАРОПРОЧНЫХ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ (АЛЬФА+БЕТА)-МАРТЕНСИТНОГО КЛАССА | 2012 |
|
RU2498280C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2214896C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
RU2025240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ ТИТАНОВОГО СПЛАВА | 2006 |
|
RU2320771C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2439194C2 |
| БЕТА-ТИТАНОВЫЙ СПЛАВ И СПОСОБ ЕГО ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2478130C1 |
| ШАТУН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2232308C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2023 |
|
RU2836350C1 |
Изобретение может быть использовано для сварки титановых сплавов в авиа- и ракетостроении, машиностроении, приборостроении и других отраслях промышленности. Соединяемые поверхности сжимают давлением, составляющим 0,7...0,95 от предела текучести соединяемого сплава при комнатной температуре. Затем нагревают до температуры на 20...100°С выше температуры полиморфного превращения сплава и деформируют зону соединения со степенью деформации 10...70% с одновременным охлаждением зоны соединения до температуры на 10...350°С ниже температуры полиморфного превращения сплава. Проводят изотермическую выдержку при этой температуре в течение 10...180 с и давлении, составляющем 0,4...0,95 от предела текучести сплава при температуре изотермической выдержки. Техническим результатом изобретения является повышение усталостных характеристик соединения при сохранении их прочностных характеристик при статических нагрузках, снижение трудоемкости и увеличение производительности процесса сварки. 1 з.п. ф-лы, 1 ил., 2 табл.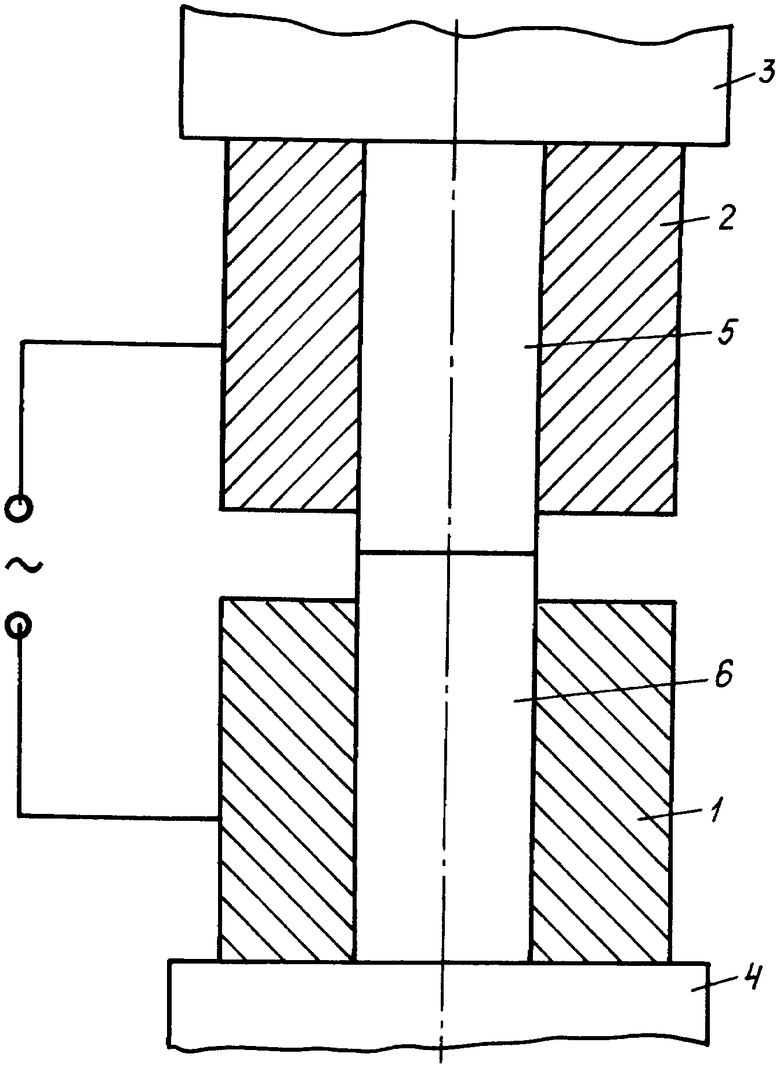
| КАЗАКОВ Н.Ф | |||
| Диффузионная сварка материалов.-М.: Машиностроение, 1976, с.176-177, 180 | |||
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2214896C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК И ЛИСТОВ ИЗ РАЗНОРОДНЫХ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266183C1 |
| US 3981429 А, 21.01.1976 | |||
| Гравитационный питатель сыпучих материалов | 1984 |
|
SU1228896A1 |

