Изобретение относится к диффузионной сварке в вакууме с нагревом изделий из титановых сплавов и может быть использовано в авиационной и других отраслях промышленности.
Известен способ нагрева в тлеющем разряде, применяемый при соединении массивных деталей с тонколистовыми, при котором равномерный нагрев деталей под сварку обеспечивается конструкцией анода и экрана. Этот способ не позволяет при изготовлении лопаток использовать вальцова- ное перо из-за деформации его при общем нагреве и потери геометрии пера.
Известен способ диффузионной сварки, согласно которому при изготовлении тавровых конструкций деформируемую часть стенки тавра выполняют толщиной, равной 0,8-0,95 ее толщины, а выступ выполняют на
полке высотой 0.4-1,0 высоты деформируемой части стенки и шириной, равной толщине этой части. Сварка с высокими температурами нагрева по данному способу вызывает перегрев титановых сплавов и рост составляющих фаз. кроме того, в зоне стыка возникает возможность высокой степени деформации, что неприемлемо для его использования при изготовлении лопаток газотурбинных двигателей.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления диффузионной сваркой направляющих лопаток осевого компрессора, согласно которому сварку полки с пером осуществляют, сдавливая полку цапфы, в профильный паз которой вставлено перо лопатки. Сжатие производят в стапеле, обеспечивающем при совместном его
XI
О
о
00
нагреве с собранной ЛРПРТКОЙ терм; натс При такой технологии степень деформирования по свариваемым плоскостям различна, что не обеспечивает надежного качества сварки по сечению шва, а применение оснастки, обеспечивающей термонатяг за счет нагрева не обеспечивает постоянство воспроизводимости процесса. Кроме того, технологическая оснастка при сравнительно небольшом цикле эксплуатации выходит из строя, изменяя свои геометрические параметры.
Цель изобретения - повышение качества сварного соединения, снижение металлоемкости и трудоемкости.
Поставленная цель достигается тем, что согласно способу изготовления диффузионной сваркой газотурбинных лопаток из двухфазных титановых сплавов перо и перпендикулярные ему полку и цапфу устанавливают с предварительным сжатием между ограничительными элементами оснастки, нагревают их до температуры ниже температуры полиморфного превращения свариваемого материала, сдавливают за счет расширения при нагреве свариваемых деталей и осуществляют изотермическую выдер- жку,предварительное сжатие осуществляют упругим элементом, устанавливаемым между свариваемыми деталями и ограничительными элементами оснастки, осуществляют нагрев только зоны соединения до температурь на 80-200°С ниже температуры полиморфного превращение титанэеого сплава, иг егм ческу-с з-гд-гг.- жку произ с дчт до окончания пластической деформации, затем температуру снижа-ст до 650-5г/. С и осу;; -;:твляют ВТОРУЮ изотермическую выдержку до окончания пг.а- с т и ч е с к о /I д е ч с с г.. s ц и и, повторяя указанный цикл до получения заданной степени пластической деформации в зоне соединения.
При нагреве электронным лучом зоны соединения до температуры на 80 200°С ниже температуры полиморфного превращения титанового сплава происходит удлинение нагретого участка и полка или цапфа перемещаются вдоль оси пера, дополнительно сжимая упругий элемент. При некоторой выдержке при этой температуре за счет релаксационных и диффузионных процессов и под действием упругого элемента начинается пластическая деформация зоны соединения в режиме сверхпластичности при сравнительно незначительном нагру- жении. После накопления определенной степени деформации процесс пластической деформации в зоне соединения прекращается, после чего снижением температуры до
i ЬО 550 С в зоне соединения и выдержкой при этой-температуре процесс деформиро вания возобновляется за счет выделения пластичных метастабильных фаз. В ходе
изотермической выдержки метастабильные Фазы переходят в стабильное состояние и процесс пластической деформации прекращается.
Нагрев зоны соединения до температу0 ры на 80-200°С ниже температуры полиморфного превращения (Тп.п.) титанового сплава обеспечивает получение равномерной структуры как в зоне соединения, так и вне ее с исключением роста структурных
5 составляющих. При этом ограничение температуры нагрева (до Тп.п. 80°С) исключает вакуумное растравливание границ зерен и фаз при нагреве электронным лучом, что является необходимым условием при изго0 товлении лопаток с бесприпусковым пером, с другой стороны снижение температуры обеспечивает выделение пластичной мета- стабильной фазы, ускоряющей процесс деформирования под нагрузкой.
5Ограничение температуры (до Тп.п. 200°С) обусловлено замедленной скоростью пластической деформации при сварке под нагрузкой, а также ухудшением качества сварного шва. Одновременно ограниче0 ние температуры (до Тп.п. 200°С) обусловлено тем, что нагрев до этой температуры при последующем охлаждении резко уменьшает количество метэстабильной пластической фазы.
5Г :, охлаждении двухфэз-.- титанов- сплавов, нагретых до температуры на 8G- 200°С ниже температуры полиморфного пре- е р а ш е и Р происходит выпадение метастабильных фаз, а при снижении темпеG Сстуоы до 65СЬ550СС процесс выделен;- фаз прекращается и они фиксируются в твердом состоянии. В ходе изотермической выдержки при температуре 550 550°С метастабильные фазы переходят в стабильное
5 состояние и процесс пластической деформации прекращается. В связи с этим сниже- ние температуры ниже 650-550СС нецелесообразно из-за замедления процесса пластической деформации.
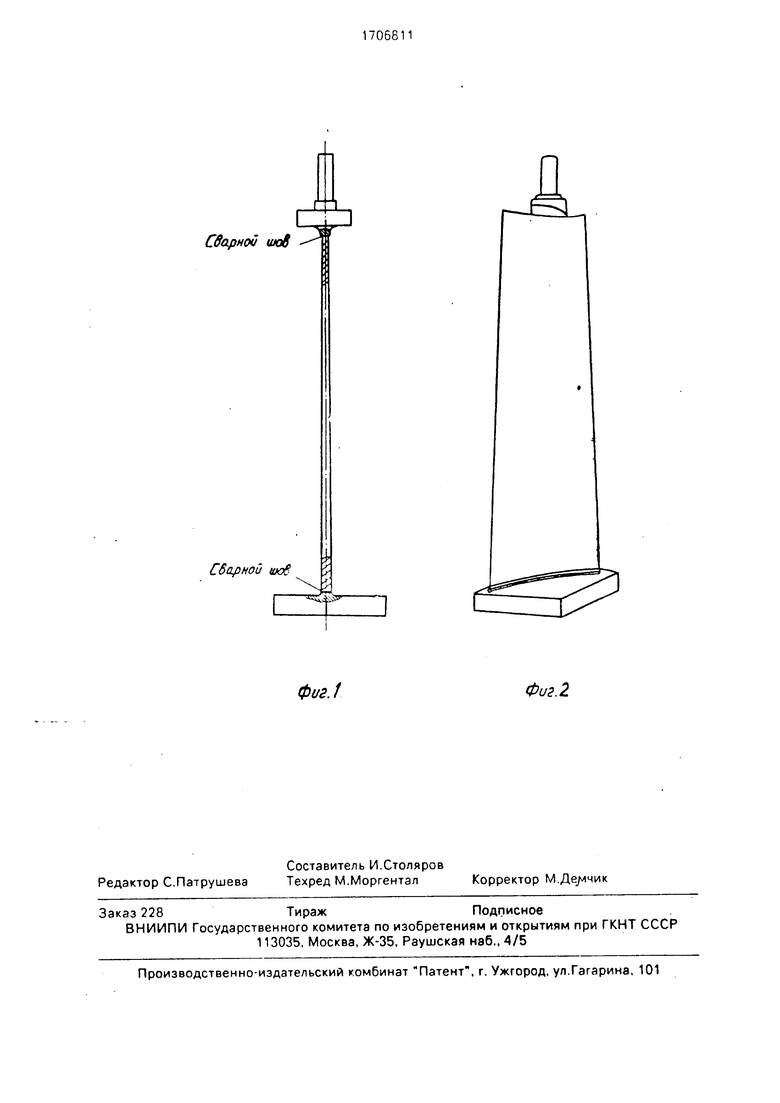
0На фиг. 1 представлена заготовка лопатки с приваренными полкой и цапфой к перу: на фиг.2 - лопатка после сварки.
Способ осуществляется следующим образом.
5Подготовленные к сварке перо и перпендикулярные ему полку и цапфу устанавливают с предварительным сжатием между ограничительными элементами оснастки. Усилие сжатия определяют по площади подлежащей сварке, обеспечивая удельное дав
ление в сопрягаемых поверхностях в пределах ,6-2,0 кг/мм. Оснастку с собранными элементами лопатки помещают в камеру электроннолучевой установки и после ее ва- куумирования осуществляют нагрев только зон соединения до температуры на 80- 200°С ниже температуры полиморфного превращения свариваемого металла. Изотермическую выдержку при этой температуре производят в процессе подготовки материала к пластической деформации и деформации зоны соединения до момента прекращения пластической деформации, начало и конец которой фиксируют по индикатору. Затем температуру снижают до 650- 550°С путем уменьшения мощности электронного луча и осуществляют вторую изотермическую выдержку (аналогично указанной) до окончания пластической деформации. Указанный цикл повторяют до получения заданной степени пластической деформации в зон$ соединения, затем нагрев стыков прекращают и после охлаждения электроннолучевой установки развакуумируют камеру и извлекают из нее готовую лопатку.
Пример. Элементы лопатки: полку, цапфу и перо, подлежащие сварке и обработанные с шероховэтостьюс 40 мкм, перед сборкой под сварку подвергают травлению в течение 2-4 мин. промывают в проточной воде, сушат горячим воздухом и собирают в оснастке. Затем производят предварительное прижатие полки к перу через упругий элемент с усилием 160-240 кг, а цапфы к перу - с усилием 130-150 кг. Закрывают и вакуумируют камеру до давления Р(2- 4) мм ртутного столба, после чего осуществляют нагрев свариваемых зон соединения электронные пучом, сканируя им вдоль зон, до температуры на 80-200°С ниже температуры полиморфного превращения титанового сплава. Изотермическую выдержку производят до окончания пластической деформации, которую фиксируют по индикатору. После прекращения пластической деформации температуру снижают до 650-550°С со скоростью не более 20°С в
секунду и осуществляют вторую изотерми- ческую выдержку до окончания пластической деформации. Указанный цикл повторяют до получения заданной степени
пластической деформации, которая составляет 0,4-0.6 мм в зоне соединения. При такой технологии в зависимости от химического состава сплава процесс сварки завершается за 2-4 цикла. Время сварки
соединения занимает 6-12 мин. После приварки полки и цапфы к перу камеру развакуумируют и извлекают из нее готовую лопатку.
Изобретение обеспечивает повышение
качества сварного шва, снижение металлоемкости и трудоемкости.
Формула изобретения Способ изготовления диффузионной
сваркой газотурбинных лопаток из двухфазных титановых сплавов, при котором пера и перпендикулярные ему полку и цапфу устанавливают с предварительным сжатием между ограничительными элементами оснастки, нагревают их до температуры ниже температуры полиморфного превращения свариваемого материала, сдавливают за счет расширения при нагреве свариваемых деталей и осуществляют изотермическую
выдержку, отличающийся тем, что. с целью повышения качества сварного соединения, снижения металлоемкости и трудоемкости, предварительное сжатие осуществляют упругим элементом, устанавливаемым между свариваемыми деталями и ограничительными элементами оснастки. осуществляют нагрев только зоны соединения до температуры на 80-200°С ниже температуры полиморфного превращения
титанового сплава, изотермическую выдержку производят до окончания пластической деформации, затем температуру снижают до 650-550°С и осуществляют вторую изотермическую выдержку до окончания пластической деформации, повторяя указанный цикл до получения заданной степени пластической деформации в зоне Соединения.
Сборной iaof
Сборной щ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2164462C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТОНКОСТЕННЫХ СЛОИСТЫХ ТИТАНОВЫХ КОНСТРУКЦИЙ | 2013 |
|
RU2569444C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ α+β-ТИТАНОВОГО СПЛАВА | 2008 |
|
RU2368700C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРУЕМОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2562186C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ НЕЕ | 2004 |
|
RU2246556C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2007 |
|
RU2348496C2 |
| СПОСОБ ШТАМПОВКИ ЗАГОТОВОК ИЗ НАНОСТРУКТУРНЫХ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2382686C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ ТИТАНОВОГО СПЛАВА | 2006 |
|
RU2320771C1 |
| Способ штамповки заготовок с ультрамелкозернистой структурой из двухфазных титановых сплавов | 2019 |
|
RU2707006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗИОННОЙ СВАРКОЙ СТОИСТОЙ ТОНКОСТЕННОЙ КОНСТРУКЦИИ ИЗ ТИТАНОВЫХ ЛИСТОВЫХ МАТЕРИАЛОВ | 2012 |
|
RU2537407C2 |
Изобретение относится к способам диффузионной сварки в вакууме с нагревом соединяемых элементов полок и пера электронным лучом. Цель изобретения - повышение качества сварного соединения, снижение металлоемкости и трудоемкости. Для осуществления способа производят предварительное сжатие упругим элементом, устанавливаемым между свариваемыми деталями и ограничительными элементами оснастки. Затем осуществляют нагрев, например, электронным лучом только зоны соединения до температуры, на 80-200°С ниже температуры полиморфного превращения титанового сплава. Изотермическую выдержку производят до окончания пластической деформации, затем температуру снижают до 650-550°С и осуществляют вторую изотермическую выдержку до окончания пластической деформации, повторяя указанный цикл до получения заданной степени пластической деформации в зоне соединения. 2 ил. Ё
фиг.1
Фиг.2
| Авторское свидетельство СССР № 1446790, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
