Изобретение относится к оборудованию для упаковывания в термосваривающиеся материалы жидких и пастообразных продуктов, а точнее к устройствам для образования сварных швов на упаковочном материале.
Известно устройство для образования двойных поперечных швов на рукавном термосклеивающемся материале, нагревательные элементы которого в поперечном сечении имеют седловидную форму 1.
Недостатком устройства является то, что образуемые сварные швы не обладают достаточной прочностью и надежностью при сварке поверхностей, загрязненных вязким продуктом.
Наиболее близким к предлагаемому является устройство для образования поперечных швов пакетов из рукавного термосклеивающегося материала, сварочная губка которого имеет две рабочие полосы, разделенные продольным пазом 2.
Известное устройство позволяет частично повысить прочность швов, герметичность упаковок, а также снизить потери упаковываемого продукта за счет использования нагревательного элемента, каждая рабочая ветвь которого состоит из двух параллельных лент, имеющих в поперечном сечении дугообразную форму, с закругленными краями рабочей поверхности. Однако устройство имеет указанное преимущество лишь в том случае, когда сварка осуществляется через продукт низкой вязкости, например молоко. При сварке поверхностей, загрязненных вязким продуктом, невозможно получить гарантированный шов, так как в случае попадания продукта в зону сварки часть его защемляется в междушовном пространстве, и после снятия нагрузки со сварочного элемента в зоне нахождения продукта происходит локальное разрушение шва.
Целью изобретения является обеспечение высокой прочности сварных швов и герметичности упаковок, заполненных вязкими продуктами и улучшение технологии изготовления губки.
. Поставленная цель достигается тем, что у сварочной губки для образования двойного шва, имеющей две рабочие полосы, разделенные продольным пазом, одна из полос выполнена прерывистой, интервалы которой представляют собой пазы, соединенные с продольным пазом и расположенные под углом к нему.
Вместе с тем, сварочная губка выполнена разъемной по линии продольного шва.
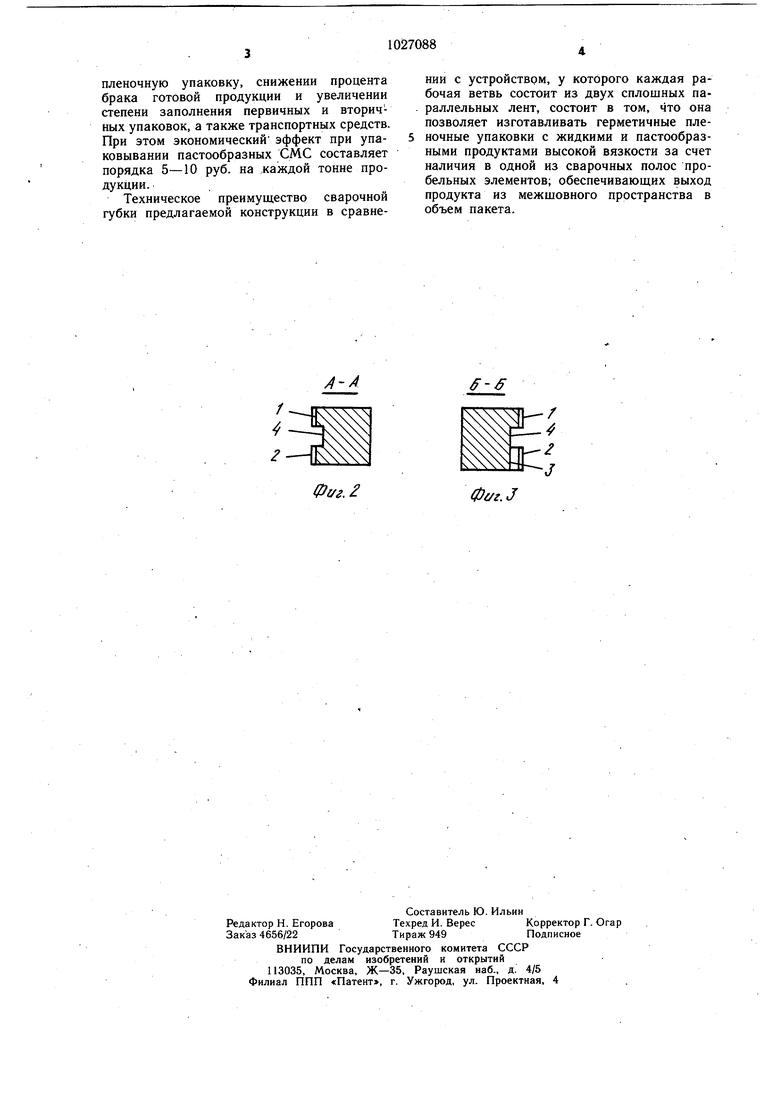
На фиг. 1 схематически изображена сварочная губка для образования двойного шва; на фиг. 2 - разрез А-А на фиг. 1: на фиг. 3 - разрез Б-Б на фиг. 1.
Сварочная губка (фиг. 1-3) содержит сплошную полосу 1, ширина рабочей поверхности которой может быть минимальной, достаточной для обеспечения гарантированной герметичности шва загрязненных плёнок, прерывистую полосу с участками 2,
разделенными между собой поперечными пазами 3, имеющими выход в продольный паз 4, разделяющий сплошную и прерывистую полосы рабочей поверхности сварочной губки.
Сварочная губка указанной конструкции может работать в паре с подобной губкой, выполненной зеркально, либо с эластичным упором. При этом по меньшей мере одна из губок должна быть соединена с источником тепловой энергии.
В процессе работь сварочные губки, смыкаясь, образуют на полимерном термосклеивающемся материале двойной шов в одном цикле, состоящий из сплошного герметизирующего и внутреннего дискретного (барьерного) швов.
При изготовлеиии пленочных упаковок в условиях попадания продукта в зону сварки с использованием сварочной губки предлагаемой конфигурации продукт не зашемляется в междушовном пространстве,
так как имеет выход в объем упаковки по продольным участкам дискретного шва, соответствующим поперечным пазам 3 иа сварочной губке.
Поперечные пазы 3 могут быть выполнены под углом к. линии продольного паза 4, отличным от прямого. Такое выполнение поперечных пазов обеспечивает возможность перекрывания кромок отдельных элементов дискретного шва относительно продольной линии шва. При этом фронт ударной волны жидкого или пастообразного продукта, находящегося в пленочной упаковке, ; возникающий в результате динамических нагрузок, будет диспергироваться на участках дискретного шва и не будет воздействовать на герметизирующий
шов по нормали.
С целью улучщения контакта сварй,ваемых поверхностей полимерных пленок рабочая поверхность сварочной губки может иметь рифления, работающие как капилляры и способствующие очистке загрязненных
пленок. Рифления могут быть поперечными или косыми. В последнем случае углы наклона рифлений и стенок поперечных пазов к линии продольного паза могут совпадать. Размеры участков рабочей поверхности сварочной губки, а также ширина и глубина пазов, определяются с учетом размеров получаемой упаковки, свойств термосклеивающейся пленки и вязкости продукта.
Сварочная губка может быть выполнена разъемной по линии продольного паза.
Экономическийэффект от внедрения предлагаемой сварочной губки для образования двойного шва состоит в снижении расхода полимерных материалов при переходе на
пленочную упаковку, снижении процента брака готовой продукции и увеличении степени заполнения первичных и вторичных упаковок, а также транспортных средств. При этом экономический эффект при упаковывании пастообразных CMC составляет порядка 5-10 руб. на ,каждой тонне продукции.
Техническое преимущество сварочной губки предлагаемой конструкции в сравнении с устройством, у которого каждая рабочая ветвь состоит из двух сплошных параллельных лент, состоит в том, что она позволяет изготавливать герметичные пленочные упаковки с жидкими и пастообразными продуктами высокой вязкости за счет наличия в одной из сварочных полос пробельных элементов; обеспечивающих выход продукта из межшовного пространства в объем пакета.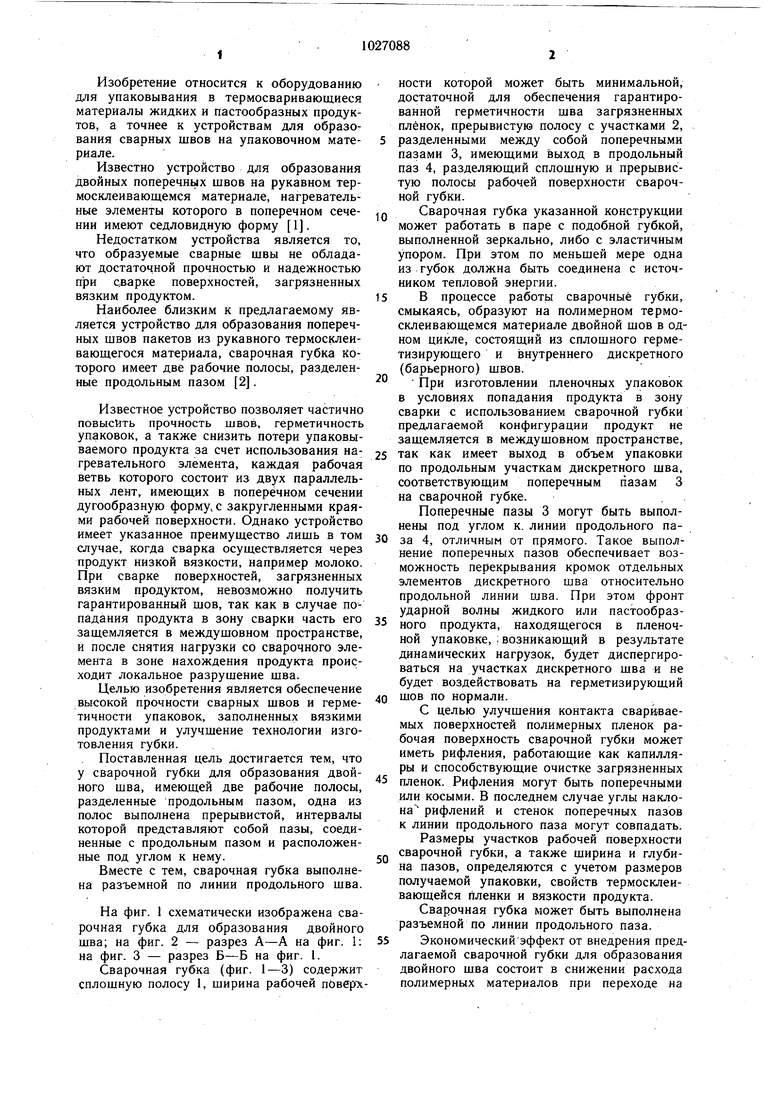
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ запечатывания полимерных пакетов | 1980 |
|
SU931594A1 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Автомат для упаковывания вязких продуктов в термосклеивающуюся пленку | 1991 |
|
SU1807963A3 |
| СВАРОЧНАЯ ГУБКА УПАКОВОЧНОЙ МАШИНЫ | 2003 |
|
RU2348838C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ПОЛИМЕРНОГО ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2092316C1 |
| Пакет для сыпучих материалов, способ упаковывания сыпучих материалов в пакет из термопластичной пленки и устройство для его осуществления | 1987 |
|
SU1588643A1 |
| УПАКОВОЧНЫЙ АВТОМАТ | 1998 |
|
RU2191722C2 |
| АВТОМАТ ДЛЯ УПАКОВКИ И ИЗГОТОВЛЕНИЯ ПАКЕТОВ "МАЛЮТКА" | 2000 |
|
RU2200690C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096280C1 |
1. СВАРОЧНАЯ ГУБКА ДЛЯ ОБРАЗОВАНИЯ ДВОЙНОГО ШВА НА ТЕРМОСКЛЕИВАЮЩЕМСЯ МАТЕРИАЛЕ, имеющая две рабочие полосы, разделенные продольным пазом, отличающаяся тем, что, с целью обеспечения высокой прочности сварных швов и герметичности упаковки, заполненной вязким продуктом, одна из полос выполнена прерывистой, интервалы которой представляют собой пазы, соединенные с продольным пазом и расположенные под углом к нему. 2. Сварочная губка по п. 1, отличающаяся тем, что, с целью улучшения технологии ее изготовления, она выполнена разъемной по линии продольного шва. у Ю О оо 00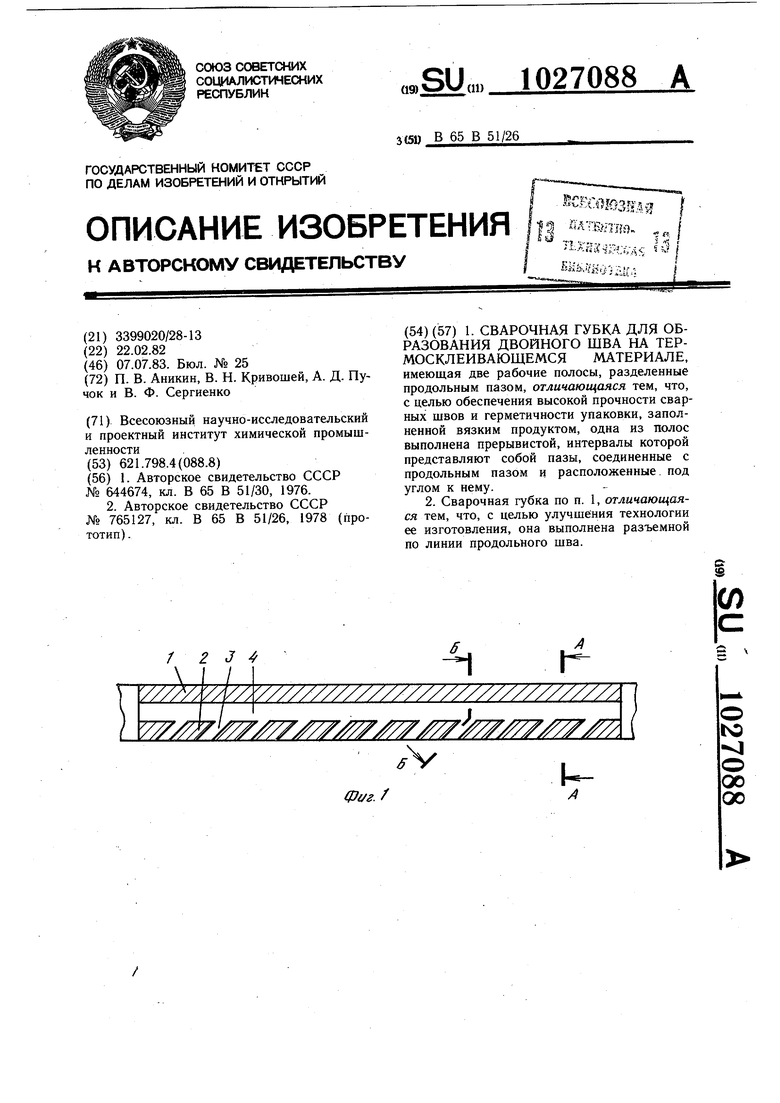
-ff
ф1/г.2
0i/i. J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для образования двойных поперечных швов на рукавном термосклеивающемся материале | 1976 |
|
SU644674A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| "Устройство для сварки поперечных швов пакетов из рукавного термосваривающегося материала | 1978 |
|
SU765127A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
