Изобретение относится к лесной, деревообрабатывающей и целлюлозно-бумажной промышленности и, в частности, к способам производства древесных частиц.
Известен способ производства древесных частиц, включающий взаимосвязанные между собой смонтированные на корпусе узел установки ножей с прижимами и базовыми накладками, узел перемещения щепы с контрножами и привод /см. Модлин Б.Д. и др. Производство древесностружечных плит. М.: В.Ш., 1973, с.96/. Известен также способ производства древесных частиц, включающий взаимосвязанные между собой смонтированные на корпусе узел установки ножей с прижимами и базовыми накладками, узел перемещения щепы с контрножами и привод /см. Модлин Б.Д. и др. Производство древесностружечных плит. М.: В.Ш., 1973, с.102-103/.
Недостатком известных способов является относительно низкое качество древесных частиц в связи с отсутствием сигнала об износе поверхностей базовых пластин, которое приводит к постепенному увеличению заданного размера древесных частиц по толщине, что в свою очередь нарушает технологический процесс, причем не только формирования ковра изделия, но и процесс его прессования при выпуске листовых древесных материалов.
Цель изобретения - повышение качества древесных частиц путем введения новой технологической операции - сигнала об износе поверхностей базовых пластин.
Достигается это тем, что регулировку режущих кромок ножей осуществляют с визуальным контролем износа рабочих поверхностей базовых накладок, а при износе рабочих поверхностей базовых накладок величину выставки режущих кромок ножей выполняют с уменьшением на величину износа накладок.
При этом целесообразно и полезно, чтобы
- базовые накладки выполняли из листовой стали,
- базовые накладки выполняли из литой стали,
- базовые накладки выполняли из конструкционной стали,
- базовые накладки выполняли из инструментальной стали,
- базовые накладки выполняли из нержавеющей стали,
- базовые накладки выполняли из углеродистой стали,
- базовые накладки выполнены из легированной стали,
- базовые накладки выполняли из хромоникелевой стали,
- базовые накладки выполняли из хромистой стали,
- базовые накладки выполняли из титаносодержащей стали,
- базовые накладки выполняли в виде пластин с параллельными плоскостями,
- базовые накладки выполняли в виде пластин с вогнутыми наружными плоскостями,
- базовые накладки выполняли с сигнальными межножевыми слоями,
- базовые накладки выполняли точечными,
- базовые накладки выполняли гребенчатыми,
- базовые накладки выполняли гребенчатыми с треугольным поперечным сечением,
- базовые накладки выполняли прерывистыми,
- базовые накладки узла установки выполняли в виде отдельных съемных призм,
- сигнальные межножевые слои выполняли из суспензии окрашенных пигментов в пленкообразующих веществах,
- сигнальные межножевые слои выполняли из суспензии окрашенных нерастворимых пигментов в пленкообразующих веществах,
- сигнальные межножевые слои выполняли из суспензии окрашенных хроматических нерастворимых пигментов в пленкообразующих веществах,
- сигнальные межножевые слои выполняли из суспензии окрашенных противокоррозионных пигментов в пленкообразующих веществах,
- сигнальные межножевые слои выполняли из суспензии окрашенных пигментов в пленкообразующих светящихся веществах,
- сигнальные межножевые слои выполняли из суспензии пигментов в виде оксидов переходных металлов в пленкообразующих веществах,
- сигнальные межножевые слои выполняли из суспензии окрашенных пигментов в виде сульфидов переходных металлов в пленкообразующих веществах,
- сигнальные межножевые слои выполняли из суспензии окрашенных пигментов в виде солей переходных металлов в пленкообразующих веществах,
- сигнальные межножевые слои выполняли из суспензии окрашенных пигментов в виде порошков цветных металлов в пленкообразующих веществах,
- сигнальные межножевые слои выполняли из суспензии органических пигментов в пленкообразующих веществах,
- сигнальные межножевые слои выполняли из суспензии фталоцианиновых пигментов в пленкообразующих веществах,
- сигнальные межножевые слои выполняли из суспензии азопигментов в пленкообразующих веществах.
Способ соответствует всем требованиям признаков изобретения, а именно наличием действий или совокупности действий, поскольку вводят визуальный контроль,
- порядком выполнения таких действий во времени, поскольку регулировку режущих кромок ножей осуществляют с визуальным контролем износа рабочих поверхностей базовых накладок,
- условиями осуществления действий, поскольку при износе рабочих поверхностей базовых накладок величину выставки режущих кромок ножей выполняют с уменьшением на величину износа накладок.
Способ выполняют с помощью устройства, работа которого осуществляется следующим образом
На чертеже изображена схема устройства, поперечный разрез.
Способ выполняют с помощью устройства, работа которого осуществляется следующим образом.
Устройство производства древесных частиц включает взаимосвязанные между собой смонтированные на корпусе 1 узел установки 2 ножей 3 с прижимами 4 и базовыми накладками 5, узел перемещения 6 щепы 7 с контрножами 8 и привод, при этом устройство производства древесных частиц из щепы снабжено размещенным на узле установки 2 ножей приспособлением 9 визуального контроля износа рабочей поверхности 10 базовых накладок 5, которое выполнено в виде расположенных на наружных 11 поверхностях базовых накладок 5 сигнальных межножевых слоев 12, ножи 3 установлены на заданную толщину древесных частиц между поверхностями сигнальных межножевых слоев 12 и режущих 13 кромок ножей 3, а сигнальные межножевые слои 12 выполнены из суспензии пигментов в пленкообразующих веществах, причем базовые накладки 5 узла установки выполнены из листовой стали, или из литой стали, или из конструкционной стали, или из инструментальной стали, или из нержавеющей стали, или из углеродистой стали, или из легированной стали, или из хромоникелевой стали, или из хромистой стали, или из титаносодержащей стали, или в виде пластин с параллельными плоскостями, или в виде пластин с вогнутыми наружными плоскостями, базовые накладки узла установки выполняют с сигнальными межножевыми слоями, или выполняют точечными, или гребенчатыми, или гребенчатыми с треугольным поперечным сечением, или прерывистыми, или в виде отдельных съемных призм, а сигнальные межножевые слои выполнены из суспензии окрашенных пигментов в пленкообразующих веществах, или из суспензии окрашенных нерастворимых пигментов в пленкообразующих веществах, или из суспензии окрашенных хроматических нерастворимых пигментов в пленкообразующих веществах, или из суспензии окрашенных противокоррозионных пигментов в пленкообразующих веществах, или из суспензии окрашенных пигментов в пленкообразующих светящихся веществах, или из суспензии пигментов в виде оксидов переходных металлов в пленкообразующих веществах, или из суспензии окрашенных пигментов в виде сульфидов переходных металлов в пленкообразующих веществах, или из суспензии окрашенных пигментов в виде солей переходных металлов в пленкообразующих веществах, или из суспензии окрашенных пигментов в виде порошков цветных металлов в пленкообразующих веществах, или из суспензии органических пигментов в пленкообразующих веществах, или из суспензии фталоцианиновых пигментов в пленкообразующих веществах, или из суспензии азопигментов в пленкообразующих веществах.
Выполнение способа осуществляется следующим образом.
Вначале к работе подготавливают взаимосвязанные между собой смонтированные на корпусе 1 узел установки 2 ножей 3 с прижимами 4 и базовыми накладками 5, узел перемещения 6 щепы 7 с контрножами 8 и привод, при этом устройство производства древесных частиц из щепы снабжают размещенным на узле установки 2 ножей приспособлением 9 визуального контроля износа рабочей поверхности 10 базовых накладок 5, которое выполняют в виде расположенных на наружных 11 поверхностях базовых накладок 5 сигнальных межножевых слоев 12, ножи 3 устанавливают на заданную толщину древесных частиц между поверхностями сигнальных межножевых слоев 12 и режущих 13 кромок ножей 3, а сигнальные межножевые слои 12 выполняют из суспензии пигментов в пленкообразующих веществах, причем базовые накладки 5 узла установки выполняют из листовой стали, или из литой стали, или из конструкционной стали, или из инструментальной стали, или из нержавеющей стали, или из углеродистой стали, или из легированной стали, или из хромоникелевой стали, или из хромистой стали, или из титаносодержащей стали, или в виде пластин с параллельными плоскостями, или в виде пластин с вогнутыми наружными плоскостями, базовые накладки узла установки выполняют с сигнальными межножевыми слоями, или выполняют точечным, или гребенчатыми, или гребенчатыми с треугольным поперечным сечением, или прерывистыми, или в виде отдельных съемных призм, а сигнальные межножевые слои выполняют из суспензии окрашенных пигментов в пленкообразующих веществах, или из суспензии окрашенных нерастворимых пигментов в пленкообразующих веществах, или из суспензии окрашенных хроматических нерастворимых пигментов в пленкообразующих веществах, или из суспензии окрашенных противокоррозионных пигментов в пленкообразующих веществах, или из суспензии окрашенных пигментов в пленкообразующих светящихся веществах, или из суспензии пигментов в виде оксидов переходных металлов в пленкообразующих веществах, или из суспензии окрашенных пигментов в виде сульфидов переходных металлов в пленкообразующих веществах, или из суспензии окрашенных пигментов в виде солей переходных металлов в пленкообразующих веществах, или из суспензии окрашенных пигментов в виде порошков цветных металлов в пленкообразующих веществах, или из суспензии органических пигментов в пленкообразующих веществах, или из суспензии фталоцианиновых пигментов в пленкообразующих веществах, или из суспензии азопигментов в пленкообразующих веществах, после чего с помощью крепежных элементов монтируют узлы установки 2 ножей 3 и базовые накладки 5 с учетом величины выставки передней кромки по отношению задней плоскости ножа, после заточки режущую кромку ножей выставляют на величину, равную заданной толщине древесных частиц относительно базовой поверхности накладок 5, и окончательно фиксируют их, включают привод и проводят подачу сырья и при замене ножей 3 определяют степень износа базовых накладок изменением величины выставки ножей именно на величину степени износа, что является корректировкой нарушения линейных размеров древесных частиц, в дальнейшем оператор в случае полного износа межножевого слоя выносит решение о замене базовых накладок, меняет весь комплект и цикл повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРМОЗНОГО ДИСКА, ТОРМОЗНОЙ ДИСК И ПРИМЕНЕНИЕ ЭМАЛЕВОГО ПОКРЫТИЯ НА ТОРМОЗНОМ ДИСКЕ | 2015 |
|
RU2673918C1 |
| Размольная гарнитура дисковой мельницы | 2016 |
|
RU2652177C2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРМОЗНОГО ДИСКА И ТОРМОЗНОЙ ДИСК | 2014 |
|
RU2646715C2 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА СТАТОРА | 2018 |
|
RU2691482C1 |
| РАЗМОЛЬНАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2021 |
|
RU2771548C1 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| Способ упрочнения противорежущей пластины мульчирующей фрезы | 2022 |
|
RU2799598C1 |
| Рубительная машина | 1987 |
|
SU1451018A1 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2483867C2 |
Изобретение относится к лесной, деревообрабатывающей и целлюлозно-бумажной промышленности и, в частности, к способам производства древесных частиц. Способ производства древесных частиц включает взаимосвязанные между собой технологические операции установки, регулировки с выставкой режущих кромок ножей с прижимами и базовыми накладками. Новым является то, что осуществляют загрузку и измельчение щепы с получением древесных частиц, при этом регулировку режущих кромок ножей осуществляют с визуальным контролем износа рабочих поверхностей базовых накладок, которые выполняют с сигнальными межножевыми слоями, расположенными на наружных поверхностях базовых накладок, а при износе рабочих поверхностей базовых накладок величину выставки режущих кромок ножей выполняют с уменьшением на величину износа накладок. Технический результат изобретения состоит в повышении качества древесных частиц путем введения новой операции - сигнала об износе поверхностей базовых пластин. 24 з.п. ф-лы, 1 ил.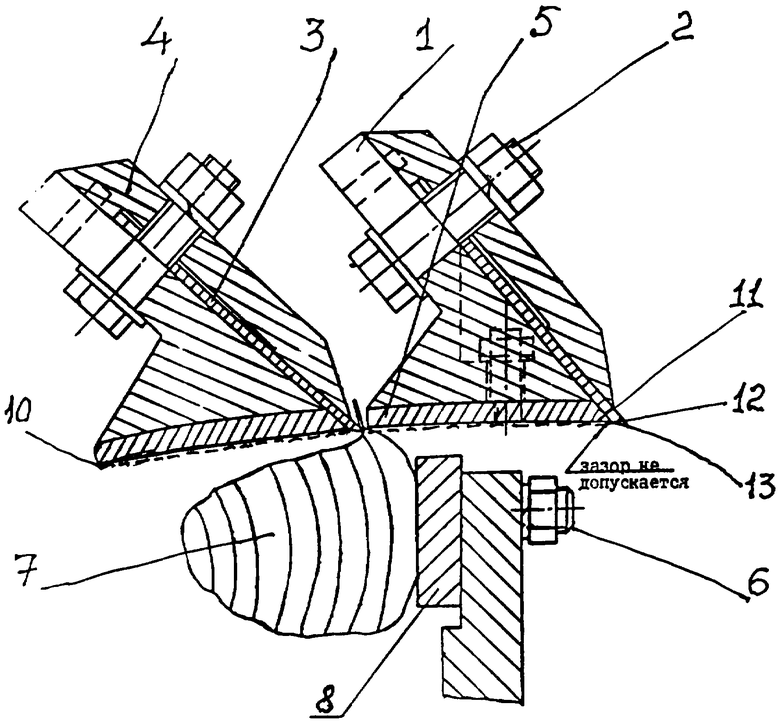
| МОДЛИН Б.Д | |||
| и др | |||
| Производство древесностружечных плит | |||
| - М.: Высшая школа, 1973, с.102, 103 | |||
| Ножевой барабан центробежного стружечного станка | 1986 |
|
SU1659198A1 |
| Ножевой барабан стружечного станка | 1986 |
|
SU1335465A1 |
| Ножевой барабан центробежного стружечного станка | 1985 |
|
SU1248806A1 |
| US 5511597 A, 30.04.1996. | |||

