Настоящее изобретение относится к пресс-форме для изготовления держателей. Изобретение также относится к способу изготовления держателей.
Как правило, литье под давлением держателей, таких как ящики, в пресс-формах, осуществляется на относительно больших, тяжелых прессах, которые являются дорогостоящими и требуют много пространства. Еще один недостаток известных держателей заключается в том, что толщина стенок разных его частей будет относительно большой, поскольку по-другому не достигается подходящее соотношение, с одной стороны, между длиной пути потока и поперечным сечением потока и, с другой стороны, между длиной пути потока и расплавом пластика. При уменьшении толщины стенок давление впрыска пластика будет необходимо увеличить, в то же время давление закрытия, требуемое для поддержания пресс-формы закрытой, также увеличится. Еще одним недостатком этого известного способа является то, что полости в держателях, такие, например, как полые участки стенок и тому подобное, фактически невозможны, особенно при малой толщине стенок, так как требуемые твердые сердечники не смогут сопротивляться давлению, создаваемому впрыскиваемым в пресс-форму пластиком, и будут изгибаться, ломаться и/или повреждаться другим образом, в то же время зачастую могут возникать проблемы с их извлечением.
Целью настоящего изобретения является предоставление пресс-формы для создания пластиковых держателей, таких как ящики, контейнеры и тому подобное, посредством которой по меньшей мере некоторые из вышеупомянутых недостатков известной пресс-формы и способа ее применения будут устранены.
В частности, задачей изобретения является предоставление такой пресс-формы, при помощи которой могут быть образованы тонкостенные держатели, более конкретно тонкостенные держатели с по меньшей мере частично, полыми участками стенок.
Еще одной задачей изобретения является предоставление пресс-формы, при помощи которой пластик может быть введен в пресс-форму при относительно низком давлении и которая может поддерживаться в закрытом состоянии при относительно низком давлении закрытия. В частности, целью данного изобретения является предоставление такой пресс-формы, при помощи которой могут быть образованы держатели с относительно длинным, сложным путем потока.
Еще одной задачей изобретения является предоставление пресс-формы, при помощи которой могут быть образованы держатели, имеющие малые углы зазора, при этом держатели имеют относительно большую глубину относительно их донной поверхности.
Более того, изобретение рассматривает предоставление способа для изготовления пластиковых держателей, таких как ящики, контейнеры и тому подобное, при помощи которого при относительно низких давлениях впрыска и/или давления закрытия могут быть изготовлены держатели, в частности держатели с длинными, узкими путями потока сложной структуры и/или по меньшей мере частично полыми стенками.
Целью настоящего изобретения также является предоставление такого способа, при помощи которого могут быть обработаны разные типы пластика, в частности также легкоплавкие пластики, при помощи которых можно изготовить прозрачные, затемненные, а также абсолютно непрозрачные держатели.
Для решения по меньшей мере части вышеупомянутых и прочих задач пресс-форма в соответствии с изобретением характеризуется признаками пункта 1.
За счет использования одной или более подвижных частей стенок полости в пресс-форме достигается то преимущество, что по меньшей мере при впрыске пластика в пресс-форму полость пресс-формы имеет относительно большой объем, с несколькими ограничивающими проходами. Таким образом, в течение впрыска пути потока будут относительно короткими, в то время как проходы, по которым должен проходить пластик, достаточно большие. В результате, пластик может быть введен в пресс-форму при относительно низком давлении. Только после того как пластик был помещен в полость пресс-формы по меньшей мере частично, тогда, в течение процесса, одна или каждая подвижная часть стенки перемещается в направлении противоположной части стенки, так что соответствующий проход уменьшается. Пластик между соответствующей подвижной частью стенки и противоположной частью стенки затем до некоторой степени сжимается и/или вытесняется в часть полости пресс-формы, расположенную дальше. Таким образом, каждый раз фронт потока пластика сдвигается при перемещении единственной или каждой подвижной части стенки, так что пластик вытесняется каждый раз по пути потока согласованно с соответствующим расплавом и проходным отверстием пути потока.
С пресс-формой, соответствующей настоящему изобретению, по меньшей мере одна подвижная стенка перемещается в направлении перемещения под углом к направлению перемещения для открытия и закрытия пресс-формы. Как правило, последнее будет по существу совпадать с направлением прессования пресса, применяемого с пресс-формой, по меньшей мере с направлением давления для закрытия. При перемещении единственной или каждой части стенки во втором направлении перемещения могут быть образованы части стенок, которые не выступают под прямым углом к первому направлению перемещения. Таким образом, например, части боковых стенок держателя могут быть сформированы, когда донная поверхность держателя расположена приблизительно под прямым углом к первому направлению перемещения. Вместе с тем, также, достигается то важное преимущество, что нагрузка на дополнительные сердечниковые части в направлении под углом к первому направлению перемещения может быть значительно уменьшена, что является преимущественным, в частности, при использовании относительно тонких сердечниковых частей, предназначенных для формирования частично полых частей стенок, каналов и тому подобного.
Здесь, «под углом» означает, что первое и второе направления перемещения не параллельны друг другу. Предпочтительно, направления перемещения составляют угол между 20° и 90°, более предпочтительно между 45° и 90°, и наиболее предпочтительно между 60° и 90°. В результате, получается приемлемая нагрузка на различные части. В особенном варианте осуществления пресс-форма в соответствии с изобретением отличается тем, что первое и второе направления перемещения расположены примерно под прямым углом друг к другу. Следовательно, достигаются простые и выгодные перемещения двух частей пресс-формы и единственной или каждой подвижных частей стенок, так же как и их приемлемая нагрузка, в частности, на их сердечниковые части.
В пресс-форме в соответствии с изобретением могут быть предусмотрены две или более подвижные части стенок, предпочтительно такие, что они перемещаются с разных сторон одной или более сердечниковых частей по направлению друг к другу. За счет выполнения сердечниковых частей в пресс-форме в держателе могут быть образованы полости.
В особо предпочтительном варианте осуществления пресс-форма в соответствии с изобретением дополнительно характеризуется признаками пункта 7.
С центральной сердечниковой частью основное пространство держателя может быть образовано простым способом. Путем помещения одной или более вторых сердечниковых частей вокруг нее, на коротком расстоянии от нее, могут быть образованы дополнительные пространства, например, в одной или более продольных частях стенок. Затем между центральной сердечниковой частью и соответствующей смежной второй сердечниковой частью, например, может быть сформирована первая стенка продольной части стенки, а на противоположной стороне второй сердечниковой части - вторая ее стенка, между второй сердечниковой частью и подвижной частью стенки. Так как подвижная часть стенки может изначально быть приведена в отведенное положение и только после ввода пластика перемещается вперед в направлении второй сердечниковой части, пластик может легко протекать между двумя частями. Преждевременное затвердевание или затормаживание потока предотвращаются при необходимости. Таким образом, могут быть получены тонкие стенки полой продольной стенки или ее части. Фактически, при открытии пресс-формы и извлечении изделия сердечниковые части останутся в пресс-форме, а пространства, образованные ими, будут открыты.
При использовании подвижных частей стенок в пресс-форме в соответствии с изобретением могут быть предусмотрены вырезы, отверстия и тому подобное в разных частях стенок держателя, например ручки, соединительные отверстия и тому подобное.
Предпочтительно, пресс-форма в соответствии с изобретением выполнена для формирования держателей с относительно малой толщиной стенки относительно данной поверхности и продольных стенок, в то время как держатель относительно глубокий по отношению к размерам донной поверхности. Преимущество такого держателя имеется, когда в течение впрыска пластика пути потока относительно короткие и широкие, в то же время только после заполнения пластиком полости пресс-формы, по меньшей мере большей его части, она принимает свою окончательную форму для полного заполнения пластиком. Фактически, в течение перемещения частей стенок пластик будет вынужден пройти по относительно короткому пути потока.
В еще одном предпочтительном варианте осуществления пресс-форма в соответствии с изобретением отличается тем, что также для по меньшей мере части донной поверхности держателя предусматриваются подвижные части стенок. Вместе с тем может быть достигнуто то преимущество, что пластик может быть введен в полость пресс-формы даже при незначительном давлении. Предпочтительно, эти соответствующие подвижные части стенок имеют направление перемещения примерно параллельное первому направлению перемещения.
Предпочтительно, чтобы для каждой подвижной части стенки, в частности для всех, подвижных во втором направлении частей стенок, предусматривались приводные средства. Предпочтительно, они управляются независимо от перемещения частей пресс-формы в первом направлении. В результате, каждый раз подвижные части стенок могут быть оптимально перемещены. Предпочтительно, подвижные части стенок расположены для перемещения в полностью закрытой пресс-форме, но могут также быть выполнены так, что они могут перемещаться уже при закрытии пресс-формы. В последнем случае будет необходимо предотвратить прохождение пластика между закрывающими поверхностями пресс-формы.
Изобретение также относится к узлу из пресса и пресс-формы в соответствии с изобретением, характеризующемуся признаками пункта 12.
Изобретение также относится к способу для образования держателей и подобных изделий, таких как ящики, контейнеры и прочие изделия, с по меньшей мере одной полостью, открытой наружу. В соответствии с изобретением такой способ характеризуется признаками пункта 14.
В таком способе, который предпочтительно осуществляется при помощи пресс-формы в соответствии с изобретением, предоставляется возможность для образования держателей с относительно сложными и/или большими размерами, с относительно малой толщиной стенок и на относительно простых, легких установках. В таком способе давление впрыска и закрывающие силы относительно малы по отношению к используемым в традиционной технике литья под давлением, причем помимо этого достигается больший выбор конструкций. Дополнительно, в способе в соответствии с изобретением держатели могут быть сформированы из весьма разнообразных материалов, среди которых пластики с низкой температурой плавления.
В способе в соответствии с изобретением единственная или каждая подвижная часть стенки может перемещаться во время ввода пластика, что, например, может быть преимущественно для пластиков с критическим интервалом затвердевания или, например, для кристаллических пластиков, так что они могут оставаться прозрачными. Вместе с тем можно предотвратить неблагоприятное влияние на свойства материала пластиков. Следует отметить, что поскольку пластик вводится уже при низком давлении, то большую часть напряжений в пластике можно устранить, по меньшей мере уменьшить, так что держатель не будет сильно напряжен.
Альтернативно, единственная или каждая подвижная часть стенки может перемещаться после ввода пластика, по меньшей мере основной его части, в полость пресс-формы, например при заполнении примерно 80%. В результате, противодавление при впрыске дольше остается низким. Таким образом, предпочтительно, чтобы каждая подвижная часть стенки перемещалась быстро, так, чтобы в результате, главным образом, трения в пластике или между пластиком и частями пресс-формы и/или сжатия пластика вызывало в пластике адиабатическое тепловое расширение. В результате, снова понижается вязкость пластика, или пластик вновь становится жидким, так что он может осуществить полное заполнение полости пресс-формы еще лучше и даже более простым образом.
Также, естественно, могут быть применены комбинации вышеупомянутых перемещений. Предпочтительно, пластик вводится вблизи или на донной поверхности держателя. В результате этого проблемы в потоке и, в частности, в слиянии пластика могут быть устранены по меньшей мере в большей части.
В зависимых пунктах описаны дополнительные предпочтительные варианты осуществления пресс-формы, узла, способа и изделия в соответствии с изобретением. Для пояснения изобретения варианты осуществления пресс-формы, узла, способа и изделия в соответствии с изобретением будут разъяснены далее со ссылками на чертежи, на которых показано:
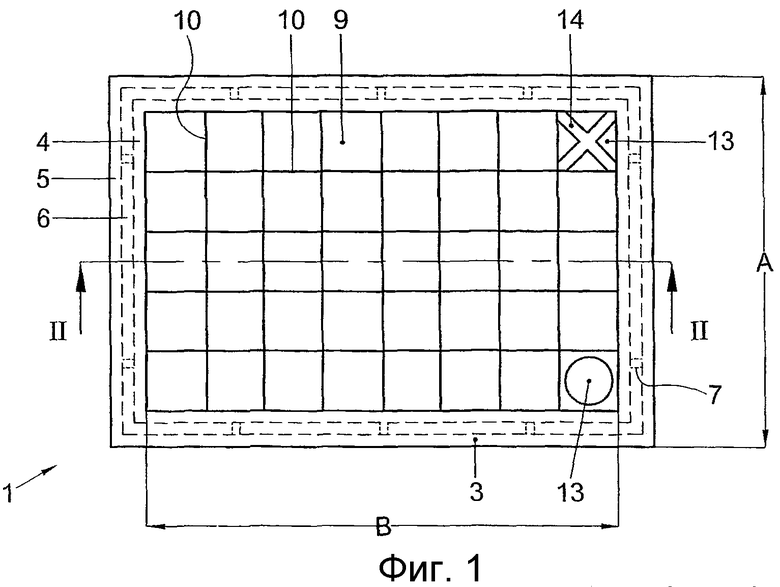
Фиг.1 - вид сверху держателя в соответствии с изобретением, здесь в виде ящика;
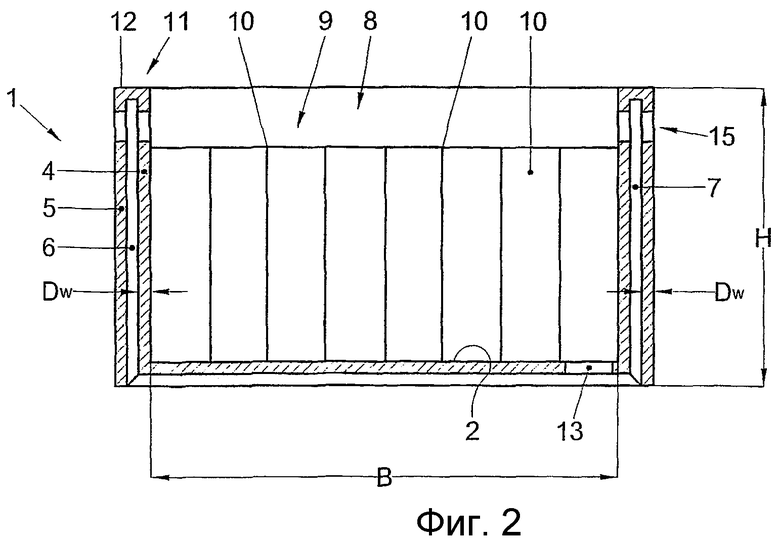
Фиг.2 - вид сбоку в разрезе по линии II-II Фиг.1 держателя в соответствии с изобретением;
Фиг.3 - вид сбоку в разрезе пресс-формы в соответствии с изобретением, помещенной в пресс, в закрытом состоянии с максимальным объемом полости пресс-формы, т.е. с подвижными частями стенок в отведенном положении, разрез вдоль плоскости, соответствующей разрезу держателя на Фиг.2;
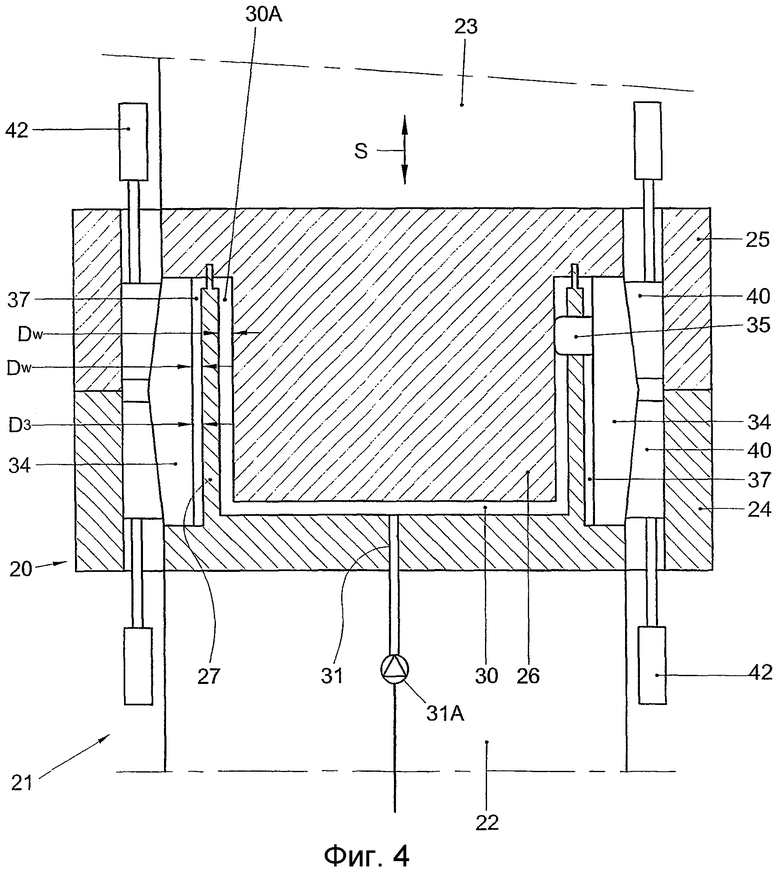
Фиг.4 - пресс-форма в соответствии с Фиг.3 с выдвинутыми подвижными частями стенок;
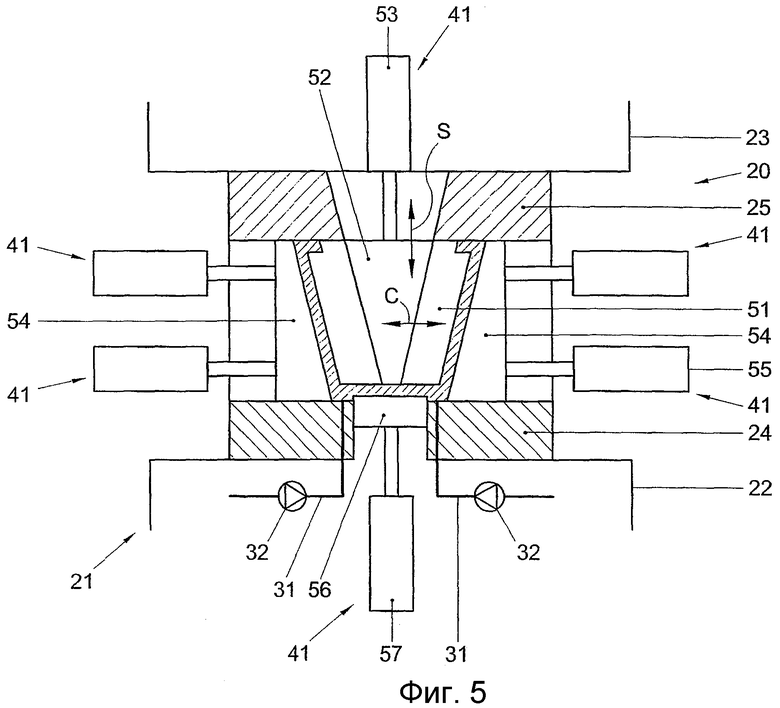
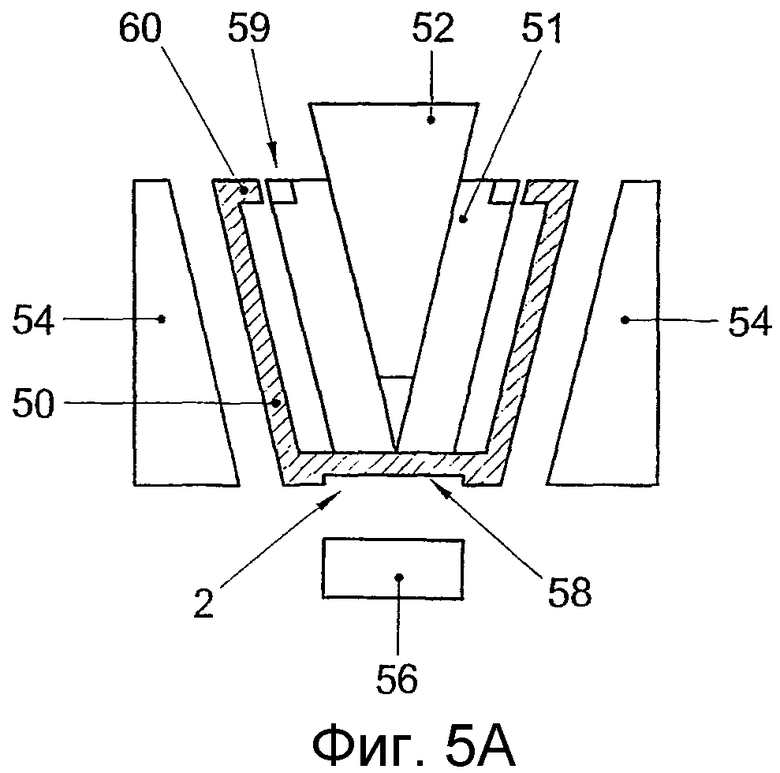
Фиг.5 и 5А - вид сбоку в разрезе, сопоставимом с Фиг.3 и 4, пресс-формы в соответствии с изобретением, в альтернативном варианте осуществления.
В этом описании одинаковые или соответствующие части имеют одинаковые или соответствующие ссылочные позиции. В этом описании в виде примера будет описан ящик, в частности ящик для бутылок. Однако изобретение не должно восприниматься как ограниченное только этим. Много других держателей, оборудованных или необорудованных отделениями, со всеми видами разных форм донных поверхностей, например круглой, прямоугольной, квадратной, или другой формы, возможны в рамках этого изобретения. Также, держатели могут быть образованы с полостями или без полостей в боковых стенках и/или дне. Дополнительно, другие изделия также могут быть изготовлены этим или подобным способом, например частично полые, тарельчатые, стержнеобразные, трубчатые изделия или изделия другой формы. Изделия могут иметь продольную стенку (стенки), расположенную под прямым углом к донной поверхности, но единственная или одна из продольных стенок изделия может также быть расположена под наклоном относительно этой донной поверхности.
В пресс-форме и способе в соответствии с настоящим изобретением могут применяться различные пластики, в частности термопластичные пластики и смеси. Также кристаллические пластики и их смеси могут быть особо хорошо применены в настоящем изобретении.
Фиг.1 показывает, на виде сверху, держатель 1 в соответствии с изобретением в форме ящика для бутылок, которым не ограничивается настоящее изобретение. Фиг.2 показывает держатель 1 в поперечном разрезе на виде сбоку. Держатель 1 содержит донную поверхность 2 и продольную стенку 3, выступающую от нее. Продольная стенка 3 по существу двойная, что означает что она содержит первую стенку 4, вторую стенку 5 и расположенную между ними полость или пустое пространство 6. Толщина Dw стенки сравнительно мала по отношению к размерам А, В донной поверхности 2 и высоте Н. Толщина стенок может быть, например, между несколькими десятыми миллиметра и несколькими миллиметрами в зависимости, например, от размеров держателя, предполагаемого использования и тому подобного. Между стенками 4, 5 могут быть предусмотрены поперечные перегородки 7, предпочтительно с соответствующей толщиной для повышения жесткости и увеличения грузоподъемности. Ограниченное продольной стенкой 3 и донной поверхностью 2 внутреннее пространство 8 выполнено с компоновкой по отсекам посредством пересекающихся стенок 10. Они доходят до точки ниже верхнего края 11 продольной стенки 3. Верхние концы стенок 4, 5 соединены между собой несущей кромкой 12, предпочтительно с толщиной стенки, сопоставимой с толщиной стенок 4, 5. В донной поверхности 2 могут быть выполнены отверстия 13, например круглые, как показано в правом нижнем углу, или образованные пересекающимися полосами 14, как показано в правом верхнем углу. Из-за наличия отверстий материал и вес, время охлаждения и/или давление закрытия могут быть ограничены. В продольной стенке 3 на противоположных сторонах образованы ручки 15.
Держатель 1 в соответствии с изобретением может например быть изготовлен в пресс-форме 20 в соответствии с Фиг.3 и 4. Эта пресс-форма 20 входит в устройство для литья под давлением, по меньшей мере уже известный пресс 21, части неподвижной плиты 22 которого и плиты, подвижной относительно нее в первом направлении S перемещения, показаны. Пресс-форма 20 содержит первую часть 24, расположенную на неподвижной плите, и вторую часть 25, подвижную относительно нее и присоединенную к подвижной плите 23. Естественно, первое направление перемещения S может иметь любую ориентацию, например вертикальную, как показано на Фиг.3 и 4, а также горизонтальную, при наклоне пресса 21.
Первая часть 24 содержит центральную сердечниковую часть 26 для образования внутреннего пространства 8 держателя 1. Эта центральная сердечниковая часть 26 окружена со всех сторон на расстоянии D1 второй сердечниковой частью 27, выполненной на первой части 24 пресс-формы 20. Расстояние D1 соответствует толщине D стенки первой стенки 4 держателя 1. Вторая сердечниковая часть 27 соответствует по форме форме полости 6 в продольной стенке 3 держателя 1. В случае необходимости на верхней стороне второй сердечниковой части 27 могут быть образованы штыри 28, которые входят в углубления во второй части 25 пресс-формы 20, для ее поддержания. В результате, в кромке 12 формируются отверстия. Между передним концом 29 центральной сердечниковой части 26 и первой частью 24 остается свободным пространство 30 для формирования донной поверхности 2. В этом пространстве 30 заканчивается подающее отверстие 31, через которое пластик может быть введен в полость 32 пресс-формы.
Со стороны второй сердечниковой части 27, обращенной от центральной сердечниковой части 26, в показанном воплощении с четырех сторон, предусмотрена подвижная часть 33 стенки в форме ползуна 34, который подвижен во втором направлении перемещения С. Поверхность, обращенная ко второй сердечниковой части 27, имеет форму внешней стороны соответствующей части продольной стенки 3. При необходимости на ползуне 34 может быть выполнен выступ 35 для образования ручки 15, этот выступ, с этой целью, может проходить через отверстие 36 во вторую сердечниковую часть 27. В целях упрощения выступ 35 и отверстие 36 изображены только на правой стороне.
В положении, показанном на Фиг.3, ползуны 34 показаны в отведенном положении, т.е. на расстоянии D2 от второй сердечниковой части 27, которое больше, чем желаемая толщина D3 стенки второй стенки 5. Для этого между ползуном 34 и смежной сердечниковой частью 27 обеспечивается относительно большое, широкое пространство 37, через которое пластик может протекать легко и без большого сопротивления.
На задней стороне ползуна 34 выполнены наклонные поверхности 38, в показанном варианте осуществления две поверхности 38, наклоненные в противоположных направлениях. Дополнительно, за ползуном предусмотрена плоская беговая поверхность 39, т.е. со стороны ползуна, обращенной от второй сердечниковой части 27. Между наклонными поверхностями 38 и беговой поверхностью 39 предусмотрены клинья 40 с соответствующими наклонными поверхностями 38А и беговыми поверхностями 39А. Клинья 40 соединены с приводными средствами 41, на Фиг.3 и 4 выполнены как узлы 42 поршень-цилиндр, при помощи которых клинья 40 могут перемещаться из первого положения, показанного на Фиг.3, во второе положение, показанное на Фиг.4, и наоборот. Посредством перемещения клиньев 40 во второе положение ползуны 34 перемещаются внутрь, т.е. по направлению ко второй сердечниковой части 27. Следовательно, пространство 37 уменьшается, и вместе с этим пластик, расположенный в нем, вытесняется и/или сжимается до некоторой степени.
Пресс-форма 20 с прессом 21 может быть использована следующим образом.
Пресс-форма 20 приводится в закрытое положение, показанное на Фиг.3 и 4, и удерживается закрытой при помощи пресса 21 при относительно небольшом давлении закрытия. Давление закрытия меньше, чем давление, необходимое для литья под давлением такого же держателя при помощи традиционной технологии литья под давлением и пресс-формы, которое, как правило, может определяться по существу выступающей поверхностью в направлении S, путями потока, в особенности толщиной стенок, и применяемым пластиком.
Ползуны 34 приводятся в отведенное, первое положение, после чего через подающее отверстие 31 при помощи подходящих для этого средств 31А пластик вводится в пространство 30, предпочтительно в расплавленной по меньшей мере по существу жидкой форме. Из пространства 30 пластик течет через пространства 30А между центральной сердечниковой частью 26 и второй сердечниковой частью 27 над второй сердечниковой частью 27 в пространства 37. Так как пластик в пространствах 37 почти не испытывает какого-либо сопротивления, он может легко течь туда без увеличения давления и/или затвердевания пластика. Затем, когда по существу весь необходимый пластик был введен в полость 32 пресс-формы, приводные средства 41 активируются, так что клинья 40 перемещаются во второе положение и ползуны 34 вытесняются в направлении второй сердечниковой части 27. Следовательно, пластик вытесняется дальше в полость 32 пресс-формы, в частности, до конца пространства 37 для полного его наполнения.
Так как направление перемещения С находится под углом относительно направления перемещения S, достигается приемлемая нагрузка на различные части. Так как пластик может течь в полость 32 пресс-формы и через нее без большого сопротивления, будет достаточно относительно небольшого давления. В результате, например, можно предотвратить изгиб вторых сердечниковых частей 27 и чрезмерный износ. Более того, в результате этого также может оставаться маленькой необходимая сила закрытия.
После того как ползуны были максимально выдвинуты вперед, пластик может затвердевать, а затем, при необходимости, ползуны оттягиваются назад, пресс-форма 20 открывается, и держатель 1 может быть извлечен. В результате относительно невысокого давления впрыска изделие фактически будет без напряжений.
На Фиг.3 и 4, в целях ясности, отверстия для образования перегородок 10 опущены.
Ползуны 34 пресс-формы 20 могут быть перемещены так быстро, что в пластике возникает адиабатическое тепловое расширение. В результате, свойства потока пластика могут быть дополнительно улучшены, и пластик, который возможно затвердел, может снова стать жидким. Альтернативно, ползуны 34 также могут медленно перемещаться, так что пластик не нагревается или нагревается лишь слегка и уже постепенно затвердевает в течение ввода. Также существует возможность перемещения ползунов уже в течение ввода пластика в направлении второго положения (Фиг.4), так что пластик постоянно находится в движении. Это может быть преимущественно, в частности, например, при кристаллических пластиках и пластиках с точкой стеклования и/или легкоплавких пластиков, или когда свойства изделия из пластика необходимо точно отслеживать.
На Фиг.5 схематично показана пресс-форма 20 в альтернативном варианте осуществления. Эта пресс-форма 20 подходит для образования держателя 50 по существу в форме усеченного конуса. В этом варианте осуществления первая сердечниковая часть 27 содержит два ползуна 51, подвижных во втором направлении перемещения С. Между первыми ползунами 51 расположен первый клин 52, который при помощи приводных средств 41, например электрически приводимого ходового винта 53, подвижен в первом направлении перемещения S. При перемещении клина 52 вниз (на Фиг.5) первые ползуны 51 движутся наружу, ко второму положению, формирующему изделие. С внешней стороны пресс-формы 20, по меньшей мере полости 32 пресс-формы, предусмотрены вторые ползуны 54, приводимые, например, при помощи приводных средств 41 в форме узлов 55 поршень-цилиндр, между отведенным, первым положением и вторым положением, выдвинутым вперед. Под полостью 32 пресс-формы предусмотрен третий ползун 56, подвижный в первом направлении S при помощи приводных средств 41 в форме, например, также узла 57 поршень-цилиндр.
На Фиг.5А показаны разные ползуны 51, 54 и 56 в отведенном, втором положении, на Фиг.5 - в первом положении, выдвинутом вперед, вокруг держателя 50. Как ясно видно из этих чертежей, в ползунах, в частности в первых ползунах 51, могут быть предусмотрены вырезы 59, например, в их краевой области, так чтобы выступы 60, концы, пазы или тому подобное могли быть образованы в держателе, который, иначе, не будет извлекаться. На донной поверхности 2 держателя 1 предусмотрен суженный участок 58 при помощи дальнейшего проталкивания третьего ползуна 56.
Ясно, что изобретение не ограничено ни коим образом примерными вариантами осуществления, приведенными на чертежах и в описании. Возможны его многочисленные изменения в рамках изобретения, как обозначено в формуле изобретения.
Например, в пресс-форме в соответствии с изобретением может быть предусмотрено другое количество и/или другие формы ползунов по меньшей мере подвижных частей стенок, которые, например, могут быть выполнены под наклоном. Могут быть предусмотрены различные типы приводных средств. Части 22, 23 пресс-формы могут перемещаться и удерживаться закрытыми разными способами, в то же время многоместные пресс-формы и/или ярусные пресс-формы могут быть созданы аналогичным образом. Также ясно, что первое и второе направления перемещения могут также составлять другие углы, нежели показанные углы примерно в 90°, в то же время направления перемещения для разных ползунов могут также быть разными. Перемещение клиньев и ползунов может иметь любую желаемую ориентацию, до тех пор пока между первым и вторым направлением совместно образуется угол. Также другие виды изделий могут быть изготовлены при помощи пресс-формы, по меньшей мере сборки в соответствии с изобретением, например относительно маленькие и/или низкие изделия, трубчатые изделия и тому подобное.
Эти и многие сопоставимые варианты осуществления находятся в рамках изобретения, как обозначено в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ДЕРЖАТЕЛЯ ШТЕМПЕЛЬНОЙ ПОДУШКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЯ ШТЕМПЕЛЬНОЙ ПОДУШКИ | 2014 |
|
RU2652495C2 |
| ПРЕСС-ФОРМА ДЛЯ ПРЯМОГО ПРЕССОВАНИЯ | 2016 |
|
RU2703160C2 |
| НОЖЕВОЙ БЛОК, УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ВОЛОС И СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2680324C2 |
| Сборный контейнер для растений | 2013 |
|
RU2615472C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА | 2009 |
|
RU2504470C2 |
| ФОРМОВОЧНАЯ СИСТЕМА ДЛЯ ОБРАЗОВАНИЯ ОТДЕЛЕНИЙ В КОНТЕЙНЕРЕ НА ОСНОВЕ КАРТОНА | 2009 |
|
RU2499667C2 |
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ОРИЕНТИРОВАННОГО ФОРМОВАНИЯ РАЗДУВОМ | 1995 |
|
RU2123934C1 |
| ПРЕСС-ФОРМА ДЛЯ МЯСА С ВОЗМОЖНОСТЬЮ ПРИГОТОВЛЕНИЯ МЯСА | 2010 |
|
RU2546229C2 |
| ПРЕСС-ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ УКУПОРОЧНОГО УЗЛА | 2018 |
|
RU2759177C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА | 2009 |
|
RU2507067C2 |
Изобретение относится к пресс-форме для изготовления держателей. Пресс-форма содержит по меньшей мере две части пресс-формы, подвижные друг относительно друга в первом направлении перемещения, и стенку, подвижную во втором направлении перемещения. Причем первое и второе направления перемещения образуют между собой угол. Упомянутая стенка перемещается между первым, отведенным положением, и вторым положением, выдвинутым вперед. Отведенное положение стенки соответствует положению для введения расплава, а второе положение стенки - положению для формирования изделия. При этом полость пресс-формы в положении для введения расплава имеет больший объем, чем в положении для формирования изделия. Решение направлено на максимально полное заполнение закрытой пресс-формы расплавом. 3 н. и 22 з.п. ф-лы, 5 ил.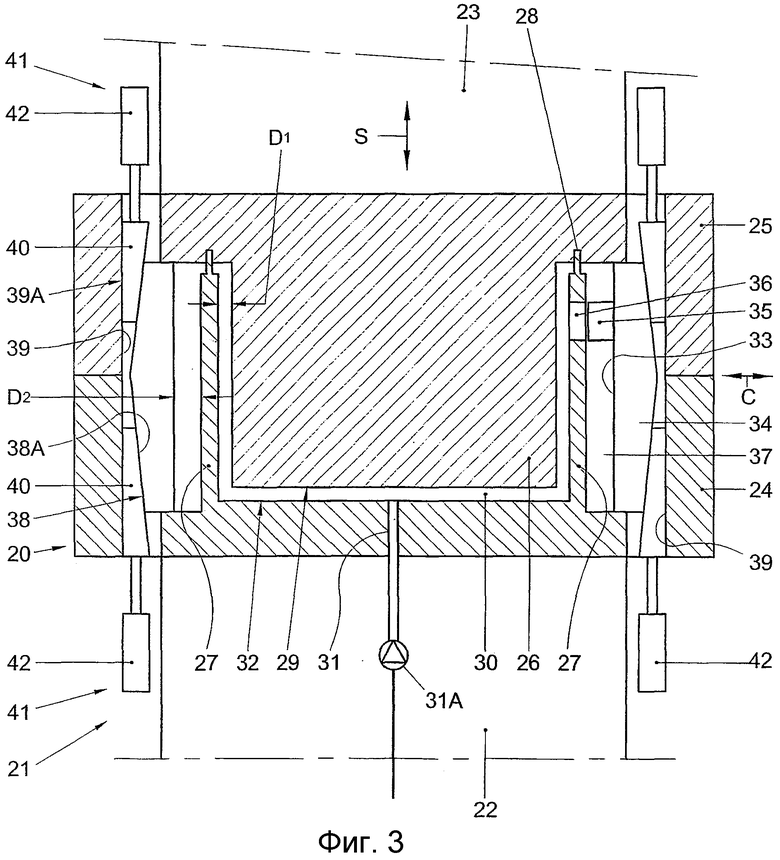
| Мирзоев Р.Г | |||
| и др | |||
| Основы конструирования и расчеты деталей из пластмасс и технологической оснастки для их изготовления | |||
| - Л.: Машиностроение | |||
| Ленинградское отделение, 1972, с.282-283 | |||
| JP 6182835 А, 07.05.1994 | |||
| US 6322349 А, 27.11.2001 | |||
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1207786A1 |
| Пресс-форма для изготовления деталей с поднутрениями из пластмасс | 1986 |
|
SU1426819A1 |
| Литьева форма для изготовления полых полимерных изделий | 1984 |
|
SU1212827A1 |

