(Л
to
05
С
СО
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая пресс-форма | 1980 |
|
SU897539A1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Песс-форма для литья под давлением | 1976 |
|
SU609595A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1409464A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1982 |
|
SU1071441A1 |
| Литьевая форма для изготовления изделий с поднутрением | 1973 |
|
SU443773A1 |
| МНОГОГНЕЗДНАЯ СТАЦИОНАРНАЯ ПРЕСС-ФОРМА С ГОРИЗОНТАЛЬНЫМ И ВЕРТИКАЛЬНЫМ РАЗЪЕМАМИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2011 |
|
RU2475357C1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
Изобретение относится к области переработки пластмасс и может найти применение при изготовлении деталей с поднутрениями. Цель - обеспечение необходимых условий для механизированного съема вытолкнутых деталей за счет автоматического извлечения их из полуматриц и удерживания в строго ориентированном положении. Для зтого в подвижных плитах выталкивающей системы соосно с оформляющим знаком 2 пуансона I установлен фиксатор 16. Причем сечение фиксатора 16 меньше сечения оформляющего знака 2. 3 ил.
Фм1
Изобретение относится к переработке пластмасс и может найти применение При изготовлении деталей с под- нутрениями,.. Целью изобретения является обеспечение необходимых условий для механизированного съема вытолкнутых деталей за счет автоматического извлечения их из полуматриц и удерживания в строго ориентированном положении.
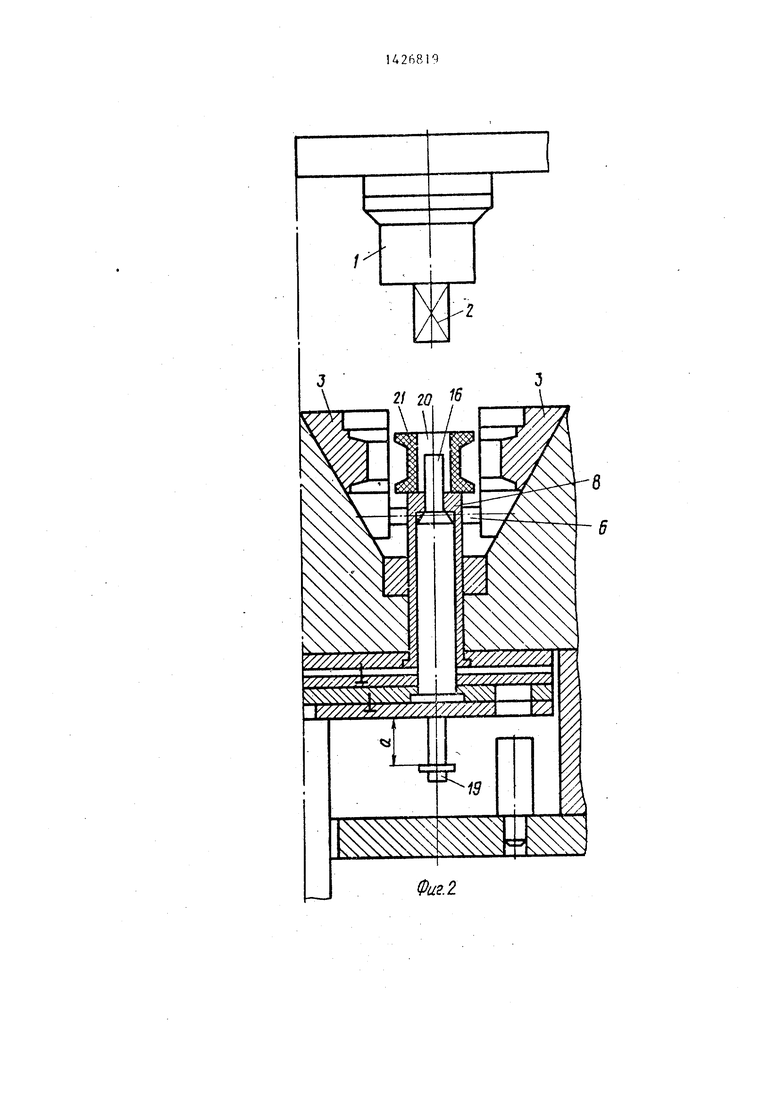
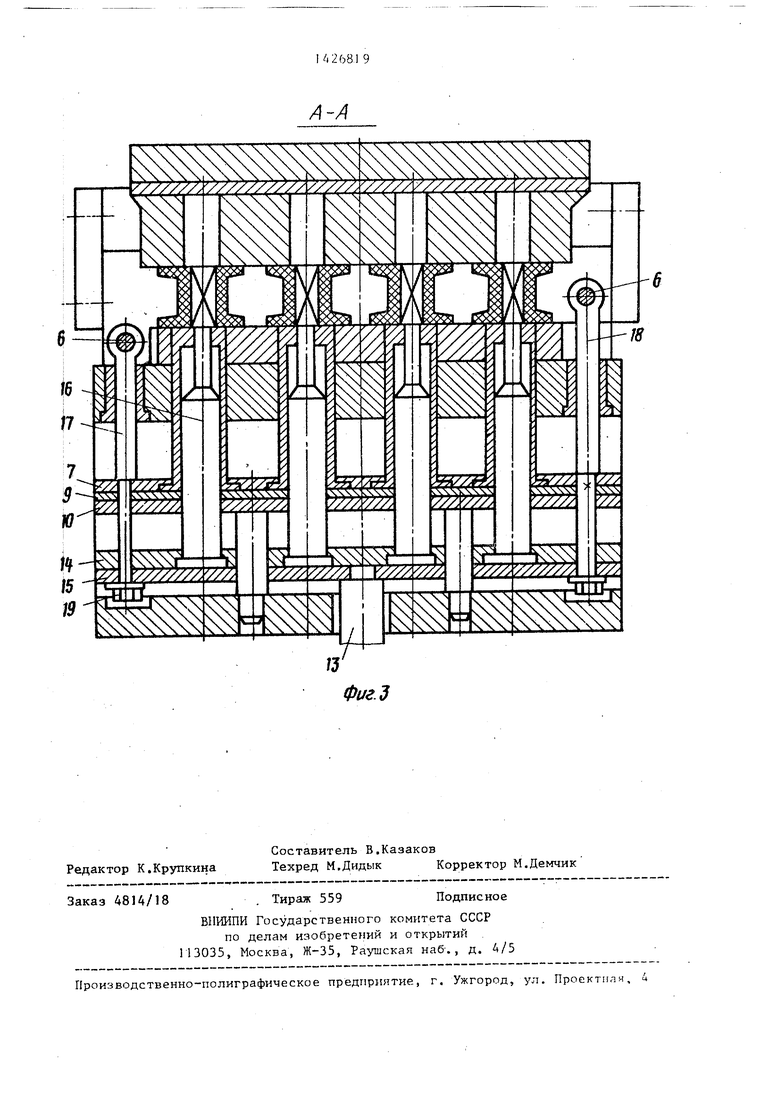
На фиг. показана пресс-форма в сомкнутом положении; на фиг.2 - то же, в разомкнутом положении; на фиг.3 разрез А-А на фиг,1.
Пресс-форма содержит пуансон 1 с оформляющим знаком 2, составные полуматрицы 3, установленные с возможностью перемещения по направляющим 4, обоймы полуматриц 5, соединенные между собой при помощи направляющих колонок 6, и выталкивающую систему, выполненную в виде размещенных в плите 7 выталкивателей 8, промежуточной плиты 9, опорной плиты 10, упоров 11, запрессованных в нижнюю плиту 12, и штока 13. Между плитами 12 и 10 размещены плиты 14 и 15.
В плите 14 установлен фиксатор 16, а в плиту 15 ввернут шток 13. В пли- тах 7, 9 и 10 жестко закреплены тяги 17 и 18, один конец которых насажен на направляющую колонку 6, а другой снабжен ограничителем 19.
В рабочую полость засыпают пресс- материал, Смыка)от полуформы. После выдержки под давлением пресс-форму раскрзгоают.
Включают выталкивающую систему и с помощью щтока 13 приводят в движение плиты 14 и 15 вместе с фиксатором 16. Так как сечение фиксатора 16 меньше сечения оформляющегося знака 2, то он свободно входит в отверстие 20 отпрессованной детали 21, Далее, при соприкосновении плиты 14 с плитой 10 приводят в движение выталкиватели 8, При помощи тяг 17, 18 и направляющих колонок 6 1 азводят полуматрицы 3, освобождя отпрессованные детали 21, удерживаемые фиксаторами 16.
Автоматически вводят в рабочую зону съемник (не показан) и при его помощи удаляют отпрессованные детали 21.
Возвращают выталкивающую систему в исходное положение. Под воздействием штока перемещают плиты 14 и 15с фиксатором 16, Далее, при выборе свободного хода а плита 15, упираясь в ограничитель 19 тяг 17 и 18, перемещает последние вместе с плитами 7 - 10 и выталкивателями 8. При этом, полуматрицы 3, перемещаясь по направляющим 4, смыкаются, а плита 10 вместе с плитами 7, 9 упирается в упор II.
Далее цикл повторяется.
Таким образом, введение в подвижные плиты выталкивающей системы со- осно с оформляющие- знаком фиксатора, сечение которого меньше сечения оформ ляюп1его знака, позволяет обеспечить необходимые условия для мехаш1зирован ного съема вытолкнутых деталей за счет извлечения их из полуматриц и удерживания в строго ориентированном положении,
Формула изобретения
Пресс-форма для изготовления деталей с поднутрениями из пластмасс, содержащая пуансон с оформляющим знаком, составные полуматрицы, обойму полуматриц и выталкивающую систему, отличающаяся тем, что, с целью обеспечения необходимых условий для механизированного съема группы вытолкнутых деталей за счет автоматического извлечения их из полуматриц и удерживания в строго ориентированном положении, в подвижных плитах выталкивающей системы соосно с оформляющим знаком пуансона установлен фиксатор,
Фа.2.
Фигд
| Татевосьян Г,О | |||
| Прессовщик пластмасс | |||
| М.: Профтехиздат, 1961, с.112 | |||
| Литьевая форма для изготовления изделий из пластмасс | 1981 |
|
SU939232A1 |
| Солесос | 1922 |
|
SU29A1 |
