Настоящее изобретение относится к способу подачи смазки при горячей прокатке.
При горячей прокатке смазку подают к поверхностям вращающихся валков, для уменьшения сил трения, которые действуют на зоны между вращающимися валками и прокатываемым материалом, или иначе для предотвращения износа и заедания валков прокатного стана, производя таким образом стальные изделия с поверхностью высокого качества. Смазки и способы их подачи известны, в особенности способ (а), в котором смазочные материалы смешивают с водой, и смазка получается в форме эмульсии, которую затем подают нагнетанием или любым другим подобным методом, и способ распыления паром (b), в котором смазочные материалы и пар смешивают вместе и смесь подают для нагнетания, и способ распыления (с), в котором смазочные материалы распыляют с использованием воздуха, газа и т.д.
Вышеупомянутый способ (а) часто используется до настоящего времени. В этом способе (а) используется относительно простое оборудование и для замены смазочных материалов необходимо немного времени. Кроме того, поскольку вода и смазочные материалы смешаны вместе, в дополнение к эффекту смазывания валков, можно ожидать эффект охлаждения из-за присутствия воды в смазке. По этой причине способ (а) - один из наиболее широко используемых.
К тому же при горячей прокатке толщина полосы прокатываемого материала больше по сравнению с материалом, получаемым в результате холодной прокатки, и прокатный стан не обеспечен устройством для облегчения введения в зацепление прокатываемых материалов. По этой причине может произойти проскальзывание при введении в зацепление полосы при входе в валки и также во время прокатки.
Для решения этой проблемы может быть использован способ, в котором снижено количество подаваемых смазочных материалов, и смазочные материалы подаются пока не появляются проблемы проскальзывания. Также возможно использовать способ, в котором проскальзывание при введении в зацепление между валками предотвращают, не смазывая вовсе, когда начальный и конечный края прокатываемого материала входят в зацепление в прокатном стане.
Кроме того, известен способ, в котором смазку получают, эмульгируя смазочные материалы, имеющие высокий коэффициент трения, и, используя его, чтобы не происходило проскальзывание при введении в зацепление между валками, когда начальный и конечный края прокатываемого материала входят в прокатный стан.
Однако, если смазывание используется в ходе прокатки, операторы ожидают, что проскальзывание может произойти, что говорит о невозможности получения необходимого эффекта смазывания. Кроме того, даже когда коэффициент трения смазки тщательно выбран, проблемы проскальзывания продолжают возникать.
Можно было бы полагать, что это вызвано тем фактом, что окружающая температура вокруг прокатного стана не постоянна, частично из-за сезонных температурных колебаний, в итоге температура при подаче смазочных материалов не остается постоянной, вязкость смазочных материалов меняется, и, даже с тем же самым подаваемым количеством, количество смазочных материалов, которое фактически остается на валках прокатного стана меняется.
Кроме того, если вязкость смазочных материалов повышается и улучшается ее адгезия к валкам, для того, чтобы устранить изменения в количестве смазочных материалов на валках, смазочные материалы оседают на внутренние стенки трубопроводов подачи смазочных материалов, засоряя или даже блокируя трубы. Это засорение труб также вызывает непредвиденные изменения в концентрации смазочных материалов.
Кроме того, внутренняя часть инжектора, в котором смазочные материалы смешивают с водой, имеет трубчатую структуру, и смазочные материалы проходят через трубку небольшого внутреннего диаметра. Насос большой производительности необходим для обеспечения возможности прохождения жидкости с высокой вязкостью (смазочные материалы) через эту трубку небольшого внутреннего диаметра.
Следовательно, даже если бы смазочные материалы следовало бы заменить смазочными материалами с высокой вязкостью, иногда будет невозможно заменить смазочные материалы из-за ограничений в элементах оборудования, например, насоса.
Поэтому имеется потребность в способе подачи смазки, в котором смазочные материалы высокой вязкости эмульгируют без загрязнения труб, и полученную смазочную эмульсию с высокой вязкостью подают на валки прокатного стана, благодаря чему, постоянный и устойчивый эффект смазки может быть достигнут без влияния окружающей температуры.
В свете вышеуказанных проблем целью настоящего изобретения является создание способа подачи смазки, который достигает постоянного эффекта смазки, без влияния окружающей температуры, эмульгируя смазочные материалы высокой вязкости, но не загрязняя трубы и подавая смазку высокой вязкости на валки.
Авторы изобретения решили вышеупомянутые проблемы способом эмульгирования смазочных материалов введением воды, в то время как (а): смазочные материалы остаются в состоянии относительно низкой вязкости пока смазочные материалы не инжектируются из штуцера, чтобы предотвратить засорение труб, и (b): смазочные материалы модифицируют так, чтобы они переходили к состоянию относительно высокой вязкости, когда смазочные материалы эмульгируются и инжектируются из штуцера, чтобы увеличить эффективность адгезии к валкам прокатного стана, указанная эффективность, определяется как отношение количества смазки, остающейся на валках прокатного стана, к количеству смазки, подаваемой штуцером подачи смазки.
С этой целью предметом изобретения является способ подачи смазки при горячей прокатке, в котором на поверхность валков подается смазочная эмульсия, характеризующийся тем, что указанная смазочная эмульсия, состоящая из смазочных материалов с вязкостью между 10 сСт и 400 сСт при 40°С, смешанных с водой, направляется на поверхность валков, по крайней мере, через один штуцер подачи смазки, при температуре выше 0°С, но ниже 25°С.
В предпочтительном выполнении, смазочную эмульсию охлаждают в штуцере подачи смазки до температуры выше 0°С, но ниже 25°С и затем направляют на поверхности валков.
В другом предпочтительном выполнении, способ в соответствии с настоящим изобретением состоит в том, что температура смазочных материалов, содержащихся в смазочной эмульсии, выше 20°С до их смешивания с водой.
В другом предпочтительном выполнении, способ в соответствии с настоящим изобретением состоит в том, что температура воды, содержащейся в смазочной эмульсии, находится между 0°С и 25°С до ее смешивания со смазочными материалами.
В соответствии с настоящим изобретением, возможно увеличить эффективность, с которой смазочные материалы удерживаются на валках прокатного стана вне зависимости от окружающей температуры, наряду с этим устранить любое засорение или блокировку труб смазочными материалами и при необходимости существенно модифицировать используемые смазочные материалы и трубы системы подачи смазочных материалов.
Настоящее изобретение будет далее подробно описано на основе прилагаемого чертежа, который схематично представляет устройство подачи смазки инжекторного типа.
Чертеж представляет схему системы труб подачи смазочных материалов, которая эмульгирует смазочные материалы, смешивая их с инжектируемой водой, и подает эмульсию смазочных материалов на валки прокатного стана. Эта система одна из наиболее широко используемых в настоящее время в промышленности. Настоящее изобретение принимает эту систему за прототип.
В настоящем изобретении, когда смазочные материалы, имеющие вязкость при 40°С, больше чем 10 сСт, но меньше чем 400 сСт смешивают с водой, используя инжектор системы инжекции воды, для получения смазочной эмульсии может быть использован один из следующих способов:
(i) после смешивания инжектором смазочных материалов и воды смесь охлаждают до температуры между 0°С и 25°С и затем инжектируют или подают иначе;
(ii) смазочную эмульсию, полученную смешиванием смазочных материалов, предпочтительно при температуре выше 20°С, смешивают с водой, имеющей температуру между 0°С и 25°С, в инжекторе и инжектируют штуцером при температуре между 0°С и 25°С.
Вязкость большинства смазочных материалов изменяется в интервале температур от 10°С до 40°С, приблизительно в два - четыре раза, этот температурный диапазон соответствует наблюдаемой температуре воды зимой и летом.
Когда вязкость смазочных материалов меньше чем 10 сСт при 40°С, вязкость при температуре инжекции между 0°С и 25°С становится недостаточной и эффективность адгезии к валкам прокатного стана (отношение количества смазки, оставшейся на валках прокатного стана, к количеству смазки поданной штуцером подачи смазки) значительно снижается, так что в итоге невозможно получить положительный эффект смазывания. Поэтому установлен низший предел вязкости смазочных материалов при 40°С, равный 10 сСт.
Для достижения положительно эффекта смазывания, предпочтительно, чтобы вязкость смазочных материалов при 40°С была не менее 100 сСт.
Кроме того, если вязкость смазочных материалов при 40°С превышает 400 сСт, это вызывает засорение и блокировку труб. Кроме того, при окружающей температуре (между 0°С и 25°С), смазочные материалы становятся полутвердыми, принимая состояние, которое называют состоянием густой смазки, и поэтому смазочные материалы больше не могут быть смешаны с водой даже способом инжекции воды. Кроме того, смазывание становится чрезмерным, когда смешивание возможно, и это вызывает проблемы проскальзывания. Поэтому верхний предел вязкости смазочных материалов при 40°С установлен равным 400 сСт.
К тому же смазочные материалы, имеющие вязкость при 40°С более 400 сСт очень мало используются в настоящее время.
Для обеспечения возможности смешивать смазочные материалы с водой, не засоряя труб, предпочтительно, чтобы вязкость смазочных материалов при 40°С не превышала 300 сСт.
Настоящее изобретение использует адгезионные свойства смазочных материалов, для которых чем выше вязкость смазочных материалов, тем более эффективна адгезия к валкам прокатного стана.
В настоящем изобретении, если вязкость при 40°С, по крайней мере, 10 сСт, но не более 400 сСт, то даже смазочные материалы, обычно используемые в настоящее время, могут быть применены, не привлекая значительные инвестиции в оборудование (например, увеличение производительности насосов, расширение и замена труб) и в дополнение к этому возможно увеличить эффект смазывания относительно известного уровня.
Как описано выше, для большинства смазочных материалов вязкость изменяется в интервале температур (соответствующем изменениям температуры воды зимой и летом) от 10°С до 40°С, приблизительно в два - четыре раза. Обычная практика состоит в снабжении резервуара смазочных материалов нагревателем и средством для перемешивания для поддержания температуры смазочных материалов на постоянном уровне.
Однако температура воды, с которой смешивают смазочные материалы, до настоящего времени не контролировалась и ситуация складывается так, что вода используется при ее естественной температуре, которая изменяется в соответствии с атмосферной температурой.
При применении способа смешивания инжекцией воды, во многих случаях, менее одной объемной части смазочных материалов смешивают со 100 объемными частями воды. В таком случае, даже если температура смазочных материалов контролируется и поддерживается на постоянном уровне в резервуаре смазочных материалов, температура смазочных материалов становится той же самой, что и температура воды сразу после смешивания с водой.
По этой причине вязкость смазочных материалов изменяется с изменением температуры воды, что приводит к частому возникновению проскальзывания и невозможности получения постоянного эффекта смазывания в течение года.
Таким образом, для решения описанной проблемы, настоящее изобретение обеспечивает температуру смазочной эмульсии в диапазоне от 0°С до 25°С, предпочтительно от 0°С до 15°С, в момент инжекции штуцером подачи смазки.
Это свидетельствует о том, что в настоящем изобретении повышение температуры смазочных материалов до высокого уровня, прежде чем смазочные материалы достигают штуцера подачи смазки, для предотвращения засорения труб и гарантирования хорошей текучести в трубопроводе и, кроме того, регулировка температуры смазки, когда смазка инжектируется штуцером подачи в постоянном диапазоне низких температур, вязкость смазочных материалов сохраняется в заданном диапазоне высокой вязкости, и адгезия смазки к валкам увеличивается, в то же время, заданное количество смазки подается на валки прокатного стана, без влияния окружающей температуры в течение года.
Следовательно, в соответствии с настоящим изобретением, вязкость смазочных материалов регулируется в момент инжекции штуцером подачи смазки, и вязкость смазочных материалов может быть увеличена без изменения самих смазочных материалов. Следовательно, эффект смазывания может быть усилен, не изменяя существенно оборудование подачи смазки.
В наиболее практическом выполнении вода, подаваемая в инжектор, имеет температуру между 0°С и 25°С, смазочные материалы смешивают с этой водой и смесь инжектируется штуцером подачи смазки, температуру смеси регулируют (вышеупомянутый способ смешивания (ii)). В этом выполнении можно регулировать температуру воды, чтобы она была не ниже 0°С, но не выше 25°С, смешивать воду со смазочными материалами и инжектировать, и подавать смазочную эмульсию штуцером подачи смазки на валки прокатного стана. Объемные пропорции смазочных материалов составляют от 0,5 до 5 частей на 100 частей воды, и предпочтительно, от 0,5 до 2 частей смазочных материалов на 100 частей воды. В этом случае температура самих смазочных материалов уменьшается в трубе от инжектора до штуцера, но отношение смеси смазочных материалов в эмульсии очень низкое. Поэтому, даже когда температура смазочных материалов в этой зоне снижается, проблемы, например, засорения трубопровода, менее вероятны.
В другом выполнении штуцер подачи смазки снабжен функцией охлаждения смазочной эмульсии, и смазочная эмульсия инжектируется и смешивается после охлаждения не ниже 0°С, но не выше 25°С (вышеупомянутый способ смешивания (i)), и предпочтительно, не выше 15°С.
В другом выполнении штуцер подачи смазки снабжен функцией охлаждения смазочной эмульсии, смазочную эмульсию получают эмульгированием с водой, имеющей температуру между 15°С и 25°С, эмульсию подают к валкам прокатного стана после охлаждения до температуры между 0°С и 25°С (вышеупомянутый способ смешивания (i).
В настоящем изобретении необходимо поддерживать температуру смазочной эмульсии выше 0°С. Это вызвано тем, что если температура смазочной эмульсии ниже 0°С, вода, содержавшаяся в эмульсии, замораживается, и это затрудняет устойчивую подачу смазки в требуемом количестве к прокатному стану.
Далее будут описаны иллюстративные примеры и выполнение настоящего изобретения.
Пример 1
Экспериментальные условия, упомянутые в этом примере, приведены в форме признаков, чтобы подтвердить применимость и положительные эффекты настоящего изобретения, но они никоим образом не являются ограничительными.
В настоящем изобретении различные условия могут быть приемлемыми, если достигается цель изобретения.
Смазочная эмульсия инжектируется и подается при условиях, указанных ниже, для тестирования образцов в форме пластин, полученных из катаного материала. Измеряют массу смазочных материалов, остающихся на поверхности пластины и определяют эффект температуры смазочной эмульсии на эффективности адгезии.
Экспериментальные условия
Смазочные материалы: коммерчески доступные смазочные материалы для горячей прокатки с вязкостью 120 сСт (при 40°С).
Концентрация эмульсии: 0,5 об.%.
Штуцер: коммерчески доступный, типа плоского конуса.
Скорость подачи: 500 см3/минуту.
Давление подачи: 0,15 МПа (сразу перед инжекцией штуцером).
Время подачи: 60 секунд.
Испытуемые образцы: быстрорежущая сталь для горячей прокатки, размером 100 мм ширина, 1 мм толщина, 100 мм длина.
Температура смазки в момент инжекции штуцером: 0°С, 5°С, 10°С, 15°С, 20°С, 25°С, 30°С.
Результаты испытаний
Определяют количество смазочных материалов, остающихся на поверхности испытуемых образцов при каждой температуре смазочных материалов, и результаты определения пересчитывают, беря за основу значение 100 для количества остающихся смазочных материалов, для температуры смазочной эмульсии 30°С в момент инжекции штуцером. Таблица 1 представляет результаты этих испытаний.
Данные таблицы 1 показывают, что количество остающихся смазочных материалов может быть значительно увеличено, регулируя температуру смазочных материалов, так чтобы она была выше 0°С, но ниже 25°С. Поэтому, даже если используют те же самые смазочные материалы, что обычно применяются, эффект смазывания может быть легко усилен регулированием температуры смазочных материалов в соответствии с настоящим изобретением.
Пример 2
Полосу материала прокатывают, используя смазочную эмульсию, подаваемую к поверхностям валков, контролируя ее температуру и используя существующую систему труб для подачи смазочных материалов. Эти испытания выполняют так, чтобы проверить, имеет ли место проскальзывание валков или засорение трубопровода.
Экспериментальные условия
Смазочные материалы: коммерчески доступные смазочные материалы для горячей прокатки с вязкостью 140 сСт (при 40°С).
Концентрация эмульсии: 0,7 об.%.
Щтуцер: коммерчески доступный, типа плоского конуса.
Скорость подачи: 800 см3/минуту.
Давление подачи: 0,2 МПа (сразу перед инжекцией штуцером).
Продолжительность подачи: от начала прокатки до завершения прокатки (прежде, чем материал выходит из валков).
Валки: быстрорежущая сталь для горячей прокатки в виде блока 100 мм длиной и 400 мм в диаметре.
Температура смазки в момент инжекции штуцером: 0°С, 5°С, 10°С, 15°С, 20°С, 25°С, 30°С.
Материал: низко-углеродистая стальная пластина (10 мм толщина, 100 мм ширина и 300 мм длина).
Скорость прокатки: 10 мм/минуту.
Обжатие: 20%.
Результаты испытаний
Замечено, что проскальзывания не происходит и получено удовлетворительное снижение силы прокатки.
Снижение силы прокатки выражено в предположении, что сила прокатки при температуре смазки 30°С равна 100.
Как описано выше, в соответствии с настоящим изобретением, возможно увеличить эффективность, с которой смазочные материалы удерживаются на валках прокатного стана вне зависимости от окружающей температуры, наряду с этим устранить любое засорение или блокировку труб смазочными материалами и при необходимости существенно модифицировать используемые смазочные материалы и трубы системы подачи смазочных материалов.
Таким образом, можно ожидать сокращения стоимости, сокращая потребление смазочных материалов, и улучшения производительности, при наличии устойчивого эффекта смазывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СО СМАЗКОЙ | 2004 |
|
RU2308334C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2351419C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА ПРИ ХОЛОДНОЙ ПРОКАТКЕ | 2005 |
|
RU2352414C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2374020C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОЙ ИЛИ МЕТАЛЛУРГИЧЕСКОЙ УСТАНОВКИ | 2018 |
|
RU2737919C1 |
| СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ЛИНИЯ СТАНА ГОРЯЧЕЙ ПРОКАТКИ, СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ МОДЕРНИЗАЦИИ ПРОКАТНОГО СТАНА | 1992 |
|
RU2126729C1 |
| ЖИДКОСТИ ДЛЯ ПРОКАТКИ | 2010 |
|
RU2536468C2 |
| КОМБИНИРОВАННОЕ ПРИМЕНЕНИЕ МАСЛА И ЭМУЛЬСИИ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ПОЛОС | 2002 |
|
RU2292972C2 |
| Способ холодной прокатки на много-КлЕТЕВыХ CTAHAX | 1979 |
|
SU829239A1 |
| СИСТЕМА ПОДАЧИ СМАЗКИ, А ТАКЖЕ УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЛИ ПАТРУБКОВ | 2004 |
|
RU2309811C1 |
Изобретение предназначено для обеспечения постоянного устойчивого эффекта смазки при горячей прокатке. На поверхность валков подают смазочную эмульсию. Удерживание смазки на валках при исключении засорения труб обеспечивается за счет того, что смазочную эмульсию, содержащую смазочные материалы, с вязкостью между 10 сСт и 400 сСт при 40°С, смешанные с водой, направляют на поверхности валков, по крайней мере, через один штуцер подачи смазки, при температуре выше 0°С, но ниже 25°С, 4 з.п. ф-лы, 1 ил., 2 табл.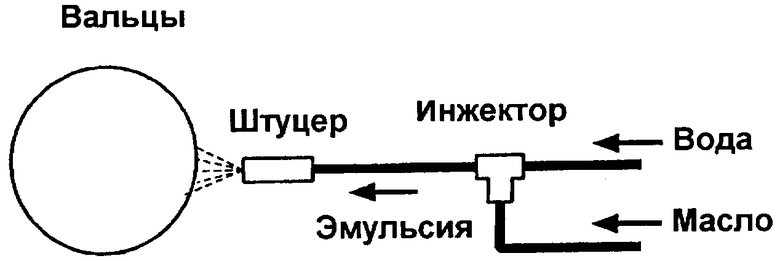
| JP 10158679 А, 16.06.1998 | |||
| Способ эксплуатации технологического смазочного средства при холодной прокатке | 1992 |
|
SU1831392A3 |
| Способ повышения равномерности износа прокатных валков | 1975 |
|
SU531571A1 |
| Способ смазки валков при горячей прокатке | 1977 |
|
SU637173A1 |

