Данное изобретение относится к выполненному согласно ограничительной части пункта 1 формулы изобретения зажимному устройству для закрепления подлежащих обработке деталей в снабженном рабочим столом металлообрабатывающем станке, в частности проволочном электроэрозионном станке.
Если необходимо зажать инструмент или деталь на рабочем столе станка, то деталь или, соответственно, инструмент обычно сначала фиксируют на плите-спутнике, который затем зажимают в зажимном держателе. Сам зажимной держатель в большинстве случаев неподвижно соединен со станком. Приведение в действие зажимных элементов зажимного держателя обычно осуществляется вручную, электромеханическим, пневматическим или гидравлическим способом.
Из ЕР-В-0202452 известна удерживающая и базовая система для проволочного электроискрового станка. Эта удерживающая и базовая система имеет базовые части в виде плоских пластинообразных полос из закаленной стали, которые закреплены на рабочем столе электроискрового станка. Поперечное сечение этих базовых частей имеет по существу профиль ласточкина хвоста, при этом верхняя поверхность имеет большую ширину, чем нижняя поверхность. Базовая часть имеет примыкающую к верхней поверхности боковую поверхность, которая образует с нижней поверхностью, а также с торцевой стороной прямой угол и образует базу Y. Кроме того, базовая часть имеет несколько сквозных отверстий для болтов, с помощью которых базовую часть можно фиксировать и позиционировать в соответствующих резьбовых отверстиях на рабочем столе. База Х образуется с помощью соединенной с торцевой стороной базовой части насадки в форме блока, которая имеет упорную поверхность. Подлежащую креплению деталь прикладывают к граничащей с верхней поверхностью боковой поверхности на базовой части и зажимают с помощью зажимов. Такая удерживающая и базовая система пригодна, в частности, для более легких деталей. Кроме того, изготовление базовых частей является сложным и дорогим.
Из US-А-5019129 известна система для удерживания детали с зажимной рамой, которая содержит неподвижную и подвижную зажимные губки. Расположенный на стороне станка удерживающий стол снабжен имеющим форму ласточкина хвоста возвышением, на котором можно юстировать снабженную ответной выемкой удерживающую плиту с помощью зажимной конструкции. На удерживающей плите закреплено переходное приспособление, которое также снабжено ласточкиным хвостом, на котором можно фиксировать зажимную раму. Зажимная конструкция для закрепления удерживающей плиты на удерживающем столе содержит подпружиненные штифты, а также стопорный винт.
Наконец, из ЕР-А-1402985 известно содержащее раму зажимное устройство, которое закреплено на рабочем столе. Рама состоит из двух боковых плеч, а также расположенного между ними дистанцирующего элемента. Кроме того, рама имеет два проходящих между боковыми плечами направляющих элемента, по которым направляются с возможностью сдвига, по меньшей мере, одни зажимные салазки. Зажимные салазки служат для размещения и зажима деталей.
Изобретение имеет целью такую модификацию зажимного устройства для крепления подлежащих обработке деталей на снабженном рабочим столом металлообрабатывающем станке, в частности проволочном электроэрозионном станке, чтобы обеспечить его простую конструкцию и невысокую стоимость изготовления, чтобы оно было устойчивым и пригодным, в частности, для зажима различно выполненных деталей, и чтобы обеспечивалась возможность быстрого и простого зажима и освобождения деталей.
Для этого согласно изобретению предлагается зажимное устройство согласно пункту 1 формулы изобретения.
Предпочтительные варианты выполнения и модификации предмета изобретения следуют из зависимых пунктов 2-15 формулы изобретения.
Ниже приводится подробное описание примера выполнения зажимного устройства согласно изобретению со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - отдельные части зажимного устройства, согласно изобретению, в изометрической проекции;
фиг.2 - зажимное устройство, вид сверху;
фиг.3 - сечение зажимного устройства по линии А-А на фиг.2;
фиг.4 - сечение зажимного устройства по линии В-В на фиг.2;
фиг.5 - сечение зажимного устройства по линии С-С на фиг.2;
фиг.6 - зажатая в посадочном месте деталь, в изометрической проекции.
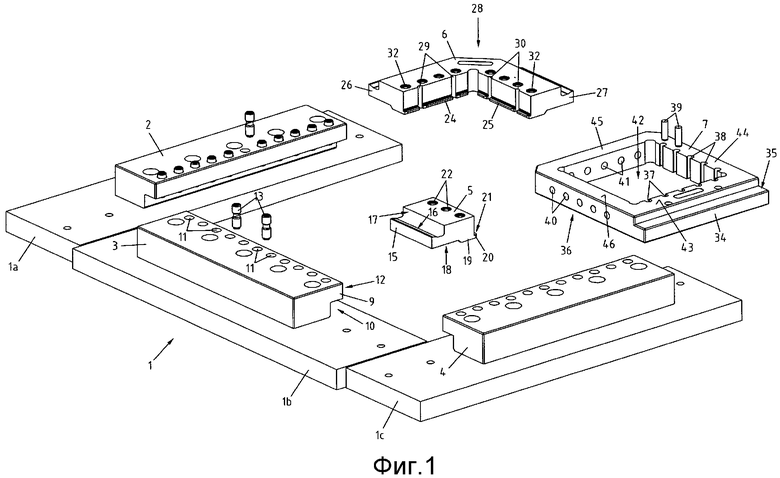
На фиг.1 показано в изометрической проекции зажимное устройство. Зажимное устройство служит для закрепления подлежащих обработке деталей на снабженном рабочим столом 1 станке (не изображен), в частности проволочном электроэрозионном станке. Рабочий стол 1 станка образован в этом случае тремя прямоугольными U-образно расположенными плитами 1а, 1b, 1с, между которыми остается свободной рабочая зона, внутри которой могут свободно перемещаться обрабатывающие элементы станка в направлениях X, Y и Z. Понятно, что такой рабочий стол 1 показан лишь в качестве примера.
Зажимное устройство в данном примере содержит три идентично выполненные зажимные планки 2, 3, 4, а также три различно выполненных посадочных места 5, 6, 7 для крепления деталей, причем зажимное устройство как минимум содержит, по меньшей мере, одну зажимную планку 2, 3, 4, а также, по меньшей мере, одно посадочное место 5, 6, 7 для закрепления деталей. Каждая зажимная планка 2, 3, 4 снабжена на обращенной к рабочему столу 1 нижней стороне плоской образующей опору Z опорной поверхностью. Каждая из трех зажимных планок 2, 3, 4 с помощью неизображенных крепежных средств - винтов - соединена неподвижно с одной из плит 1а, 1b, 1с рабочего стола 1. Ниже приводится подробное описание зажимной планки на примере средней зажимной планки 3. Зажимная планка 3 снабжена на своей направленной к центру обработки передней стороне удлиненным выступом 9, который ограничивает между собой и рабочим столом по существу прямоугольную выемку 10. За счет этого зажимная планка 3 имеет по существу L-образное поперечное сечение. Выступ 9 снабжен несколькими резьбовыми отверстиями 11, которые предусмотрены для размещения зажимных элементов в виде винтов. В качестве примера показаны два таких винта 13. Торцевая сторона 12 удлиненного выступа 9 зажимной планки 3 отшлифована плоско и образует упор для соответствующего посадочного места 5, 6, 7 для крепления деталей, как будет описано ниже. Также плоско отшлифованная нижняя сторона зажимной планки прилегает при зажимании к верхней стороне соответствующей плиты 1b рабочего стола 1.
Для позиционирования посадочного места 5, 6, 7 вдоль зажимной планки, т.е. в направлении Х или Y, предусмотрены упорные штифты, которые могут быть установлены в резьбовом отверстии 11 соответствующей зажимной планки 3 и образуют боковой упор для соответствующего посадочного места 5, 6, 7. Вместо упорных штифтов могут быть предусмотрены также упорные элементы, которые закрепляются на соответствующей зажимной планке с помощью винтов 13. Упорные элементы являются предпочтительными, в частности, тогда, когда деталь должна быть закреплена лишь на одной зажимной планке и/или когда необходимо закреплять на планке очень мелкие детали. Также когда необходимо повторно закреплять на зажимной планке одинаковые обрабатываемые единицы, т.е. посадочное место вместе с деталью, предпочтительными являются упорные элементы, и, соответственно, если деталь закрепляется на двух смещенных на 90° относительно друг друга зажимных планках, то нет необходимости в упорных элементах.
Первое посадочное место 5 снабжено зажимным выступом 15, который служит для закрепления посадочного места 5 на зажимной планке 3. На стороне зажимного выступа 15 посадочное место 5 снабжено базовой поверхностью 17. Зажимной выступ 15 имеет на верхней стороне проходящую наклонно зажимную поверхность 16, с которой зажимные винты 13 зажимной планки 3 взаимодействуют так, что посадочное место 5 при закреплении на зажимной планке 3 втягивается в выемку 10 и своей базовой поверхностью 17 прилегает к упорной поверхности 12 зажимной планки 3, и, тем самым, позиционируется в направлении Х или Y. Нижняя сторона 18 посадочного места 5 снабжена плоско отшлифованной опорой Z, которая при фиксации посадочного места 5 на зажимной планке 3 прилегает к верхней поверхности рабочего стола 1, так что посадочное место 5 позиционируется в направлении Z. Посадочное место 5 снабжено на обращенной от зажимного выступа 15 стороне проходящим вниз за плоскую нижнюю сторону 18 уступом 19, который на концевой стороне снабжен планкообразным выступом 20, верхняя сторона которого выполнена в качестве опорной поверхности 21. Эта опорная поверхность 21 проходит в той же плоскости, что и плоская нижняя сторона 18 посадочного места 5, и служит для опоры деталей в направлении Z. Когда посадочное место 5 закреплено на зажимной планке 3, то опорная поверхность 21 планкообразного выступа проходит в плоскости верхней поверхности рабочего стола и, тем самым, в заданной на стороне станка плоскости Z. Дополнительно к этому, посадочное место 5 снабжено несколькими резьбовыми отверстиями 22, которые служат для размещения винтов для зажимания держалок, с помощью которых деталь можно закреплять на посадочном месте 5, как будет еще подробно описано ниже. Такое посадочное место 5 используется, в частности, для односторонней опоры в направлении Z более крупных деталей, при этом более крупные детали предпочтительно закрепляются, по меньшей мере, в двух посадочных местах.
Естественно, что могут быть также предусмотрены посадочные места для крепления деталей, которые вместо проходящего вниз уступа 19 имеют сплошную плоскую нижнюю сторону, так что ее передний конец не опускается ниже верхней поверхности, базы Z рабочего стола. Это необходимо, в частности, тогда, когда зажимное устройство должно применяться на полностью плоском рабочем столе, который не имеет рабочей зоны, проходящей ниже верхней поверхности рабочего стола. Вместо посадочного места со сплошной плоской нижней стороной можно применять также своего рода промежуточную шайбу, толщина которой соответствует, по меньшей мере, расстоянию по Z проходящего вниз уступа 19 посадочного места 5, и которая подкладывается при креплении соответствующего посадочного места 5, так что проходящий вниз уступ 19 в направлении Z не лежит ниже верхней поверхности стола.
Второе посадочное место 6 выполнено в виде уголка 90° и на передней стороне снабжено двумя также сдвинутыми на 90° относительно друг друга планкообразными выступами 24, 25, верхняя сторона которых образует опорную поверхность Z для детали. Посадочное место 6 имеет также несколько резьбовых отверстий 32 под винты для закрепления держалок.
Посадочное место 6 снабжено вдоль обеих внутренних сторон двумя проходящими вертикально прорезями 29, 30, которые проходят по всей высоте посадочного места 6 и разделяют выступы 24, 25 на отдельные участки. Эти прорези 29, 30 обеспечивают пропускание (вдевание) электроэрозионной проволоки между закрепленной в посадочном месте 6 деталью и посадочным местом, как будет описано ниже применительно к фиг.2.
На задней стороне посадочное место 6 снабжено двумя смещенными относительно друг друга на 90° зажимными выступами 26, 27, с помощью которых осуществляется фиксация посадочного места 6 на зажимной планке. Между обоими указанными зажимными выступами 26, 27 расположен другой зажимной выступ 28, который расположен со смещением на 45° относительно обоих указанных зажимных выступов 26, 27. За счет этого можно фиксировать посадочное место 6 на зажимной планке в целом в трех различных положениях. Такое посадочное место 6 особенно пригодно для точного по положению крепления прямоугольных, а также круглых деталей. Кроме того, можно закреплять большие детали с помощью двух посадочных мест 6 и, при необходимости, закреплять для обработки с поворотом на 180°.
Наконец, третье посадочное место 7 для закрепления деталей выполнено в виде прямоугольной зажимной рамы. Посадочное место 7 снабжено четырьмя сторонами 43, 44, 45, 46 рамы, которые ограничивают центральное отверстие 42 для размещения детали. На одной стороне 43 рамы выполнен зажимной выступ 34, при этом вместо одного зажимного выступа 34 могут быть предусмотрены, естественно, два или три выступа. Зажимной выступ 34 снабжен на верхней стороне плоской, проходящей параллельно нижней стороне 36, зажимной поверхностью 35. Нижняя сторона 36 посадочного места 7 выполнена полностью плоской. Две стороны 43, 44 рамы посадочного места 7 снабжены на внутренней стороне отверстиями 37, 38, которые выполнены для приема упорных штифтов 39. Вставленный в соответствующее отверстие 37, 38 упорный штифт 39 слегка выступает за внутреннюю стенку соответствующей части 43, 44 рамы и образует упор для подлежащей закреплению в посадочном месте 7 детали. За счет предусмотрения таких упорных штифтов 39 можно изготавливать посадочное место 7 сравнительно экономично, поскольку для изготовления посадочного места 7 можно применять обычную, т.е. не высококачественную, сталь в качестве основного материала, и кроме того, нет необходимости в высокоточной обработке его внутренних сторон, поскольку упорные поверхности в направлении Х и Y образованы лишь упорными штифтами 39. Отверстия 37, 38 можно, естественно, использовать также для пропускания электроэрозионной проволоки, когда деталь закреплена в посадочном месте 7.
Обе другие стороны 45, 46 рамы снабжены проходящими горизонтально резьбовыми отверстиями 40, 41, которые служат для приема зажимных винтов (не изображены) для закрепления детали в отверстии 42.
В противоположность обоим перед этим рассмотренным посадочным местам для закрепления деталей, в выполненном в виде рамы посадочном месте 7 не предусмотрены планкообразные выступы, верхняя сторона которых образует опорные поверхности Z для детали. Для обеспечения закрепления деталей в отверстии 42 посадочного места 7 в направлении Z можно укладывать посадочное место 7 на плоскую плиту, например шлифованную каменную плиту, а затем вкладывать в посадочное место 7 деталь, которая закрепляется в ней с помощью винтов, вводимых в резьбовые отверстия 40, 41.
На фиг.2 показано зажимное устройство на виде сверху, при этом каждое посадочное место 5, 6, 7 для закрепления деталей закреплено на зажимной планке. А именно, первое посадочное место 5 закреплено на средней зажимной планке 3, в то время как второе, имеющее форму уголка, посадочное место 6 фиксировано на левой зажимной планке 2, а третье, выполненное в виде зажимной рамы, посадочное место 7 - на правой зажимной планке 4. Каждое посадочное место 5, 6, 7 фиксировано с помощью двух зажимных винтов 13а, 13b; 13c, 13d; 13e, 13f на соответствующей зажимной планке 2, 3, 4.
В этой проекции можно видеть, в частности, также третий зажимной выступ 28 имеющего форму уголка посадочного места 6, который расположен между обоими, смещенными относительно друг друга на 90°, зажимными выступами 26, 27 (фиг.1). Кроме того, видна схематично изображенная, закрепленная на имеющем форму уголка посадочном месте 6, деталь 31. За счет выполненных на внутренней стороне в плечах имеющего форму уголка посадочного места 6 прорезей 29, 30 обеспечивается пропускание (вдевание) электроэрозионной проволоки между закрепленной на посадочном месте 6 деталью 31 и посадочным местом 6. За счет этого можно обрабатывать закрепленную на посадочном месте 6 деталь 31 также с задней стороны с помощью электроэрозии, или же деталь 31 может известным образом автоматически занимать положение за счет подвода электроэрозионной проволоки со всех сторон.
На фиг.3 показано сечение зажимного устройства по линии А-А на фиг.2. Можно видеть, что прижимной винт 13b оказывает давление на зажимной выступ 15 первого посадочного места 5 и тем самым фиксирует его на зажимной планке 3. Прижимной винт 13b нажимает своей закругленной передней стороной 14 на наклонную зажимную поверхность 16 зажимного выступа 15 посадочного места 5 так, что посадочное место 5 прижимается, с одной стороны, своей плоской нижней стороной 18 к плите 1b стола и, с другой стороны, своей задней базовой поверхностью 17 к плоской торцевой стороне 12 зажимной планки 3. Кроме того, можно видеть, что опорная поверхность 21 предусмотренного для опоры детали выступа 20 находится на одной линии с верхней поверхностью 8 плиты 1b стола и, тем самым, с рабочим столом. Таким образом, деталь при опоре на верхнюю поверхность 21 выступа 20 посадочного места 5 выравнивается в направлении Z точно по верхней поверхности 8 рабочего стола. Кроме того, можно видеть, что образующая опору Z нижняя сторона 23 зажимной планки 3 проходит под прямым углом к торцевой стороне 12, образующей поверхность упора. Для обеспечения прилегания посадочного места 5 своей задней базовой поверхностью 17 к плоской торцевой стороне 12 зажимной планки зажимной выступ 15 несколько короче, чем глубина выемки 10 зажимной планки 3 (фиг.1) в горизонтальном направлении. За счет этого в закрепленном состоянии посадочного места 5 образуется зазор s между торцевой поверхностью зажимной планки 15 и задней стенкой паза. Этот зазор s образует одновременно также зону загрязнений, в которой могут собираться загрязнения без отрицательного воздействия на точность закрепления на зажимной планке посадочного места, тем более, что имеющую решающее значение для позиционирования посадочного места поверхность, а именно плоскую торцевую сторону 12 зажимной планки 3, легко очищать.
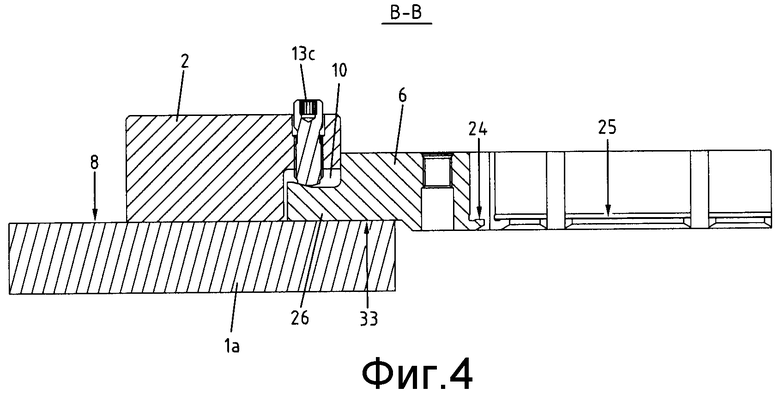
На фиг.4 показано сечение по линии В-В на фиг.2. В этом случае прижимной винт 13с также нажимает своей закругленной передней стороной на наклонную зажимную поверхность зажимного выступа 26 посадочного места 6 так, что посадочное место 6 прижимается, с одной стороны, своей плоской, образующей опору Z, нижней стороной 33 к верхней поверхности 8 плиты 1а стола и, с другой стороны, своей задней базовой поверхностью - к плоской торцевой стороне зажимной планки 2. При этом опорные поверхности выступов 24, 25 для закрепления детали снова находятся на одной линии с верхней поверхностью 8 плиты 1а стола.
После введения зажимного выступа 26 в выемку 10 зажимной планки 2 посадочное место 6 удерживается в своем положении зажимной планкой 2, даже когда зажимной винт 13с еще не затянут. Это имеет то принципиальное преимущество, что посадочное место 6 после грубого позиционирования на зажимной планке можно отпускать без опасности его опрокидывания вбок.
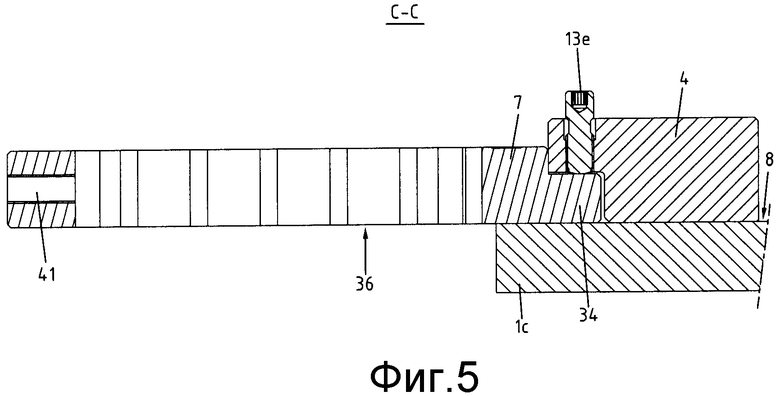
На фиг.5 показано сечение по линии С-С на фиг.2. В этом случае выполненное в виде зажимной рамы посадочное место 7 прижимается прижимным винтом 13е лишь под прямым углом к верхней поверхности 8 плиты 1с стола, поскольку верхняя сторона зажимного выступа 34 является плоской и проходит параллельно нижней стороне 36 посадочного места 7. Посадочное место 7 при закреплении вручную прижимается к зажимной планке 4. После закрепления посадочного места 7 его плоская нижняя сторона 38 находится на одной линии с верхней стороной 8 плиты 1с стола. Кроме того, на этом разрезе можно видеть одно из проходящих горизонтально резьбовых отверстий 41, которое служит для приема зажимного винта (не изображен) для закрепления детали на посадочном месте 7.
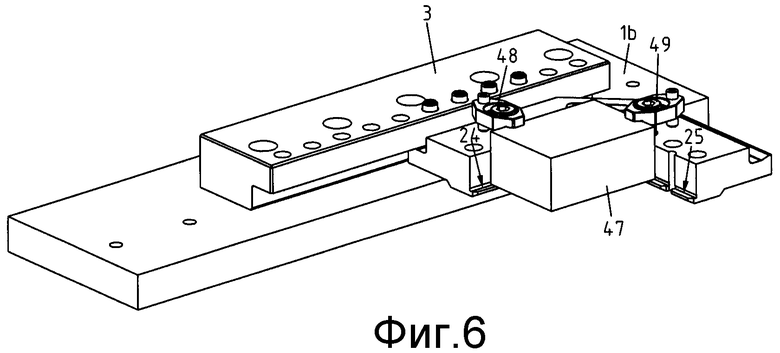
На фиг.6 показано в изометрической проекции закрепленное на зажимной планке 3 посадочное место 6 с закрепленной на нем деталью 47. Для точного позиционирования посадочного места 6 вдоль зажимной планки 3 предусмотрен не видимый в этой проекции упор. Показанная в качестве примера в виде прямоугольного параллелепипеда деталь 47 закреплена на выполненном в виде уголка посадочном месте 6 с помощью двух держалок 48, 49. Деталь 47 позиционирована на обеих боковых поверхностях посадочного места 6, а также на обоих выступах 24, 25 и тем самым позиционирована в направлении Х, Y и Z. Закрепленная на посадочном месте деталь 47 максимально свободно доступна, и ее можно обрабатывать на металлообрабатывающем станке, например проволочном электроэрозионном станке.
Зажимное устройство согласно изобретению имеет модульную конструкцию за счет того, что, с одной стороны, можно применять одну или несколько зажимных планок и, с другой стороны, можно применять различно выполненные посадочные места для закрепления деталей. За счет предусмотрения различных посадочных мест можно практически любую деталь закреплять быстро, просто и при необходимости в точном положении на одной или нескольких зажимных планках. Вместо указанных выше посадочных мест для закрепления деталей могут быть, естественно, предусмотрены отличающиеся от указанных выше примеров выполнения посадочные места. Например, можно применять посадочные места в виде так называемых маятниковых держателей или маятниковых головок. Другое преимущество состоит в том, что зажимное устройство мало чувствительно к загрязнениям и очень устойчивое, так что в нем можно закреплять также тяжелые и большие детали. За счет предусмотрения посадочных мест 5, 6, 7, соответствующий зажимной выступ 15, 26, 27, 34 которых согласован с выемкой 10 соответствующей зажимной планки 3, зажимное устройство как раз в связи с большими и/или тяжелыми деталями имеет дополнительное преимущество, состоящее в том, что посадочные места с фиксированной на них деталью оператор может устанавливать двумя руками в приблизительное положение, а затем может отпускать. Затем соответствующее посадочное место 5, 6, 7 закрепляется с помощью введенного в выемку 10 зажимного выступа 15, 26, 27, 34, даже когда посадочное место 5, 6, 7 слегка откинуть вниз. После этого посадочное место 5, 6, 7 можно закреплять на соответствующей зажимной планке с помощью зажимных винтов. То же справедливо для разжимания. Это является по сравнению с большинством других зажимных устройств решающим преимуществом, поскольку в них держатель детали необходимо обычно держать одной рукой, в то время как одновременно необходимо другой рукой затягивать или, соответственно, освобождать зажимные элементы.

Изобретение относится к металлообработке, в частности к зажимным устройствам для закрепления деталей в металлообрабатывающем станке. Зажимное устройство служит для закрепления подлежащих обработке деталей на снабженном рабочим столом металлообрабатывающем станке и содержит, по меньшей мере, одну подлежащую закреплению на рабочем столе зажимную планку, а также, по меньшей мере, одно посадочное место для закрепления деталей. Посадочное место предназначено для закрепления в точном положении на зажимной планке. Зажимная планка снабжена удлиненным выступом, торцевая сторона которого образует упорную поверхность и ограничивает между собой и рабочим столом выемку. Удлиненный выступ снабжен резьбовыми отверстиями для приема зажимных винтов. Каждое посадочное место для закрепления деталей имеет зажимной выступ, который предназначен для закрепления в выемке зажимной планки с помощью зажимных элементов. Зажимная планка снабжена на обращенной к рабочему столу нижней стороне плоской опорной поверхностью, которая проходит под прямым углом к упорной поверхности удлиненного выступа. Посадочное место для закрепления деталей, в свою очередь, снабжено на стороне зажимного выступа базовой поверхностью, которая предназначена для прилегания к упорной поверхности зажимной планки. Обеспечивается простая конструкция и невысокая стоимость изготовления зажимного устройства. 14 з.п. ф-лы, 6 ил.
| Зажимное устройство | 1985 |
|
SU1291355A1 |
| US 5019129 A, 18.07.1990 | |||
| Микрофонный сейсмоприемник непрерывной структуры | 1985 |
|
SU1402985A1 |
| Устройство для закрепления деталей | 1986 |
|
SU1465237A1 |
| Способ изготовления катушек обмоток электрических машин | 1977 |
|
SU692010A1 |

