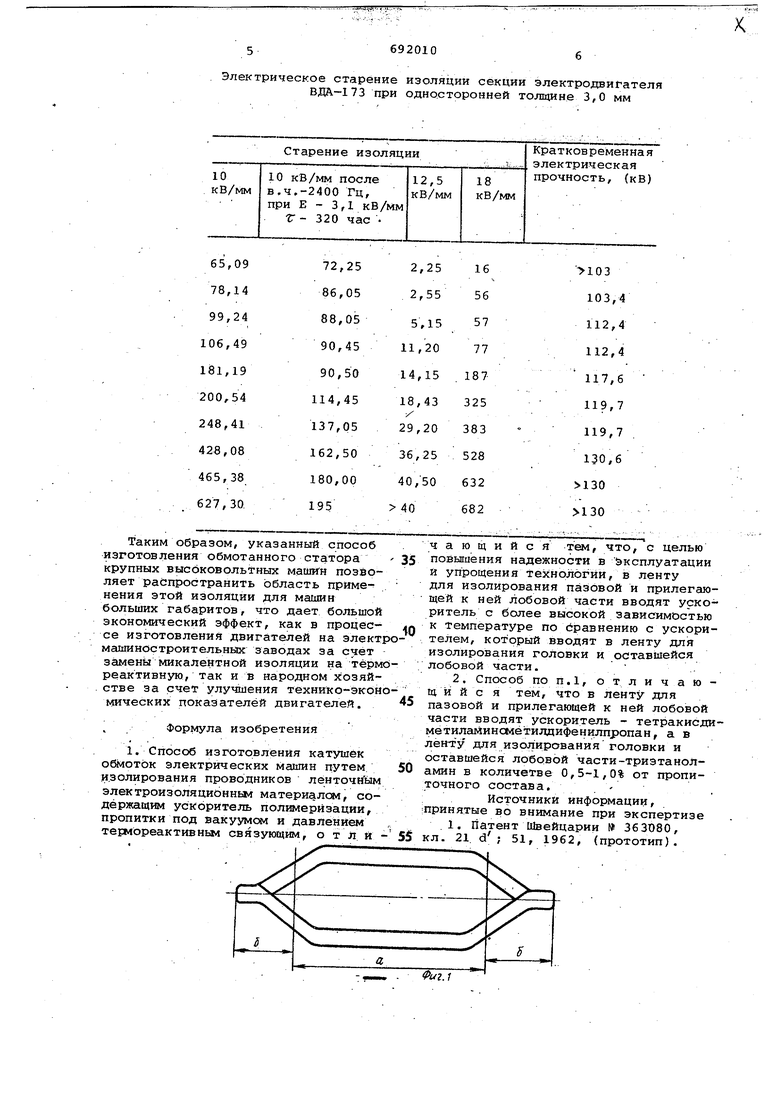
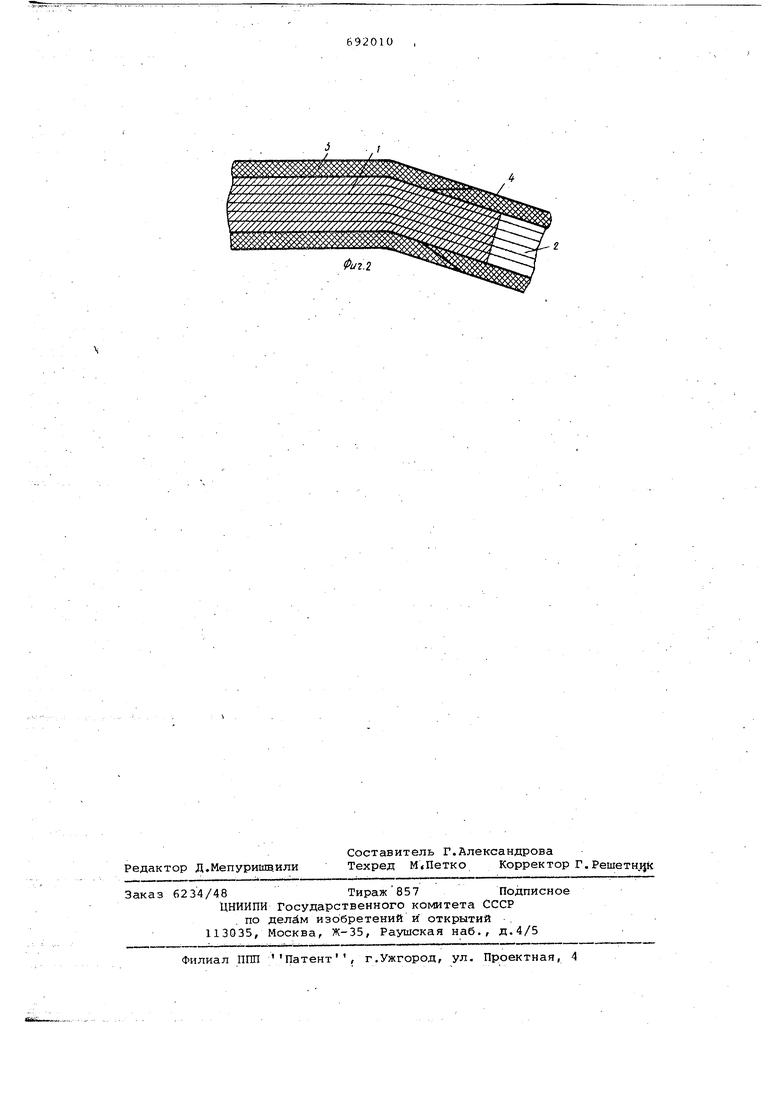
Изобретение относится к области изготовления катушечных обмоток статоров электрических машин, в частности высоковольтных,и может бы использовано в электромашиностроении. Известен способ изготовления высоковольтных обмоток электрически машин, заключающийся в том, что в местах, подвергаемы.х напряжениюизг ба или закручивания, изоляционный с досодержащий материал, нанесенный на стержень обмотки и пропитанный синтетической смолой, не полимеризуется лишь частично 1. Обмотка Утверждается полностью лишь после установки ее в статор. Различная степень полимеризации достигается эа счет введения различных количест одного и того же вещества, замедляк го или ускоряющего полимеризацию, и в результате дифференцированного нагревания отдельных частей катушек Введение различного количества ускорителя для лент пазовой и лобовых частей катушек связано со следу щими трудностями. Если применить активно действуквдий при сравнительн невысоких температурах ускоритель. то его количеств-о должно быть невелико для лент изоляции пазовой и ничтожно мало для лент изоляции лобовой частей катушек. Введение такого количества ускорителя прак-. тически невозможно. Если применить слабоак;тивный ускоритель, то его количество для лент пазовой изоляции, для обеспечения полимеризации за время пропитки, должно быть достаточно большим, а увеличение содержания ускорителя отр.ицательно. сказывается на механических, электрических и других свойствах.получаемой изоляции. Применение различных температур при прессовании (после пропитки) для пазовой и лобовой частей является технологически сложно осуществимым, так как при нагревании только пазовой части прогреваются области, прилегающие к прессуемому учагстку, и в месте перехода на пазовой -части получается разная по свойствам изоляция: с одной стороны полностью отвержденная,а с другой стороны - только частично, что не позволяет проводить последущие испытания готовой машины. Цель1о настоящего изобретения является повышение надежности в эксплу атации и упрощения технологии путем создания за время пропитки и сборки статора катушек с однородной изоляц ей-, позволяющей изготовленный статор испытательным напряжением. Поставленная цель достигается тем что в ленту для изолирования пазовой и прилегающей к ней лобой части вводят ускоритель с более i высокой зависимостью к температуре по сравне нию, с ускорителем, который вводят в ленту для изолирования головки и оставшейся лобовой части, а также те что в ленту для пазовой и прилегающей к ней лобовой части вводят уско ритель-тетракисдимётиламинометилдифенилпропан, а в ленту для изолирования головки и оставшейся лобовой части - триэтаноламин в количестве 0,5-1,0% от пропиточного состава. Сущность изобретения поясняётся чертежами, где на фйг.1 показана катушка; на фиг,2 - часть катушки Вразрезе. Буквами а и б обозначены участки катушки. . . Изготовление осуществляют следую щим образом. После формовки пазовую и прилегающую к ней лобовую часть 1 промазывают термореактивным компаундом, например эпоксидным, и производят отверждение компаунда, а,головки Иприлегающие к ним лобовые части 2 не промазывают. Далее, пазовую и прилегающую к не яобовую части (участок а) изолируют лентой 3, в которую вводятускорител с более высркой зависзимостью к темпе ратуре по сравнению с ускорителем, который вводят в ленту 4 для изолироёки головки и оставшейся лобовой части (участок б). В качестве ускорителя для ленты накладываемой .на участок а, применяют тетрйкиодиметиламинометилдифени пропан в количестве 0,5-1,0% от пропитывающего состава, а для ленты, накладываемой на учаток б - триэтаноламин в том же количестве. Типы ускорителей и их количество в лейтах подбираются таким образом, чтобы при вакуум-нагревательной пр6пи1:ке за время пропитки происходи ло отвё.рждение изоляции в пазовой и ria половине лобовой части катушек а 1оловки и остальной отрезок лобовой части оставались в неотвержденно |виде, т.е. сохраняли свою эластичность. В этом случае получается высококачественная термореактивная изоляция пазовой части и половины лобовой части (примыкающей к пазовой части), в головке и примыкающих к ней частях получается эластичная стеклослюдинитовая изоляция, однородная по. применяемым материалам с .изоляцией пазовой части катушки. Экспериментально было установлено, что оптимальное количество вводимых в ленты ускорителей является 0,5-1% от пропиточного состава. После укладки обмотки выполнения всех технологических работ по сборке, пайке и изолировке статора, а также после соответствующих испытаний статора высоким напряжением, изоляция головOK и прилегающих к ним частей может быть отверждена путем нагрева статора (пропускайием тока по обмотке в печи). Можно допустить процесс отверждения изоляции в первые часы работы машины в эксплуатации.. По указанному способу было изготовлено 2 комплекта катушек двигателя 16 габарита типа ВДА мощностью 4000 кВа, напряжением б кВ. На пазовую и .половину лобовой части катушек была нанесена стеклЬслюдинит.овая леНТа, где в качестве активного усйорителя был применен ускоритель тетракисдиметиламинометилдифенилпропан . (УП-0628) в количестве 0,7% к смоле, входящей в изоляцию, а на остальную часть катушек бвлла нанесена лента с менее активным ускорителем триэтаноламином в количестве 0,5% к смоле, входящей в ленту,. На пазовую часть были одеТы коробочки для фиксации размера. Комплект пропитывался при температуре в-эпоксидном компаунде в течение 4 часов, в результате чего в пазовой части произошло оТверж1п1ение изоляции, а в головках катушек она осталась эластичной. Затем катушки бьши уложены в статор. Статор прошел типовые цеховые испытания. В таблице приведены результаты испытаний изоляции натурных -катушек, Выполненной по описываемсму способу. , Результаты испытаний показали, что полученная изоляция обмоток обладает высокими электрическими свойствами, что сущбствен.но повышает надежность работы статора. .
56920106
Электрическое старение изоляции секции электродвигателя ВДА-173 при односторонней толщине 3,0 мм
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмоток | 1966 |
|
SU262239A1 |
| Способ изготовления обмоток | 1976 |
|
SU599709A2 |
| Способ изготовления электрической изоляции стержней обмоток электрических машин и аппаратов | 1961 |
|
SU145273A1 |
| Способ изготовления катушечных обмоток электрических машин | 1977 |
|
SU733065A1 |
| Способ изготовления статоров электрических машин | 1977 |
|
SU710092A1 |
| Способ изготовления изоляции катушечных обмоток электрических машин | 1979 |
|
SU782056A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
| Способ изготовления обмотанного статора высоковольтной электрической машины | 1972 |
|
SU600668A1 |
| Способ изготовления обмотки электрической машины | 1988 |
|
SU1695454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНОЙ ИЗОЛЯЦИИ ОБМОТОК ВЫСОКОВОЛЬТНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2007 |
|
RU2333586C1 |
Таким образом, указанный способ изготовления обмотанного статора крупных высоковольтных MauwH позволяет распространить область применения этой изоляции для машин больших габаритов, что дает большой экономический эффект, как в процессе изготовления двигателей на элект мащиностроительных заводах за счёт замены микалентной изоляции на тёрм реактивную, так и в народном хозяйстве за счет улупиения технико-экон мических показателей двигателей. . Формула изобретения 1. Способ изготовления катушек обмоток электрических машин путем изолирования проводников ленточйым электроизоляционные материалом, содержащим ускоритель полимеризации, пропитки под вакуумсм и давлением термореактивньм связующим, о тли ч а ю щ и и с я тем, что, с целью повышения надежности в Эксплуатации и упрощения технологии, в ленту для изолирования пазовой и прилегающей к ней лобовой части вводят ускоритель с более высокой зависимостью к температуре по Сравнению с ускорителем, который вводят в ленту для изолирования головки и оставшейся лобовой части. 2. Способ по П.1, отличающ и и с я тем, что в ленту для пазовой и прилегающей к ней лобовой части вводят ускоритель - тетракисдиметиламинсзмёти/щифенилпропан, а в лен-ту для изолирования головки и оставшейся лобовой части-триэтаноламян в количетве 0,5-1,0% от пропиточного состава. . Источники информации, :Принятые во внимание при экспертизе .1. патент Швейцарии № 363080, кл. 21 d ; 51, 1962, (прототип).
Ul.J
